Ножиці гідравлічні гільйотинні з нижнім різом
Номер патенту: 49274
Опубліковано: 26.04.2010
Автори: Реука Юрій Юрійович, Бортник Валерій Вікторович, Калашников Андрій Анатолійович, Білобров Юрій Миколайович

Формула / Реферат
1. Ножиці гідравлічні гільйотинні з нижнім різом, які містять станину, у напрямних якої розміщені верхній і нижній супорти, із установленими на них ножами, гідроциліндри переміщення нижнього супорта, які відрізняються тим, що ножиці оснащені приводом переміщення верхнього супорта, виконаного з можливістю переміщення в напрямних станини, і механізмами подачі вставок, розміщених між опорною поверхнею верхнього супорта і відповідною опорною поверхнею станини, при цьому напрямні станин для верхнього супорта виконані клиноподібної форми з ухилом a до вертикальної площини різання, причому на напрямних з боку входу металу в ножиці ухил спрямований униз, а на напрямних з боку виходу металу з ножиць ухил спрямований нагору, а сам ніж у верхньому супорті встановлений похило стосовно напрямних супорта під кутом a у бік виходу металу з ножиць.
2. Ножиці за п. 1, які відрізняються тим, що кут нахилу a вибраний з умови:
tg a = S/(H + L),
де
S - бічний зазор між ножами , що складає 3-5 % від товщини матеріалу, що розрізається;
Н - товщина матеріалу, що розрізається;
L - технологічний зазор між верхнім ножем і верхньою поверхнею матеріалу, що розрізається.
Текст
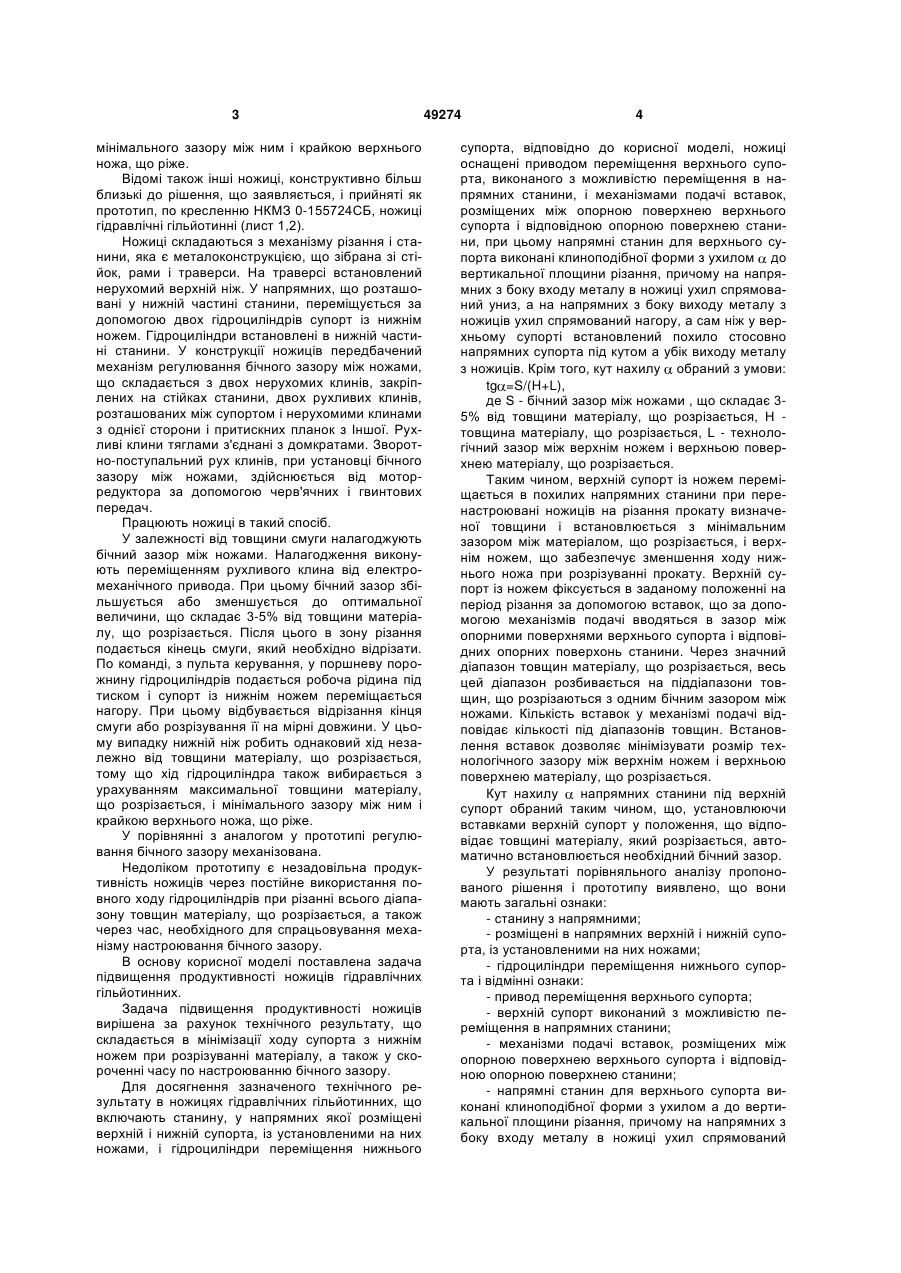
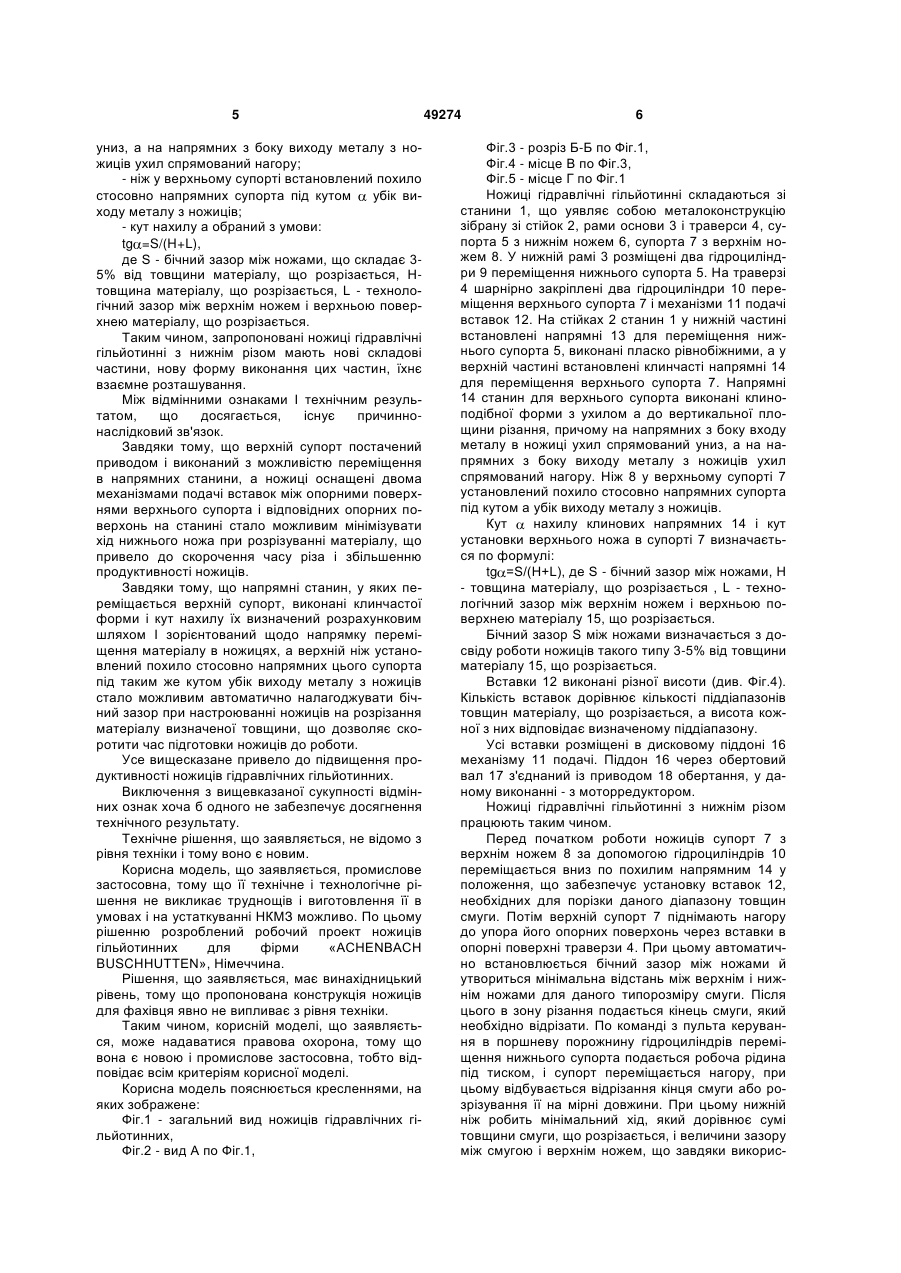
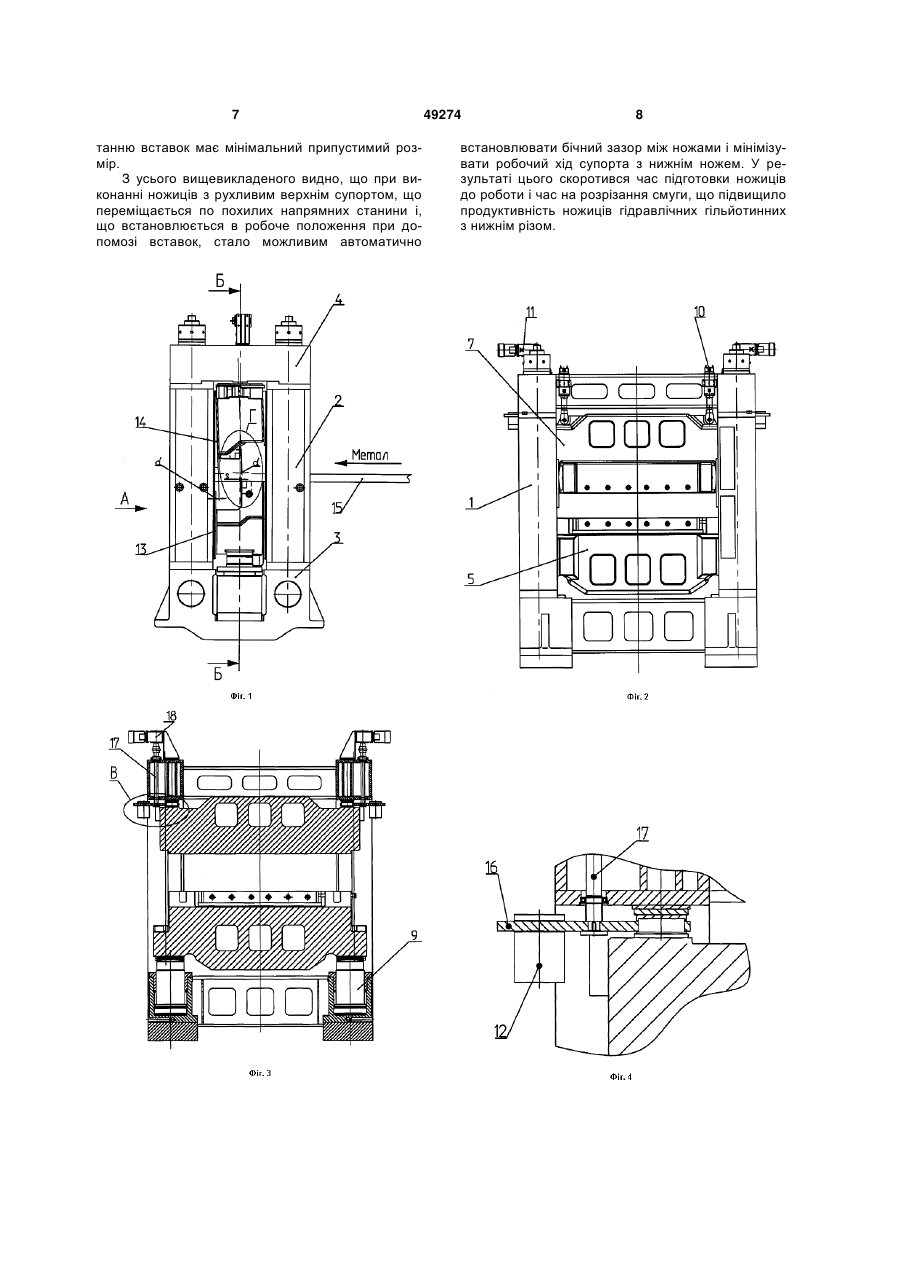
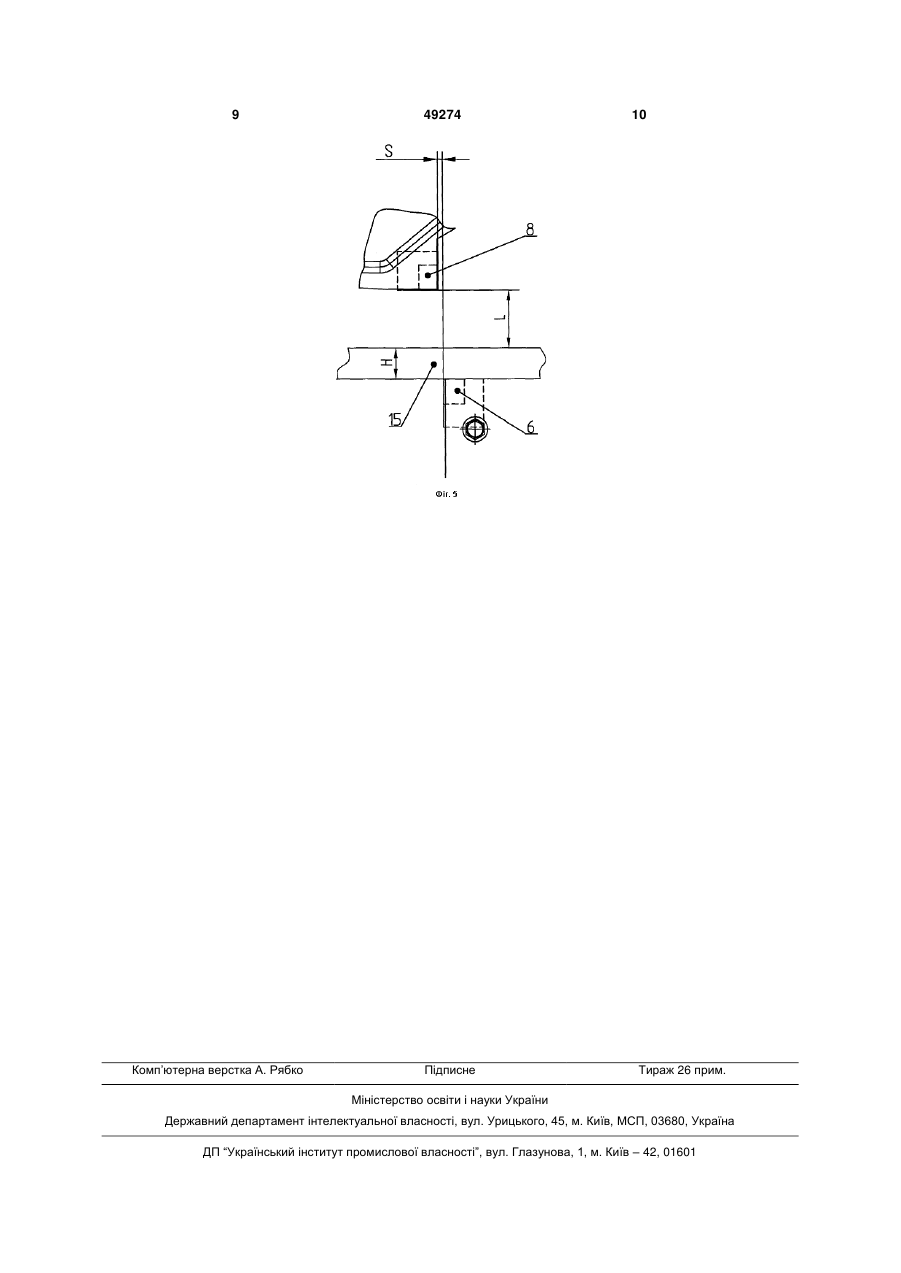
1. Ножиці гідравлічні гільйотинні з нижнім різом, які містять станину, у напрямних якої розміщені верхній і нижній супорти, із установленими на них ножами, гідроциліндри переміщення нижнього супорта, які відрізняються тим, що ножиці оснащені приводом переміщення верхнього супорта, виконаного з можливістю переміщення в напрямних станини, і механізмами подачі вставок, розміщених між опорною поверхнею верхнього супорта і відповідною опорною поверхнею станини, при 3 мінімального зазору між ним і крайкою верхнього ножа, що ріже. Відомі також інші ножиці, конструктивно більш близькі до рішення, що заявляється, і прийняті як прототип, по кресленню НКМЗ 0-155724СБ, ножиці гідравлічні гільйотинні (лист 1,2). Ножиці складаються з механізму різання і станини, яка є металоконструкцією, що зібрана зі стійок, рами і траверси. На траверсі встановлений нерухомий верхній ніж. У напрямних, що розташовані у нижній частині станини, переміщується за допомогою двох гідроциліндрів супорт із нижнім ножем. Гідроциліндри встановлені в нижній частині станини. У конструкції ножиців передбачений механізм регулювання бічного зазору між ножами, що складається з двох нерухомих клинів, закріплених на стійках станини, двох рухливих клинів, розташованих між супортом і нерухомими клинами з однієї сторони і притискних планок з Іншої. Рухливі клини тяглами з'єднані з домкратами. Зворотно-поступальний рух клинів, при установці бічного зазору між ножами, здійснюється від моторредуктора за допомогою черв'ячних і гвинтових передач. Працюють ножиці в такий спосіб. У залежності від товщини смуги налагоджують бічний зазор між ножами. Налагодження виконують переміщенням рухливого клина від електромеханічного привода. При цьому бічний зазор збільшується або зменшується до оптимальної величини, що складає 3-5% від товщини матеріалу, що розрізається. Після цього в зону різання подається кінець смуги, який необхідно відрізати. По команді, з пульта керування, у поршневу порожнину гідроциліндрів подається робоча рідина під тиском і супорт із нижнім ножем переміщається нагору. При цьому відбувається відрізання кінця смуги або розрізування її на мірні довжини. У цьому випадку нижній ніж робить однаковий хід незалежно від товщини матеріалу, що розрізається, тому що хід гідроциліндра також вибирається з урахуванням максимальної товщини матеріалу, що розрізається, і мінімального зазору між ним і крайкою верхнього ножа, що ріже. У порівнянні з аналогом у прототипі регулювання бічного зазору механізована. Недоліком прототипу є незадовільна продуктивність ножиців через постійне використання повного ходу гідроциліндрів при різанні всього діапазону товщин матеріалу, що розрізається, а також через час, необхідного для спрацьовування механізму настроювання бічного зазору. В основу корисної моделі поставлена задача підвищення продуктивності ножиців гідравлічних гільйотинних. Задача підвищення продуктивності ножиців вирішена за рахунок технічного результату, що складається в мінімізації ходу супорта з нижнім ножем при розрізуванні матеріалу, а також у скороченні часу по настроюванню бічного зазору. Для досягнення зазначеного технічного результату в ножицях гідравлічних гільйотинних, що включають станину, у напрямних якої розміщені верхній і нижній супорта, із установленими на них ножами, і гідроциліндри переміщення нижнього 49274 4 супорта, відповідно до корисної моделі, ножиці оснащені приводом переміщення верхнього супорта, виконаного з можливістю переміщення в напрямних станини, і механізмами подачі вставок, розміщених між опорною поверхнею верхнього супорта і відповідною опорною поверхнею станини, при цьому напрямні станин для верхнього супорта виконані клиноподібної форми з ухилом до вертикальної площини різання, причому на напрямних з боку входу металу в ножиці ухил спрямований униз, а на напрямних з боку виходу металу з ножиців ухил спрямований нагору, а сам ніж у верхньому супорті встановлений похило стосовно напрямних супорта під кутом а убік виходу металу з ножиців. Крім того, кут нахилу обраний з умови: tg =S/(H+L), де S - бічний зазор між ножами , що складає 35% від товщини матеріалу, що розрізається, Н товщина матеріалу, що розрізається, L - технологічний зазор між верхнім ножем і верхньою поверхнею матеріалу, що розрізається. Таким чином, верхній супорт із ножем переміщається в похилих напрямних станини при перенастроювані ножиців на різання прокату визначеної товщини і встановлюється з мінімальним зазором між матеріалом, що розрізається, і верхнім ножем, що забезпечує зменшення ходу нижнього ножа при розрізуванні прокату. Верхній супорт із ножем фіксується в заданому положенні на період різання за допомогою вставок, що за допомогою механізмів подачі вводяться в зазор між опорними поверхнями верхнього супорта і відповідних опорних поверхонь станини. Через значний діапазон товщин матеріалу, що розрізається, весь цей діапазон розбивається на піддіапазони товщин, що розрізаються з одним бічним зазором між ножами. Кількість вставок у механізмі подачі відповідає кількості під діапазонів товщин. Встановлення вставок дозволяє мінімізувати розмір технологічного зазору між верхнім ножем і верхньою поверхнею матеріалу, що розрізається. Кут нахилу напрямних станини під верхній супорт обраний таким чином, що, установлюючи вставками верхній супорт у положення, що відповідає товщині матеріалу, який розрізається, автоматично встановлюється необхідний бічний зазор. У результаті порівняльного аналізу пропонованого рішення і прототипу виявлено, що вони мають загальні ознаки: - станину з напрямними; - розміщені в напрямних верхній і нижній супорта, із установленими на них ножами; - гідроциліндри переміщення нижнього супорта і відмінні ознаки: - привод переміщення верхнього супорта; - верхній супорт виконаний з можливістю переміщення в напрямних станини; - механізми подачі вставок, розміщених між опорною поверхнею верхнього супорта і відповідною опорною поверхнею станини; - напрямні станин для верхнього супорта виконані клиноподібної форми з ухилом а до вертикальної площини різання, причому на напрямних з боку входу металу в ножиці ухил спрямований 5 униз, а на напрямних з боку виходу металу з ножиців ухил спрямований нагору; - ніж у верхньому супорті встановлений похило стосовно напрямних супорта під кутом убік виходу металу з ножиців; - кут нахилу а обраний з умови: tg =S/(H+L), де S - бічний зазор між ножами, що складає 35% від товщини матеріалу, що розрізається, Нтовщина матеріалу, що розрізається, L - технологічний зазор між верхнім ножем і верхньою поверхнею матеріалу, що розрізається. Таким чином, запропоновані ножиці гідравлічні гільйотинні з нижнім різом мають нові складові частини, нову форму виконання цих частин, їхнє взаємне розташування. Між відмінними ознаками І технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що верхній супорт постачений приводом і виконаний з можливістю переміщення в напрямних станини, а ножиці оснащені двома механізмами подачі вставок між опорними поверхнями верхнього супорта і відповідних опорних поверхонь на станині стало можливим мінімізувати хід нижнього ножа при розрізуванні матеріалу, що привело до скорочення часу різа і збільшенню продуктивності ножиців. Завдяки тому, що напрямні станин, у яких переміщається верхній супорт, виконані клинчастої форми і кут нахилу їх визначений розрахунковим шляхом І зорієнтований щодо напрямку переміщення матеріалу в ножицях, а верхній ніж установлений похило стосовно напрямних цього супорта під таким же кутом убік виходу металу з ножиців стало можливим автоматично налагоджувати бічний зазор при настроюванні ножиців на розрізання матеріалу визначеної товщини, що дозволяє скоротити час підготовки ножиців до роботи. Усе вищесказане привело до підвищення продуктивності ножиців гідравлічних гільйотинних. Виключення з вищевказаної сукупності відмінних ознак хоча б одного не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки і тому воно є новим. Корисна модель, що заявляється, промислове застосовна, тому що її технічне і технологічне рішення не викликає труднощів і виготовлення її в умовах і на устаткуванні НКМЗ можливо. По цьому рішенню розроблений робочий проект ножиців гільйотинних для фірми «ACHENBACH BUSCHHUTTEN», Німеччина. Рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція ножиців для фахівця явно не випливає з рівня техніки. Таким чином, корисній моделі, що заявляється, може надаватися правова охорона, тому що вона є новою і промислове застосовна, тобто відповідає всім критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображене: Фіг.1 - загальний вид ножиців гідравлічних гільйотинних, Фіг.2 - вид А по Фіг.1, 49274 6 Фіг.3 - розріз Б-Б по Фіг.1, Фіг.4 - місце В по Фіг.3, Фіг.5 - місце Г по Фіг.1 Ножиці гідравлічні гільйотинні складаються зі станини 1, що уявляє собою металоконструкцію зібрану зі стійок 2, рами основи 3 і траверси 4, супорта 5 з нижнім ножем 6, супорта 7 з верхнім ножем 8. У нижній рамі 3 розміщені два гідроциліндри 9 переміщення нижнього супорта 5. На траверзі 4 шарнірно закріплені два гідроциліндри 10 переміщення верхнього супорта 7 і механізми 11 подачі вставок 12. На стійках 2 станин 1 у нижній частині встановлені напрямні 13 для переміщення нижнього супорта 5, виконані пласко рівнобіжними, а у верхній частині встановлені клинчасті напрямні 14 для переміщення верхнього супорта 7. Напрямні 14 станин для верхнього супорта виконані клиноподібної форми з ухилом а до вертикальної площини різання, причому на напрямних з боку входу металу в ножиці ухил спрямований униз, а на напрямних з боку виходу металу з ножиців ухил спрямований нагору. Ніж 8 у верхньому супорті 7 установлений похило стосовно напрямних супорта під кутом а убік виходу металу з ножиців. Кут нахилу клинових напрямних 14 і кут установки верхнього ножа в супорті 7 визначається по формулі: tg =S/(H+L), де S - бічний зазор між ножами, Н - товщина матеріалу, що розрізається , L - технологічний зазор між верхнім ножем і верхньою поверхнею матеріалу 15, що розрізається. Бічний зазор S між ножами визначається з досвіду роботи ножиців такого типу 3-5% від товщини матеріалу 15, що розрізається. Вставки 12 виконані різної висоти (див. Фіг.4). Кількість вставок дорівнює кількості піддіапазонів товщин матеріалу, що розрізається, а висота кожної з них відповідає визначеному піддіапазону. Усі вставки розміщені в дисковому піддоні 16 механізму 11 подачі. Піддон 16 через обертовий вал 17 з'єднаний із приводом 18 обертання, у даному виконанні - з моторредуктором. Ножиці гідравлічні гільйотинні з нижнім різом працюють таким чином. Перед початком роботи ножиців супорт 7 з верхнім ножем 8 за допомогою гідроциліндрів 10 переміщається вниз по похилим напрямним 14 у положення, що забезпечує установку вставок 12, необхідних для порізки даного діапазону товщин смуги. Потім верхній супорт 7 піднімають нагору до упора його опорних поверхонь через вставки в опорні поверхні траверзи 4. При цьому автоматично встановлюється бічний зазор між ножами й утвориться мінімальна відстань між верхнім і нижнім ножами для даного типорозміру смуги. Після цього в зону різання подається кінець смуги, який необхідно відрізати. По команді з пульта керування в поршневу порожнину гідроциліндрів переміщення нижнього супорта подається робоча рідина під тиском, і супорт переміщається нагору, при цьому відбувається відрізання кінця смуги або розрізування її на мірні довжини. При цьому нижній ніж робить мінімальний хід, який дорівнює сумі товщини смуги, що розрізається, і величини зазору між смугою і верхнім ножем, що завдяки викорис 7 танню вставок має мінімальний припустимий розмір. З усього вищевикладеного видно, що при виконанні ножиців з рухливим верхнім супортом, що переміщається по похилих напрямних станини і, що встановлюється в робоче положення при допомозі вставок, стало можливим автоматично 49274 8 встановлювати бічний зазор між ножами і мінімізувати робочий хід супорта з нижнім ножем. У результаті цього скоротився час підготовки ножиців до роботи і час на розрізання смуги, що підвищило продуктивність ножиців гідравлічних гільйотинних з нижнім різом. 9 Комп’ютерна верстка А. Рябко 49274 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHydraulic guillotine with lower cut
Автори англійськоюBilobrov Yurii Mykolaiovych, Bortnyk Valerii Viktorovych, Kalashnykov Andrii Anatoliovych, Reuka Yurii Yuriiovych
Назва патенту російськоюНожницы гидравлические гильйотинные с нижним резом
Автори російськоюБилобров Юрий Николаевич, Бортник Валерий Викторович, Калашников Андрей Анатольевич, Реука Юрий Юрьевич
МПК / Мітки
МПК: B23D 15/00
Мітки: гільйотинні, ножиці, нижнім, гідравлічні, різом
Код посилання
<a href="https://ua.patents.su/5-49274-nozhici-gidravlichni-giljjotinni-z-nizhnim-rizom.html" target="_blank" rel="follow" title="База патентів України">Ножиці гідравлічні гільйотинні з нижнім різом</a>
Ножиці гідравлічні для різання штабового прокату
Номер патенту: 37358
Опубліковано: 25.11.2008
Автори: Калашников Андрій Анатолійович, Козлов Павло Миколайович, Кирпичніков Сергій Петрович, Чижик Володимир Васильович, Багнов Валентин Петрович
МПК: B23D 15/00
Мітки: ножиці, штабового, гідравлічні, прокату, різання
Формула / Реферат:
Ножиці гідравлічні для різання штабового прокату, що містять станину у вигляді скріплених за допомогою нижньої і верхньої траверс стояків з пазами, у яких розміщені напрямні, які контактують з повзуном, оснащеним ножем і взаємодіючим з гідроприводом його вертикального зворотно-поступального переміщення, що включає робочі і допоміжні гідроциліндри, які відрізняються тим, що вони оснащені двома парами додаткових гідроциліндрів, розміщених на...
Переносні гідравлічні ножиці для розрізування стержнів

Номер патенту: 51084
Опубліковано: 15.11.2002
Автори: Скляров Володимир Леонідович, Седуш Сергій Вікторович
МПК: B23D 29/00
Мітки: розрізування, ножиці, гідравлічні, переносні, стержнів
Формула / Реферат:
Переносні гідравлічні ножиці для розрізування стержнів, що містять корпус із закріпленим на ньому нерухомим ножем, гідроциліндр, на поршні якого встановлено рухомий ніж, зворотну пружину і штуцер для підведення робочої рідини, які відрізняються тим, що корпус виконано у вигляді станини закритого типу з напрямними, по яких переміщується рамка безпеки з гвинтовими фіксаторами, що складається з повзунів з пазами, розміри яких відповідають...
Гідравлічні ножиці

Номер патенту: 50929
Опубліковано: 15.11.2002
Автори: Тарасов Олександр Федорович, Роганов Лев Леонідович, Вінников Максим Олександрович
МПК: B23D 15/00
Мітки: гідравлічні, ножиці
Формула / Реферат:
1. Гідравлічні ножиці, що містять основу, нерухомі, з'єднані колонами поперечини, що утворюють станину, рухливу поперечину, притиск матеріалу, що розділяється, приводи рухливої поперечини і притиску, ножі для різання, які відрізняються тим, що рухлива поперечина має виступ на боковій поверхні зі сторони подачі матеріалу, що розділяється, ширина виступу не менше величини подачі при різанні, відстань від виступу до ножа - не менше половини...
Гідравлічні скрапні ножиці з автоматизованою системою керування процесом
Номер патенту: 25916
Опубліковано: 27.08.2007
Автори: Вінников Максим Олександрович, Тарасов Олександр Федорович
МПК: B23D 15/00
Мітки: гідравлічні, автоматизованою, системою, процесом, скрапні, ножиці, керування
Формула / Реферат:
Гідравлічні скрапні ножиці з автоматизованою системою керування процесом, що містять бункер для засипки скрапу, повзун з приводом для локального попереднього ущільнення скрапу, який має виступ у формі клину, ширина якого не менше ширини ножів, і розміщений на відстані кроку повздовжньої подачі від площини розділення, шибер, яким подають скрап на крок повздовжньої подачі, раму та повзун, на яких розміщені нерухомий та рухомий ножі відповідно,...
Ножиці для різання штабового матеріалу

Номер патенту: 11318
Опубліковано: 15.12.2005
Автори: Калашников Андрій Анатолійович, Литвинов Володимир Ілліч, Левіна Валентина Іванівна, Гриценко Сергій Анатолійович, Єлецьких Володимир Іванович
МПК: B23D 15/00
Мітки: різання, матеріалу, штабового, ножиці
Формула / Реферат:
Ножиці для різання штабового матеріалу, до складу яких входять установлені в станині нижній супорт із закріпленим у ньому нерухомим прямим ножем, привідний верхній супорт, циліндр, корпус якого прикріплений до бічної поверхні станини, і система керування, які відрізняються тим, що вони обладнані додатковим циліндром, корпус якого шарнірно прикріплений до протилежної бічної поверхні станини, при цьому штоки згаданого циліндра і додаткового...
Попередній патент: Електрична огорожа для випасання тварин
Наступний патент: Лопатевий змішувач кормів
Випадковий патент: Спосіб вертикальної розрізки масиву-сирцю