Штамп для різання прутків і труб прямокутного перерізу
Номер патенту: 46783
Опубліковано: 11.01.2010
Автори: Піманов Валерій Володимирович, Паляничко Євген Миколайович, Калюжний Олександр Володимирович
Формула / Реферат
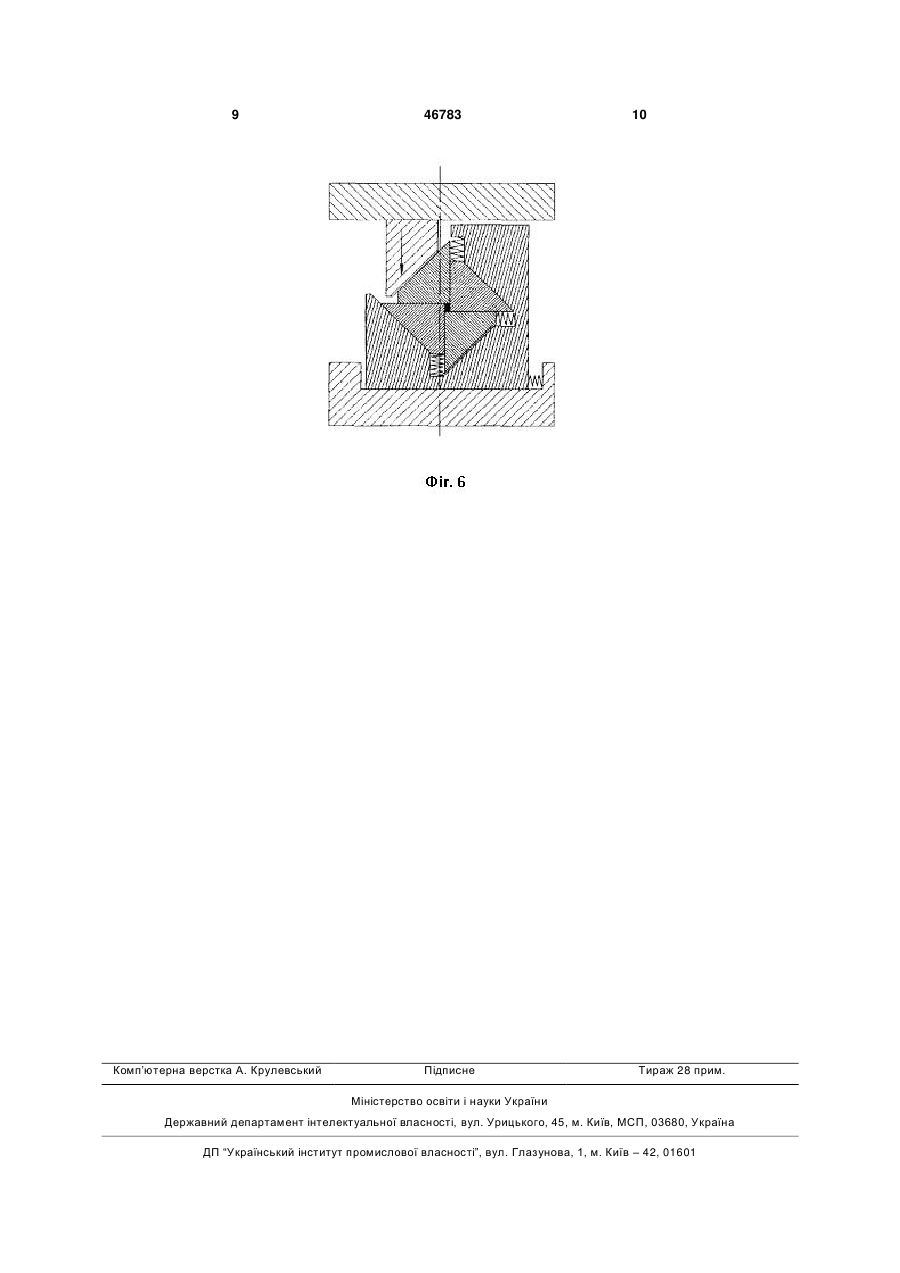
Штамп для різання прутків і труб прямокутного перерізу, що містить рухому верхню плиту із закріпленими на ній двома клинами та нерухому нижню плиту, на якій розміщені два рухомих корпуси з рухомими затискними повзунками, який відрізняється тим, що корпуси підпружинені, розміщені з можливістю ковзання один відносно одного, виконані відкритими на чверть з одного боку, а вздовж корпусів виконані пази, в яких встановлені чотири повзунки, що спряжені з пазами, виконаними як трикутні рівнобічні призми та складені між собою поверхнями, що утворюють прямий кут, з можливістю взаємного ковзання вздовж цих поверхонь, причому три повзунки одним кінцем підпружинені, а четвертий повзунок спирається на клин верхньої плити.
Текст
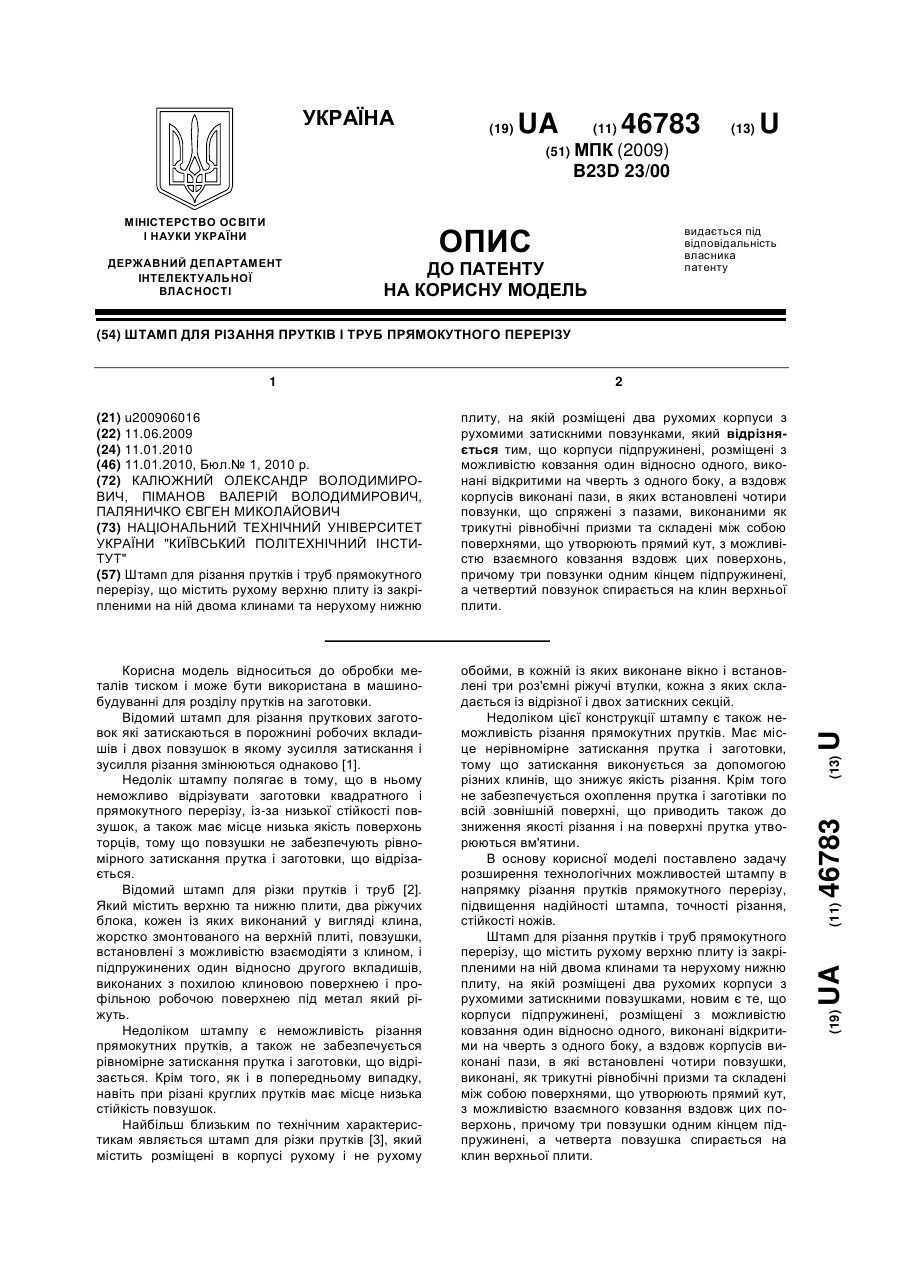
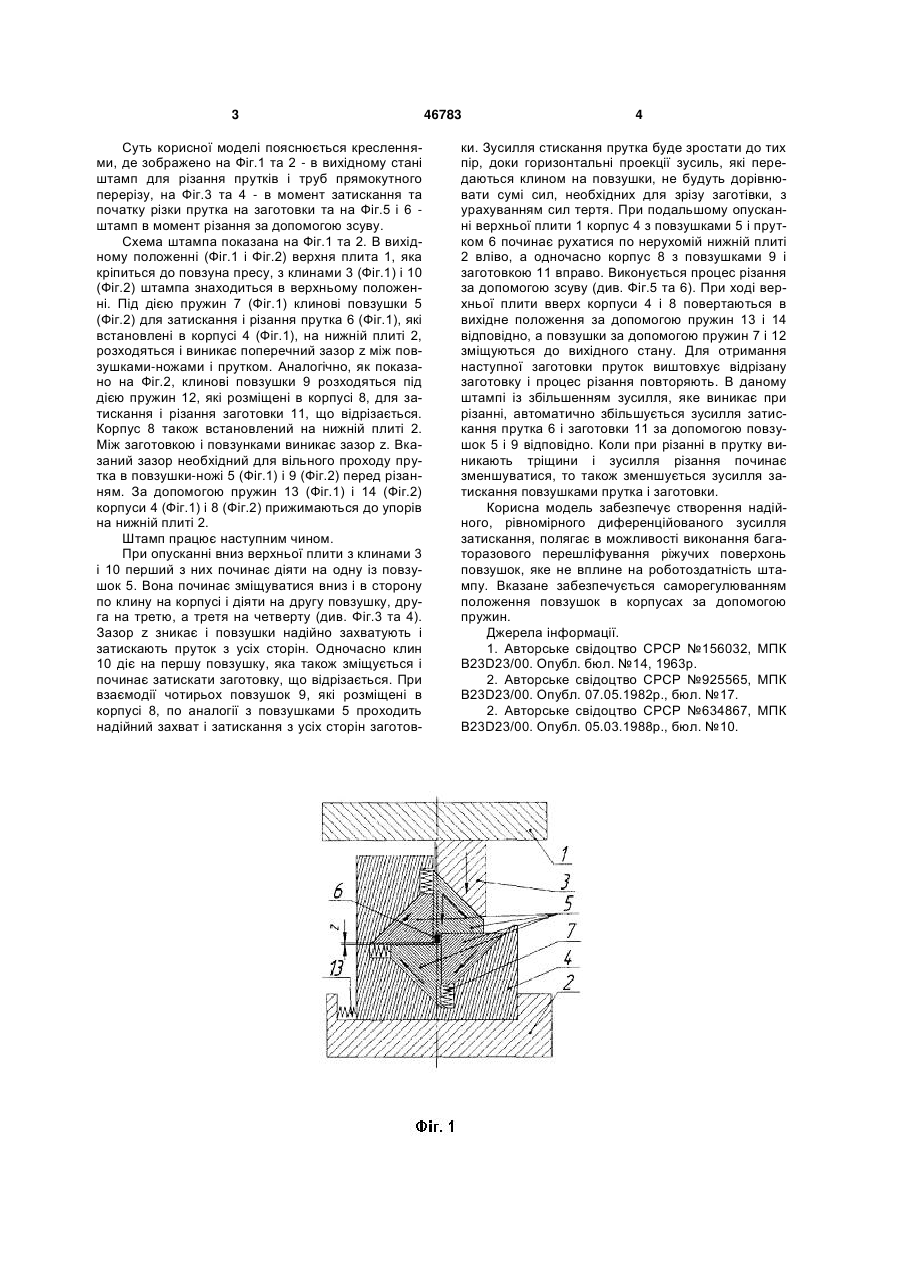
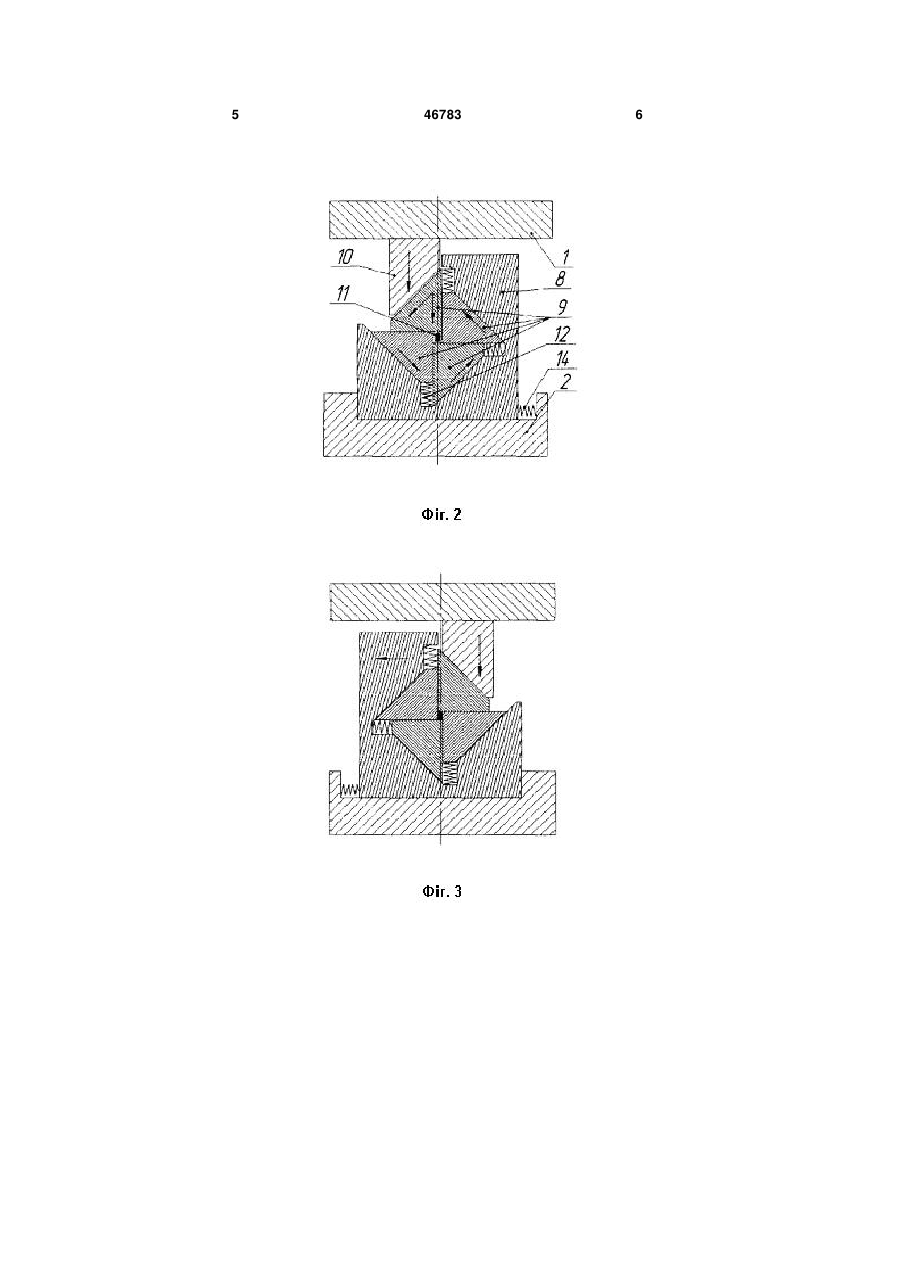
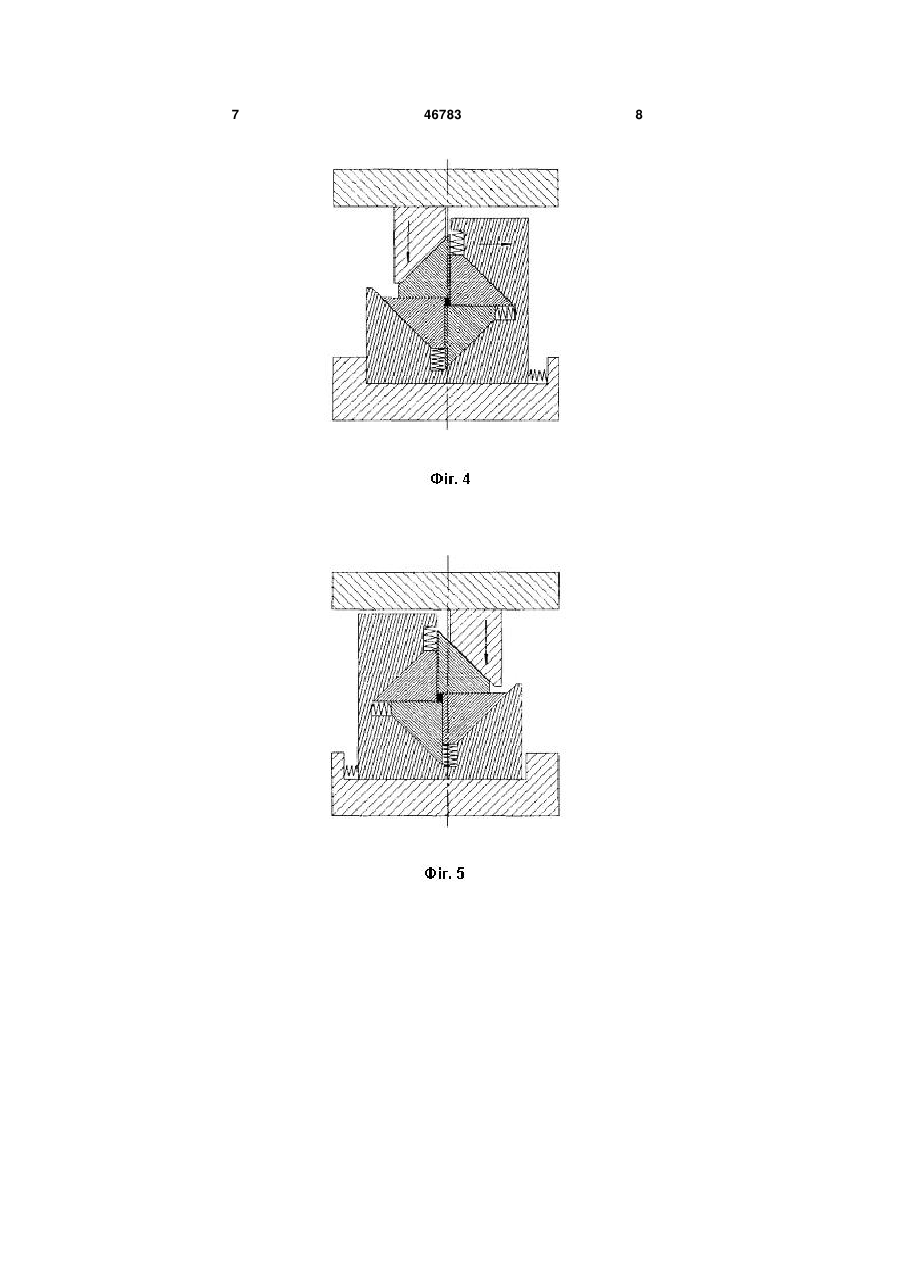
Штамп для різання прутків і труб прямокутного перерізу, що містить рухому верхню плиту із закріпленими на ній двома клинами та нерухому нижню 3 Суть корисної моделі пояснюється кресленнями, де зображено на Фіг.1 та 2 - в вихідному стані штамп для різання прутків і труб прямокутного перерізу, на Фіг.3 та 4 - в момент затискання та початку різки прутка на заготовки та на Фіг.5 і 6 штамп в момент різання за допомогою зсуву. Схема штампа показана на Фіг.1 та 2. В вихідному положенні (Фіг.1 і Фіг.2) верхня плита 1, яка кріпиться до повзуна пресу, з клинами 3 (Фіг.1) і 10 (Фіг.2) штампа знаходиться в верхньому положенні. Під дією пружин 7 (Фіг.1) клинові повзушки 5 (Фіг.2) для затискання і різання прутка 6 (Фіг.1), які встановлені в корпусі 4 (Фіг.1), на нижній плиті 2, розходяться і виникає поперечний зазор z між повзушками-ножами і прутком. Аналогічно, як показано на Фіг.2, клинові повзушки 9 розходяться під дією пружин 12, які розміщені в корпусі 8, для затискання і різання заготовки 11, що відрізається. Корпус 8 також встановлений на нижній плиті 2. Між заготовкою і повзунками виникає зазор z. Вказаний зазор необхідний для вільного проходу прутка в повзушки-ножі 5 (Фіг.1) і 9 (Фіг.2) перед різанням. За допомогою пружин 13 (Фіг.1) і 14 (Фіг.2) корпуси 4 (Фіг.1) і 8 (Фіг.2) прижимаються до упорів на нижній плиті 2. Штамп працює наступним чином. При опусканні вниз верхньої плити з клинами 3 і 10 перший з них починає діяти на одну із повзушок 5. Вона починає зміщуватися вниз і в сторону по клину на корпусі і діяти на другу повзушку, друга на третю, а третя на четверту (див. Фіг.3 та 4). Зазор z зникає і повзушки надійно захватують і затискають пруток з усіх сторін. Одночасно клин 10 діє на першу повзушку, яка також зміщується і починає затискати заготовку, що відрізається. При взаємодії чотирьох повзушок 9, які розміщені в корпусі 8, по аналогії з повзушками 5 проходить надійний захват і затискання з усіх сторін заготов 46783 4 ки. Зусилля стискання прутка буде зростати до тих пір, доки горизонтальні проекції зусиль, які передаються клином на повзушки, не будуть дорівнювати сумі сил, необхідних для зрізу заготівки, з урахуванням сил тертя. При подальшому опусканні верхньої плити 1 корпус 4 з повзушками 5 і прутком 6 починає рухатися по нерухомій нижній плиті 2 вліво, а одночасно корпус 8 з повзушками 9 і заготовкою 11 вправо. Виконується процес різання за допомогою зсуву (див. Фіг.5 та 6). При ході верхньої плити вверх корпуси 4 і 8 повертаються в вихідне положення за допомогою пружин 13 і 14 відповідно, а повзушки за допомогою пружин 7 і 12 зміщуються до вихідного стану. Для отримання наступної заготовки пруток виштовхує відрізану заготовку і процес різання повторяють. В даному штампі із збільшенням зусилля, яке виникає при різанні, автоматично збільшується зусилля затискання прутка 6 і заготовки 11 за допомогою повзушок 5 і 9 відповідно. Коли при різанні в прутку виникають тріщини і зусилля різання починає зменшуватися, то також зменшується зусилля затискання повзушками прутка і заготовки. Корисна модель забезпечує створення надійного, рівномірного диференційованого зусилля затискання, полягає в можливості виконання багаторазового перешліфування ріжучих поверхонь повзушок, яке не вплине на роботоздатність штампу. Вказане забезпечується саморегулюванням положення повзушок в корпусах за допомогою пружин. Джерела інформації. 1. Авторське свідоцтво СРСР №156032, МПК B23D23/00. Опубл. бюл. №14, 1963р. 2. Авторське свідоцтво СРСР №925565, МПК B23D23/00. Опубл. 07.05.1982р., бюл. №17. 2. Авторське свідоцтво СРСР №634867, МПК B23D23/00. Опубл. 05.03.1988р., бюл. №10. 5 46783 6 7 46783 8 9 Комп’ютерна верстка А. Крулевський 46783 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for cutting bars and pipes of rectangular cross-section
Автори англійськоюKaliuzhnyi Oleksandr Volodymyrovych, Pimanov Valerii Volodymyrovych, Palianychko Yevhen Mykolaiovych
Назва патенту російськоюШтамп для резания прутков и труб прямоугольного сечения
Автори російськоюКалюжный Александр Владимирович, Пиманов Валерий Владимирович, Паляничко Евгений Николаевич
МПК / Мітки
МПК: B23D 23/00
Мітки: труб, штамп, прутків, різання, перерізу, прямокутного
Код посилання
<a href="https://ua.patents.su/5-46783-shtamp-dlya-rizannya-prutkiv-i-trub-pryamokutnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Штамп для різання прутків і труб прямокутного перерізу</a>
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині
Номер патенту: 67163
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: перерізу, спосіб, поперечного, прутків, ротаційно-обтискній, машини, двобойковій, одержання, багатогранного
Формула / Реферат:
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині, що включає обтиснення в бойках, що мають заходи й калібрувальні ділянки, і подачу заготовки, який відрізняється тим, що при кожному одиничному обтисненні по черзі, по гвинтовій лінії, при проходженні через калібрувальні ділянки бойків формують пару протилежно розташованих граней прутка, одержуючи за прохід багатогранний поперечний переріз...
Пристрій для різання прутків

Номер патенту: 13593
Опубліковано: 17.04.2006
Автори: Роганов Лев Леонідович, Шоленінов Владислав Євгенович
МПК: B23D 23/00
Мітки: різання, пристрій, прутків
Формула / Реферат:
Пристрій для різання прутків, що містить корпус, нерухомий втулковий ніж, рухомий втулковий ніж, установлений в отворі ножетримача зі зміщенням відносно його осі обертання, і механізм переміщення рухомого втулкового ножа із привідним валом, який відрізняється тим, що рухомий втулковий ніж установлений у передбаченому ножетримачі зі зміщенням відносно його осі, привідний вал виконаний з ексцентричною його осі обертання циліндричною порожниною...
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Смирнов Юрій Константинович, Чорний Богдан Петрович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: поковок, перерізу, куванням, виготовлення, спосіб, радіальним, прямокутного
Формула / Реферат:
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її...
Спосіб виготовленння мідних та алюмінієвих обмотувальних проводів прямокутного перерізу
Номер патенту: 12345
Опубліковано: 28.02.1997
Автори: Мухін Анатолій Михайлович, Д'яков Анатолій Павлович, Недождій Ірина Іванівна, Долінін Ігор Миколайович, Рубцов Петро Григорович, Камишан Володимир Васильович, Нестрижений Віктор Іванович
МПК: H01B 13/06
Мітки: спосіб, виготовленння, прямокутного, мідних, алюмінієвих, проводів, перерізу, обмотувальних
Формула / Реферат:
1. Способ изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения, включающий волочение прямоугольной прополоки, отжиг и наложение на нее бумажной изоляции, отличающийся тем, что предварительно на валках плющат круглый пруток до соотношения ширинь|плгощеішой заготовки и диаметра прутка в пределах, 1,05-1,55, волочение ведут с вытяжкой в каждом переходе 1,25-1,45 м соотношением линейных обжатии по ширине и толщине...
Спосіб різання труб на короткі заготовки
Номер патенту: 50653
Опубліковано: 15.10.2002
Автори: Розов Юрій Георгійович, Савченко Дмитро Миколайович
МПК: B23D 21/00
Мітки: заготовки, короткі, труб, спосіб, різання
Формула / Реферат:
Спосіб різання труб на короткі заготовки, який включає подачу труби у втулочний ніж до упора, введення в трубу оправок, надрізання зсувом частини труби для формування заготовки, що відрізається, та остаточне відділення заготовки шляхом її зсуву в напрямку, перпендикулярному напрямку зсуву при надрізанні труби, який відрізняється тим, що при відділенні частини труби одночасно з зсувом скручують трубу.
Попередній патент: Спосіб визначення надійності роботи ріжучого інструмента
Наступний патент: Спосіб виробництва лікувально-профілактичного кисломолочного напою
Випадковий патент: Кільцевий оптоелектронний регістр зсуву