Спосіб формування перехідних режимів технологічного процесу безперервного лиття
Номер патенту: 24390
Опубліковано: 17.07.1998
Автори: Сокол Євген Іванович, Базакуца Вікторія Вікторовна, Кипенський Андрій Володимирович



Формула / Реферат
Способ формирования переходных режимов технологического процесса непрерывного литья, включающий подачу в кристаллизатор жидкого металла через питатели литниковой чаши с начальной угловой скоростью вращения
где d - коэффициент, характеризующий отклонение струи расплава;
Rн - наружный радиус заготовки (радиус кристаллизатора);
Rв - внутренний радиус заготовки (радиус дорна);
g - ускорение свободного падения;
Rп. - радиус вращения питателей;
Hпз - расстояние от питателей до затравки, частичное заполнение кристаллизатора жидким металлом и вытягивание заготовки с постепенным увеличением скорости литья, отличающийся, что по мере заполнения кристаллизатора жидким металлом отклонение струи расплава поддерживают постоянным, для чего угловую скорость вращения литниковой чаши до начала вытягивания заготовки изменяют в соответствии с выражением
а после начала вытягивания заготовки - в соответствии с выражением
где Q - расход жидкого металла через донные питатели литниковой чаши;
S - площадь поперечного сечения заготовки;
vл(t) - скорость литья;
tн - временной интервал от начала заполнения кристаллизатора жидким металлом до начала вытягивания заготовки;
q - длительность переходного режима;
t - текущее время.
Текст
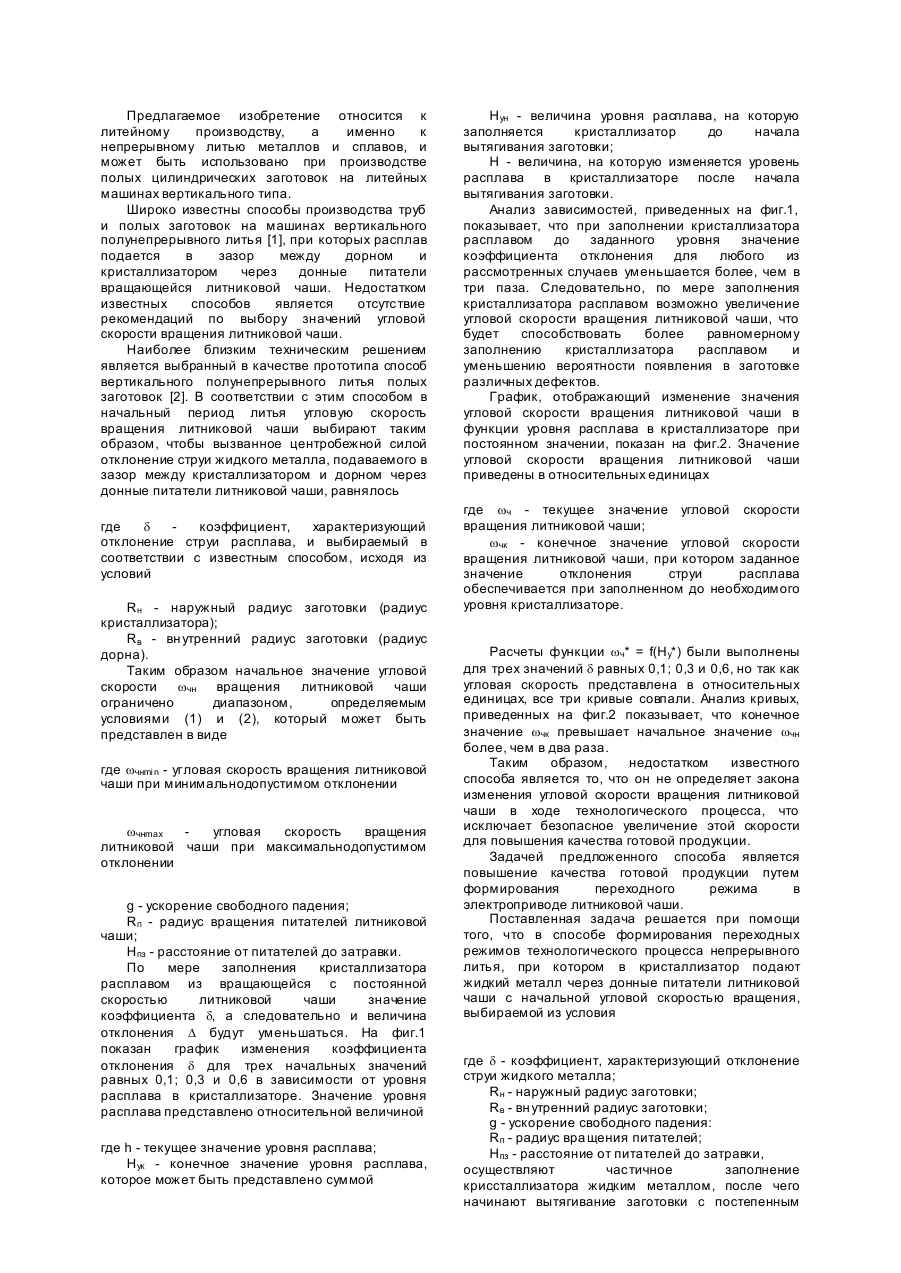
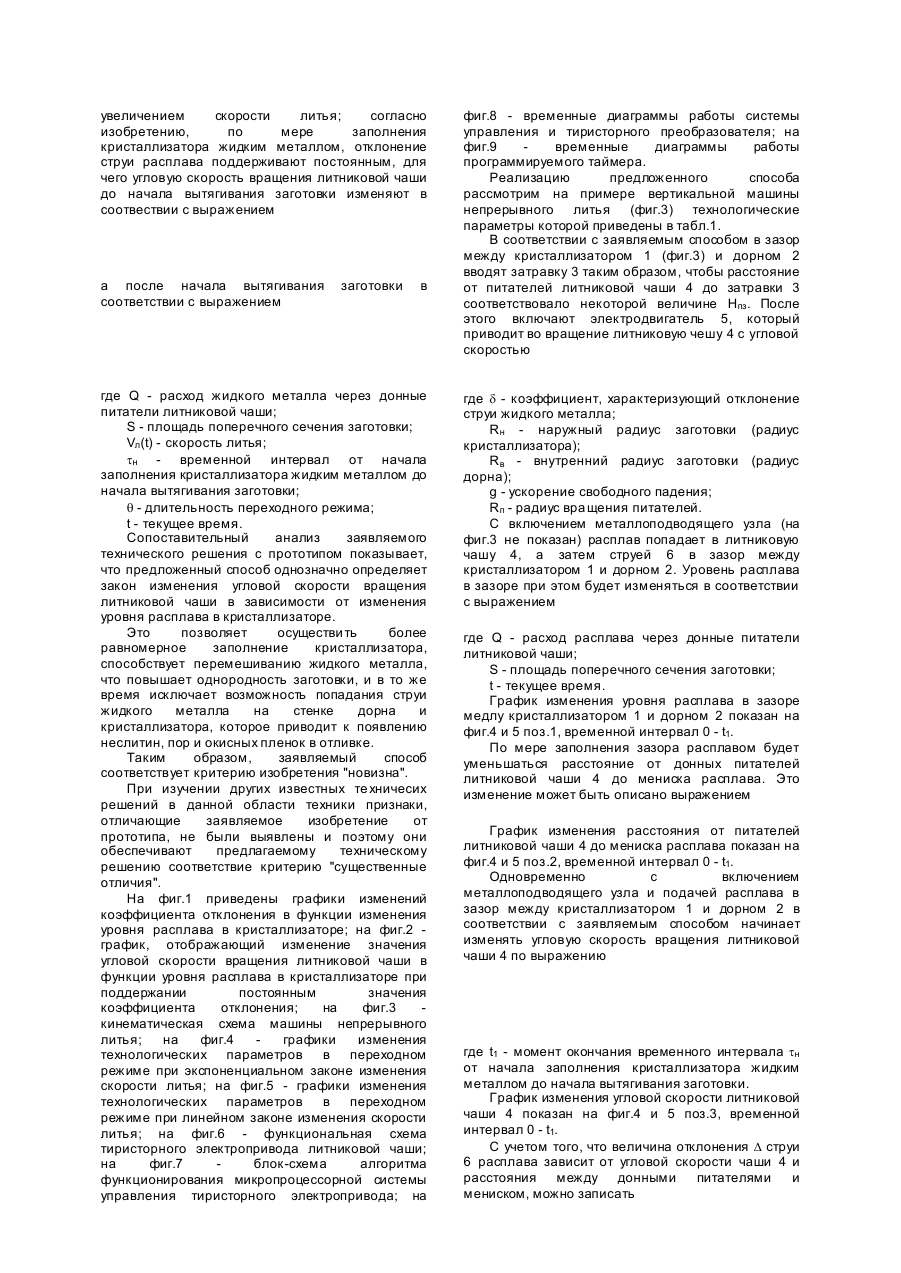
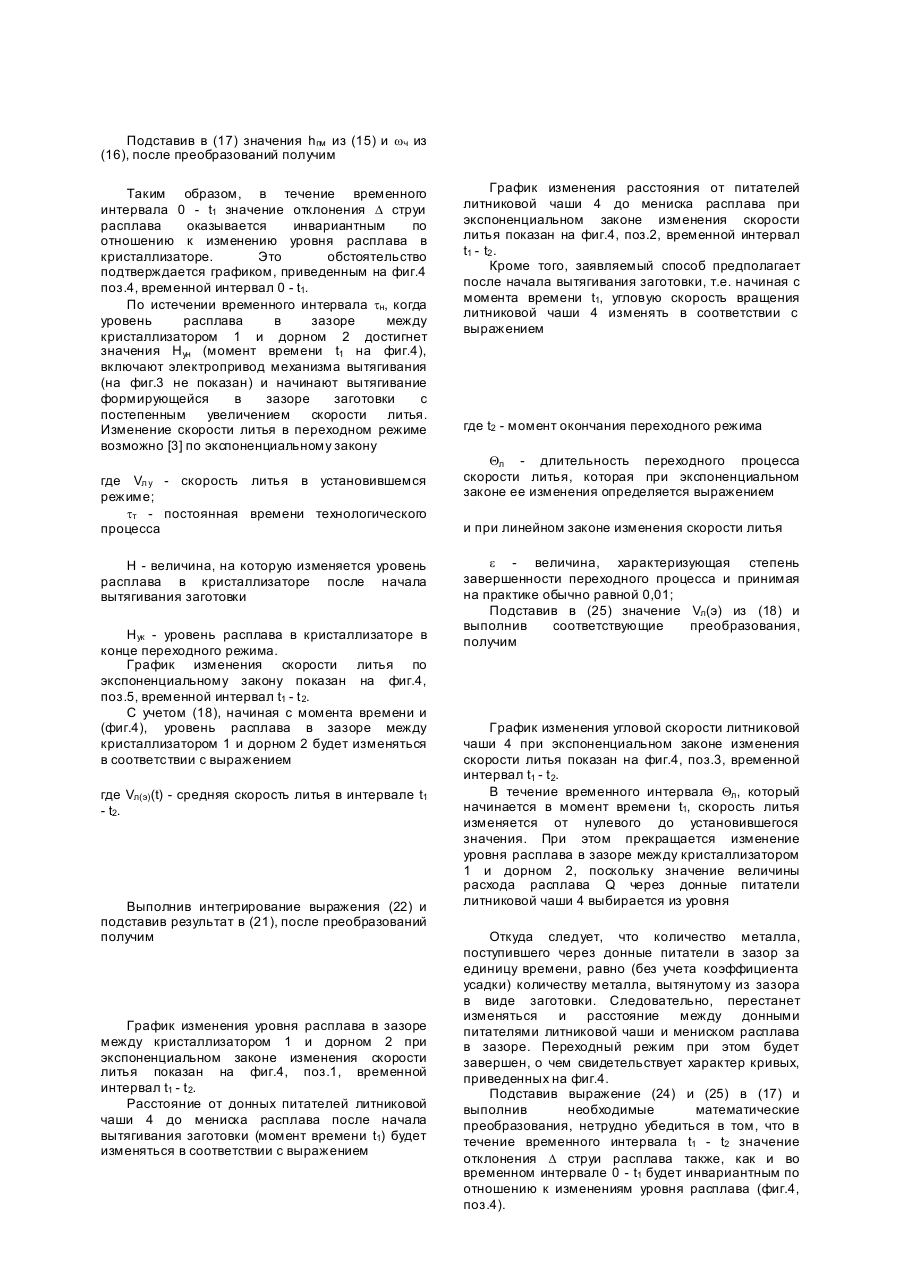
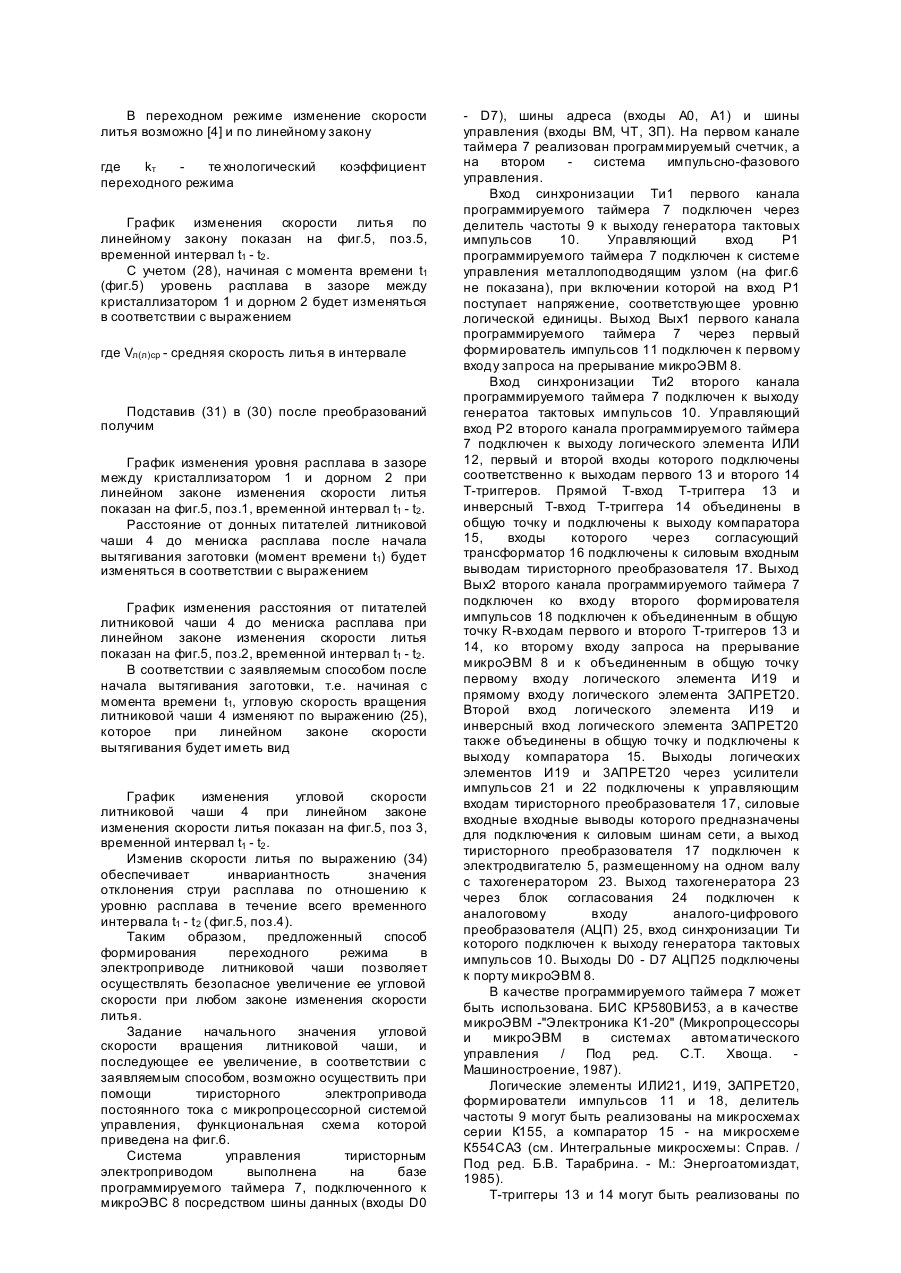
Предлагаемое изобретение относится к литейному производству, а именно к непрерывному литью металлов и сплавов, и может быть использовано при производстве полых цилиндрических заготовок на литейных машинах вертикального типа. Широко известны способы производства труб и полых заготовок на машинах вертикального полунепрерывного литья [1], при которых расплав подается в зазор между дорном и кристаллизатором через донные питатели вращающейся литниковой чаши. Недостатком известных способов является отсутствие рекомендаций по выбору значений угловой скорости вращения литниковой чаши. Наиболее близким техническим решением является выбранный в качестве прототипа способ вертикального полунепрерывного литья полых заготовок [2]. В соответствии с этим способом в начальный период литья угловую скорость вращения литниковой чаши выбирают таким образом, чтобы вызванное центробежной силой отклонение струи жидкого металла, подаваемого в зазор между кристаллизатором и дорном через донные питатели литниковой чаши, равнялось где d коэффициент, характеризующий отклонение струи расплава, и выбираемый в соответствии с известным способом, исходя из условий Rн - наружный радиус заготовки (радиус кристаллизатора); Rв - вн утренний радиус заготовки (радиус дорна). Таким образом начальное значение угловой скорости wчн вращения литниковой чаши ограничено диапазоном, определяемым условиями (1) и (2), который может быть представлен в виде где wчнmi n - угловая скорость вращения литниковой чаши при минимальнодопустимом отклонении wчнmax угловая скорость вращения литниковой чаши при максимальнодопустимом отклонении g - ускорение свободного падения; Rп - радиус вращения питателей литниковой чаши; Hпз - расстояние от питателей до затравки. По мере заполнения кристаллизатора расплавом из вращающейся с постоянной скоростью литниковой чаши значение коэффициента d, а следовательно и величина отклонения D будут уменьшаться. На фиг.1 показан график изменения коэффициента отклонения d для трех начальных значений равных 0,1; 0,3 и 0,6 в зависимости от уровня расплава в кристаллизаторе. Значение уровня расплава представлено относительной величиной где h - текущее значение уровня расплава; Hук - конечное значение уровня расплава, которое может быть представлено суммой Hун - величина уровня расплава, на которую заполняется кристаллизатор до начала вытягивания заготовки; H - величина, на которую изменяется уровень расплава в кристаллизаторе после начала вытягивания заготовки. Анализ зависимостей, приведенных на фиг.1, показывает, что при заполнении кристаллизатора расплавом до заданного уровня значение коэффициента отклонения для любого из рассмотренных случаев уменьшается более, чем в три паза. Следовательно, по мере заполнения кристаллизатора расплавом возможно увеличение угловой скорости вращения литниковой чаши, что будет способствовать более равномерному заполнению кристаллизатора расплавом и уменьшению вероятности появления в заготовке различных дефектов. График, отображающий изменение значения угловой скорости вращения литниковой чаши в функции уровня расплава в кристаллизаторе при постоянном значении, показан на фиг.2. Значение угловой скорости вращения литниковой чаши приведены в относительных единицах где wч - текущее значение угловой скорости вращения литниковой чаши; wчк - конечное значение угловой скорости вращения литниковой чаши, при котором заданное значение отклонения струи расплава обеспечивается при заполненном до необходимого уровня кристаллизаторе. Расчеты функции wч* = f(Hу*) были выполнены для трех значений d равных 0,1; 0,3 и 0,6, но так как угловая скорость представлена в относительных единицах, все три кривые совпали. Анализ кривых, приведенных на фиг.2 показывает, что конечное значение wчк превышает начальное значение wчн более, чем в два раза. Таким образом, недостатком известного способа является то, что он не определяет закона изменения угловой скорости вращения литниковой чаши в ходе технологического процесса, что исключает безопасное увеличение этой скорости для повышения качества готовой продукции. Задачей предложенного способа является повышение качества готовой продукции путем формирования переходного режима в электроприводе литниковой чаши. Поставленная задача решается при помощи того, что в способе формирования переходных режимов технологического процесса непрерывного литья, при котором в кристаллизатор подают жидкий металл через донные питатели литниковой чаши с начальной угловой скоростью вращения, выбираемой из условия где d - коэффициент, характеризующий отклонение струи жидкого металла; Rн - наружный радиус заготовки; Rв - вн утренний радиус заготовки; g - ускорение свободного падения: Rп - радиус вра щения питателей; Hпз - расстояние от питателей до затравки, осуществляют частичное заполнение криссталлизатора жидким металлом, после чего начинают вытягивание заготовки с постепенным увеличением скорости литья; согласно изобретению, по мере заполнения кристаллизатора жидким металлом, отклонение струи расплава поддерживают постоянным, для чего угловую скорость вращения литниковой чаши до начала вытягивания заготовки изменяют в соотвествии с выражением а после начала вытягивания соответствии с выражением заготовки в где Q - расход жидкого металла через донные питатели литниковой чаши; S - площадь поперечного сечения заготовки; Vл(t) - скорость литья; tн - временной интервал от начала заполнения кристаллизатора жидким металлом до начала вытягивания заготовки; q - длительность переходного режима; t - текущее время. Сопоставительный анализ заявляемого технического решения с прототипом показывает, что предложенный способ однозначно определяет закон изменения угловой скорости вращения литниковой чаши в зависимости от изменения уровня расплава в кристаллизаторе. Это позволяет осуществи ть более равномерное заполнение кристаллизатора, способствует перемешиванию жидкого металла, что повышает однородность заготовки, и в то же время исключает возможность попадания струи жидкого металла на стенке дорна и кристаллизатора, которое приводит к появлению неслитин, пор и окисных пленок в отливке. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". При изучении других известных те хничесих решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают предлагаемому техническому решению соответствие критерию "существенные отличия". На фиг.1 приведены графики изменений коэффициента отклонения в функции изменения уровня расплава в кристаллизаторе; на фиг.2 график, отображающий изменение значения угловой скорости вращения литниковой чаши в функции уровня расплава в кристаллизаторе при поддержании постоянным значения коэффициента отклонения; на фиг.3 кинематическая схема машины непрерывного литья; на фиг.4 графики изменения технологических параметров в переходном режиме при экспоненциальном законе изменения скорости литья; на фиг.5 - графики изменения технологических параметров в переходном режиме при линейном законе изменения скорости литья; на фиг.6 - функциональная схема тиристорного электропривода литниковой чаши; на фиг.7 блок-схема алгоритма функционирования микропроцессорной системы управления тиристорного электропривода; на фиг.8 - временные диаграммы работы системы управления и тиристорного преобразователя; на фиг.9 временные диаграммы работы программируемого таймера. Реализацию предложенного способа рассмотрим на примере вертикальной машины непрерывного литья (фиг.3) технологические параметры которой приведены в табл.1. В соответствии с заявляемым способом в зазор между кристаллизатором 1 (фиг.3) и дорном 2 вводят затравку 3 таким образом, чтобы расстояние от питателей литниковой чаши 4 до затравки 3 соответствовало некоторой величине Hпз. После этого включают электродвигатель 5, который приводит во вращение литниковую чешу 4 с угловой скоростью где d - коэффициент, характеризующий отклонение струи жидкого металла; Rн - наружный радиус заготовки (радиус кристаллизатора); Rв - внутренний радиус заготовки (радиус дорна); g - ускорение свободного падения; Rп - радиус вра щения питателей. С включением металлоподводящего узла (на фиг.3 не показан) расплав попадает в литниковую чашу 4, а затем струей 6 в зазор между кристаллизатором 1 и дорном 2. Уровень расплава в зазоре при этом будет изменяться в соответствии с выражением где Q - расход расплава через донные питатели литниковой чаши; S - площадь поперечного сечения заготовки; t - текущее время. График изменения уровня расплава в зазоре медлу кристаллизатором 1 и дорном 2 показан на фиг.4 и 5 поз.1, временной интервал 0 - t1. По мере заполнения зазора расплавом будет уменьшаться расстояние от донных питателей литниковой чаши 4 до мениска расплава. Это изменение может быть описано выражением График изменения расстояния от питателей литниковой чаши 4 до мениска расплава показан на фиг.4 и 5 поз.2, временной интервал 0 - t1. Одновременно с включением металлоподводящего узла и подачей расплава в зазор между кристаллизатором 1 и дорном 2 в соответствии с заявляемым способом начинает изменять угловую скорость вращения литниковой чаши 4 по выражению где t1 - момент окончания временного интервала tн от начала заполнения кристаллизатора жидким металлом до начала вытягивания заготовки. График изменения угловой скорости литниковой чаши 4 показан на фиг.4 и 5 поз.3, временной интервал 0 - t1. С учетом того, что величина отклонения D струи 6 расплава зависит от угловой скорости чаши 4 и расстояния между донными питателями и мениском, можно записать Подставив в (17) значения hпм из (15) и wч из (16), после преобразований получим Таким образом, в течение временного интервала 0 - t1 значение отклонения D струи расплава оказывается инвариантным по отношению к изменению уровня расплава в кристаллизаторе. Это обстоятельство подтверждается графиком, приведенным на фиг.4 поз.4, временной интервал 0 - t1. По истечении временного интервала tн, когда уровень расплава в зазоре между кристаллизатором 1 и дорном 2 достигнет значения Hун (момент времени t1 на фиг.4), включают электропривод механизма вытягивания (на фиг.3 не показан) и начинают вытягивание формирующейся в зазоре заготовки с постепенным увеличением скорости литья. Изменение скорости литья в переходном режиме возможно [3] по экспоненциальному закону где Vл у - скорость литья в установившемся режиме; tт - постоянная времени технологического процесса H - величина, на которую изменяется уровень расплава в кристаллизаторе после начала вытягивания заготовки Hук - уровень расплава в кристаллизаторе в конце переходного режима. График изменения скорости литья по экспоненциальному закону показан на фиг.4, поз.5, временной интервал t1 - t 2. С учетом (18), начиная с момента времени и (фиг.4), уровень расплава в зазоре между кристаллизатором 1 и дорном 2 будет изменяться в соответствии с выражением где Vл(э)(t) - средняя скорость литья в интервале t1 - t2. Выполнив интегрирование выражения (22) и подставив результат в (21), после преобразований получим График изменения уровня расплава в зазоре между кристаллизатором 1 и дорном 2 при экспоненциальном законе изменения скорости литья показан на фиг.4, поз.1, временной интервал t1 - t 2. Расстояние от донных питателей литниковой чаши 4 до мениска расплава после начала вытягивания заготовки (момент времени t1) будет изменяться в соответствии с выражением График изменения расстояния от питателей литниковой чаши 4 до мениска расплава при экспоненциальном законе изменения скорости литья показан на фиг.4, поз.2, временной интервал t1 - t2 . Кроме того, заявляемый способ предполагает после начала вытягивания заготовки, т.е. начиная с момента времени t1, угловую скорость вращения литниковой чаши 4 изменять в соответствии с выражением где t2 - момент окончания переходного режима Qл - длительность переходного процесса скорости литья, которая при экспоненциальном законе ее изменения определяется выражением и при линейном законе изменения скорости литья e - величина, характеризующая степень завершенности переходного процесса и принимая на практике обычно равной 0,01; Подставив в (25) значение Vл(э) из (18) и выполнив соответствующие преобразования, получим График изменения угловой скорости литниковой чаши 4 при экспоненциальном законе изменения скорости литья показан на фиг.4, поз.3, временной интервал t1 - t 2. В течение временного интервала Qл, который начинается в момент времени t1, скорость литья изменяется от нулевого до установившегося значения. При этом прекращается изменение уровня расплава в зазоре между кристаллизатором 1 и дорном 2, поскольку значение величины расхода расплава Q через донные питатели литниковой чаши 4 выбирается из уровня Откуда следует, что количество металла, поступившего через донные питатели в зазор за единицу времени, равно (без учета коэффициента усадки) количеству металла, вытянутому из зазора в виде заготовки. Следовательно, перестанет изменяться и расстояние между донными питателями литниковой чаши и мениском расплава в зазоре. Переходный режим при этом будет завершен, о чем свидетельствует характер кривых, приведенных на фиг.4. Подставив выражение (24) и (25) в (17) и выполнив необходимые математические преобразования, нетрудно убедиться в том, что в течение временного интервала t1 - t2 значение отклонения D струи расплава также, как и во временном интервале 0 - t1 будет инвариантным по отношению к изменениям уровня расплава (фиг.4, поз.4). В переходном режиме изменение скорости литья возможно [4] и по линейному закону где kт те хнологический переходного режима коэффициент График изменения скорости литья по линейному закону показан на фиг.5, поз.5, временной интервал t1 - t2 . С учетом (28), начиная с момента времени t1 (фиг.5) уровень расплава в зазоре между кристаллизатором 1 и дорном 2 будет изменяться в соответствии с выражением где Vл(л)ср - средняя скорость литья в интервале Подставив (31) в (30) после преобразований получим График изменения уровня расплава в зазоре между кристаллизатором 1 и дорном 2 при линейном законе изменения скорости литья показан на фиг.5, поз.1, временной интервал t1 - t2 . Расстояние от донных питателей литниковой чаши 4 до мениска расплава после начала вытягивания заготовки (момент времени t1) будет изменяться в соответствии с выражением График изменения расстояния от питателей литниковой чаши 4 до мениска расплава при линейном законе изменения скорости литья показан на фиг.5, поз.2, временной интервал t1 - t2 . В соответствии с заявляемым способом после начала вытягивания заготовки, т.е. начиная с момента времени t1, угловую скорость вращения литниковой чаши 4 изменяют по выражению (25), которое при линейном законе скорости вытягивания будет иметь вид График изменения угловой скорости литниковой чаши 4 при линейном законе изменения скорости литья показан на фиг.5, поз 3, временной интервал t1 - t2 . Изменив скорости литья по выражению (34) обеспечивает инвариантность значения отклонения струи расплава по отношению к уровню расплава в течение всего временного интервала t1 - t 2 (фиг.5, поз.4). Таким образом, предложенный способ формирования переходного режима в электроприводе литниковой чаши позволяет осуществлять безопасное увеличение ее угловой скорости при любом законе изменения скорости литья. Задание начального значения угловой скорости вращения литниковой чаши, и последующее ее увеличение, в соответствии с заявляемым способом, возможно осуществить при помощи тиристорного электропривода постоянного тока с микропроцессорной системой управления, функциональная схема которой приведена на фиг.6. Система управления тиристорным электроприводом выполнена на базе программируемого таймера 7, подключенного к микроЭВС 8 посредством шины данных (входы D0 - D7), шины адреса (входы А0, А1) и шины управления (входы ВМ, ЧТ, ЗП). На первом канале таймера 7 реализован программируемый счетчик, а на втором система импульсно-фазового управления. Вход синхронизации Ти1 первого канала программируемого таймера 7 подключен через делитель частоты 9 к выходу генератора тактовых импульсов 10. Управляющий вход Р1 программируемого таймера 7 подключен к системе управления металлоподводящим узлом (на фиг.6 не показана), при включении которой на вход Р1 поступает напряжение, соответствующее уровню логической единицы. Выход Вых1 первого канала программируемого таймера 7 через первый формирователь импульсов 11 подключен к первому входу запроса на прерывание микроЭВМ 8. Вход синхронизации Ти2 второго канала программируемого таймера 7 подключен к выходу генератоа тактовых импульсов 10. Управляющий вход Р2 второго канала программируемого таймера 7 подключен к выходу логического элемента ИЛИ 12, первый и второй входы которого подключены соответственно к выходам первого 13 и второго 14 Т-триггеров. Прямой Т-вход Т-триггера 13 и инверсный Т-вход Т-триггера 14 объединены в общую точку и подключены к выходу компаратора 15, входы которого через согласующий трансформатор 16 подключены к силовым входным выводам тиристорного преобразователя 17. Выход Вых2 второго канала программируемого таймера 7 подключен ко входу второго формирователя импульсов 18 подключен к объединенным в общую точку R-входам первого и второго Т-триггеров 13 и 14, ко второму входу запроса на прерывание микроЭВМ 8 и к объединенным в общую точку первому входу логического элемента И19 и прямому входу логического элемента ЗАПРЕТ20. Второй вход логического элемента И19 и инверсный вход логического элемента ЗАПРЕТ20 также объединены в общую точку и подключены к выходу компаратора 15. Выходы логических элементов И19 и 3АПРЕТ20 через усилители импульсов 21 и 22 подключены к управляющим входам тиристорного преобразователя 17, силовые входные входные выводы которого предназначены для подключения к силовым шинам сети, а выход тиристорного преобразователя 17 подключен к электродвигателю 5, размещенному на одном валу с тахогенератором 23. Выход тахогенератора 23 через блок согласования 24 подключен к аналоговому входу аналого-цифрового преобразователя (АЦП) 25, вход синхронизации Ти которого подключен к выходу генератора тактовых импульсов 10. Выходы D0 - D7 АЦП25 подключены к порту микроЭВМ 8. В качестве программируемого таймера 7 может быть использована. БИС КР580ВИ53, а в качестве микроЭВМ -"Электроника К1-20" (Микропроцессоры и микроЭВМ в системах автоматического управления / Под ред. С.Т. Хвоща. Машиностроение, 1987). Логические элементы ИЛИ21, И19, ЗАПРЕТ20, формирователи импульсов 11 и 18, делитель частоты 9 могут быть реализованы на микросхемах серии К155, а компаратор 15 - на микросхеме К554САЗ (см. Интегральные микросхемы: Справ. / Под ред. Б.В. Тарабрина. - М.: Энергоатомиздат, 1985). Т-триггеры 13 и 14 могут быть реализованы по известным принципам и методам их проектирования (см. Микросхемотехника: Учебное пособие для вузов / Под ред. И.П. Степаненко. Радио и связь, 1982). В качестве генераторов тактовых импульсов 10 может быть использован генератор микроЭВМ 8 или это может быть самостоятельный блок, реализованный на схеме мультивибратора (Зельдин Е.А. Цифровые интегральные микросхемы в в информационно-измерительной аппаратуре. - Л.: Энергоатомиздат, 1986). Усилители импульсов 21 и 22 могут быть реализованы по схемам выходных каскадов систем управления тиристорными преобразователями (Руденко B.C., Сенько В.И., Чиженко И.Н. Преобразовательная техника. - К., 1983). Блок согласования 24 может быть выполнен в виде резистивного делителя. В качестве АЦП 25 может быть использована интегральная схема У1108ПВ1 (см. Аналоговые и цифровые интегральные микросхемы: Справ. пособие / Под ред. С.В. Якубовского. - М.: Радио и связь, 1984). Работает тиристорный электропривод с микропроцессорной системой управления следующим образом. До начала процесса управления в соответствии с алгоритмом, блоксхема которого приведена на фиг.7, в память микро-ЭВМ производят запись чисел A, B0 - Bn . Число A определяет временной интервал tк , по истечении которого производится коррекция сигнала задания угловой скорости электродвигателя 5, а следовательно и литниковой чаши 4 где Тти10 - период следования импульсов на входе генератора тактовых импульсов 10; Kд - коэффициент деления делителя частоты 9; Число B0 выбирается пропорциональным начальному значению угловой скорости вращения литниковой чаши 4 (см. выражение (13)) где Kр - коэффициент пропорциональности регуляторной части тиристорного электропривода. Числа B1 Bk выбираются пропорциональными значениям угловой скорости вращения литниковой чаши 4 течение временного интервала 0 - t1 (см. выражение (16)) где K - номер числа B, соответствующего заданию угловой скорости вращения литниковой чаши 4 в момент времени t1 Числа Bk+1 B n-1 выбираются пропорциональными значению угловой скорости вращения литниковой чаши 4 в течение временного интервала t1 - (t2 - tk) (см. выражение (25)). Число Bn - выбирается пропорциональным конечному значению угловой скорости вращения литниковой чаши 4 (см. выражение (9)) Далее в соответствии с алгоритмом (фиг.7) производится запись в программируемый таймер 7 управляющего слова (УС) первого канала. УС определяет номер канала таймера, порядок счета и режим работы таймера. После этого в первый таймер 7 записывается число A. Во второй канал таймера 7 также после записи УС записывается некоторое число D0, которое определяется алгоритмом регулятора скорости на основании сигнала B0 и сигнала обратной связи C, считываемого из АЦП 25. Поясним принцип работы системы импульснофазового управления (СИФУ), реализованной на втором канале таймера 7. В момент перехода напряжения U16 на выходе трансформатора 16 через нуль с отрицательного значения на положительное (фиг.8,а) на выходе компаратора 15 появляется сигнал U15, поступающий на Т-входы Ттриггеров 13 и 14, а также на второй вход логического элемента И 19 и инверсный вход логического элемента ЗАПРЕТ 20 (фиг.8,б). При этом триггер 13 изменяет свое состояние по фронту (фиг.8,в), а триггер 17 - по срезу (фиг.8,г) сигнала U15 компаратора 15. Импульсы U13 и U14 суммируются в логическом элементе ИЛИ 12 (фиг.8,д) и поступают на управляющий вход Р 2 таймера 7. По фронтам импульсов U12 во втором канале таймера 7 начинается отсчет ранее записанного числа D0. С приходом каждого тактирующего импульса от генератора 10 на вход Ти 2 число D0 уменьшается на единицу. По окончанию счета, когда содержимое второго канала таймера 7 становится равным нулю при t = D0Tти10, сигнал на выходе Вых2 таймера 7 переходит из состояния логического нуля в состояние логической единицы (фиг.3,е). Временные диаграммы работы таймера 7 в режиме 2, который используется для данного случая, приведены на фиг.9. По фронту сигнала U7вых2 формирователь 18 формирует импульсы D18 длительностью, необходимой для надежного отпирания тиристоров преобразователя 17 (фиг. 8,ж). Импульсы управления U18 поступают на первый вход логического элемента И 19 и прямой вход логического элемента ЗАПРЕТ 20, в которых происходит распределение импульсов управления между тиристорами преобразователя 17 в зависимости от выходного сигнала компаратора 16 (фиг.8,з,и). Усилители импульсов 21 и 22 усиливают импульсы управления и придают им оптимальную форму, а также осуществляют гальваническую развязку системы управления в силовой части электропривода. Поступая на управляющие входы тиристорного преобразователя 17, управляющие импульсы D19 и U20 отпирают тиристоры в заданные моменты времени, в результате чего к электродвигателю 5 прикладывается напряжение U17 (фиг.8,к). Электродвигатель 5 начинает вращаться сам и приводит во вращение литниковую чашу 4 с угловой скоростью wчн. Сигнал с выхода формирователя 18 поступает на R-входы Т-триггеров, возвращая их в исходное состояние (фиг.8,в,г) и на вход запроса на прерывание микроЭВМ 8. В микроЭВМ 8 происходит обработка прерывания, и если такое прерывание поступило по уровню 2, то происходит считывание сигнала из канала обратной связи, включающего тахогенератор 23, блок согласования 24 и АЦП 25, тактируемый генератором. Сигнал обратной связи C позволяет осуществлять корректировку числа D для обеспечения стабилизации угловой скорости на заданном уровне B0. При первом включении металлоподво-дящего угла (на фиг.3 не показан) на Р1 вход таймера 78 поступает сигнал, соответствующий уровню логической единицы. В результате этого в первом канале таймера 7 начинается отсчет раннее записанного числа A. По окончании счета, когда содержимое канала становится равным нулю, на выходе Вых1 таймера 7 формируется строб, по которому срабатывает формирователь 11. Выходной сигнал формирователя 11 поступает на вход запроса на прерывание по уровню 1. При этом, в соответствии в алгоритмом (фиг.7), происходит формирование счетчика прерываний и его декремент (увеличение числа в счетчике на единицу). По числу в счетчике прерываний осуществляется выбор того или иного значения числа B и загрузка его в ячейку памяти для последующей обработки регулятором и СИФУ. После формирования строба на выходе Вых1 таймера 7 в первом его канале опять начинается отсчет числа A. Таким образом, система управления по истечении каждого временного интервала tk осуществляет корректировку сигнала задания для обеспечения изменения угловой скорости вращения литниковой чаши 4 в соответствии с заявляемым способом.
ДивитисяДодаткова інформація
Автори англійськоюKypenskyi Andrii Volodymyrovych, Sokol Yevhen Ivanovych
Автори російськоюКипенский Андрей Владимирович, Сокол Евгений Иванович
МПК / Мітки
МПК: B22D 11/16
Мітки: процесу, режимів, перехідних, спосіб, безперервного, формування, технологічного, лиття
Код посилання
<a href="https://ua.patents.su/10-24390-sposib-formuvannya-perekhidnikh-rezhimiv-tekhnologichnogo-procesu-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування перехідних режимів технологічного процесу безперервного лиття</a>
Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття
Номер патенту: 24389
Опубліковано: 17.07.1998
Автори: Сокол Євген Іванович, Кипенський Андрій Володимирович, Базакуца Вікторія Вікторовна
МПК: B22D 11/16
Мітки: заготовок, машини, виробництві, перехідних, безперервного, спосіб, режимів, лиття, формування
Формула / Реферат:
1. Способ формирования переходных режимов при производстве заготовок на машине непрерывного литья, при котором в кристаллизатор вводят затравку, осуществляют частичное заполнение кристаллизатора расплавом, после чего начинают циклическое вытягивание заготовки, отличающийся тем, что скорость литья в переходном режиме изменяют в соответствии с выражениемгде Kт - технологический коэффициент переходного режима;t - текущее...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 23421
Опубліковано: 02.06.1998
Автори: Звонарьов Сергій Олександрович, Щербачов Василь Валентинович, Семенов Анатолій Петрович, Гуртовий Микола Іванович, Козаченко Станіслав Митрофанович, Богданов Аркадій Іванович
МПК: B22D 11/00
Мітки: заготовок, лиття, спосіб, безперервного, горизонтального
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в разъемный кристаллизатор из металлоприемника при перемещении его совместно с подвижной частью кристаллизатора на величину шага в направлении, противоположном вытягиванию заготовки, формирование заготовки и периодическое вытягивание ее из кристаллизатора с рабочей скоростью, с одновременным возвратом металлоприемника в исходное положение, отличающийся тем, что...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Белякова Лілія Іванівна, Щербачев Василь Валентинович, Давиденко Петро Данилович, Козаченко Станіслав Митрофанович, Герасименко Віктор Григорович, Добровольський Владислав Борисович, Зятіна Олександр Сергійович
МПК: B22D 11/00, B22D 11/045
Мітки: безперервного, горизонтального, спосіб, лиття, заготовок
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Зеленський Віктор Михайлович, Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: здійснення, заготівки, лиття, біметалевої, порожнистої, безперервного, спосіб, пристрій
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
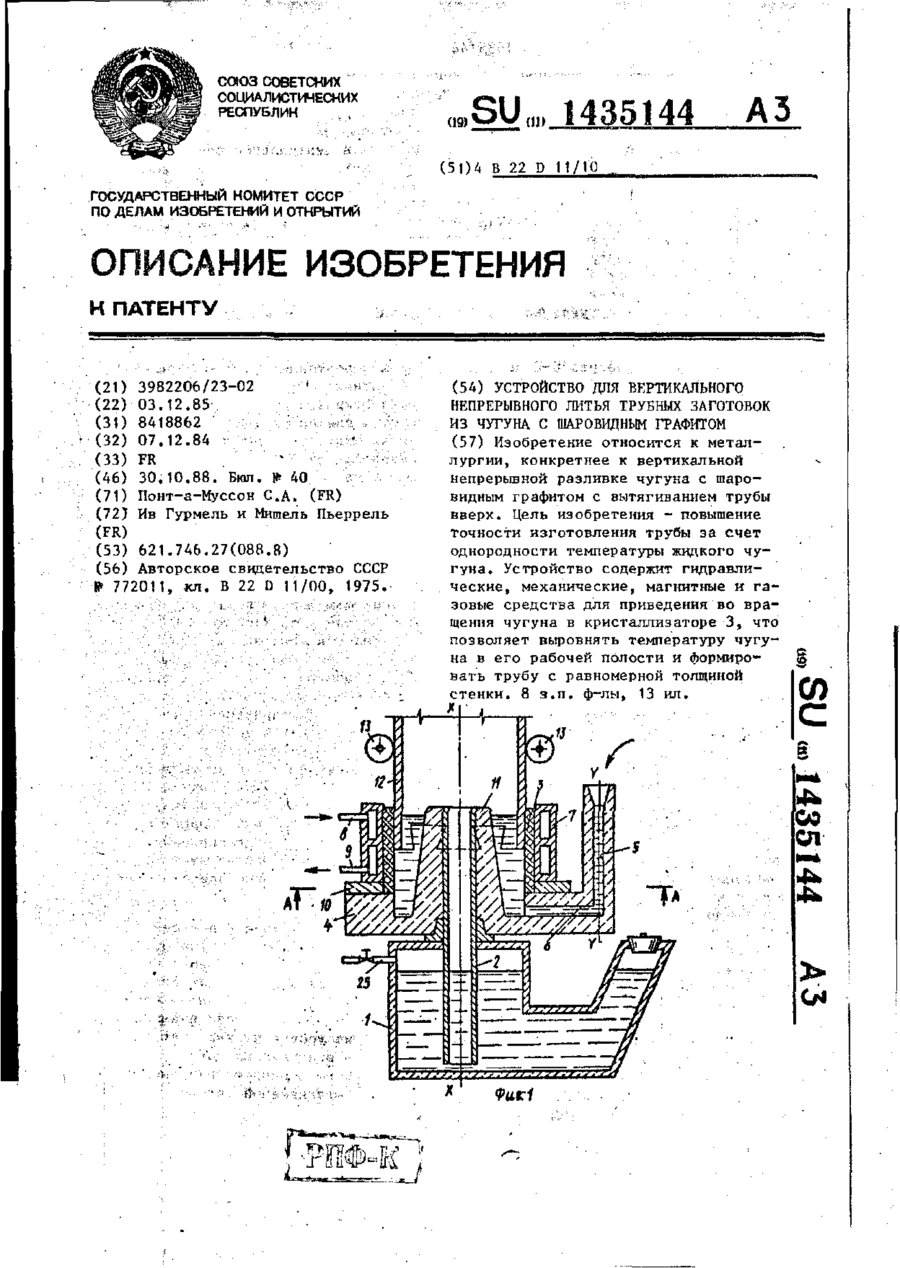
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: трубних, заготівок, лиття, пристрій, вертикального, графітом, чавуну, кулеподібним, безперервного
Формула / Реферат:
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Попередній патент: Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття
Наступний патент: Латентний каталізатор отведіння епоксидних композицій
Випадковий патент: Двигун внутрішнього згоряння