Пристрій безперервного лиття заготівок
Номер патенту: 52217
Опубліковано: 25.08.2010
Автори: Цупрун Олексій Юрійович, Давидов Сергій Володимирович, Пільгаєв Володимир Михайлович, Плугатар Віктор Семенович, Ткаченко Олександр Степанович, Володько Іван Леонідович, Птуха Сергій Вікторович, Любімов Михайло Ювеналійович


Формула / Реферат
1. Пристрій безперервного лиття заготівок, до складу якого входять встановлені послідовно кристалізатор, секції вторинного охолодження, кожна з яких виконана у вигляді роликів, встановлених на двох рамах, з'єднаних двома парами колон, по осях яких розміщені гідроциліндри настроювання розчину роликів, з'єднані з магістраллю подачі робочого тиску, і тягнуча кліть, валки якої зчленовані із приводами обертання і гідроциліндрами притиску, який відрізняється тим, що він обладнаний магістраллю низького тиску, а в роликовій секції, розміщеній перед тягнучою кліттю, пара гідроциліндрів, встановлених у безпосередній близькості від тягнучої кліті, пов'язана зі згаданою магістраллю.
Текст
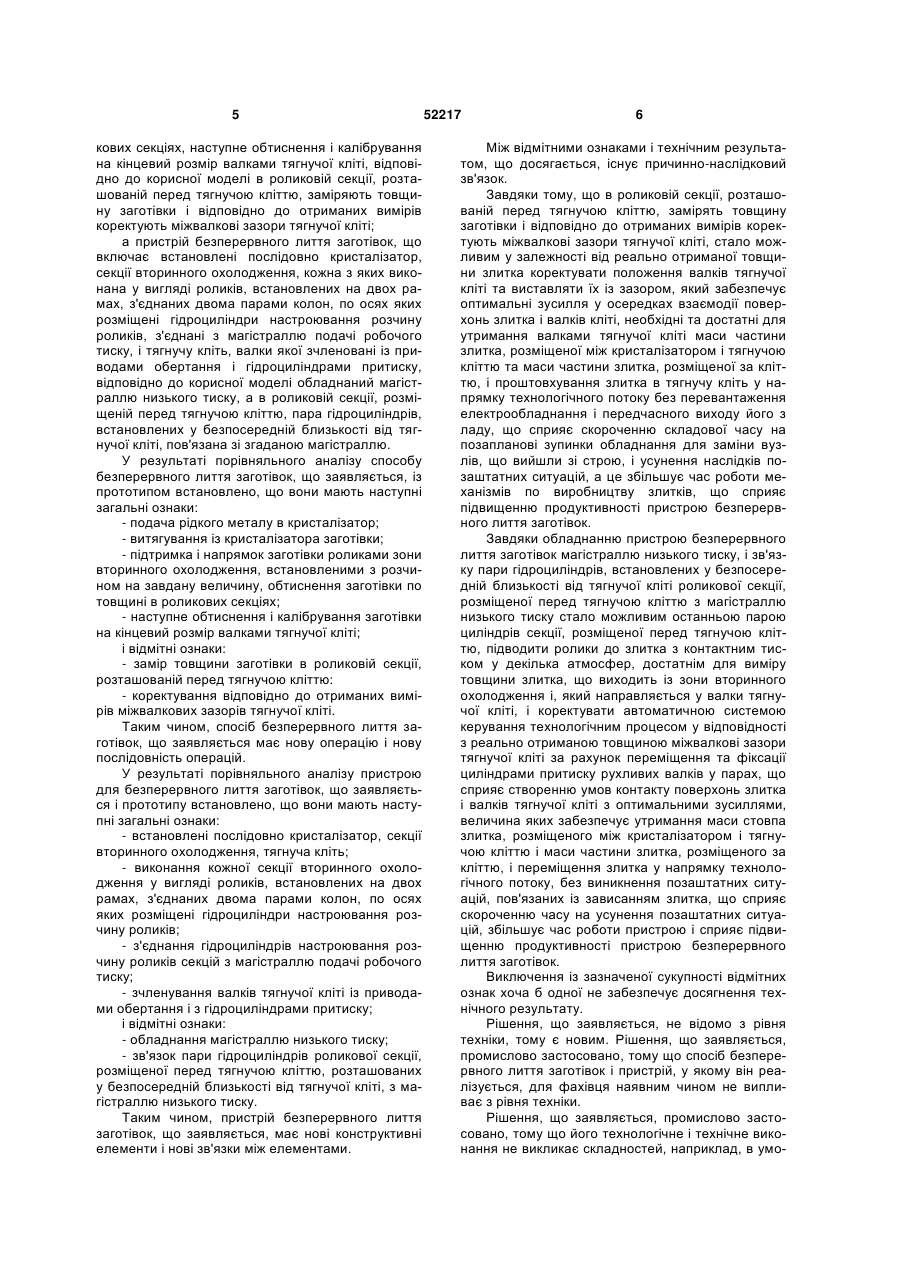
1. Пристрій безперервного лиття заготівок, до складу якого входять встановлені послідовно кристалізатор, секції вторинного охолодження, кожна з яких виконана у вигляді роликів, встановлених на двох рамах, з'єднаних двома парами колон, по осях яких розміщені гідроциліндри настроювання розчину роликів, з'єднані з магістраллю подачі робочого тиску, і тягнуча кліть, валки якої зчленовані із приводами обертання і гідроциліндрами притиску, який відрізняється тим, що він обладнаний магістраллю низького тиску, а в роликовій секції, розміщеній перед тягнучою кліттю, пара гідроциліндрів, встановлених у безпосередній близькості від тягнучої кліті, пов'язана зі згаданою магістраллю. (19) (21) a200803690 (22) 24.03.2008 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) ПЛУГАТАР ВІКТОР СЕМЕНОВИЧ, ПІЛЬГАЄВ ВОЛОДИМИР МИХАЙЛОВИЧ, ЛЮБІМОВ МИХАЙЛО ЮВЕНАЛІЙОВИЧ, ВОЛОДЬКО ІВАН ЛЕОНІДОВИЧ, ДАВИДОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, ПТУХА СЕРГІЙ ВІКТОРОВИЧ, ТКАЧЕНКО ОЛЕКСАНДР СТЕПАНОВИЧ, ЦУПРУН ОЛЕКСІЙ ЮРІЙОВИЧ (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НОВОКРАМАТОРСЬКИЙ МАШИНОБУДІВНИЙ ЗАВОД" 3 Після наповнення кристалізатора рідким металом починають витягання з нього за допомогою затравки злитка з поверхневою скоринкою, що утворюється, і рідкою серцевиною. У змінній секції із жорстким розчином роликів відбувається підтримка тонкої скоринки злитка, що вийшов із кристалізатора. По мірі проходження секцій роликових злиток, що має вже стовщену зовнішню скоринку та серцевину, що складається з рідкої і твердої фаз, піддається «м'якому обтисненню» завдяки встановленню міжроликових зазорів секцій на завданий розмір з завданою конусністю. В описаному пристрої обтиснення безупинно литої заготівки закінчується в роликах секціях зони вторинного охолодження. У тягнучій кліті описуваного пристрою через відсутність можливості профілювання розчину її валків у залежності від висоти (товщини) заготівки, злиток, що вийшов з роликів останньої секції в тягнучій кліті, що працює «по тиску», піддається силовому впливу при відсутності калібрування перетину злитка по висоті. Через те, що по описаному способу одержання безперервного литих заготівок остаточна кристалізація злитка по всьому перетину завершується до тягнучої кліті (у районі секцій з перенастроюваним розчином роликів), швидкість його витягання визначається швидкістю повної кристалізації на ділянці до тягнучої кліті. І склад обладнання, що заявляється, не дозволяє збільшувати швидкість витягання злитка без погіршення його структури, тому що в тягнучій кліті, циліндри притиску валків якої працюють по «тиску» і не можна виконувати обтиснення злитка, що має недостатньо затверділу рідку серцевину, для зменшення осьової пухкості і ліквації. Таким чином, до недоліків аналога варто віднести неможливість підвищення швидкості розливання без погіршення структури злитка. Відомо інше технічне рішення, більш близьке до рішення, що заявляється, і прийняте у якості прототипу, патент Росії на винахід № 2220812 В22D11/00, В22D11/12, В22D11/128 спосіб безперервного лиття заготівок і пристрій для його здійснення. До складу способу безперервного лиття заготівок входять подача рідкого металу у кристалізатор, витягування з нього заготівки, підтримка і напрямок заготівки роликами в зоні вторинного охолодження, встановленими з розчином на завдану величину, обтиснення заготівки з не затверділою серцевиною по товщині в роликових секціях, наступне обтиснення і калібрування на кінцевий розмір валками тягнучої кліті. Обтиснення безупинно литої заготівки в даному пристрої триває за межами роликових секцій і завершується у валках тягнучої кліті, і приводить до збільшення швидкості розливання та одержанню більш якісної заготівки без осьової пухкості та центральної ліквації. До складу пристрою, у якому описаний вище спосіб безперервного лиття заготівок реалізується, входять встановлені послідовно кристалізатор, роликові секції зони вторинного охолодження, і тягнуча кліть. Кожна секція вторинної зони охоло 52217 4 дження виконана у вигляді двох рам, із закріпленими на них роликами. Рами кожної секції зв'язані двома парами колон. По осі кожної колони розташований з'єднаний з магістраллю подачі робочого тиску гідроциліндр настроювання розчину роликів на завданий розмір для забезпечення «м'якого обтиснення» злитка в секціях. До складу тягнучої кліті входять пари валків, зчленовані з електроприводами обертання, при цьому один ряд валків встановлений у тягнучій кліті стаціонарно, а протилежний ряд валків виконаний і розміщений з можливістю переміщення від гідроциліндрів притиску, оснащених датчиками положення валків. Описаний пристрій дозволяє виставляти профіль ливарного каналу, по якому переміщають заготівку, здійснюючи «м'яке обтиснення» не тільки по роликах секцій зони вторинного охолодження, але й валками тягнучої кліті, що сприяє підвищенню швидкості розливання при створенні якісної внутрішньої структури злитка, вільної від пухкості та осьової ліквації. Слід зазначити, що товщина злитка, що вийшов з роликів останньої секції зони вторинного охолодження може коливатися у границях, обмежених допуском на товщину. При описаному способі одержання безупинно литих заготівок відсутня можливість визначення вузлами пристрою реально отриманої товщини безупинно литого злитка. А валки тягнучої кліті, зокрема перша пара валків, встановлюється на середню товщину злитка, що приводить у випадку, наприклад, отримання максимальної товщини злитка до передавлення злитка, перевантаження електроприводів, передчасному виходу їх з ладу та зупинці пристрою безперервного лиття заготівок для заміни вузлів електропривода, що скорочує час роботи обладнання і знижує продуктивність пристрою. При виході з роликів останньої секції зони вторинного охолодження злитка, що має товщину з мінімальним допуском, виникає небезпека недостатності силової взаємодії між поверхнями злитка і валками тягнучої кліті для витягування литого стовпа. При цьому може виникнути позаштатна ситуація, наприклад, залишення злитка в роликових секціях, для усунення наслідків якої також буде потрібна зупинка обладнання, що негативно позначиться на продуктивності пристрою безперервного лиття заготівок. Таким чином, недоліком прототипу є незадовільна продуктивність пристрою безперервного лиття заготівок. До основи корисної моделі поставлене завдання підвищення продуктивності пристрою безперервного лиття заготівок. Поставлене завдання вирішується за рахунок технічного результату, що полягає в забезпеченні оптимального зусилля притиску між валками тягнучої кліті і безупинно литою заготівкою. Для досягнення поставленого технічного результату в способі безперервного лиття заготівок, що включає подачу рідкого металу в кристалізатор, витягування з нього заготівки, підтримку і напрямок заготівки роликами зони вторинного охолодження, встановленими з розчином на завдану величину, обтиснення заготівки по товщині в роли 5 кових секціях, наступне обтиснення і калібрування на кінцевий розмір валками тягнучої кліті, відповідно до корисної моделі в роликовій секції, розташованій перед тягнучою кліттю, заміряють товщину заготівки і відповідно до отриманих вимірів коректують міжвалкові зазори тягнучої кліті; а пристрій безперервного лиття заготівок, що включає встановлені послідовно кристалізатор, секції вторинного охолодження, кожна з яких виконана у вигляді роликів, встановлених на двох рамах, з'єднаних двома парами колон, по осях яких розміщені гідроциліндри настроювання розчину роликів, з'єднані з магістраллю подачі робочого тиску, і тягнучу кліть, валки якої зчленовані із приводами обертання і гідроциліндрами притиску, відповідно до корисної моделі обладнаний магістраллю низького тиску, а в роликовій секції, розміщеній перед тягнучою кліттю, пара гідроциліндрів, встановлених у безпосередній близькості від тягнучої кліті, пов'язана зі згаданою магістраллю. У результаті порівняльного аналізу способу безперервного лиття заготівок, що заявляється, із прототипом встановлено, що вони мають наступні загальні ознаки: - подача рідкого металу в кристалізатор; - витягування із кристалізатора заготівки; - підтримка і напрямок заготівки роликами зони вторинного охолодження, встановленими з розчином на завдану величину, обтиснення заготівки по товщині в роликових секціях; - наступне обтиснення і калібрування заготівки на кінцевий розмір валками тягнучої кліті; і відмітні ознаки: - замір товщини заготівки в роликовій секції, розташованій перед тягнучою кліттю: - коректування відповідно до отриманих вимірів міжвалкових зазорів тягнучої кліті. Таким чином, спосіб безперервного лиття заготівок, що заявляється має нову операцію і нову послідовність операцій. У результаті порівняльного аналізу пристрою для безперервного лиття заготівок, що заявляється і прототипу встановлено, що вони мають наступні загальні ознаки: - встановлені послідовно кристалізатор, секції вторинного охолодження, тягнуча кліть; - виконання кожної секції вторинного охолодження у вигляді роликів, встановлених на двох рамах, з'єднаних двома парами колон, по осях яких розміщені гідроциліндри настроювання розчину роликів; - з'єднання гідроциліндрів настроювання розчину роликів секцій з магістраллю подачі робочого тиску; - зчленування валків тягнучої кліті із приводами обертання і з гідроциліндрами притиску; і відмітні ознаки: - обладнання магістраллю низького тиску; - зв'язок пари гідроциліндрів роликової секції, розміщеної перед тягнучою кліттю, розташованих у безпосередній близькості від тягнучої кліті, з магістраллю низького тиску. Таким чином, пристрій безперервного лиття заготівок, що заявляється, має нові конструктивні елементи і нові зв'язки між елементами. 52217 6 Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що в роликовій секції, розташованій перед тягнучою кліттю, замірять товщину заготівки і відповідно до отриманих вимірів коректують міжвалкові зазори тягнучої кліті, стало можливим у залежності від реально отриманої товщини злитка коректувати положення валків тягнучої кліті та виставляти їх із зазором, який забезпечує оптимальні зусилля у осередках взаємодії поверхонь злитка і валків кліті, необхідні та достатні для утримання валками тягнучої кліті маси частини злитка, розміщеної між кристалізатором і тягнучою кліттю та маси частини злитка, розміщеної за кліттю, і проштовхування злитка в тягнучу кліть у напрямку технологічного потоку без перевантаження електрообладнання і передчасного виходу його з ладу, що сприяє скороченню складової часу на позапланові зупинки обладнання для заміни вузлів, що вийшли зі строю, і усунення наслідків позаштатних ситуацій, а це збільшує час роботи механізмів по виробництву злитків, що сприяє підвищенню продуктивності пристрою безперервного лиття заготівок. Завдяки обладнанню пристрою безперервного лиття заготівок магістраллю низького тиску, і зв'язку пари гідроциліндрів, встановлених у безпосередній близькості від тягнучої кліті роликової секції, розміщеної перед тягнучою кліттю з магістраллю низького тиску стало можливим останньою парою циліндрів секції, розміщеної перед тягнучою кліттю, підводити ролики до злитка з контактним тиском у декілька атмосфер, достатнім для виміру товщини злитка, що виходить із зони вторинного охолодження і, який направляється у валки тягнучої кліті, і коректувати автоматичною системою керування технологічним процесом у відповідності з реально отриманою товщиною міжвалкові зазори тягнучої кліті за рахунок переміщення та фіксації циліндрами притиску рухливих валків у парах, що сприяє створенню умов контакту поверхонь злитка і валків тягнучої кліті з оптимальними зусиллями, величина яких забезпечує утримання маси стовпа злитка, розміщеного між кристалізатором і тягнучою кліттю і маси частини злитка, розміщеного за кліттю, і переміщення злитка у напрямку технологічного потоку, без виникнення позаштатних ситуацій, пов'язаних із зависанням злитка, що сприяє скороченню часу на усунення позаштатних ситуацій, збільшує час роботи пристрою і сприяє підвищенню продуктивності пристрою безперервного лиття заготівок. Виключення із зазначеної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Рішення, що заявляється, не відомо з рівня техніки, тому є новим. Рішення, що заявляється, промислово застосовано, тому що спосіб безперервного лиття заготівок і пристрій, у якому він реалізується, для фахівця наявним чином не випливає з рівня техніки. Рішення, що заявляється, промислово застосовано, тому що його технологічне і технічне виконання не викликає складностей, наприклад, в умо 7 вах ЗАТ «НКМЗ». З використанням рішення, що заявляється, виконаний робочий проект для машини безперервного лиття Новоліпецького металургійного комбінату. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано. Корисна модель пояснюється кресленнями, на яких зображене наступне: Фіг.1 - схема машини безперервного лиття заготівок для здійснення способу безперервного лиття, що заявляється; Фіг.2 - місце А на Фіг.1 Спосіб безперервного лиття заготівок, що заявляється, реалізується наступним чином. Перед початком розливання встановлюють ролики зони вторинного охолодження із розчином на завдану товщину злитка з урахуванням його конусності. З випускного отвору проміжного ковша рідкий метал надходить у кристалізатор, в який заведена головка затравки, що утворює тимчасове дно, а хвостова частина затравки розташована у валках тягнучої кліті. Після наповнення кристалізатора рідким металом починають витягання злитка із кристалізатора за допомогою затравки, яку приводять у рух валками тягнучої кліті. Під час проходження злитка по ливарному каналу секцій зони вторинного охолодження їхні ролики підтримують, обжимають і спрямовують злиток уздовж технологічної осі розливання. По мірі проходження головкою затравки пар валків відбувається їхнє послідовне притиснення до поверхні безупинно литого злитка із зусиллями, які забезпечують завдані зазори між парами валків, що дозволяє підтримувати і витягати безупинно - литий злиток. Під час цього при русі злитка в районі останньої секції перед тягнучою кліттю нижні ролики, переміщувані циліндрами, зчленованими з магістраллю низького тиску, підтискаються до поверхні злитка з невеликими зусиллями. Ролики, що контактують із поверхнею злитка з невеликими зусиллями, мають розчин, який відповідає реальній товщині злитка, а розчин роликів у свою чергу контролюють датчиками лінійних переміщень штоків кожного притискного циліндра. Отриману інформацію про фактичну товщину злитка в даному перетині передають в автоматичну систему керування технологічним процесом, яка дає команду на коректування міжвалкових зазорів тягнучої кліті. Валки тягнучої кліті встановлюють із зазорами, які залежать від реальної товщини злитка, що натрапляє у кліть. В результаті чого між поверхнями злитка і валками діють оптимальні зусилля притиску, які забезпечують гарантоване утримання і витягування злитка із пристрою. Це приводить до виключення перевантажень приводів валків і виключення позаштатних ситуацій, що скорочує витрати часу на позапланові простої, збільшує час роботи обладнання і підвищує продуктивність пристрою безперервного розливання заготівок. 52217 8 До складу пристрою безперервного лиття заготівок, на якому реалізується спосіб лиття, що заявляється, входять розміщені послідовно кристалізатор 1, під яким встановлені шість роликових секцій зони вторинного охолодження. Перша роликова секція 2, розташована під кристалізатором оснащена роликами, які встановлюють на ливарний розчин роликів до початку розливання і не змінюють його весь період розливання. Встановлені за нею секції роликові 3, 4, 5, 6, 7 виконані з можливістю зміни розчину роликів на завдану величину в процесі розливання. Кожна з роликових секцій 2, 3, 4, 5, 6, 7 виконана у вигляді двох рам, з'єднаних двома парами колон. У кожній рамі розміщені ролики 8. По осі кожної з колон секцій 3, 4, 5, 6, 7 встановлений гідроциліндр 9, з'єднаний з магістраллю робочого тиску 10, призначений для настроювання розчину роликів. Нижня пара гідроциліндрів 9, розміщених у безпосередній близькості від тягнучої кліті роликової секції 7 з'єднана з магістраллю низького тиску 11. За роликовою секцією 7 встановлена тягнуча кліть 12 із трьома парами валків 13. Валки 13 зчленовані з електроприводами обертання 14, один валок 13 з кожної пари, з'єднаний з гідроциліндром переміщення 15. Гідроциліндри 9 і 15 оснащені датчиками положення 16. Безперервне розливання на обладнанні, що заявляється, відбувається наступним чином. До початку розливання налагоджують роликову секцію 2 на завданий ливарний розчин і встановлюють під кристалізатором 1. А секції 3, 4, 5, 6, 7 налагоджують за допомогою гідроциліндрів 9 на завданий розчин їхніх роликів 8 з утворенням ливарного каналу завданих розмірів і замикають циліндри гідрозамками. Для чого подають робочу рідину через магістраль робочого тиску 10 у їхні гідроциліндри 9 секцій 3, 4, 5, 6, і верхню пару гідроциліндрів 9 секції 7, а в нижню пару гідроциліндрів 9 секції 7 подають робочу рідину з магістралі низького тиску 11. До початку розливання в кристалізатор 1 знизу за допомогою тягнучої кліті заводять і зупиняють затравку, головка якої утворює тимчасове дно, після чого починають розливання. З випускного отвору проміжного ковша рідкий метал надходить у кристалізатор 1, після наповнення кристалізатора 1 рідким металом починають витягування злитка (в обсяг захисту не входить, на кресленні показаний тонко) із кристалізатора за допомогою затравки, яку приводять у рух валками 13 тягнучої кліті 12. Злиток, що переміщається по ливарному каналу, підтримується і спрямовується роликами 8 секцій 2, 3, 4, 5, 6, 7, по мірі просування злитка від кристалізатора 1 товщина кірки злитка збільшується. При проходженні злитка по ливарному каналу у відповідності з технологічно завданими параметрами здійснюють режим «м'якого обтиснення» злитка в одній з роликових секцій 3-7 залежно від розміщення внутрішньої ділянки переходу рідкої фази у тверду від меніска металу у кристалізаторі 1. Для цього в циліндри 9 секції роликової, котрою здійснюють «м'яке обтиснення» з магістралі робочого тиску 10 подають робочий тиск і переміщають на завдану величину 9 52217 раму секції, змінюючи зазор між роликами 8 цієї секції. При виході ділянки злитка з останньої роликової секції 7 перед тягнучою кліттю 12 останні ролики 8, які переміщуються разом з рамою, до якої вони прикріплені, циліндрами 9, зчленованими з магістраллю низького тиску 11, підтискаються до поверхні злитка з мінімальними зусиллями, а їхній міжроликовий розчин, дорівнюючий фактичній товщині злитка, контролюється датчиками лінійного переміщення 16 штоків циліндрів 9. При цьому сигнал, що містить інформацію про фактичну товщину злитка, надходить із датчиків лінійних переміщень у систему автоматичного керування технологічним процесом. Відповідно до фактичної товщини злитка гідроциліндрами 15 переміщують валки 13 кліті 12 на завданий розчин, що забезпечує притиснення валків 13 до злитка з оптимальними зусиллями, що дозволяє уникнути перевантажень електроприводів 14 валків 13 і позаштатних ситуацій, пов'язаних із зупинкою обладнання. Це дозволяє скоротити час простоїв Комп’ютерна верстка Л.Литвиненко 10 обладнання для заміни вузлів, що вийшли з ладу, або усунення наслідків позаштатної ситуації, збільшити час роботи пристрою, що приводить до підвищення продуктивності пристрою безперервного розливання заготівок. Із усього вищевикладеного видно, що завдяки заміру реальної товщини злитка перед входом у тягнучу кліть за допомогою заявленого обладнання і встановленню міжвалкових зазорів тягнучої кліті відповідно до реально заміряної товщини злитка, стало можливим забезпечувати оптимальні зусилля притиску валків тягнучої кліті до злитка, достатніх для утримання частин злитка, одна з яких розташована між кристалізатором і кліттю, а друга - розміщена за тягнучою кліттю, і витягування у напрямку технологічного потоку без додаткових витрат часу на заміну вузлів електроприводів, які достроково вийшли з ладу, і усунення наслідків позаштатних ситуацій, що збільшує час роботи обладнання і підвищує продуктивність пристрою безперервного лиття заготівок. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous casting billets
Автори англійськоюPluhatar Viktor Semenovych, Pilhaiev Volodymyr Mykhailovych, Liubimov Mykhailo Yuvenaliovych, Volodko Ivan Leonidovych, Davydov Serhii Volodymyr, Ptukha Serhii Viktorovych, Tkachenko Oleksandr Stepanovych, Tsuprun Oleksii Yuriiovych
Назва патенту російськоюУстройство непрерывного литья заготовок
Автори російськоюПлугатар Виктор Семенович, Пильгаев Владимир Михайлович, Любимов Михаил Ювеналиевич, Володько Иван Леонидович, Давыдов Сергей Владимирович, Птуха Сергей Викторович, Ткаченко Александр Степанович, Цупрун Алексей Юрьевич
МПК / Мітки
МПК: B22D 11/128, B22D 11/00
Мітки: пристрій, лиття, заготівок, безперервного
Код посилання
<a href="https://ua.patents.su/5-52217-pristrijj-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Пристрій безперервного лиття заготівок</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Калашников Андрій Анатолійович, Вольвач Олександр Євгенійович, Смирнов Віктор Григорович, Попік Вадим Геннадійович, Титаренко Олександр Іванович
МПК: B22D 11/04
Мітки: заготівок, безперервного, лиття, машини, кристалізатор
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Тягнуча кліть машини безперервного лиття заготівок
Номер патенту: 28554
Опубліковано: 10.12.2007
Автори: Гаврильченко Євген Юрійович, Кочин Леонід Павлович, Гаврильченко Ольга Олександрівна, Плугатар Віктор Семенович, Євгиненко Ігор Олександрович, Титаренко Олександр Іванович
МПК: B22D 11/128, B22D 11/08
Мітки: лиття, кліть, заготівок, машини, безперервного, тягнуча
Формула / Реферат:
Тягнуча кліть машини безперервного лиття заготівок, що містить горизонтальні валки, розміщені в станинах, верхні частини яких зчленовані стяжкою, із прикріпленою до неї опорою із приводним штирем для затравки, розміщеним по осі тягнучої кліті в горизонтальній площині перпендикулярно осям валків, яка відрізняється тим, що вона обладнана демпфувальними елементами і додатковою опорою, прикріпленою до стяжки напроти опори із приводним штирем,...
Ділянка тягнучої кліті машини безперервного лиття заготівок
Номер патенту: 31829
Опубліковано: 25.04.2008
Автори: Гаврильченко Євген Юрійович, Євгиненко Ігор Олександрович, Левіна Валентина Іванівна, Титаренко Олександр Іванович, Гаврильченко Ольга Олександрівна, Плугатар Віктор Семенович
МПК: B22D 11/08, B22D 11/128
Мітки: заготівок, кліті, безперервного, машини, тягнучої, лиття, ділянка
Формула / Реферат:
Ділянка тягнучої кліті машини безперервного лиття заготівок, що включає затравку з головкою та тілом, на передній частині якого виконаний наскрізний трикутний паз із вершиною, оберненою до головки, горизонтальні валки, розміщені в станинах тягнучої кліті, верхні частини яких зчленовані стяжкою з наскрізним вікном, із прикріпленими по різні боки від нього опорою із приводним штирем для затравки, розміщеним у горизонтальній площині,...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Баначенков Володимир Геннадійович, Широкорад Сергій Іванович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович
МПК: B22D 11/08
Мітки: безперервного, лиття, заготівок, машини, формування, ділянка
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/16
Мітки: заготівок, лиття, спосіб, безперервного
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Попередній патент: Спосіб контролю якості діелектричних речовин
Наступний патент: Піднімально-поворотний стенд для сталерозливальних ковшів
Випадковий патент: Житньо-пшеничний хліб оздоровчого призначення