Спосіб відновлення та зміцнення деталей
Номер патенту: 48353
Опубліковано: 10.03.2010
Автори: Сідашенко Олександр Іванович, Скобло Тамара Семенівна, Тіхонов Олександр Всеволодович, Сайчук Олександр Васильович, Лоєнко Василь Васильович, Рибалко Іван Миколайович
Формула / Реферат
1. Спосіб відновлення та зміцнення деталей, який включає в себе насичення поверхневого шару зварного дроту легуючими компонентами, котрий фіксується та калібрується у направляючих роликах, який відрізняється тим, що на поверхні зварного дроту за допомогою роликів з виступами, притискна сила яких, 0,15...0,9 кН, утворюються чарунки заданої форми, глибиною 0,15...0,25 мм, з подальшим нанесенням на них тонкого рівномірного шару клейкої речовини, за допомогою валиків з еластичною поверхнею та заповнення чарунок порошком з легуючими компонентами при проходженні через бункер, з наступним ущільненням у калібрувальному каналі мундштука та подачею зварного дроту через струмопідвідний мундштук до зони поверхневого зміцнення деталі.
2. Спосіб відновлення та зміцнення деталей за п. 1, який відрізняється тим, що регулювання вмісту легуючих компонентів у порошку, яким заповнюються чарунки, відбувається у такому співвідношенні, мас. %:
ферохром
35,0...48,0
ферованадій
7,0...9,0
нікель металевий
11,0...13,0
марганець металевий
9,0...12,0
алюмінієво-кремнієвий порошок
0,5...1,5
бор
11,0...12,5
графіт
решта.
3. Спосіб відновлення та зміцнення деталей за п. 1, п. 2, який відрізняється тим, що після відновлення та зміцнення заготовки виконується відпуск деталей протягом трьох годин при температурі 550...600 °С.
Текст
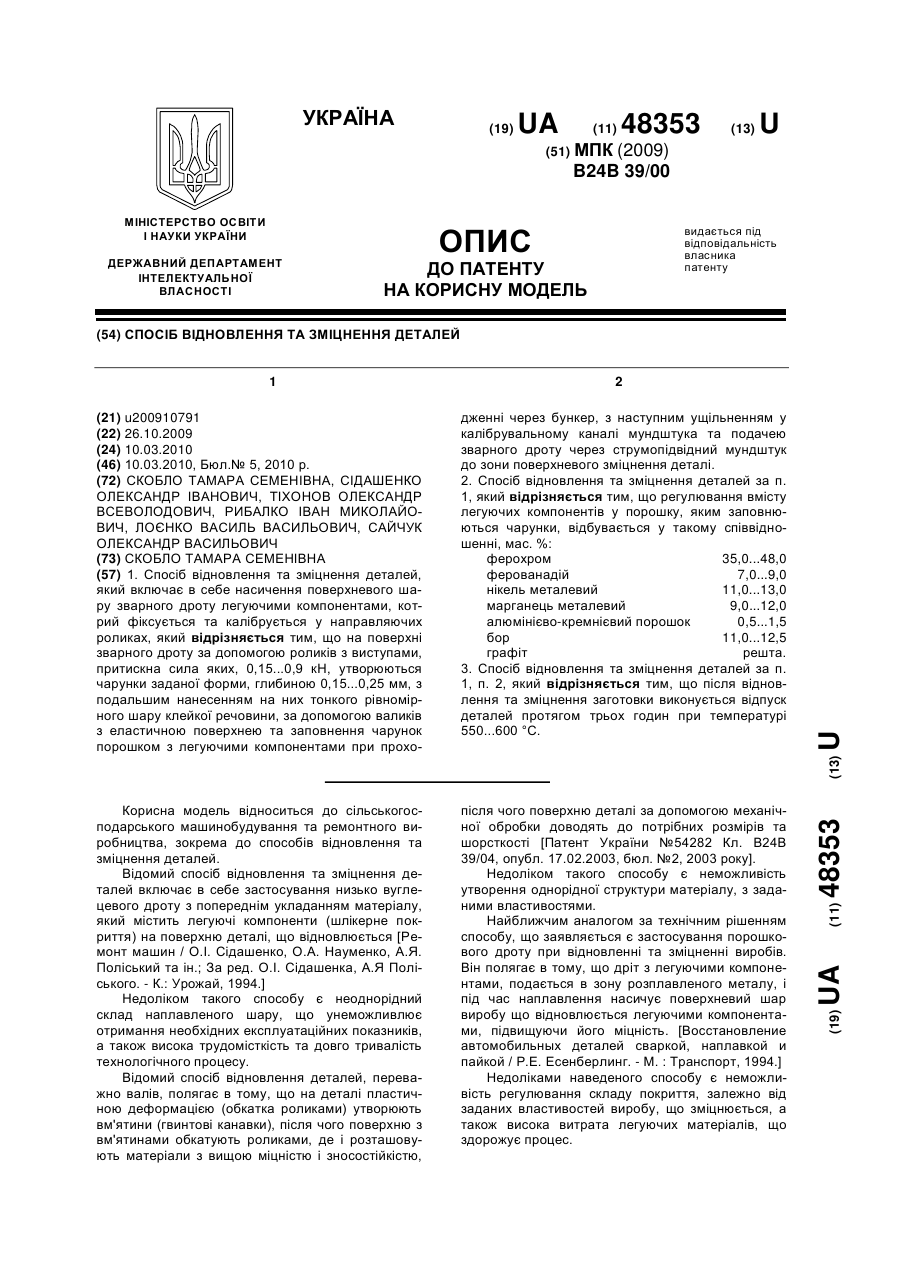
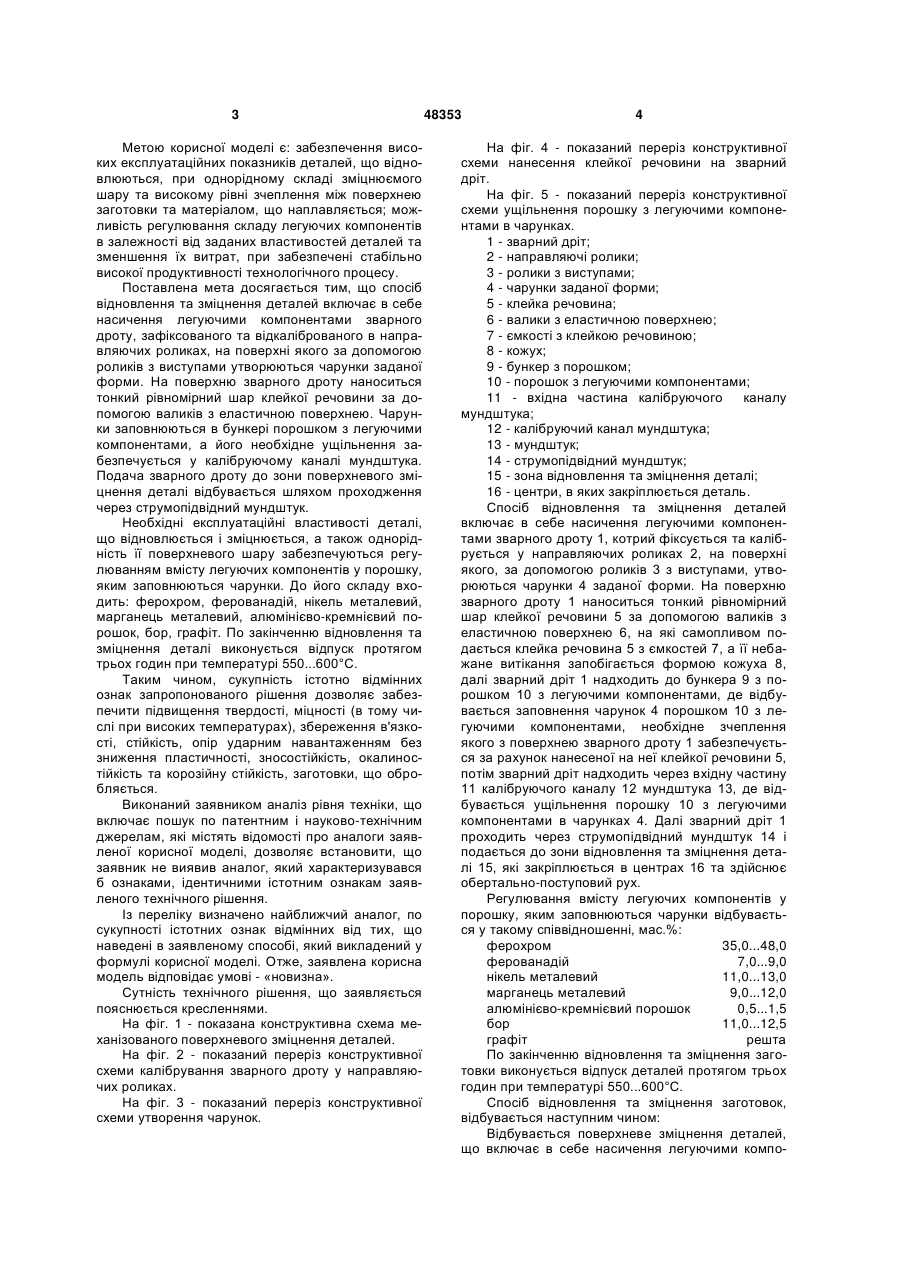
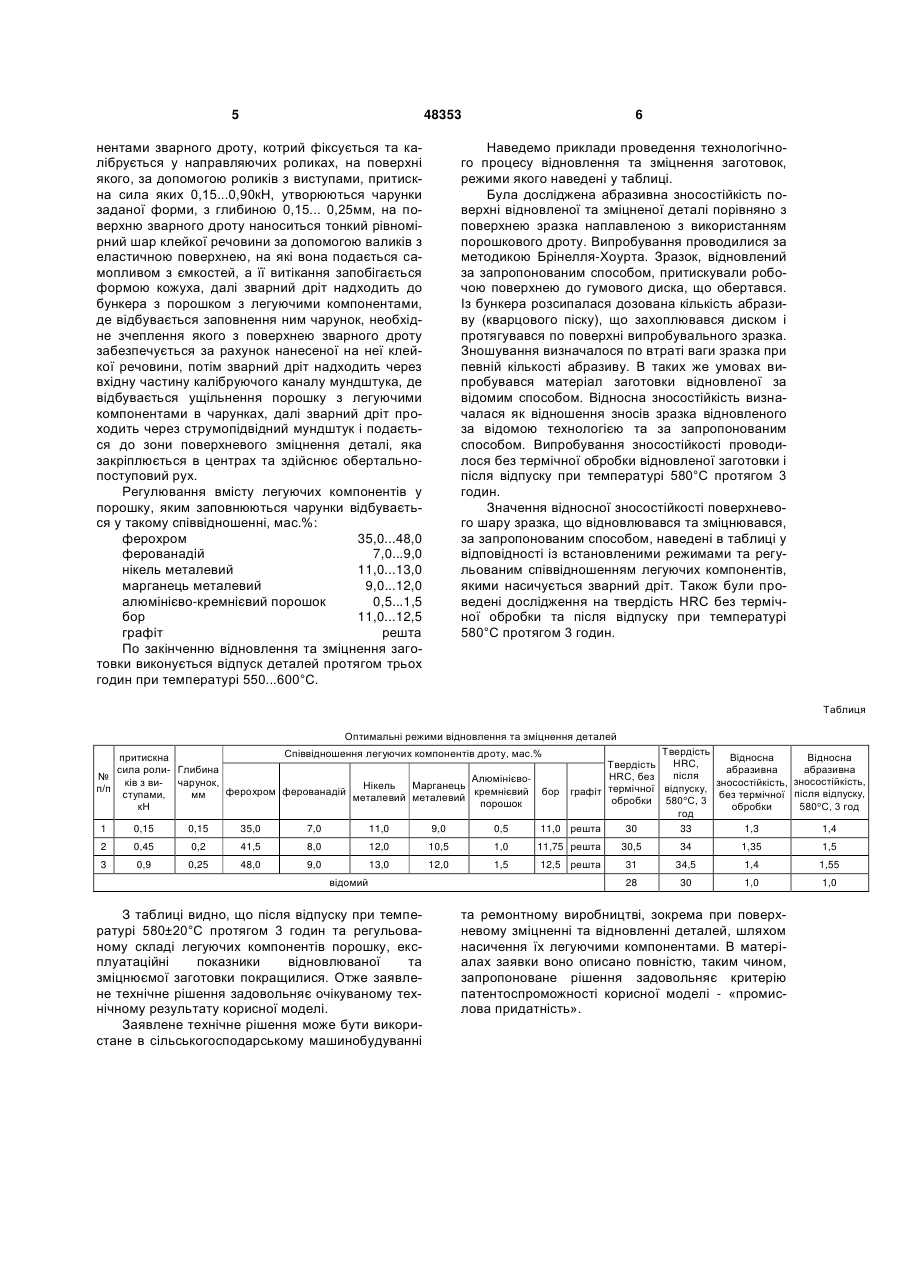
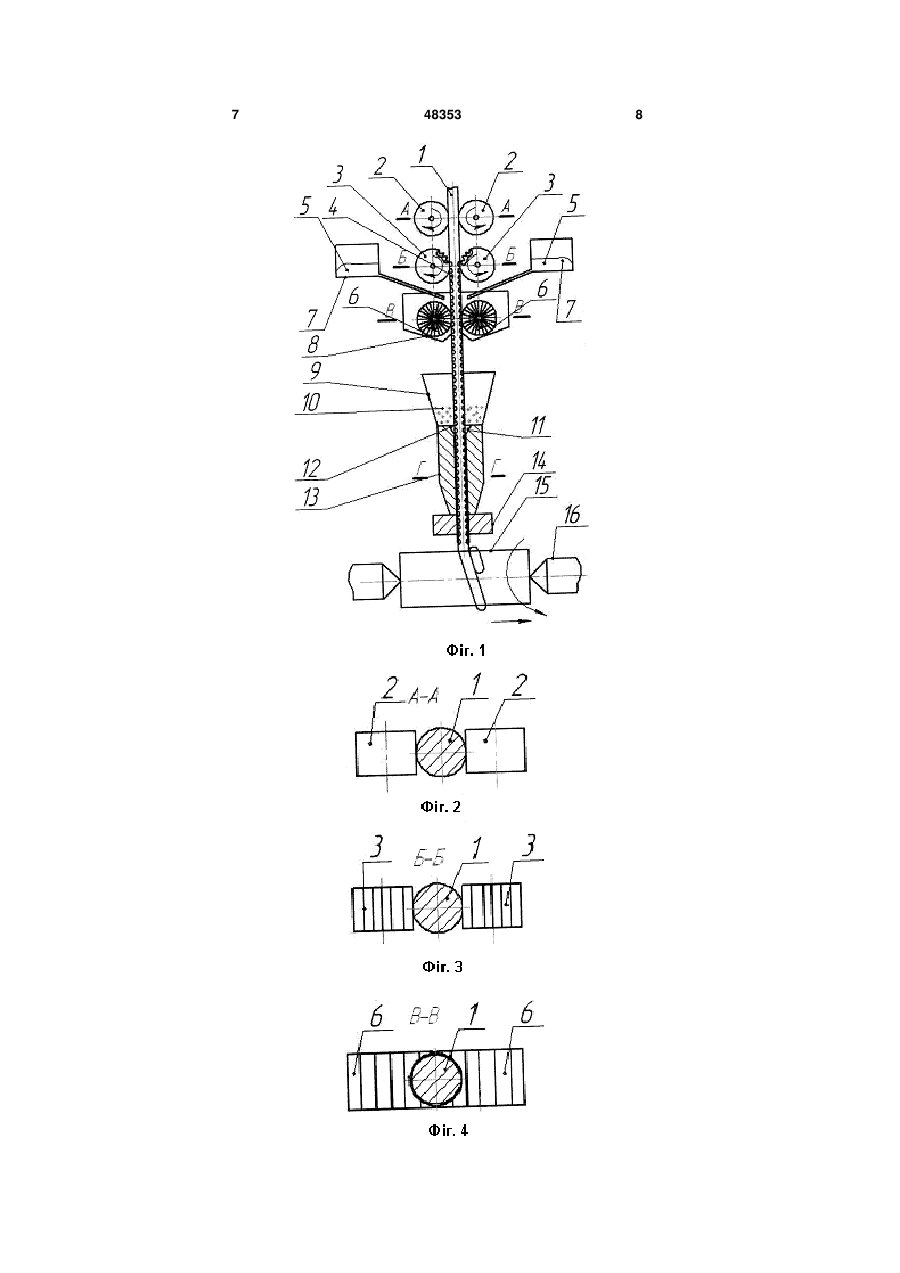
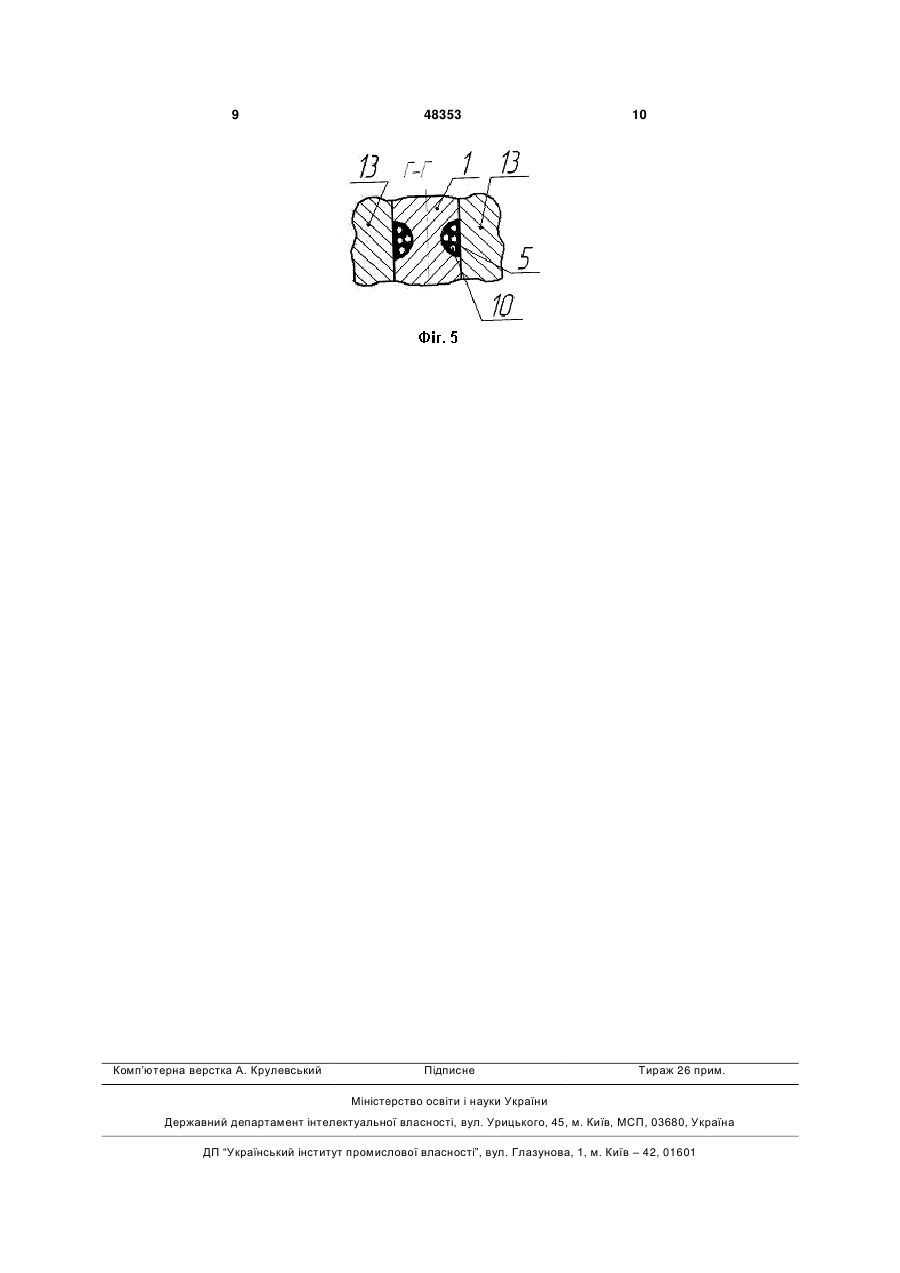
1. Спосіб відновлення та зміцнення деталей, який включає в себе насичення поверхневого шару зварного дроту легуючими компонентами, котрий фіксується та калібрується у направляючих роликах, який відрізняється тим, що на поверхні зварного дроту за допомогою роликів з виступами, притискна сила яких, 0,15...0,9 кН, утворюються чарунки заданої форми, глибиною 0,15...0,25 мм, з подальшим нанесенням на них тонкого рівномірного шару клейкої речовини, за допомогою валиків з еластичною поверхнею та заповнення чарунок порошком з легуючими компонентами при прохо U 1 3 Метою корисної моделі є: забезпечення високих експлуатаційних показників деталей, що відновлюються, при однорідному складі зміцнюємого шару та високому рівні зчеплення між поверхнею заготовки та матеріалом, що наплавляється; можливість регулювання складу легуючих компонентів в залежності від заданих властивостей деталей та зменшення їх витрат, при забезпечені стабільно високої продуктивності технологічного процесу. Поставлена мета досягається тим, що спосіб відновлення та зміцнення деталей включає в себе насичення легуючими компонентами зварного дроту, зафіксованого та відкаліброваного в направляючих роликах, на поверхні якого за допомогою роликів з виступами утворюються чарунки заданої форми. На поверхню зварного дроту наноситься тонкий рівномірний шар клейкої речовини за допомогою валиків з еластичною поверхнею. Чарунки заповнюються в бункері порошком з легуючими компонентами, а його необхідне ущільнення забезпечується у калібруючому каналі мундштука. Подача зварного дроту до зони поверхневого зміцнення деталі відбувається шляхом проходження через струмопідвідний мундштук. Необхідні експлуатаційні властивості деталі, що відновлюється і зміцнюється, а також однорідність її поверхневого шару забезпечуються регулюванням вмісту легуючих компонентів у порошку, яким заповнюються чарунки. До його складу входить: ферохром, ферованадій, нікель металевий, марганець металевий, алюмінієво-кремнієвий порошок, бор, графіт. По закінченню відновлення та зміцнення деталі виконується відпуск протягом трьох годин при температурі 550...600°С. Таким чином, сукупність істотно відмінних ознак запропонованого рішення дозволяє забезпечити підвищення твердості, міцності (в тому числі при високих температурах), збереження в'язкості, стійкість, опір ударним навантаженням без зниження пластичності, зносостійкість, окалиностійкість та корозійну стійкість, заготовки, що обробляється. Виконаний заявником аналіз рівня техніки, що включає пошук по патентним і науково-технічним джерелам, які містять відомості про аналоги заявленої корисної моделі, дозволяє встановити, що заявник не виявив аналог, який характеризувався б ознаками, ідентичними істотним ознакам заявленого технічного рішення. Із переліку визначено найближчий аналог, по сукупності істотних ознак відмінних від тих, що наведені в заявленому способі, який викладений у формулі корисної моделі. Отже, заявлена корисна модель відповідає умові - «новизна». Сутність технічного рішення, що заявляється пояснюється кресленнями. На фіг. 1 - показана конструктивна схема механізованого поверхневого зміцнення деталей. На фіг. 2 - показаний переріз конструктивної схеми калібрування зварного дроту у направляючих роликах. На фіг. 3 - показаний переріз конструктивної схеми утворення чарунок. 48353 4 На фіг. 4 - показаний переріз конструктивної схеми нанесення клейкої речовини на зварний дріт. На фіг. 5 - показаний переріз конструктивної схеми ущільнення порошку з легуючими компонентами в чарунках. 1 - зварний дріт; 2 - направляючі ролики; 3 - ролики з виступами; 4 - чарунки заданої форми; 5 - клейка речовина; 6 - валики з еластичною поверхнею; 7 - ємкості з клейкою речовиною; 8 - кожух; 9 - бункер з порошком; 10 - порошок з легуючими компонентами; 11 - вхідна частина калібруючого каналу мундштука; 12 - калібруючий канал мундштука; 13 - мундштук; 14 - струмопідвідний мундштук; 15 - зона відновлення та зміцнення деталі; 16 - центри, в яких закріплюється деталь. Спосіб відновлення та зміцнення деталей включає в себе насичення легуючими компонентами зварного дроту 1, котрий фіксується та калібрується у направляючих роликах 2, на поверхні якого, за допомогою роликів 3 з виступами, утворюються чарунки 4 заданої форми. На поверхню зварного дроту 1 наноситься тонкий рівномірний шар клейкої речовини 5 за допомогою валиків з еластичною поверхнею 6, на які самопливом подається клейка речовина 5 з ємкостей 7, а її небажане витікання запобігається формою кожуха 8, далі зварний дріт 1 надходить до бункера 9 з порошком 10 з легуючими компонентами, де відбувається заповнення чарунок 4 порошком 10 з легуючими компонентами, необхідне зчеплення якого з поверхнею зварного дроту 1 забезпечується за рахунок нанесеної на неї клейкої речовини 5, потім зварний дріт надходить через вхідну частину 11 калібруючого каналу 12 мундштука 13, де відбувається ущільнення порошку 10 з легуючими компонентами в чарунках 4. Далі зварний дріт 1 проходить через струмопідвідний мундштук 14 і подається до зони відновлення та зміцнення деталі 15, які закріплюється в центрах 16 та здійснює обертально-поступовий рух. Регулювання вмісту легуючих компонентів у порошку, яким заповнюються чарунки відбувається у такому співвідношенні, мас.%: ферохром 35,0...48,0 ферованадій 7,0...9,0 нікель металевий 11,0...13,0 марганець металевий 9,0...12,0 алюмінієво-кремнієвий порошок 0,5...1,5 бор 11,0...12,5 графіт решта По закінченню відновлення та зміцнення заготовки виконується відпуск деталей протягом трьох годин при температурі 550...600°С. Спосіб відновлення та зміцнення заготовок, відбувається наступним чином: Відбувається поверхневе зміцнення деталей, що включає в себе насичення легуючими компо 5 48353 нентами зварного дроту, котрий фіксується та калібрується у направляючих роликах, на поверхні якого, за допомогою роликів з виступами, притискна сила яких 0,15...0,90кН, утворюються чарунки заданої форми, з глибиною 0,15... 0,25мм, на поверхню зварного дроту наноситься тонкий рівномірний шар клейкої речовини за допомогою валиків з еластичною поверхнею, на які вона подається самопливом з ємкостей, а її витікання запобігається формою кожуха, далі зварний дріт надходить до бункера з порошком з легуючими компонентами, де відбувається заповнення ним чарунок, необхідне зчеплення якого з поверхнею зварного дроту забезпечується за рахунок нанесеної на неї клейкої речовини, потім зварний дріт надходить через вхідну частину калібруючого каналу мундштука, де відбувається ущільнення порошку з легуючими компонентами в чарунках, далі зварний дріт проходить через струмопідвідний мундштук і подається до зони поверхневого зміцнення деталі, яка закріплюється в центрах та здійснює обертальнопоступовий рух. Регулювання вмісту легуючих компонентів у порошку, яким заповнюються чарунки відбувається у такому співвідношенні, мас.%: ферохром 35,0...48,0 ферованадій 7,0...9,0 нікель металевий 11,0...13,0 марганець металевий 9,0...12,0 алюмінієво-кремнієвий порошок 0,5...1,5 бор 11,0...12,5 графіт решта По закінченню відновлення та зміцнення заготовки виконується відпуск деталей протягом трьох годин при температурі 550...600°С. 6 Наведемо приклади проведення технологічного процесу відновлення та зміцнення заготовок, режими якого наведені у таблиці. Була досліджена абразивна зносостійкість поверхні відновленої та зміцненої деталі порівняно з поверхнею зразка наплавленою з використанням порошкового дроту. Випробування проводилися за методикою Брінелля-Хоурта. Зразок, відновлений за запропонованим способом, притискували робочою поверхнею до гумового диска, що обертався. Із бункера розсипалася дозована кількість абразиву (кварцового піску), що захоплювався диском і протягувався по поверхні випробувального зразка. Зношування визначалося по втраті ваги зразка при певній кількості абразиву. В таких же умовах випробувався матеріал заготовки відновленої за відомим способом. Відносна зносостійкість визначалася як відношення зносів зразка відновленого за відомою технологією та за запропонованим способом. Випробування зносостійкості проводилося без термічної обробки відновленої заготовки і після відпуску при температурі 580°С протягом 3 годин. Значення відносної зносостійкості поверхневого шару зразка, що відновлювався та зміцнювався, за запропонованим способом, наведені в таблиці у відповідності із встановленими режимами та регульованим співвідношенням легуючих компонентів, якими насичується зварний дріт. Також були проведені дослідження на твердість HRC без термічної обробки та після відпуску при температурі 580°С протягом 3 годин. Таблиця Оптимальні режими відновлення та зміцнення деталей Твердість Співвідношення легуючих компонентів дроту, мас.% Відносна притискна Відносна HRC, Твердість абразивна сила роли- Глибина абразивна після № HRC, без Алюмінієвоків з ви- чарунок, зносостійкість, зносостійкість, Нікель Марганець п/п ферохром ферованадій кремнієвий бор графіт термічної відпуску, без термічної після відпуску, ступами, мм металевий металевий обробки 580 С, 3 порошок кН обробки 580 С, 3 год год 1 0,15 0,15 35,0 7,0 11,0 9,0 0,5 11,0 решта 30 33 1,3 1,4 2 0,45 0,2 41,5 8,0 12,0 10,5 1,0 11,75 решта 30,5 34 1,35 1,5 3 0,9 0,25 48,0 9,0 13,0 12,0 1,5 12,5 решта 31 34,5 1,4 1,55 28 30 1,0 1,0 відомий З таблиці видно, що після відпуску при температурі 580±20°С протягом 3 годин та регульованому складі легуючих компонентів порошку, експлуатаційні показники відновлюваної та зміцнюємої заготовки покращилися. Отже заявлене технічне рішення задовольняє очікуваному технічному результату корисної моделі. Заявлене технічне рішення може бути використане в сільськогосподарському машинобудуванні та ремонтному виробництві, зокрема при поверхневому зміцненні та відновленні деталей, шляхом насичення їх легуючими компонентами. В матеріалах заявки воно описано повністю, таким чином, запропоноване рішення задовольняє критерію патентоспроможності корисної моделі - «промислова придатність». 7 48353 8 9 Комп’ютерна верстка А. Крулевський 48353 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration and strengthening of components
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Tikhonov Oleksandr Vsevolodovych, Rybalko Ivan Mykolaiovych, Loienko Vasyl Vasyliovych, Saichuk Oleksandr Vasyliovych
Назва патенту російськоюСпособ восстановления и упрочнения деталей
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Тихонов Александр Всеволодович, Рыбалко Иван Николаевич, Лоенко Василий Васильевич, Сайчук Александр Васильевич
МПК / Мітки
МПК: B24B 39/00
Мітки: спосіб, деталей, відновлення, зміцнення
Код посилання
<a href="https://ua.patents.su/5-48353-sposib-vidnovlennya-ta-zmicnennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення та зміцнення деталей</a>
Спосіб відновлення та попереднього зміцнення деталей машин
Номер патенту: 59935
Опубліковано: 15.09.2003
Автори: Безносов Анатолій Єгорович, Гончар Віталій Вітальович, Горбатюк Єремей Олександрович, Глущак Генадій Степанович
МПК: C23C 18/00
Мітки: машин, деталей, попереднього, спосіб, зміцнення, відновлення
Формула / Реферат:
Спосіб відновлення та поверхневого зміцнення деталей машин шляхом нанесення зміцнювального покриття, який відрізняється тим, що на зруйновану поверхню виробу наноситься гальванічний шар заліза, на який електроіскровим способом наноситься тонкий шар твердого сплаву, який утворює сітку лунок, після чого отримана поверхня обробляється тонким шліфуванням, залишаючи пори, які утримують мастило в зоні контакту поверхонь тертя ковзання.
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 84092
Опубліковано: 10.09.2008
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна, Бойко Володимир Семенович, Воробьов Андрій Олексійович, Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Пушков Валерій Васильович
МПК: B23K 9/04
Мітки: деталей, циліндричних, зміцнення, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей з високовуглецевих сталей автоматичним електродуговим наплавленням з попереднім і співпадаючим нагрівом і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра та кількості вуглецю у сталі відповідно до виразу:G/V=(0,75-0,92)D/C, МДж/м,де G/V - погонна енергія,...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Кирильченко Петро Миколайович, Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович
МПК: B23K 9/04
Мітки: відновлення, спосіб, зміцнення, циліндричних, деталей
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 88720
Опубліковано: 10.11.2009
Автори: Бойко Володимир Семенович, Гапонов Борис Петрович, Зеленський Віктор Євгенович, Лук'янчиков Олександр Миколайович, Матвієнков Сергій Анатольович, Степнов Ксенофонт Ксенофонтович, Матвієнко Володимир Миколайович
МПК: B23K 9/04
Мітки: відновлення, масивних, сталевих, установка, металу, деталей, циліндричної, шару, форми, наплавленням, зміцнення
Формула / Реферат:
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 33762
Опубліковано: 10.07.2008
Автори: Матвієнко Володимир Миколайович, Лук'янчиков Олександр Миколайович, Зеленський Віктор Євгенович, Бойко Володимир Семенович, Матвієнков Сергій Анатольович, Гапонов Борис Петрович, Степнов Ксенофонт Ксенофонтович
МПК: B23K 9/04
Мітки: установка, шару, зміцнення, масивних, наплавленням, сталевих, циліндричної, відновлення, деталей, форми, металу
Формула / Реферат:
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Попередній патент: Сонячно-вітрова енергетична установка
Наступний патент: Захисне загородження “кобра”
Випадковий патент: Люмінесцентний матеріал