Спосіб виготовлення взуття клейового методу кріплення
Номер патенту: 56211
Опубліковано: 10.01.2011
Автори: Марущенко Олена Вікторівна, Олійникова Валентина Василівна, Гондарчук Парасковія Матвіївна

Формула / Реферат
1. Спосіб виготовлення взуття клейового методу кріплення, при якому наносять клей на затяжну кромку верху та підошву, сушать клейову плівку, активують її та склеюють верх взуття з підошвою, який відрізняється тим, що сушіння та активацію клейової плівки проводять надвисокочастотною (НВЧ) енергією.
2. Спосіб за п. 1, який відрізняється тим, що сушіння клейової плівки проводять при 20 % НВЧ енергії від потужності генератора, а її активацію до 100 % НВЧ енергії від потужності генератора.
3. Спосіб за п. 1, який відрізняється тим, що нанесення клею та сушіння клейової плівки проводять НВЧ енергією в дві стадії з використанням обдувки, при цьому перше нанесення клею та сушіння клейової плівки проводять при 20 % НВЧ енергії від потужності генератора протягом 5-Ю секунд, друге нанесення клею та сушіння клейової плівки - протягом 60 секунд при 20 % НВЧ енергії, а активацію клейової плівки проводять при 100 % НВЧ енергії протягом 45 секунд.
Текст
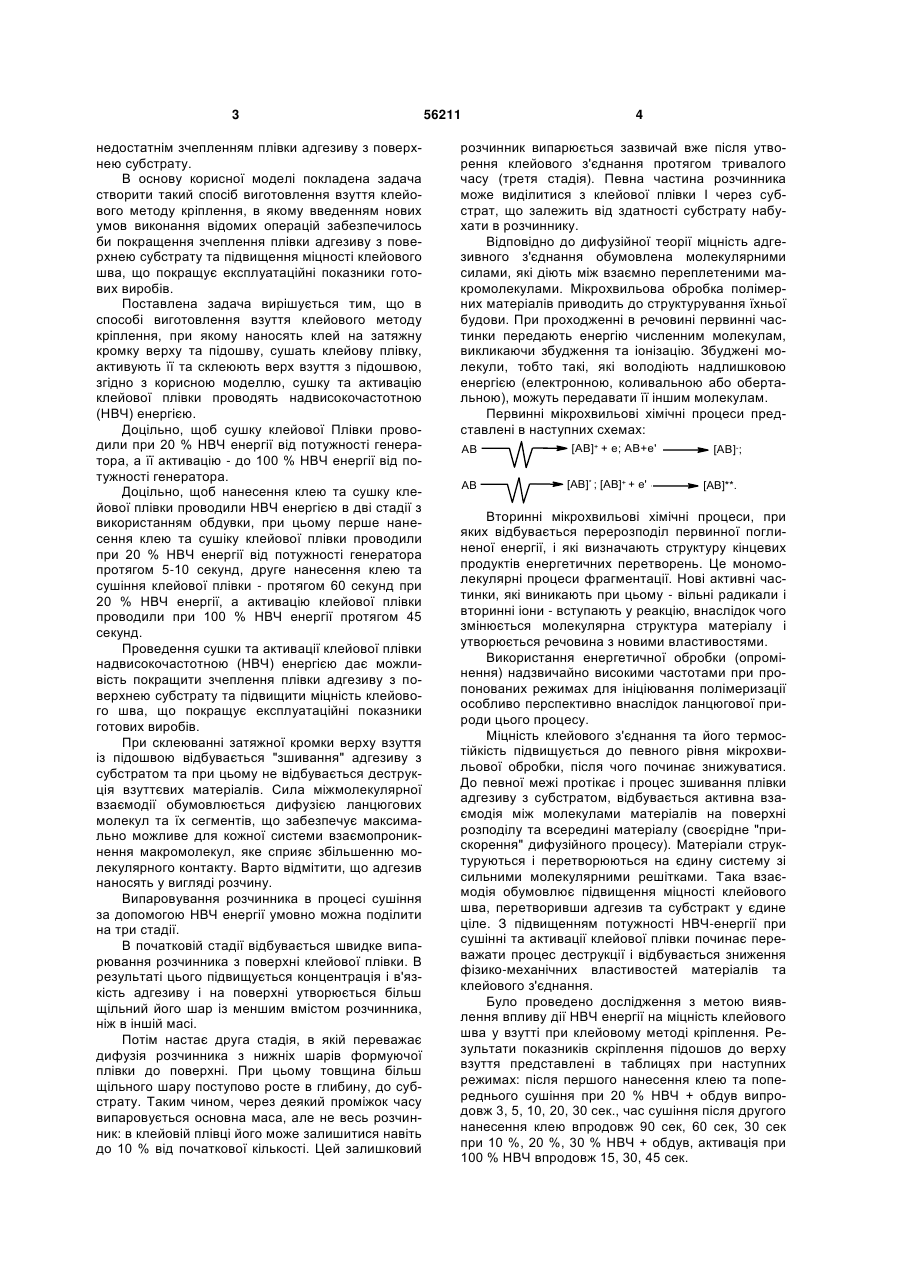
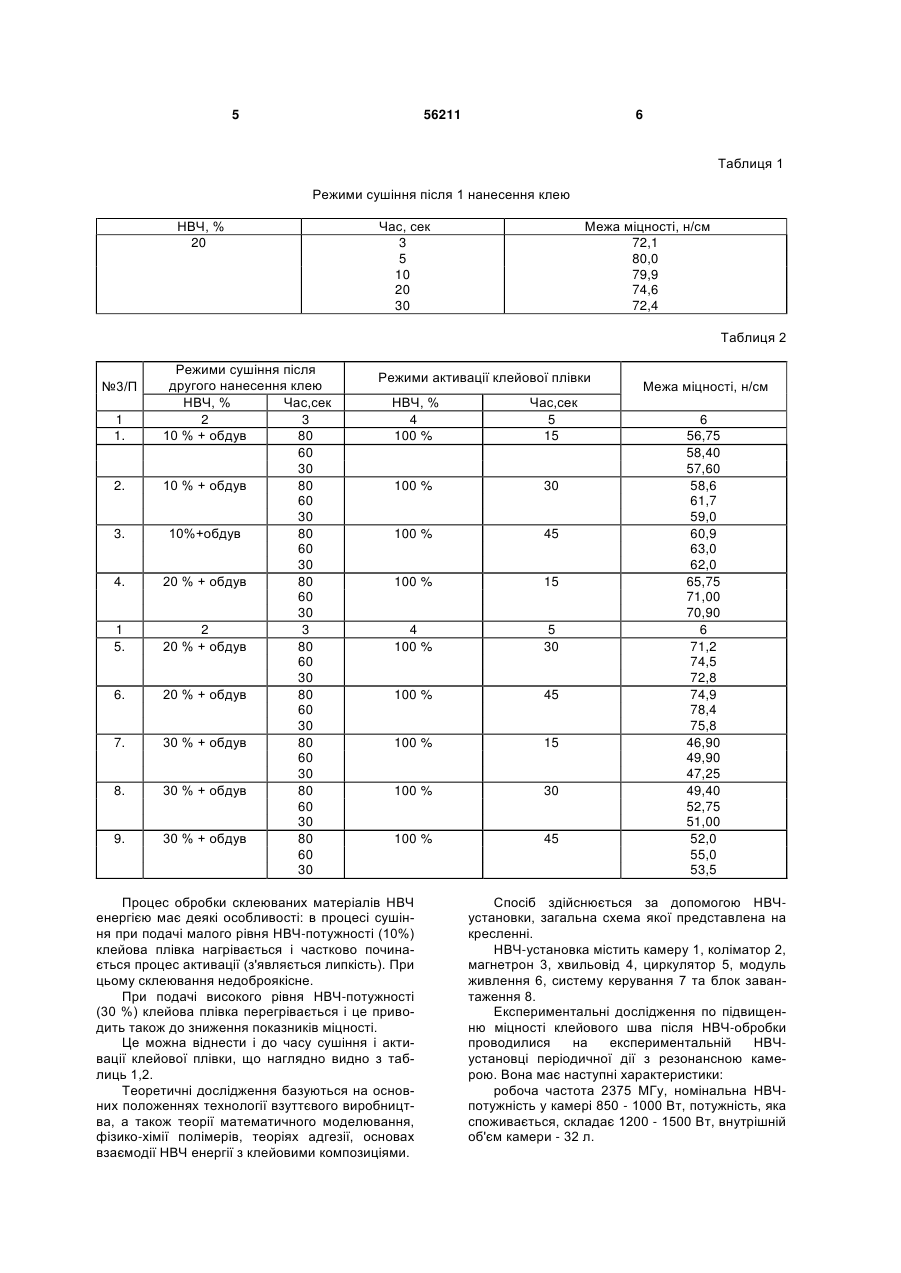
1. Спосіб виготовлення взуття клейового методу кріплення, при якому наносять клей на затяжну кромку верху та підошву, сушать клейову плівку, активують її та склеюють верх взуття з підошвою, який відрізняється тим, що сушіння та активацію клейової плівки проводять надвисокочастотною (НВЧ) енергією. 3 недостатнім зчепленням плівки адгезиву з поверхнею субстрату. В основу корисної моделі покладена задача створити такий спосіб виготовлення взуття клейового методу кріплення, в якому введенням нових умов виконання відомих операцій забезпечилось би покращення зчеплення плівки адгезиву з поверхнею субстрату та підвищення міцності клейового шва, що покращує експлуатаційні показники готових виробів. Поставлена задача вирішується тим, що в способі виготовлення взуття клейового методу кріплення, при якому наносять клей на затяжну кромку верху та підошву, сушать клейову плівку, активують її та склеюють верх взуття з підошвою, згідно з корисною моделлю, сушку та активацію клейової плівки проводять надвисокочастотною (НВЧ) енергією. Доцільно, щоб сушку клейової Плівки проводили при 20 % НВЧ енергії від потужності генератора, а її активацію - до 100 % НВЧ енергії від потужності генератора. Доцільно, щоб нанесення клею та сушку клейової плівки проводили НВЧ енергією в дві стадії з використанням обдувки, при цьому перше нанесення клею та сушіку клейової плівки проводили при 20 % НВЧ енергії від потужності генератора протягом 5-10 секунд, друге нанесення клею та сушіння клейової плівки - протягом 60 секунд при 20 % НВЧ енергії, а активацію клейової плівки проводили при 100 % НВЧ енергії протягом 45 секунд. Проведення сушки та активації клейової плівки надвисокочастотною (НВЧ) енергією дає можливість покращити зчеплення плівки адгезиву з поверхнею субстрату та підвищити міцність клейового шва, що покращує експлуатаційні показники готових виробів. При склеюванні затяжної кромки верху взуття із підошвою відбувається "зшивання" адгезиву з субстратом та при цьому не відбувається деструкція взуттєвих матеріалів. Сила міжмолекулярної взаємодії обумовлюється дифузією ланцюгових молекул та їх сегментів, що забезпечує максимально можливе для кожної системи взаємопроникнення макромолекул, яке сприяє збільшенню молекулярного контакту. Варто відмітити, що адгезив наносять у вигляді розчину. Випаровування розчинника в процесі сушіння за допомогою НВЧ енергії умовно можна поділити на три стадії. В початковій стадії відбувається швидке випарювання розчинника з поверхні клейової плівки. В результаті цього підвищується концентрація і в'язкість адгезиву і на поверхні утворюється більш щільний його шар із меншим вмістом розчинника, ніж в іншій масі. Потім настає друга стадія, в якій переважає дифузія розчинника з нижніх шарів формуючої плівки до поверхні. При цьому товщина більш щільного шару поступово росте в глибину, до субстрату. Таким чином, через деякий проміжок часу випаровується основна маса, але не весь розчинник: в клейовій плівці його може залишитися навіть до 10 % від початкової кількості. Цей залишковий 56211 4 розчинник випарюється зазвичай вже після утворення клейового з'єднання протягом тривалого часу (третя стадія). Певна частина розчинника може виділитися з клейової плівки І через субстрат, що залежить від здатності субстрату набухати в розчиннику. Відповідно до дифузійної теорії міцність адгезивного з'єднання обумовлена молекулярними силами, які діють між взаємно переплетеними макромолекулами. Мікрохвильова обробка полімерних матеріалів приводить до структурування їхньої будови. При проходженні в речовині первинні частинки передають енергію численним молекулам, викликаючи збудження та іонізацію. Збуджені молекули, тобто такі, які володіють надлишковою енергією (електронною, коливальною або обертальною), можуть передавати її іншим молекулам. Первинні мікрохвильові хімічні процеси представлені в наступних схемах: AB AB [AB]+ + e; AB+e' [AB]* ; [AB]+ + e' [AB]-; [AB]**. Вторинні мікрохвильові хімічні процеси, при яких відбувається перерозподіл первинної поглиненої енергії, і які визначають структуру кінцевих продуктів енергетичних перетворень. Це мономолекулярні процеси фрагментації. Нові активні частинки, які виникають при цьому - вільні радикали і вторинні іони - вступають у реакцію, внаслідок чого змінюється молекулярна структура матеріалу і утворюється речовина з новими властивостями. Використання енергетичної обробки (опромінення) надзвичайно високими частотами при пропонованих режимах для ініціювання полімеризації особливо перспективно внаслідок ланцюгової природи цього процесу. Міцність клейового з'єднання та його термостійкість підвищується до певного рівня мікрохвильової обробки, після чого починає знижуватися. До певної межі протікає і процес зшивання плівки адгезиву з субстратом, відбувається активна взаємодія між молекулами матеріалів на поверхні розподілу та всередині матеріалу (своєрідне "прискорення" дифузійного процесу). Матеріали структуруються і перетворюються на єдину систему зі сильними молекулярними решітками. Така взаємодія обумовлює підвищення міцності клейового шва, перетворивши адгезив та субстракт у єдине ціле. З підвищенням потужності НВЧ-енергії при сушінні та активації клейової плівки починає переважати процес деструкції і відбувається зниження фізико-механічних властивостей матеріалів та клейового з'єднання. Було проведено дослідження з метою виявлення впливу дії НВЧ енергії на міцність клейового шва у взутті при клейовому методі кріплення. Результати показників скріплення підошов до верху взуття представлені в таблицях при наступних режимах: після першого нанесення клею та попереднього сушіння при 20 % НВЧ + обдув випродовж 3, 5, 10, 20, 30 сек., час сушіння після другого нанесення клею впродовж 90 сек, 60 сек, 30 сек при 10 %, 20 %, 30 % НВЧ + обдув, активація при 100 % НВЧ впродовж 15, 30, 45 сек. 5 56211 6 Таблиця 1 Режими сушіння після 1 нанесення клею НВЧ, % 20 Час, сек 3 5 10 20 30 Межа міцності, н/см 72,1 80,0 79,9 74,6 72,4 Таблиця 2 №3/П 1 1. 2. 3. 4. 1 5. 6. 7. 8. 9. Режими сушіння після другого нанесення клею НВЧ, % Час,сек 2 3 10 % + обдув 80 60 30 10 % + обдув 80 60 30 10%+обдув 80 60 30 20 % + обдув 80 60 30 2 3 20 % + обдув 80 60 30 20 % + обдув 80 60 30 30 % + обдув 80 60 30 30 % + обдув 80 60 30 30 % + обдув 80 60 30 Режими активації клейової плівки НВЧ, % 4 100 % Час,сек 5 15 100 % 30 100 % 45 100 % 15 4 100 % 5 30 100 % 45 100 % 15 100 % 30 100 % 45 Процес обробки склеюваних матеріалів НВЧ енергією має деякі особливості: в процесі сушіння при подачі малого рівня НВЧ-потужності (10%) клейова плівка нагрівається і частково починається процес активації (з'являється липкість). При цьому склеювання недоброякісне. При подачі високого рівня НВЧ-потужності (30 %) клейова плівка перегрівається і це приводить також до зниження показників міцності. Це можна віднести і до часу сушіння і активації клейової плівки, що наглядно видно з таблиць 1,2. Теоретичні дослідження базуються на основних положеннях технології взуттєвого виробництва, а також теорії математичного моделювання, фізико-хімії полімерів, теоріях адгезії, основах взаємодії НВЧ енергії з клейовими композиціями. Межа міцності, н/см 6 56,75 58,40 57,60 58,6 61,7 59,0 60,9 63,0 62,0 65,75 71,00 70,90 6 71,2 74,5 72,8 74,9 78,4 75,8 46,90 49,90 47,25 49,40 52,75 51,00 52,0 55,0 53,5 Спосіб здійснюється за допомогою НВЧустановки, загальна схема якої представлена на кресленні. НВЧ-установка містить камеру 1, коліматор 2, магнетрон 3, хвильовід 4, циркулятор 5, модуль живлення 6, систему керування 7 та блок завантаження 8. Експериментальні дослідження по підвищенню міцності клейового шва після НВЧ-обробки проводилися на експериментальній НВЧустановці періодичної дії з резонансною камерою. Вона має наступні характеристики: робоча частота 2375 МГу, номінальна НВЧпотужність у камері 850 - 1000 Вт, потужність, яка споживається, складає 1200 - 1500 Вт, внутрішній об'єм камери - 32 л. 7 56211 Зменшення режимів обробки зразків сліду взуття і підошов НВЧ енергією здійснювалося шляхом встановлення різних рівнів потужності 8 НВЧ-установки, в % від максимального значення таблиці 3, 4. Таблиця 3 Різні потужності НВЧ-установки, в % № з/п 1. 2. 3. 4. 5. 6. Процент потужності від max, % 90-100 60-70 50 30-40 20 10 Потужність, Вт 850-1000 600 450 300 180 100 Таблиця 4 Перерахунок потужності 90 Вт 10 % 270 Вт 30 % 450 Вт 50 % 630 Вт 70 % Потужність, Вт/% 850 Вт 900 Вт 90 % 100 % Спосіб здійснюється наступним чином. На затяжну кромку заготовки і на підошву наносять клей 12 % концентрації та вставляють у камеру 1 через блок, завантаження 8, сушать клейову плівку на протязі 5-10 сек. За допомогою 20 % НВЧ енергії з обдув кою через циркулятор 5, включаючи систему керування 7. Потім вигружають та промазують вдруге клеєм 20-22 % концентрації і через блок завантаження 8 загружають взуття та підошву в камеру 1, включають через систему керування 7 циркулятор 5 та хвильовід 4 і сушать клейову плівку протягом 60 сек. при 20 % НВЧ енергії з обдувкою. Після другого сушіння, не виймаючи взуття, проводимо активацію клейової плівки, при цьому переключивши коліматор 2 за допомогою системи керування 7 протягом 45 сек. при 100 % НВЧ енергії. Результати досліджень довели, що міцність кріплення підошви до верху взуття підвищується із застосуванням пропонованого способу приблизно в три рази в порівнянні із способом, при якому клейовий шов не піддають НВЧ-підігріву. Значення міцності клейового з'єднання складає 79,9 н/см і 27 н/см відповідно. В цілому ряді випадків при визначенні міцності клейового шва характер руйнування шва був когезійним. Це пояснюється появою додаткових поперечних молекулярних зв'язків і зшиванням клейового шару матеріалами взуття. В результаті утворилася просторова сітка між клейовим прошарком, поліуретановою підошвою та шкірою для верху взуття, яка забезпечила підвищену міцність клейового шва. Приклад конкретної реалізації пропонованого способу. 950 Вт 110 % 1130 Вт 130 % 1310 Вт 150 % Виготовляли взуття клейовим методом: скріплення заздалегідь виготовленої підошви та верху взуття між собою за допомогою поліуретанового клею. Сушіння та активацію клейової плівки здійснювали з використанням НВЧ енергії: після першого нанесення клею та попереднього сушіння впродовж 5-10 секунд при 20 % потужності НВЧ-генератора та використання обдуву (замість 20 хвилин при температурі (20 2) °С (згідно діючої технології); після другого нанесення клею здійснювали сушіння клейової плівки 60 секунд при 20 % потужності НВЧ-генератора та використання обдуву (замість 40-60 хвилин при температурі (20±2) °С згідно діючої технології, час активації клейової плівки при 100 % потужності НВЧгенератора (максимальна потужність генератора 900 вт) впродовж 45 секунд (замість 60-90 секунд при температурі 100-110 °С, згідно діючої технології). Після цього здійснювали приклеювання підошв до верху взуття і вистоювання на стелажах близько 30 хвилин. Готове взуття знімали з колодок і проводили наступні операції згідно технологічного регламенту. Надвисокочастотний (НВЧ) метод нагріву дозволяє здійснювати вибіркове нагрівання клейового шва, так як склеюванню підлягають зазвичай сухий матеріал, який володіє в порівнянні з клеєм малим фактором втрат. Розположення клейового шва вздовж силових ліній електричного поля забезпечує виділення тепла переважно в клейовому шві, що дає можливість знизити витрату енергії. Крім того, для нагрівання не потрібно контакту між елементом, який склеюється і електродами. 9 Комп’ютерна верстка В. Мацело 56211 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making footwear of glue fixing method
Автори англійськоюOliinykova Valentyna Vasylivna, Maruschenko Olena Viktorivna, Hondarchuk Paraskovia Matviivna
Назва патенту російськоюСпособ изготовления обуви клеевого метода крепления
Автори російськоюОлейникова Валентина Васильевна, Марущенко Елена Викторовна, Гондарчук Прасковья Матвеевна
МПК / Мітки
МПК: A43B 13/32
Мітки: кріплення, спосіб, клейового, методу, виготовлення, взуття
Код посилання
<a href="https://ua.patents.su/5-56211-sposib-vigotovlennya-vzuttya-klejjovogo-metodu-kriplennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення взуття клейового методу кріплення</a>
Спосіб виготовлення шкір для верху взуття різних методів кріплення
Номер патенту: 66016
Опубліковано: 15.04.2004
Автори: Романь Олександра Степанівна, Мерхальова Вероніка Сергіївна, Кернер Сергій Моісейович, Горбачов Анатолій Андрійович, Аверкова Валентина Іванівна
МПК: C14C 3/00
Мітки: різних, шкір, спосіб, кріплення, виготовлення, верху, взуття, методів
Формула / Реферат:
Спосіб виготовлення шкір для верху взуття різних методів кріплення включає нейтралізацію, фарбування, жирування - наповнення синтанами, додублювання сполуками хрому, який відрізняється тим, що жирування напівфабрикату проводять в присутності карбаміду та гексаметилентетраміну протягом 60 хв., витрати становлять: жирувальних речовин - 6,0-8,0 %, карбаміду - 0,8-2,0 %, гексаметилентетраміну - 1,0-2,6 % від маси струганого напівфабрикату,...
Спосіб виготовлення взуття
Номер патенту: 32141
Опубліковано: 12.05.2008
Автор: Балабанова Ольга Ігорівна
МПК: A43B 9/00, C09J 1/00, A43B 13/00, A43D 86/00, C09J 5/02
Мітки: взуття, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення взуття, що включає збирання взуття шляхом скріплення підошви та верху взуття між собою за допомогою клею з отриманням клейового шва, вистоювання готового взуття та зняття його з колодок, який відрізняється тим, що клейовий шов піддають опроміненню прискореними електронами при таких режимах: енергія електронів - 1,8-2,0 МеВ, поглинена доза - 10-20 Мрад.2. Спосіб за п. 1, який відрізняється тим, що опромінення...
Спосіб одержання клейового з’єднання
Номер патенту: 36992
Опубліковано: 16.04.2001
Автори: Тривайло Михайло Семенович, Мохамед Хусейн Мустафа Аль Фрихат, Зенкін Анатолій Семенович, Стаднік Наталія Володимирівна
МПК: F16B 11/00
Мітки: одержання, спосіб, клейового, з'єднання
Текст:
...так як-ширина стиску деталей В зменшується до ширини торців сітки 6 - Вх . Спосіб одержання клейового з'єднання здійснюється так. Поверхні 1,2 деталей 3 і 4 підготовлюють до склеювання, наносять клей 5 на поверхню однієї з деталей, наприклад, на поверхню 1 деталі 3, на тій же поверхні розташовують в центрі металеву сітку 6, накладають в необхідному положенні деталь 3 на деталь 4 і стискають їх між собою до моменту отвердіння клею. При...
Спосіб виготовлення взуття з литтєвою підошвою
Номер патенту: 25271
Опубліковано: 30.10.1998
Автор: Зарецький Валерій Ігорович
МПК: A43D 35/00
Мітки: спосіб, взуття, литтєвою, виготовлення, підошвою
Формула / Реферат:
1. Спосіб виготовлення взуття з литтєвою підошвою, при якому виконують отвори по периметру затяжного пруга заготовки верху, затягують заготовку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою, який...
Клей-розплав для виготовлення взуття
Номер патенту: 45005
Опубліковано: 26.10.2009
Автори: Іванішена Тетьяна Володимирівна, Параска Георгій Борисович, Мандзюк Ігор Андрійович, Пахаренко Валерій Олександрович
МПК: C09J 103/00
Мітки: взуття, клей-розплав, виготовлення
Формула / Реферат:
1. Клей-розплав для виготовлення взуття, що містить полімерну основу, модифікатор і наповнювач, який відрізняється тим, що як полімерну основу використовують рециклат, отриманий алкоголізом відходів поліетилентерефталату під дією гліцерину у присутності каталізатору за температури 230 °С з в'язкістю від 1 до 5 Па.с.2. Клей-розплав за п. 1, який відрізняється тим, що як модифікуючий агент використовують талову...
Попередній патент: Ніж-глибоподрібнювач ґрунтообробної фрези
Наступний патент: Спосіб визначення довжини електричної лінії передачі до місця пошкодження
Випадковий патент: Безперервний спосіб та пристрій для сушіння гарячих водних суспензій простих ефірів целюлози