Спосіб управління дискретним ваговим дозуванням матеріалу



Формула / Реферат
Спосіб управління дискретним ваговим дозуванням матеріалу, охоплюючий вставлення перед початком циклу дозування величини сигналу, пропорційного заданій дозі матеріалу, і сигналу упередження на відключення підживлювача дозатора, а під час циклу, дозування формування корегуючого сигналу, складання його з сигналом упередження, вимірювання сигналу, відхилення поточного значення віддозованої маси від величини дози, порівняння цього відхилення з величиною скорегованого сигналу упередження і, при досягненні їх рівності, відключення підживлювача, який відрізняється тим, що одночасно з процесом дозування здійснюють формування вихідного сигналу дозатора з допомогою блока моделі за законом
де Q0(t) - величина сигналу, пропорційного навантаженню на вимірювач ваги у початковий момент циклу дозування;
G(t) - продуктивність підживлювача дозатора (витрата матеріалу);
t - поточний момент часу від початку циклу дозування
Ті(і = 1,2) - сталі часу відповідно підживлювача дозатора і вимірювача ваги;
а корегуючий сигнал формують у вигляді сигналу, різниці між поточним значенням вихідних сигналів вимірювача ваги і дозатора, зсунутого на
величину похибки, отриманої у попередньому циклі дозування.
Текст
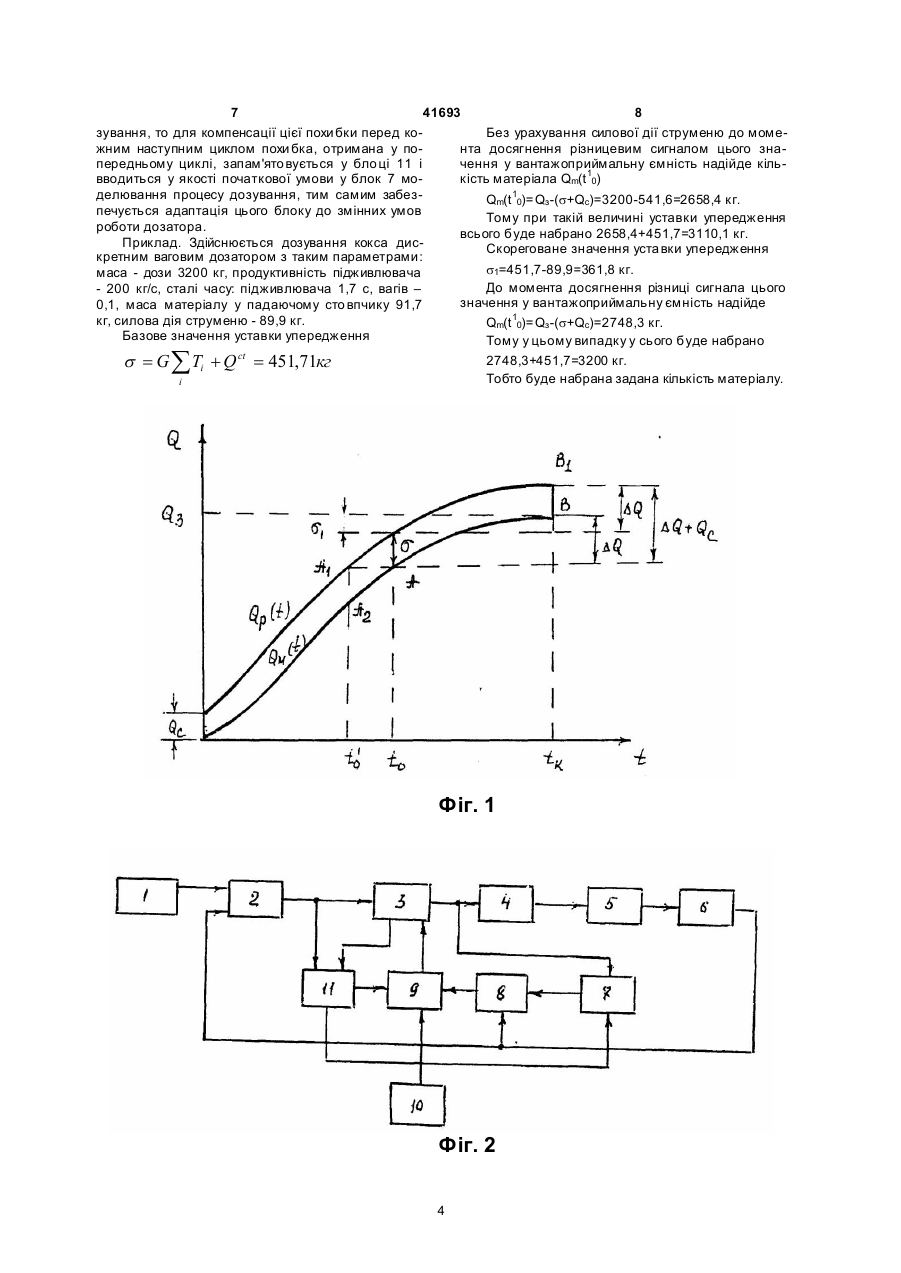
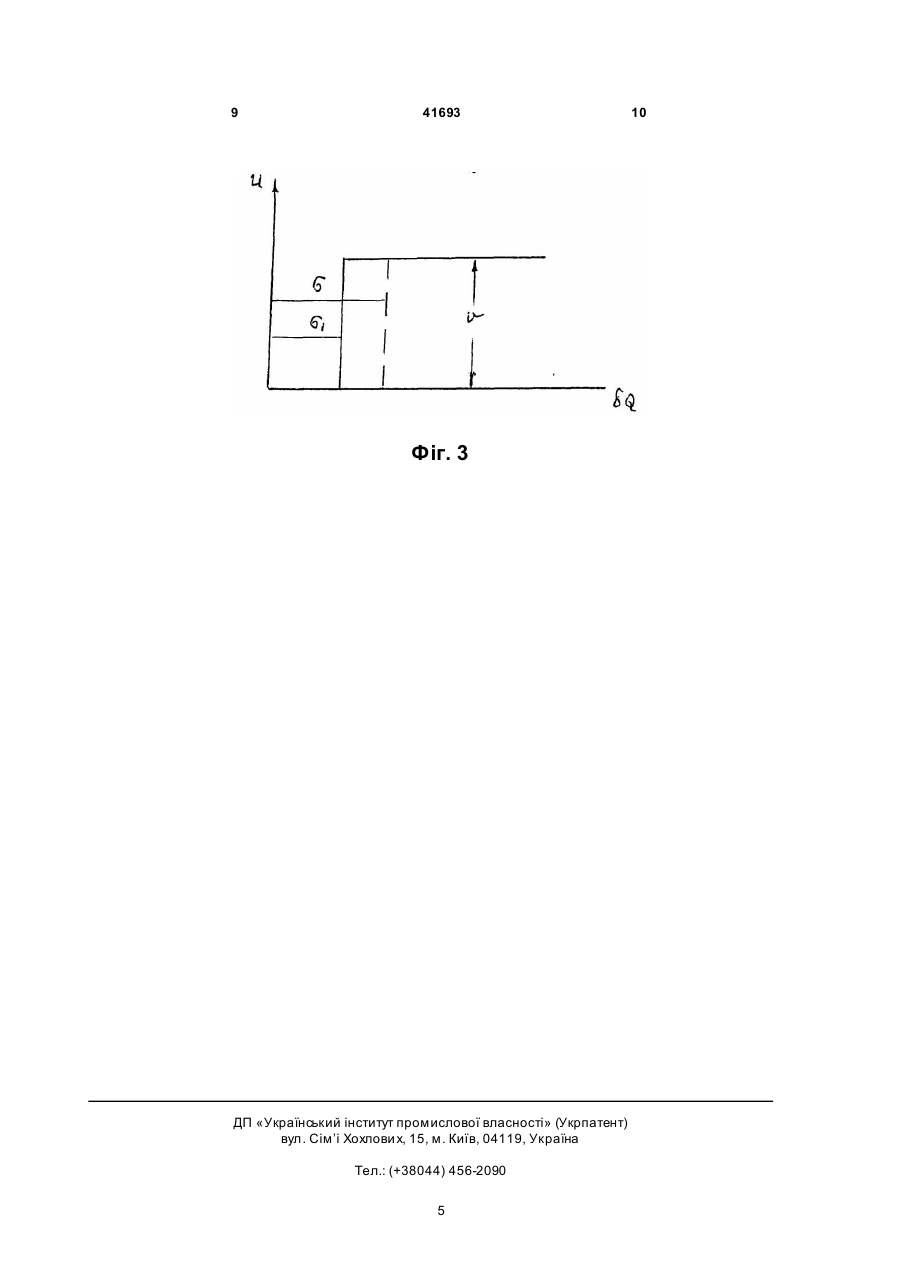
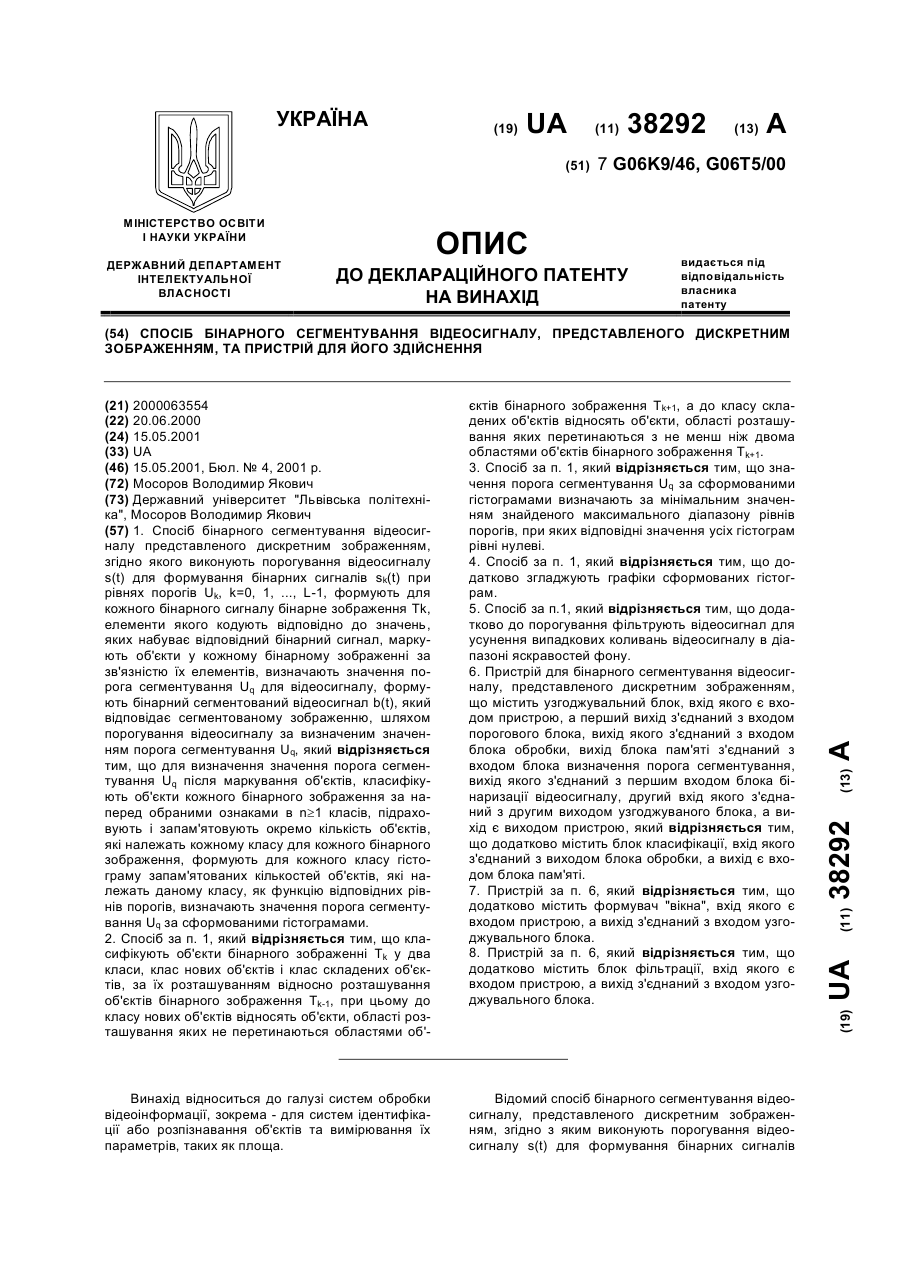
Спосіб управління дискретним ваговим дозуванням матеріалу, охо плюючий вставлення перед початком циклу до зування величини сигналу, пропорційного заданій дозі матеріалу, і сигналу упередження на відключення підживлювача дозато ра, а під час циклу, до зування формування корегуючого сигналу, складання його з сигналом упередження, вимірювання сигналу, відхи лення поточного значення віддозованої маси від величини дози, порівняння цього відхи лення з величиною скорегованого сигналу упередження і, при досягненні їх рі вності, відключення підживлювача, який відрізняється тим, що одночасно з процесом дозування здійс нюють формування вихідного сигналу до затора з допомогою блока моделі за законом Винахід відноситься до вагодозуючої техніки і може бути використаний для дискретного вагового дозування сипучих матеріалів у різних галузях промисловості. Основною задачею дискретного вагового дозування мате ріалів є набір заданих доз з необхідною точністю. На то чність дозування впливає багато фа кторів, зокрема, динамічні параметри дозатора і силовий вплив струменю дозуємого мате ріалу на ви мірювач ваги. Ці фа ктори зумовлюють динамічну похибку до зування. Відомим є спосіб управління дискретним ваговим дозуванням матеріалу, у якому для зменшення динамічної похи бки дозування відключення підживлювача дозатора здійснюють з деяким упередженням відносно величини заданої дози [Е.Б. Карпин. Средства автоматизации для измерения и дозирования массы. - М.: Ма шиностроение, 1971. с. 342-343]. Відомий спосіб не забезпечує необхідної точності дозування. Найбільш близьким [Авторское свидетельство СССР №1464044, G01G, 13/28] за технічною суттю до винаходу є спосіб управління дискретним ваговим дозування матеріалу, полягаючий у тому, що на початку цикла дозування задають величину дози і базове значення уста вки упередження на відключення підживлювача, а по ходу дозування формують корегуючий сигнал уставки упередження, складають його з базовим значенням, вимірюють відхи лення поточного значення віддозованої маси від завдання, порівнюють це відхи лення з величиної скорегованої уста вки упередження і при досягненні їх рівності відключають підживлювач до затора. Недолік цього способа полягає у то му, що він не запобігає впливу силової дії струменю дозуємого матеріалу на точність дозування. Між тим цей недолік має суттєве значення у тих дозаторах, де висота падіння дозуємого матеріалу у процесі дозування змінюється у значних розмірах. До таких дозаторів відносяться багато промислови х дозаторів, наприклад, дозатори кокса, агломерату, розкиснювачів і ін. у чо рній металургії. В основу винаходу поставлена задача удосконалення способу управління дискретним ваговим дозу (19) UA (11) 41693 (13) A де Q0(t) - величина сигналу, пропорційного навантаженню на вимірювач ва ги у початковий момент циклу до зування; G(t) - продуктивність підживлювача дозатора (витрата матеріалу); t - поточний момент часу від початку циклу до зування Ті(і = 1,2) - сталі часу відповідно підживлювача дозатора і вимірювача ваги; а корегуючий сигнал формують у вигляді сигналу, різниці між поточним значенням вихі дних сигналів вимірювача ваги і дозато ра, зсунутого на величину похибки, отриманої у попередньому циклі дозування. 3 41693 4 ванням матеріалу, у якому одночасно з процесом досигналу, що встановлюється на його виході після зазування здійснюють формування вихідного сигналу кінчення чергового циклу дозування, характеризує дозатора з допомогою блока моделі, за рахунок чого похибку набраної у цьому циклі порції матеріалу. досягається зменшення впливу силової дії струменю Вихід компаратора 2 підключений до входу дозуємого матеріалу на точність дозування і відповіблока 3 управління дозатором і першого вхо да дно підвищується точність дозування. блока пам'яті 11. Це досягається за рахунок того, що у способі Блок 3 управління дозатором служить для фоуправління дискретним ваговим дозуванням матермування сигналу управління підживлювача 4 доріала, охоплюючим встановлення перед початком затора і визначення моменту його відключення, а циклу до зування величини сигнала, пропорційного також формування сигнала управління блоком пазаданій дозі матеріала і сигнала упередження на м'яті 11. Визначення моменту відключення підживвідключення підживлювача дозатора, а під час цилювача 4 здійснюється шляхом порівняння сигнакла дозування формування корегуючого сигнала, ла, що надхо дить у блок 3 з вихо ду компарато ра 2 складання його з сигналом упередження, вимірюзсигналом, що надхо дить до другого входу блока вання сигнала відхи лення поточного значення від3 з вихо ду сумато ра 9. Перший вихід блока 3 піддозованої маси від величини дози, порівняння цьоключений до входу підживлювача 4 дозатора, а го відхилення з величиною скорегованого сигнала другий його ви хід підключений до другого входу упередження і, при досягненні ]х рівенства, відклюблока 11 пам'яті. чення підживлювача, одночасно з процесом дозуПідживлювача 4 і вантажоприймальна ємність 5 вання здійснюють формування вихі дного сигналу складають власне дозатор. Вимірювач ваги 6 слудозатора з допомогою блока моделі за законом жить для контроля поточного значення маси в ємності 5 і становить собою автоматичні ваги. Блок 7 приæ ö значений для формування вихідного сигналу дозатоQm t = Q0 t + Gç t - Tі ÷, ра. Він являє собою модель з динамічного характеі è ø ристикою, еквівалентній характеристиці послідовно де Q0(t) - ве личина сигнала, пропорційного наз'єднаних підживлювача 4, вантажоприймальної ємвантаженню на вимірювач ваги у початковий моності 5 і вимірювача ваги 6. Технічно така модель момент циклу дозування; же бути виконана у вигляді електронного вузла анаG(t) - продуктивність підживлювача дозатора логового (наприклад, на базі операційного підсилю(витрата мате ріалу); вача), або цифрового (на базі мікропроцесора) типу. t - поточний момент часу від початку циклу доПерший вхід блока 7 підключений до виходу блока 3, зування; другий вхід підключений до виходу блока пам'яті 11, Ті(і=1,2) - сталі часу відповідно підживлювача а його вихід підключений до першого входу другого дозатора і вимірювача ва ги, а корегуючий сигнал компаратора 8. фо рмують у ви гляді сигнала різниці між поточним Другий компаратор 8 служить для порівняння значенням вихідних сигналів вимірювача ваги і дореального і моделюємого процесів дозування. затора, зсунутого на величину похи бки, отриманої Другий вхід цього компарато ра підключений до виу по передньому циклі дозування. хо ду вимірювача ваги 6, а його вихід підключений На фіг. 1 представлені графіки зміни дозуємої до першого вхо ду суматора 9. маси у часі, де Qp(t) - реальний процес дозування, Суматор 9 призначений для алгебраїчного отримуємий на вихо ді автоматичних вагів дозатора; складання базового значення уставки упередженQm(t) - процес, отримуємий на вихо ді блока ня, що подається на його др угий вхід з ви хо ду замоделі; вдавача 10 з корегуючим сигналом, що надхо дить Qc(t) - силова дія струменю дозуємого мате ріадо його першо го вхо ду з виходу др угого компаралу на ви мірювач ваги; тора 8. s - базове значення уста вки упередження; Блок пам'яті 11 призначений для зберігання у s1 - скореговане значення уставки упередження; ньому похи бки дози, набраної у попередньому цикDQ - кількість матеріалу, що надхо дить у ва голі дозування. Перший його вхід підключений до вивий бункер після відключення підживлювача. хо ду першого компаратора 2, а другий вхід підклюНа фіг. 2 наведена структурна схема приладу чений до вихо ду бло ка 3 управління дозатором. управління дискретним ваговим дозатором, що реНа фіг. 3 наведена стати чна характеристика алізує да ний спосіб управління. блока 3 управління дозатором, де Приклад (фіг. 2) складається із завдавача дози dQ - вхі дний сигнал блока, що находить з вихо1, першого компарато ра 2, блока 3 управління доду першо го компаратора 2; затором, підживлювача 4 дозатора, вантажоприйs - базове значення уста вки упередження; мальної ємності 5, вимірювача ваги 6, блока 7 моs1 - скореговане значення уставки упередження; делі, другого компарато ра 8, суматора 9, завдаваn - сигнал управління підживлювачем дозатора. ча 10 базового значення уставки упередження і Спосіб управління дискретним ваговим дозублока пам'яті 11. ванням здійснюється таким чином. Завдавач 1 дози служить для завдання велиНа початку циклу дозування з допомогою зачини необхідної дози матеріалу. Йо го вихід підвдавача дози 1 завдають величину необхідної доключений до першого вхо ду першого компаратора зи матеріала, а з допомогою завдавача 10 завда2, до другого вхо ду якого підключений вихід виміють базове значення уста вки упередження. Велирювача ваги 6. чину його значення попередньо визначають або з Компаратор 2 вимірює відхилення поточного допомогою розрахунків, або експериментально. значення віддозованої маси від завдання. Величина Наприклад, якщо у ди намічному відношенні піджи () () å 2 5 41693 6 влювач 4 і ваги є аперіодичними ланками, а компарізниця між завданою дозою і вихі дним сигналом ратор 2 є безінерційною ланкою, то величину бавимірювача ваги 6, що надхо дить на перший вхід зового значення можна визначити за фо рмулою блока 3 управління 3 вихо ду компаратора 2 стає ct рівною величині скорегованої уставки s1, що надs = G Tі + Q , хо дить до другого вхо ду бло ка 3 з вихо ду суматоі ра 9, підживлювач до затора вимикають. де G - продуктивність підживлювача (ви трата Принцип дії пристрою, у якому реалізований матеріалу); пропонуємий спосіб, полягає в наступному. Ті(і=1,2) - сталі часу відповідних ланок; На завдавачах 1 і 10 встановлюють відповідно Qct - маса матеріалу у падаючому стр умені. величину заданої дози Q і базового значення устаУ процесі дозування на вимірювач 6 впливають вки упередження s, а в блок пам'яті 11 по команді дві сили: вага матеріала, що надійшов у вантажопіз блока 3 управління дозатором записують велириймальну ємність і силовий вплив струменю дозуєчину похи бки набора дози, отриману у поперемого матеріалу. Тому реальний процес дозування, дньому циклі дозування. Ця похибка надхо дить у відзеркалюємий вихі дним сигналом вимірювача ваги блок 11 з вихо ду компаратора 2 і при першому Qp(t), можна представити у вигляді суми вмиканні дозато ра дорівнює нулю. У початковій стадії будь-якого циклу дозування Q p t = Q (p1) t + Q (p2) + Q 0 , сигнал різниці dQ на вихо ді першого компаратора Q (p1) t - складова процеса, зумовлена м2 значно більший базового значення уставки упеде редження s (фіг. 3), то му на вихо ді блока 3 є сигасою віддозованого матеріалу на момент часу t; нал управління n підживлювачем дозатора 4, який надхо дить на підживлювач і одночасно на блок 7 Q(p2) t - складова процеса, зумовлена силомоделі. Під впливом цього сигналу на ви хо ді блока вою дією стр уменю дозуємого матеріалу; 7 формується моделюємий процес Qm(t) (фіг. 1), Q(0) - навантаження на вимірювач ваги у почаякий відповідає реальному процесу Q p(t) при умові тковий момент цикла дозування (початкові покавідсутності силового впливу струменю дозуємого зання вагів). матеріалу на вимірювач ваги. Такому ходу процеНаприклад, при зазначених ви ще умовах відса відповідає вимкнення підживлювача при досягносно динамічних вла стивостей елементів в до заненні різниці сигналом dQ базового значення устатора і при G=k-n буде вки упередження s, що досягається у момент часу 2 -t / T 2 -t / T -t / T Q p (t ) = kn [t - (T1 + T2 ) + ( 2 e T - T1 e )/(T2 - T1 )] + Qc (1 - e ) + Q(0), t0 у то чці А, після чого в ва нтажоприймальну ємде k - коефіцієнт пропорційності підживлювача ність 5 надійде кількість матеріалу DQ, по величині рівна s, за рахунок інерційної післядії підживлюваQ (p1) (t ) = kn t - (T1 + T2 ) + T22 e -t / T2 - T12e - t / T1 / (T2 - T1 ) , ча 4 і матеріала, що знахо диться у падаючому сто( 2) - t / T1 Q p t = Qc 1 - e , впчику, в ре зультаті чо го у весь процес дозування завершиться у момент часу t k у то чці В при велиУ сталому режимі дозування чині набраної дози, рівній заданій Qз. é ù У результаті силової дії стр уменю дозуємого (1) Q p = G êt - Tі ú, матеріалу на вимірювач ва ги реальний процес і ë û Qр(t) ви являється зсунутим відносно процеса Qm(t) (2 ) на величину цієї дії Qc , то му різницевий сигнал dQ Q з = Qc , досягає ве личини s у момент часу t 10 у точці А1, Подаючи на блок моделі 7 той же сигнал, що і розташованої ліворуч то чки А, при цьому реальна на підживлювач 4, отримаєм кількість матеріала, що надійшла у вантажоприймальну єм ність 5 відповідає точці А2 на кривій Qm t = Q (p1) t + Q (1) 0 , (1) Qm(t). Вимкнення підживлювача у цей момент часу де Q (0) - початкове значення вихі дного сигпривело б до недобору порції на величину Qc. Для налу блока. попередження цього у друго му компарато рі 8 здійОскільки Q(0) суть похибка дози, набраної у снюється порівняння моделюємого процеса 3 реапопередньому циклі дозування і вона визначаєть льним, в результаті чого на вихо ді компаратора ся значенням сигнала на вихо ді першо го компараутво рюється сигнал Qc(t), рівний силовій дії струтора 2, то величину цього сигналу запам'ятовують меню дозує мого матеріалу у поточний момент чау бло ці пам'яті 11 і подають у блок моделі 7 у насу. Цей сигнал у суматорі 9 складається з базовим ступному циклі дозування, завдяки чому забезпезначенням уста вки упередження s в результа ті чочують рівність го на виході суматора утворюється скореговане (1) Q (0)=Q(0) значення уста вки упередження s1 і вимкнення підУ продовж наступного цикла дозування з допоживлювача здійснюється при досягненні різницемогою компаратора 8 із моделюємого процеса вим сигналом dQ величини цього скорегованого Qm(t) віднімають реальний процес Qp(t) і отри ману значення. У цьому випадку процес завершиться у різницю в сумато рі 9 алгебраїчно складають з баточці В1, яка після зникнення силової дії стр уменю зовим значенням уставки упередження s, отримупереміщується у то чку В. ючи величину скорегованої уста вки s1 Так як у реальних умовах може мати місце де(2) який дрейф параметрів дозато ра, що призведе до s 1 = s + Qp t похи бки у визначені скорегованого значення устаяку і подають у блок управління 3. У момент, коли вки упередження s1 і появи відповідної похибки до å () () () () () 2 [ () 1 ( ( ) 1 ) ] å () () () () 3 7 41693 8 зування, то для компенсації цієї похи бки перед коБез урахування силової дії струменю до момежним наступним циклом похи бка, отримана у понта досягнення різницевим сигналом цього знапередньому циклі, запам'ято вується у бло ці 11 і чення у вантажоприймальну ємність надійде кільвводиться у якості початкової умови у блок 7 мокість матеріала Qm(t 10) делювання процесу дозування, тим самим забезQm(t 10)=Qз-(s+Qc)=3200-541,6=2658,4 кг. печується адаптація цього блоку до змінних умов Тому при такій величині уставки упередження роботи дозатора. всього буде набрано 2658,4+451,7=3110,1 кг. Приклад. Здійснюється дозування кокса дисСкореговане значення уста вки упередження кретним ваговим дозатором з таким параметрами: s1=451,7-89,9=361,8 кг. маса - дози 3200 кг, продуктивність підживлювача До момента досягнення різниці сигнала цього - 200 кг/с, сталі часу: підживлювача 1,7 с, вагів – значення у вантажоприймальну ємність надійде 0,1, маса матеріалу у падаючому сто впчику 91,7 кг, силова дія струменю - 89,9 кг. Qm(t 10)=Qз-(s+Qc)=2748,3 кг. Базове значення уставки упередження Тому у цьому випадку у сього буде набрано 2748,3+451,7=3200 кг. s = G Tі + Q ct = 451,71кг Тобто буде набрана задана кількість матеріалу. і å Фіг. 1 Фіг. 2 4 9 41693 Фіг. 3 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’і Хохлови х, 15, м. Київ, 04119, Україна Тел.: (+38044) 456-2090 5 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of discrete weight dozing of material
Автори англійськоюPylypenko Heorhii Stepanovych
Назва патенту російськоюСпособ управления дискретным весовым дозированием материала
Автори російськоюПилипенко Георгий Степанович
МПК / Мітки
МПК: G01G 13/00
Мітки: управління, спосіб, матеріалу, дозуванням, дискретним, ваговим
Код посилання
<a href="https://ua.patents.su/5-41693-sposib-upravlinnya-diskretnim-vagovim-dozuvannyam-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління дискретним ваговим дозуванням матеріалу</a>
Спосіб бінарного сегментування відеосигналу, представленого дискретним зображенням, та пристрій для його здійснення
Номер патенту: 38292
Опубліковано: 15.05.2001
Автор: Мосоров Володимир Якович
Мітки: дискретним, сегментування, пристрій, представленого, бінарного, здійснення, спосіб, зображенням, відеосигналу
Формула / Реферат:
1. Спосіб бінарного сегментування видеосигналу, представленого дискретним зображенням, згідно якого виконують порогування видеосигналу s(t) для формування бінарних сигналів sk(t) при рівнях порогів Uk, k=0,l,...L-l, формують для кожного бінарного сигналу бінарне зображення Tk, елементи якого кодують відповідно до значень, які набуває відповідний бінарний сигнал, маркують об'єкти у кожному бінарному зображенні за зв'язністю їх елементів,...
Спосіб контролю рівня розплавленого матеріалу в печі і управління завантаженням шихти в піч та пристрій для його реалізації
Номер патенту: 14877
Опубліковано: 30.04.1999
Автор: Сікора Любомир Степанович
МПК: G01F 23/284, C03B 5/00
Мітки: контролю, спосіб, рівня, реалізації, завантаженням, пристрій, шихти, матеріалу, печі, піч, розплавленого, управління
Формула / Реферат:
1. Способ контроля уровня расплавленного материала в печи и управления загрузкой шихты в печь, включающий зондирование лазерным лучом контролируемой среды, прием отраженного от среды сигнала и распределение его по двум каналам в зависимости от положения луча по отношению к заданной линии уровня расплавленного материала посредством плоской двухкоординатной матрицы фотоприемника, преобразование его в электрический сигнал, усиление его и...
Пристрій управління механізмом розмотки рулонів довгомірного матеріалу
Номер патенту: 12990
Опубліковано: 28.02.1997
Автори: Пастернак Ігор Самойлович, Воронецький Ігор Якович, Охмакевич Василь Федорович, Костенко Людмила Степанівна, Матяш Володимир Георгійович
МПК: B65H 19/10
Мітки: пристрій, рулонів, управління, довгомірного, матеріалу, розмотки, механізмом
Формула / Реферат:
(57) Устройство управления механізмом размотки рулонов длинномерного материала, содержащее блоки управления приводами рулонов и приводом карусельного узла их поворота, блок определения места склейки и блок управления резкой материала, выход которого связан с исполнительным механизмом резки, установленным на поворотной раме с приводом, имеющим блок управления, блок управления поворотом карусельного узла, датчик положения рулонов, задатчик...
Спосіб контролю систем управління ракет
Номер патенту: 31113
Опубліковано: 15.12.2000
Автори: Семенов Леонід Антонович, Кузьмін В'ячеслав Павлович, Косовенко Євген Вікторович, Доценко Борис Іванович
МПК: G05B 23/02
Мітки: систем, ракет, спосіб, контролю, управління
Формула / Реферат:
Спосіб контролю систем управління ракет, який полягає у дії керуючого сигналу на вхід контрольованої системи, імітації ракети, як об’єкта управління, визначенні як інформативного параметра промаху ракети, що відрізняється тим, що керуючий сигнал формують залежно від поточного відхилення ракети від заданих координат, а параметри ракети, як об'єкта управління, змінюють у часі згідно з заданим законом.
Спосіб охолодження бітуму і аналогічних йому матеріалів перед дозуванням та затарюванням
Номер патенту: 7274
Опубліковано: 30.06.1995
Автори: Дмитренко Олексій Іванович, Макарчук Олександр Іванович, Хамаза Леонід Андрійович, Білокриницький Микола Миколайович, Марков Юрій Дмитрович, Дорошенко Володимир Михайлович, Пастухов Володимир Григорович, Синявський Дмитро Петрович, Радовський Борис Самойлович, Мозговий Володимир Васильович, Гамеляк Ігор Павлович, Борисенко Анатолій Анатолійович, Кострицький Валерій Всеволодович
МПК: C10C 3/00
Мітки: охолодження, спосіб, дозуванням, йому, матеріалів, бітуму, затарюванням, аналогічних
Формула / Реферат:
1. Способ охлаждения битума и аналогичных ему материалов перед дозированном и затариванием, включающий подачу битума из переливной емкости по трубопроводу в теплообменник, где его охлаждают в противотоке с хладагентом, отличающийся тем, что вышедший из емкости битум перед охлаждением в теплообменнике подвергают гидродинамическому воздействию на кавитирующем устройстве и эжектируют в него снижающие вязкость добавки.2. Способ по п....
Попередній патент: Магнітогідродинамічний активатор
Наступний патент: Шафа комплектного розподільного пристрою
Випадковий патент: Двигун внутрішнього згоряння з перетворювачем повітря електричним