Ножовий блок головки кутера
Номер патенту: 41262
Опубліковано: 12.05.2009
Автори: Батраченко Олександр Вікторович, Сунько Наталія Євгеніївна, Чередніченко Владислав Васильович, Йосипенко Вікторія Анатоліївна, Некоз Олександр Іванович, Літовченко Ігор Миколайович

Формула / Реферат
Ножовий блок головки кутера, що містить дисковий корпус, серповидні ножі, які встановлені у дисковому корпусі з можливістю радіального переміщення, кришку, вузол радіального переміщення серповидних ножів, який відрізняється тим, що дисковий корпус містить два або більше різьових отвори, осі яких розташовані в площині, що паралельна одному або обом торцям дискового корпусу, в кожний різьовий отвір вкручено балансувальний гвинт, який фіксується за допомогою пружини стиснення, кожна пружина стиснення у відповідному різьовому отворі розташовується таким чином, що один її торець упирається в торець різьового отвору, а другий її торець упирається в торець балансувального гвинта, у балансувальні гвинти можуть угвинчуватись гвинти точного налагодження, балансувальні гвинти можуть мати ділянки, що виступають із різьового отвору, які призначені для ручного обертання балансувальних гвинтів.
Текст
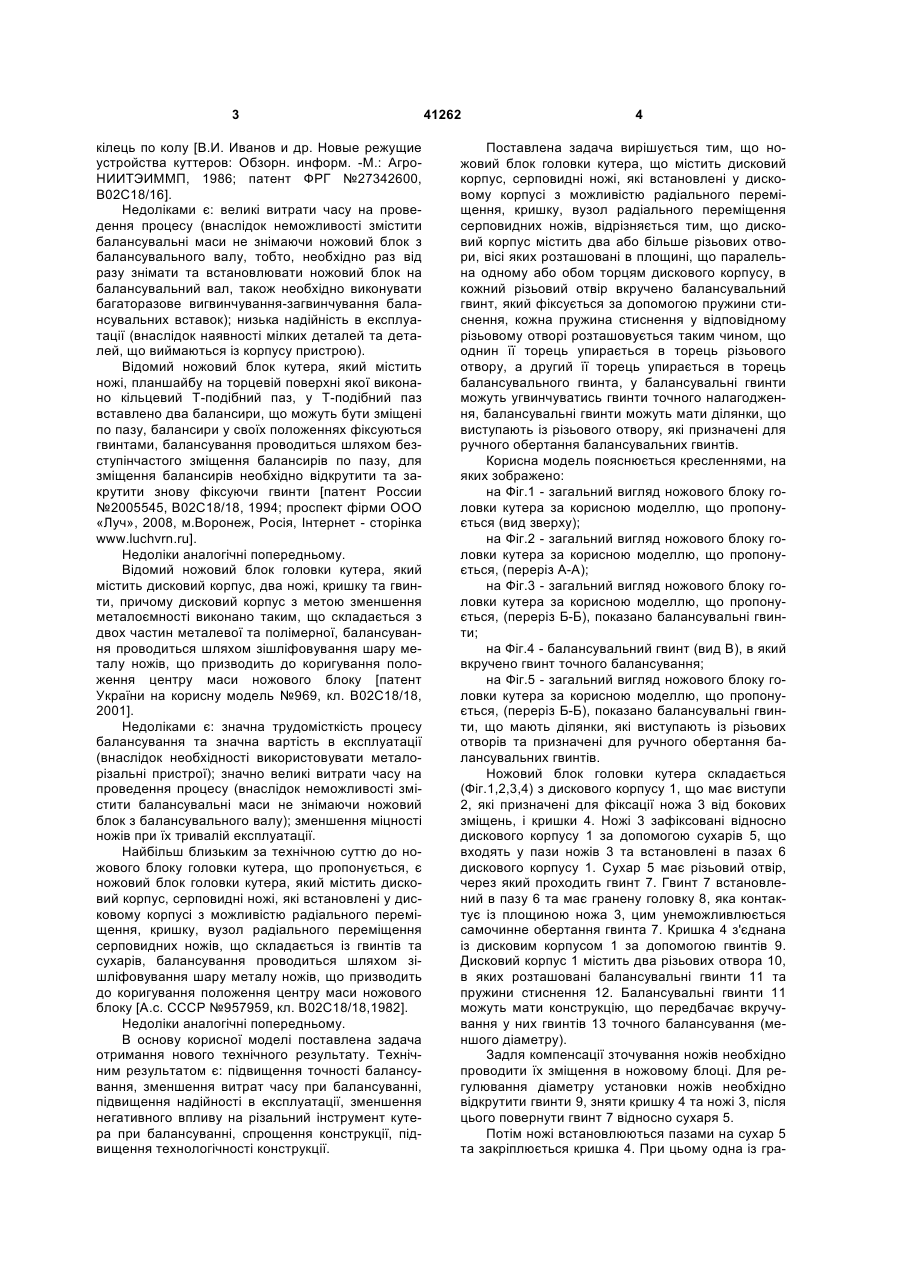
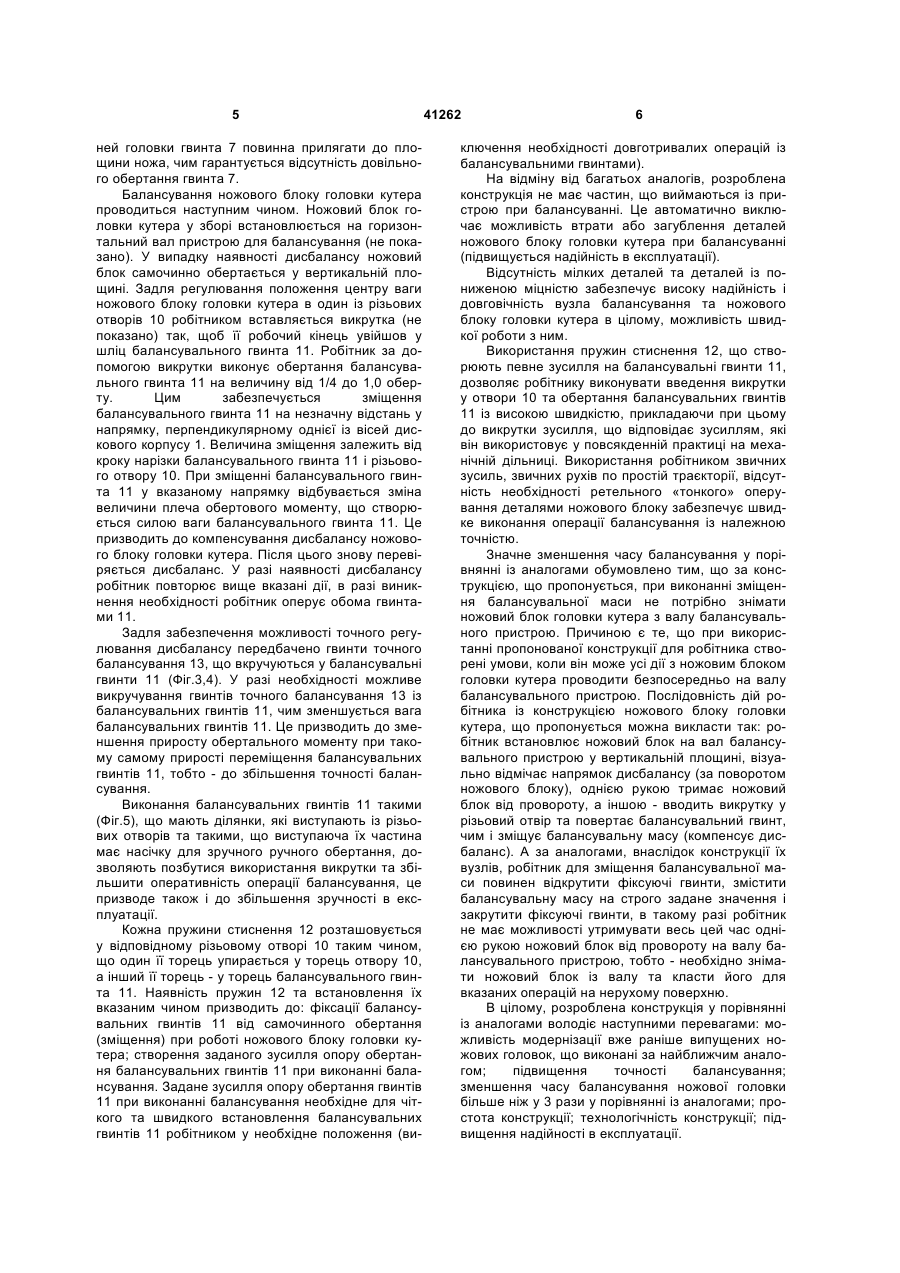
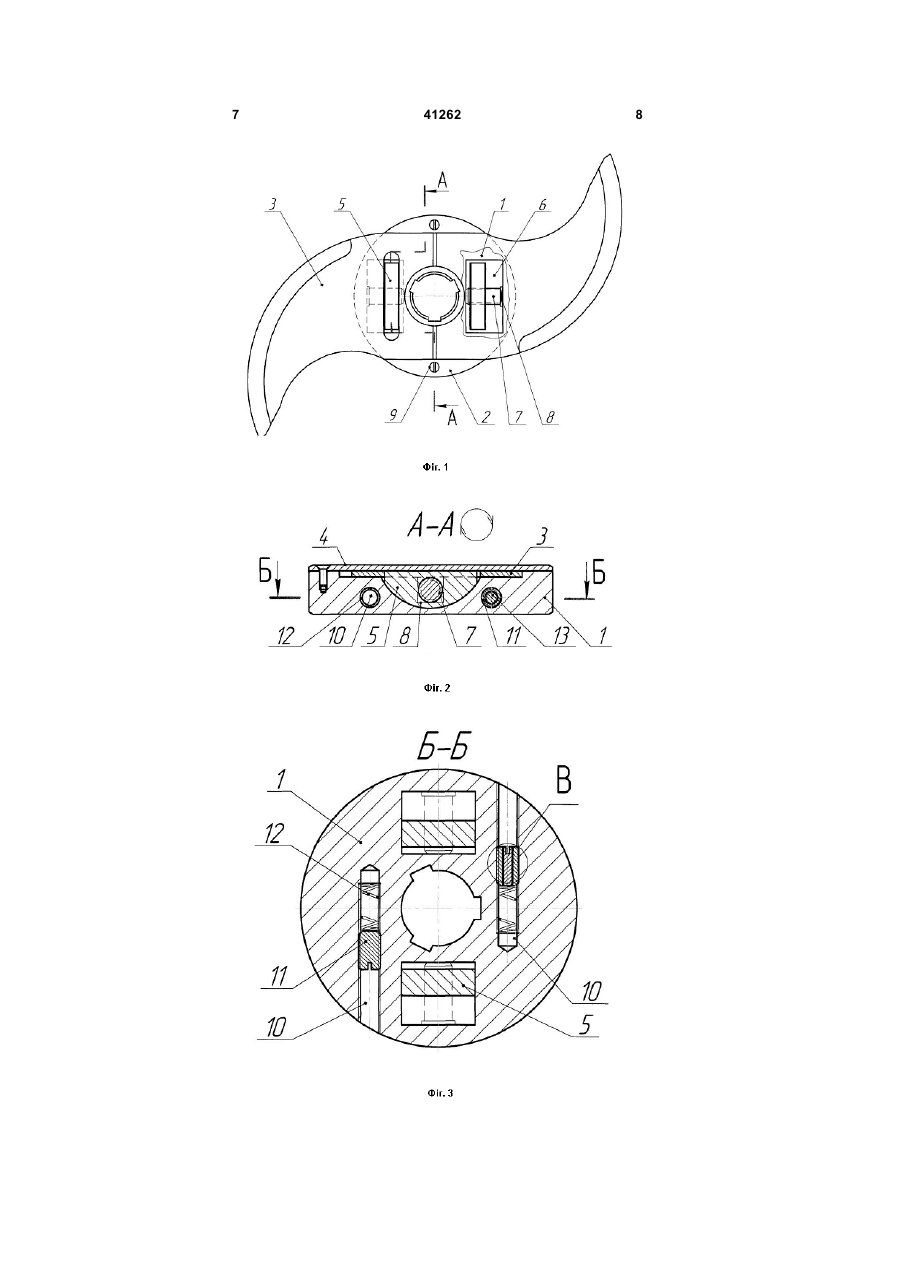
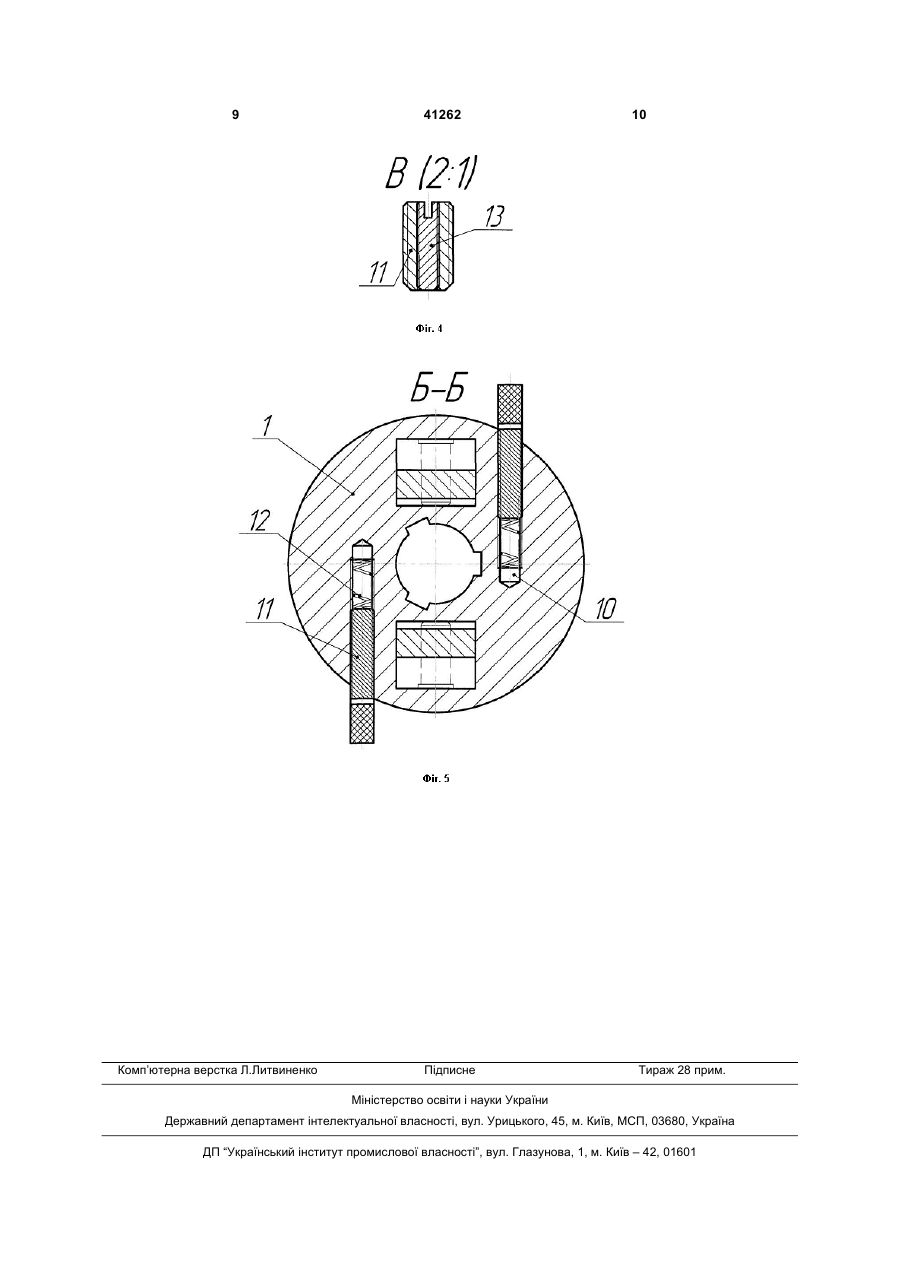
Ножовий блок головки кутера, що містить дисковий корпус, серповидні ножі, які встановлені у дисковому корпусі з можливістю радіального переміщення, кришку, вузол радіального переміщення серповидних ножів, який відрізняється тим, що 3 кілець по колу [В.И. Иванов и др. Новые режущие устройства куттеров: Обзорн. информ. -М.: АгроНИИТЭИММП, 1986; патент ФРГ №27342600, В02С18/16]. Недоліками є: великі витрати часу на проведення процесу (внаслідок неможливості змістити балансувальні маси не знімаючи ножовий блок з балансувального валу, тобто, необхідно раз від разу знімати та встановлювати ножовий блок на балансувальний вал, також необхідно виконувати багаторазове вигвинчування-загвинчування балансувальних вставок); низька надійність в експлуатації (внаслідок наявності мілких деталей та деталей, що виймаються із корпусу пристрою). Відомий ножовий блок кутера, який містить ножі, планшайбу на торцевій поверхні якої виконано кільцевий Т-подібний паз, у Т-подібний паз вставлено два балансири, що можуть бути зміщені по пазу, балансири у своїх положеннях фіксуються гвинтами, балансування проводиться шляхом безступінчастого зміщення балансирів по пазу, для зміщення балансирів необхідно відкрутити та закрутити знову фіксуючи гвинти [патент России №2005545, В02С18/18, 1994; проспект фірми ООО «Луч», 2008, м.Воронеж, Росія, Інтернет - сторінка www.luchvrn.ru]. Недоліки аналогічні попередньому. Відомий ножовий блок головки кутера, який містить дисковий корпус, два ножі, кришку та гвинти, причому дисковий корпус з метою зменшення металоємності виконано таким, що складається з двох частин металевої та полімерної, балансування проводиться шляхом зішліфовування шару металу ножів, що призводить до коригування положення центру маси ножового блоку [патент України на корисну модель №969, кл. В02С18/18, 2001]. Недоліками є: значна трудомісткість процесу балансування та значна вартість в експлуатації (внаслідок необхідності використовувати металорізальні пристрої); значно великі витрати часу на проведення процесу (внаслідок неможливості змістити балансувальні маси не знімаючи ножовий блок з балансувального валу); зменшення міцності ножів при їх тривалій експлуатації. Найбільш близьким за технічною суттю до ножового блоку головки кутера, що пропонується, є ножовий блок головки кутера, який містить дисковий корпус, серповидні ножі, які встановлені у дисковому корпусі з можливістю радіального переміщення, кришку, вузол радіального переміщення серповидних ножів, що складається із гвинтів та сухарів, балансування проводиться шляхом зішліфовування шару металу ножів, що призводить до коригування положення центру маси ножового блоку [A.c. СССР №957959, кл. В02С18/18,1982]. Недоліки аналогічні попередньому. В основу корисної моделі поставлена задача отримання нового технічного результату. Технічним результатом є: підвищення точності балансування, зменшення витрат часу при балансуванні, підвищення надійності в експлуатації, зменшення негативного впливу на різальний інструмент кутера при балансуванні, спрощення конструкції, підвищення технологічності конструкції. 41262 4 Поставлена задача вирішується тим, що ножовий блок головки кутера, що містить дисковий корпус, серповидні ножі, які встановлені у дисковому корпусі з можливістю радіального переміщення, кришку, вузол радіального переміщення серповидних ножів, відрізняється тим, що дисковий корпус містить два або більше різьових отвори, вісі яких розташовані в площині, що паралельна одному або обом торцям дискового корпусу, в кожний різьовий отвір вкручено балансувальний гвинт, який фіксується за допомогою пружини стиснення, кожна пружина стиснення у відповідному різьовому отворі розташовується таким чином, що однин її торець упирається в торець різьового отвору, а другий її торець упирається в торець балансувального гвинта, у балансувальні гвинти можуть угвинчуватись гвинти точного налагодження, балансувальні гвинти можуть мати ділянки, що виступають із різьового отвору, які призначені для ручного обертання балансувальних гвинтів. Корисна модель пояснюється кресленнями, на яких зображено: на Фіг.1 - загальний вигляд ножового блоку головки кутера за корисною моделлю, що пропонується (вид зверху); на Фіг.2 - загальний вигляд ножового блоку головки кутера за корисною моделлю, що пропонується, (переріз А-А); на Фіг.3 - загальний вигляд ножового блоку головки кутера за корисною моделлю, що пропонується, (переріз Б-Б), показано балансувальні гвинти; на Фіг.4 - балансувальний гвинт (вид В), в який вкручено гвинт точного балансування; на Фіг.5 - загальний вигляд ножового блоку головки кутера за корисною моделлю, що пропонується, (переріз Б-Б), показано балансувальні гвинти, що мають ділянки, які виступають із різьових отворів та призначені для ручного обертання балансувальних гвинтів. Ножовий блок головки кутера складається (Фіг.1,2,3,4) з дискового корпусу 1, що має виступи 2, які призначені для фіксації ножа 3 від бокових зміщень, і кришки 4. Ножі 3 зафіксовані відносно дискового корпусу 1 за допомогою сухарів 5, що входять у пази ножів 3 та встановлені в пазах 6 дискового корпусу 1. Сухар 5 має різьовий отвір, через який проходить гвинт 7. Гвинт 7 встановлений в пазу 6 та має гранену головку 8, яка контактує із площиною ножа 3, цим унеможливлюється самочинне обертання гвинта 7. Кришка 4 з'єднана із дисковим корпусом 1 за допомогою гвинтів 9. Дисковий корпус 1 містить два різьових отвора 10, в яких розташовані балансувальні гвинти 11 та пружини стиснення 12. Балансувальні гвинти 11 можуть мати конструкцію, що передбачає вкручування у них гвинтів 13 точного балансування (меншого діаметру). Задля компенсації зточування ножів необхідно проводити їх зміщення в ножовому блоці. Для регулювання діаметру установки ножів необхідно відкрутити гвинти 9, зняти кришку 4 та ножі 3, після цього повернути гвинт 7 відносно сухаря 5. Потім ножі встановлюються пазами на сухар 5 та закріплюється кришка 4. При цьому одна із гра 5 ней головки гвинта 7 повинна прилягати до площини ножа, чим гарантується відсутність довільного обертання гвинта 7. Балансування ножового блоку головки кутера проводиться наступним чином. Ножовий блок головки кутера у зборі встановлюється на горизонтальний вал пристрою для балансування (не показано). У випадку наявності дисбалансу ножовий блок самочинно обертається у вертикальній площині. Задля регулювання положення центру ваги ножового блоку головки кутера в один із різьових отворів 10 робітником вставляється викрутка (не показано) так, щоб її робочий кінець увійшов у шліц балансувального гвинта 11. Робітник за допомогою викрутки виконує обертання балансувального гвинта 11 на величину від 1/4 до 1,0 оберту. Цим забезпечується зміщення балансувального гвинта 11 на незначну відстань у напрямку, перпендикулярному однієї із вісей дискового корпусу 1. Величина зміщення залежить від кроку нарізки балансувального гвинта 11 і різьового отвору 10. При зміщенні балансувального гвинта 11 у вказаному напрямку відбувається зміна величини плеча обертового моменту, що створюється силою ваги балансувального гвинта 11. Це призводить до компенсування дисбалансу ножового блоку головки кутера. Після цього знову перевіряється дисбаланс. У разі наявності дисбалансу робітник повторює вище вказані дії, в разі виникнення необхідності робітник оперує обома гвинтами 11. Задля забезпечення можливості точного регулювання дисбалансу передбачено гвинти точного балансування 13, що вкручуються у балансувальні гвинти 11 (Фіг.3,4). У разі необхідності можливе викручування гвинтів точного балансування 13 із балансувальних гвинтів 11, чим зменшується вага балансувальних гвинтів 11. Це призводить до зменшення приросту обертального моменту при такому самому прирості переміщення балансувальних гвинтів 11, тобто - до збільшення точності балансування. Виконання балансувальних гвинтів 11 такими (Фіг.5), що мають ділянки, які виступають із різьових отворів та такими, що виступаюча їх частина має насічку для зручного ручного обертання, дозволяють позбутися використання викрутки та збільшити оперативність операції балансування, це призводе також і до збільшення зручності в експлуатації. Кожна пружини стиснення 12 розташовується у відповідному різьовому отворі 10 таким чином, що один її торець упирається у торець отвору 10, а інший її торець - у торець балансувального гвинта 11. Наявність пружин 12 та встановлення їх вказаним чином призводить до: фіксації балансувальних гвинтів 11 від самочинного обертання (зміщення) при роботі ножового блоку головки кутера; створення заданого зусилля опору обертання балансувальних гвинтів 11 при виконанні балансування. Задане зусилля опору обертання гвинтів 11 при виконанні балансування необхідне для чіткого та швидкого встановлення балансувальних гвинтів 11 робітником у необхідне положення (ви 41262 6 ключення необхідності довготривалих операцій із балансувальними гвинтами). На відміну від багатьох аналогів, розроблена конструкція не має частин, що виймаються із пристрою при балансуванні. Це автоматично виключає можливість втрати або загублення деталей ножового блоку головки кутера при балансуванні (підвищується надійність в експлуатації). Відсутність мілких деталей та деталей із пониженою міцністю забезпечує високу надійність і довговічність вузла балансування та ножового блоку головки кутера в цілому, можливість швидкої роботи з ним. Використання пружин стиснення 12, що створюють певне зусилля на балансувальні гвинти 11, дозволяє робітнику виконувати введення викрутки у отвори 10 та обертання балансувальних гвинтів 11 із високою швидкістю, прикладаючи при цьому до викрутки зусилля, що відповідає зусиллям, які він використовує у повсякденній практиці на механічній дільниці. Використання робітником звичних зусиль, звичних рухів по простій траєкторії, відсутність необхідності ретельного «тонкого» оперування деталями ножового блоку забезпечує швидке виконання операції балансування із належною точністю. Значне зменшення часу балансування у порівнянні із аналогами обумовлено тим, що за конструкцією, що пропонується, при виконанні зміщення балансувальної маси не потрібно знімати ножовий блок головки кутера з валу балансувального пристрою. Причиною є те, що при використанні пропонованої конструкції для робітника створені умови, коли він може усі дії з ножовим блоком головки кутера проводити безпосередньо на валу балансувального пристрою. Послідовність дій робітника із конструкцією ножового блоку головки кутера, що пропонується можна викласти так: робітник встановлює ножовий блок на вал балансувального пристрою у вертикальній площині, візуально відмічає напрямок дисбалансу (за поворотом ножового блоку), однією рукою тримає ножовий блок від провороту, а іншою - вводить викрутку у різьовий отвір та повертає балансувальний гвинт, чим і зміщує балансувальну масу (компенсує дисбаланс). А за аналогами, внаслідок конструкції їх вузлів, робітник для зміщення балансувальної маси повинен відкрутити фіксуючі гвинти, змістити балансувальну масу на строго задане значення і закрутити фіксуючі гвинти, в такому разі робітник не має можливості утримувати весь цей час однією рукою ножовий блок від провороту на валу балансувального пристрою, тобто - необхідно знімати ножовий блок із валу та класти його для вказаних операцій на нерухому поверхню. В цілому, розроблена конструкція у порівнянні із аналогами володіє наступними перевагами: можливість модернізації вже раніше випущених ножових головок, що виконані за найближчим аналогом; підвищення точності балансування; зменшення часу балансування ножової головки більше ніж у 3 рази у порівнянні із аналогами; простота конструкції; технологічність конструкції; підвищення надійності в експлуатації. 7 41262 8 9 Комп’ютерна верстка Л.Литвиненко 41262 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting unit of head of cutter
Автори англійськоюNekoz Oleksandr Ivanovych, Litovchenko Ihor Mykolaiovych, Cherednichenko Vladyslav Vasyliovych, Batrachenko Oleksandr Viktorovych, Yosypenko Viktoria Anatoliivna, Sunko Natalia Yevheniivna
Назва патенту російськоюНожевой блок головки куттера
Автори російськоюНекоз Александр Иванович, Литовченко Игорь Николаевич, Чередниченко Владислав Васильевич, Батраченко Александр Викторович, Йосипенко Виктория Анатольевна, Сунько Наталья Евгеньевна
МПК / Мітки
МПК: B02C 18/18
Мітки: ножовий, кутера, головки, блок
Код посилання
<a href="https://ua.patents.su/5-41262-nozhovijj-blok-golovki-kutera.html" target="_blank" rel="follow" title="База патентів України">Ножовий блок головки кутера</a>
Ножовий блок головки кутера
Номер патенту: 969
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Дуда Валєрій Ніколаєвіч
МПК: B02C 18/18
Мітки: кутера, ножовий, головки, блок
Формула / Реферат:
Ножовий блок головки кутера, який містить серпоподібні ножі, встановлені у дисковому корпусі, і засіб для фіксації кожного з ножів у вигляді сухаря, установленого в пазу ножа з можливістю радіального переміщення в пазу дискового корпусу за допомогою регулюючого гвинта , який проходить через сухар, з головкою, контактуючою з площиною ножа, який відрізняється тим, що дисковий корпус виготовлений з двох частин, одна з яких виконана з неметалу з...
Ножовий блок розмелювально-варильного апарата
Номер патенту: 48477
Опубліковано: 15.08.2002
Автори: Пахалюк Володимир Іванович, Калінін Михайло Іванович
МПК: B02C 18/16, B02C 23/18
Мітки: розмелювально-варильного, апарата, ножовий, блок
Формула / Реферат:
Ножовий блок розмелювально-варильного апарата, що містить два двопелюсткових ножі, установлених нерухомо з проміжком в осьовому напрямку на маточині на валу електродвигуна під прямим кутом між собою з однобічним скосом кожної різальної крайки, виконаної з зубцями, зверненим у бік протилежно встановленого ножа, який відрізняється тим, що ножі містять по дві різальні крайки на кожному пелюстку і мають поздовжню вісь симетрії, що проходить...
Ніж кутера

Номер патенту: 39791
Опубліковано: 10.03.2009
Автори: Батраченко Олександр Вікторович, Сунько Наталія Євгеніївна, Некоз Олександр Іванович, Йосипенко Вікторія Анатоліївна
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
Ніж кутера, який містить пластину з різальною кромкою, що має форму дуги кола зі зміщеним центром, який відрізняється тим, що довжина різальної кромки кратна довжині кола, у формі дуги якого виконана різальна кромка.
Ніж для кутера

Номер патенту: 3953
Опубліковано: 15.12.2004
Автори: Закалов Олександр Васильович, Бортник Андрій Ігорович
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
Ніж для кутера, який містить пластину з різальною кромкою, що складається з двох послідовно розміщених від основи опуклих дуг, розташованих під кутом одна до одної і утворюючих на стику перегин, який відрізняється тим, що одна з опуклих дуг виконана по спіралі Архімеда і розташована ближче до центру обертання ножа, а друга опукла дуга виконана по логарифмічній спіралі і розташована ближче до периферії ножа, причому кут між обома опуклими...
Балансувальний верстат
Номер патенту: 23062
Опубліковано: 10.05.2007
Автори: Калашник В'ячеслав Олександрович, Петков Ігор Іванович, Силкін Володимир Ілліч, Боряк Костянтин Федорович
МПК: G01M 1/00
Мітки: верстат, балансувальний
Формула / Реферат:
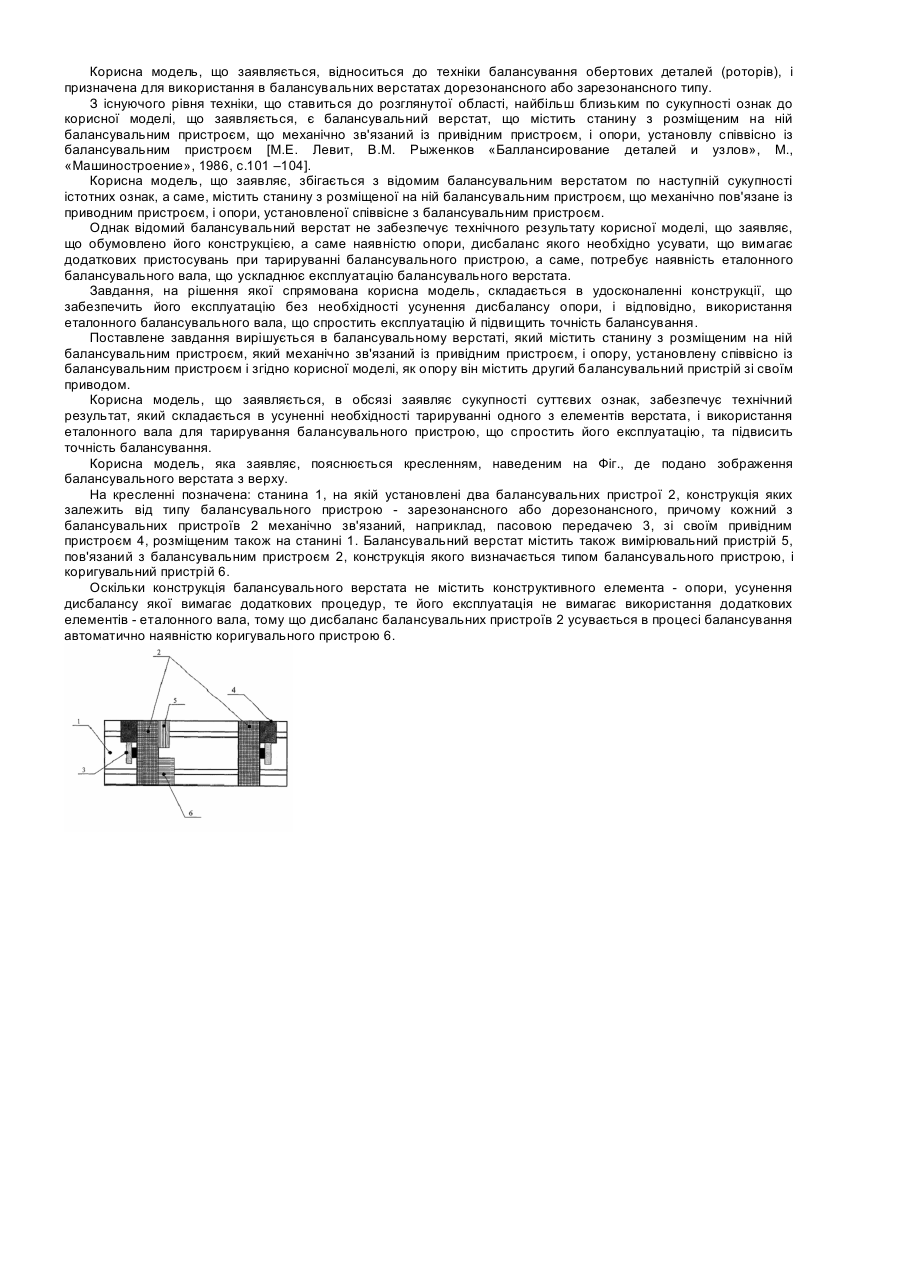
Балансувальний верстат, що містить станину з розміщеним на ній балансувальним пристроєм, що механічно зв'язаний з привідним пристроєм, і опору, встановлену співвісно з балансувальним пристроєм, який відрізняється тим, що як опору він містить другий балансувальний пристрій зі своїм приводом.
Попередній патент: Спосіб акустичного прогнозування раптових викидів вугілля, породи та газу в підземних виробках
Наступний патент: Спосіб збагачення залізних руд
Випадковий патент: Бункерний пристрій для матеріалів з підвищеними адгезійними властивостями