Спосіб безконтактного, дистанційного визначення лінійних розмірів та пристрій для його реалізації
Номер патенту: 56400
Опубліковано: 15.05.2003
Автори: Доренський Володимир Миколайович, Ощепков Анатолій Миколайович, Коваленко Валерій Володимирович
Формула / Реферат
1. Спосіб безконтактного, дистанційного визначення лінійних розмірів, що включає калібровку вимірювального каналу та візування оптико-електронними перетворювачами країв об'єкту визначення розмірів, який відрізняється тим, що з метою підвищення надійності та точності визначення розмірів, а також підвищення надійності експлуатації у кожному циклі визначення розмірів одночас з візуванням об'єкту виконують візування калібрувальних реперів після чого послідовно проводять калібрування вимірювального тракту та визначення розмірів.
2. Спосіб за п. 1, який відрізняється тим, що візування об'єкту визначення розмірів та калібрувальних реперів виконують за їх зображенням у дзеркальній поверхні.
3. Пристрій для реалізації способу безконтактного, дистанційного визначення лінійних розмірів до складу якого входять електронно-оптичний блок з двома оптико-електронними перетворювачами, що підключені до пристрою обчислювального, та два калібрувальних репери, які розташовані на фіксованій відстані один від одного, який відрізняється тим, що калібрувальні репери розташовані з обох боків об'єкту вимірювання розмірів, а електронно-оптичний блок розташований збоку від нього.
4. Пристрій за п. 3, який відрізняється тим, що до нього додано дзеркальну поверхню, яка розташована між оптико-електронними перетворювачами та об'єктом вимірювання розмірів з реперами, при цьому поле зору чутливих елементів оптико-електронних перетворювачів зорієнтовано на зображення об’єкту вимірювання розмірів та реперів у дзеркальній поверхні.
Текст
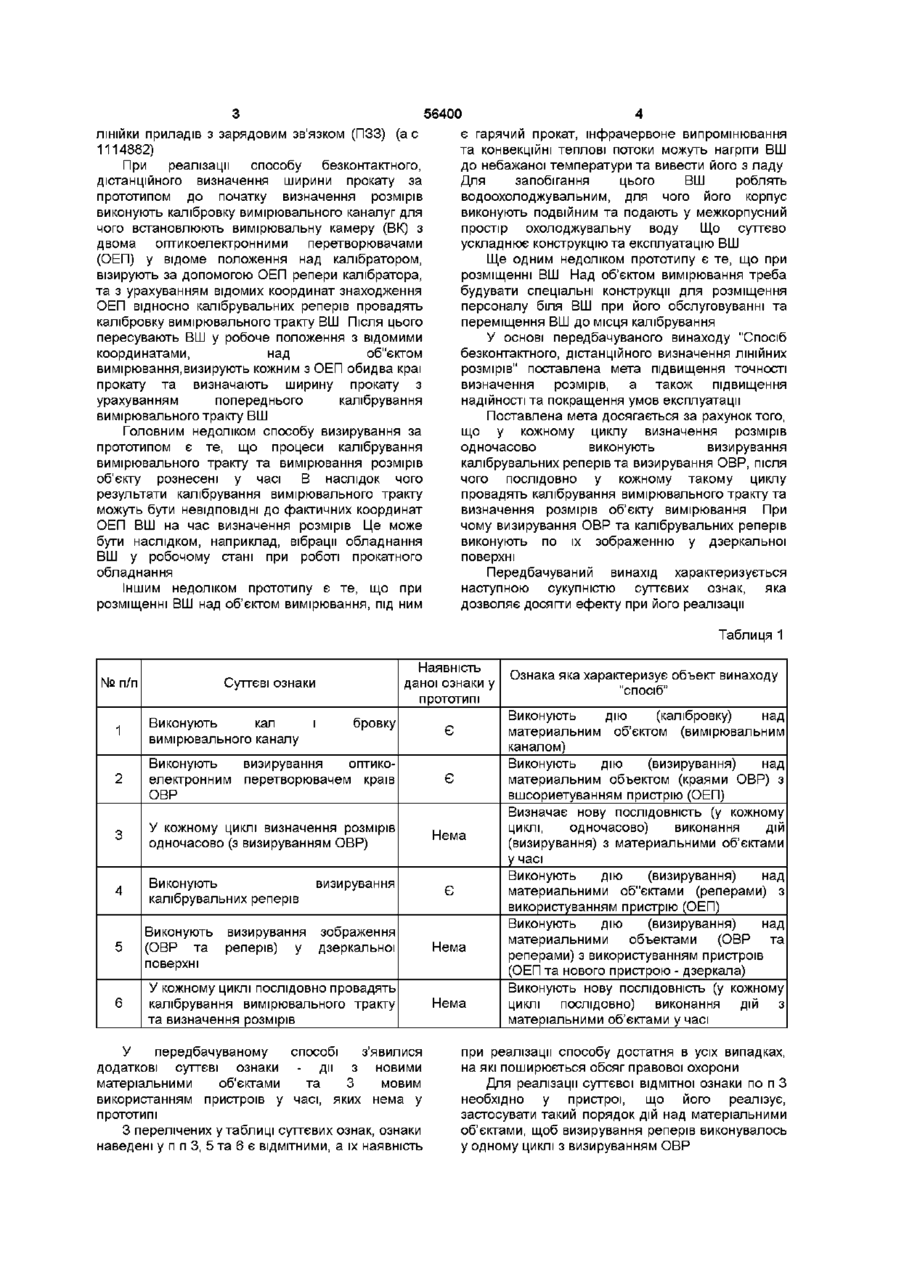
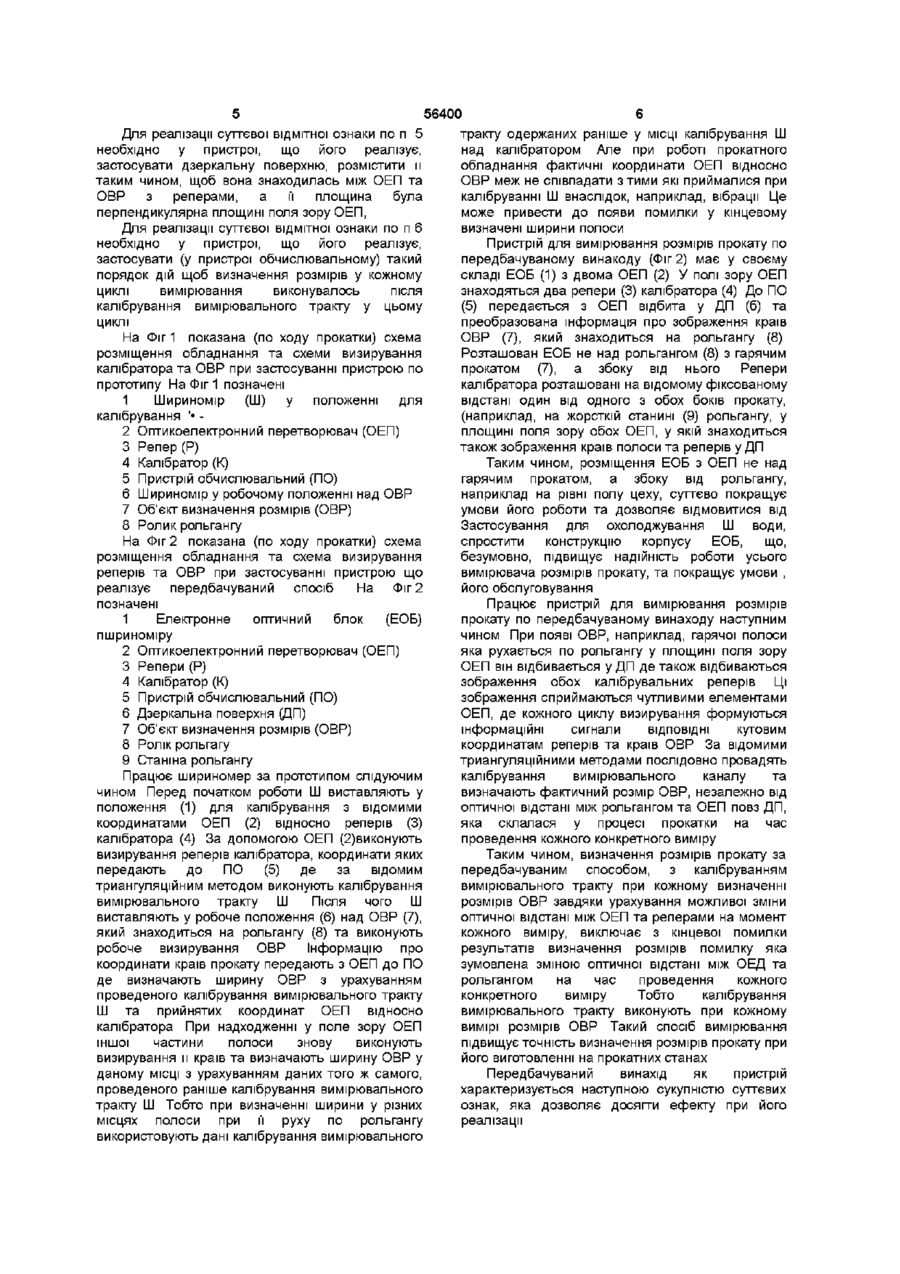
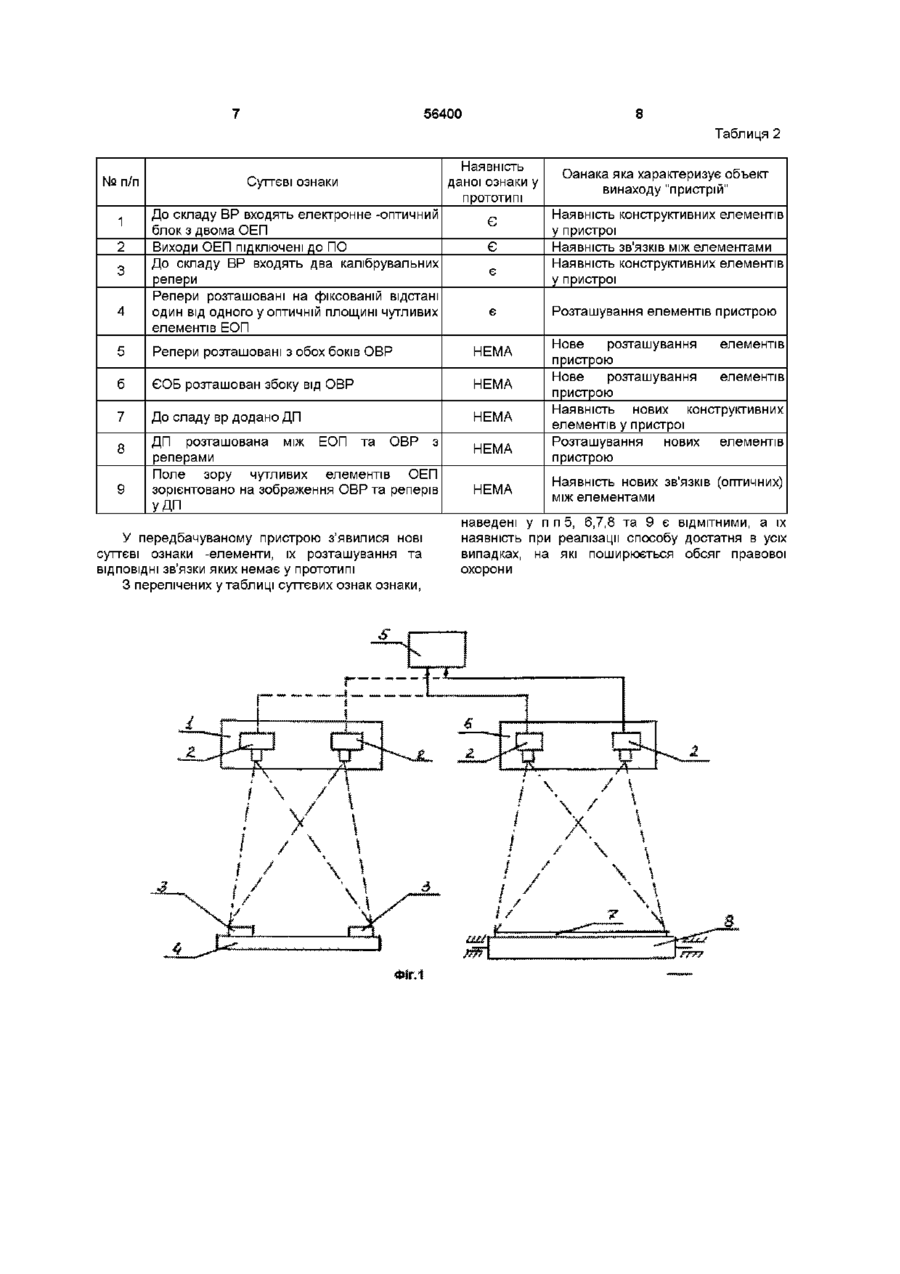
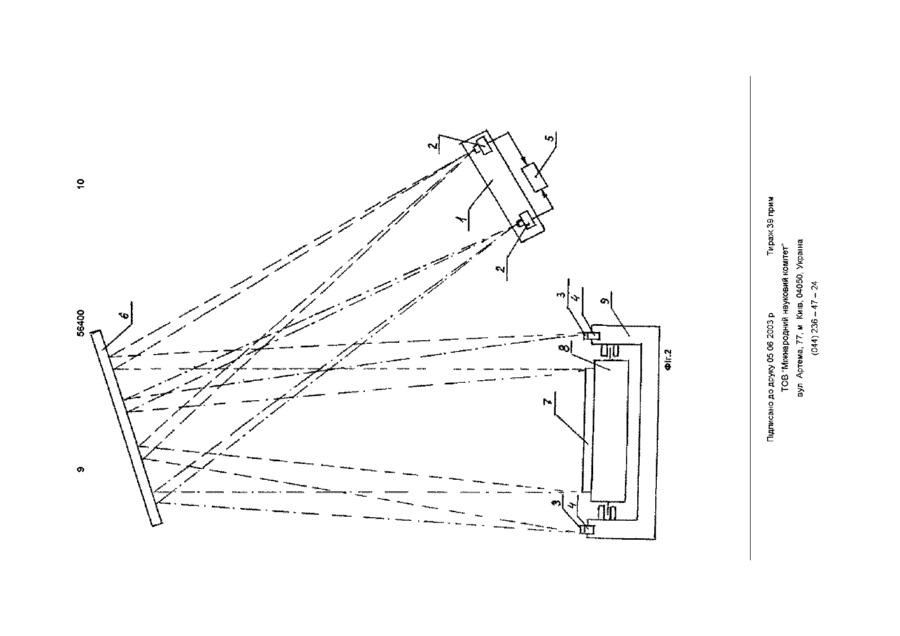
1 Спосіб безконтактного, дістанційного визначення ЛІНІЙНИХ розмірів, що включає до себе калібровку вимірювального каналу та визирування оптико-електронним перетворювачами країв об'єкту визначення розмірів, який відрізняється тим, що з метою підвищення надійності та точності визначення розмірів, а також підвищення надійності експлуатації, у кожному циклі визначення розмірів одночасово з визируванням об'єкту виконують визирування калібрувальних реперів після чого послідовно провадять калібрування вимірювального тракту та визначення розмірів 2 Спосіб за п 1, який відрізняється тим, що визирування об'єкту визначення розмірів та калібрувальних реперів виконують по їх зображенню у дзеркальної поверхні 3 Пристрій для реалізації способу безконтактного, дістанційного визначення ЛІНІЙНИХ розмірів до складу якого входять електронно-оптичний блок з двома оптикоелектронними перетворювачами, що підключені до пристрою обчислювального, та два калібрувальних репері які розташовані на фіксованій відстані один від одного, який відрізняється тим, що калібрувальні репери розташовані з обох боків об'єкту вимірювання розмірів, а електронно-оптичний блок розташований збоку від нього 4 Пристрій, за п 3, який відрізняється тим, що до нього додано дзеркальну поверхню яка розташована між оптикоелектронними перетворювачами та об'єктом вимірювання розмірів з реперами, при цьому поле зору чутливих елементів оптикоелектронних перетворювачів зорієнтовано на зображення об'єкту вимірювання розмірів та реперів у дзеркальної поверхні О о Передбачуваний винахід стосується способів та засобів вимірювання розмірів прокату при його виготовленні на підприємствах металургії Відомими Є різні способи автоматичного вимірювання розмірів прокату, а також пристрої та системи, які реалізують ці способи Наприклад, патент Німеччини "Пристрій розмічування для поперечного розпилювання на мірні відрізки нескінченно довгих заготовок" (див РЖ ИСМ 8213-94, стор 1), патент Канади "Пристрій для розмічування при різанні металу" (див РЖ ИСМ 82-13-93,стор 84), патент Японії "Пристрій для визначення довжини нарізаємого матеріалу" (див РЖ ИСМ 82-07-92, стор 93), "Спосіб вимірювання довжини виробів, що пересуваються у подовжньому напрямку" (див РЖ ИСМ 82-21-91, стор 23), "Спосіб попереднього обчислювання довжини у ЛІНІЯХ безперервного вальцювання" (див РЖ ИСМ 82-04-91, стор 2), "Спосіб визначення параметрів розкатів при гарячому вальцюванні" (див, РЖ ИСМ 82-21-91, стор 31) З відомих найбільш близьким за технічною суттю є спосіб для визначення ширини прокату який реалізован у вимірювачі ширини (ВШ) прокату на Макіївському металургійному комбінаті (див Мерзляков В С , Родионов В А Измеритель ширины горячей полосы для стана 300 Макеевского меткомината в сб «Создание и исследование систем автоматизации и контроля для повышения производительности и качества проката и труб» под ред Дружинина Н Н , -М ВНИИМЕТМАШ, 1985г с 72-73) У данному ВШ в якості двох чутливих елементів (ЧЕ) застосовані ВІДОМІ конструкції оптикоелектронних перетворювачів (ОЕП), у яких за первинні фотоприймачі використовують указані вище (О ю ЛІНІЙКИ приладів з зарядовим зв'язком (ПЗЗ) (а с 1114882) При реалізації способу безконтактного, дістанційного визначення ширини прокату за прототипом до початку визначення розмірів виконують калібровку вимірювального каналуг для чого встановлюють вимірювальну камеру (ВК) з двома оптикоелектронними перетворювачами (ОЕП) у відоме положення над калібратором, візирують за допомогою ОЕП репери калібратора, та з урахуванням відомих координат знаходження ОЕП відносно калібрувальних реперів провадять калібровку вимірювального тракту ВШ Після цього пересувають ВШ у робоче положення з відомими координатами, над об"єктом вимірювання,визирують кожним з ОЕП обидва краї прокату та визначають ширину прокату з урахуванням попереднього калібрування вимірювального тракту ВШ Головним недоліком способу визирування за прототипом є те, що процеси калібрування вимірювального тракту та вимірювання розмірів об'єкту рознесені у часі В наслідок чого результати калібрування вимірювального тракту можуть бути невідповідні до фактичних координат ОЕП ВШ на час визначення розмірів Це може бути наслідком, наприклад, вібрації обладнання ВШ у робочому стані при роботі прокатного обладнання Іншим недоліком прототипу є те, що при розміщенні ВШ над об'єктом вимірювання, під ним 56400 є гарячий прокат, інфрачервоне випромінювання та конвекційні теплові потоки можуть нагріти ВШ до небажаної температури та вивести його з ладу Для запобігання цього ВШ роблять водоохолоджувальним, для чого його корпус виконують подвійним та подають у межкорпусний простір охолоджувальну воду Що суттєво ускладнює конструкцію та експлуатацію ВШ Ще одним недоліком прототипу є те, що при розміщенні ВШ Над об'єктом вимірювання треба будувати спеціальні конструкції для розміщення персоналу біля ВШ при його обслуговуванні та переміщення ВШ до місця калібрування У основі передбачуваного винаходу "Спосіб безконтактного, дістанційного визначення ЛІНІЙНИХ розмірів" поставлена мета підвищення точності визначення розмірів, а також підвищення надійності та покращення умов експлуатації Поставлена мета досягається за рахунок того, що у кожному циклу визначення розмірів одночасово виконують визирування калібрувальних реперів та визирування ОВР, після чого послідовно у кожному такому циклу провадять калібрування вимірювального тракту та визначення розмірів об'єкту вимірювання При чому визирування ОВР та калібрувальних реперів виконують по їх зображенню у дзеркальної поверхні Передбачуваний винахід характеризується наступною сукупністю суттєвих ознак, яка дозволяє досягти ефекту при його реалізації Таблиця 1 № п/п Наявність даної ознаки у прототипі Суттєві ознаки 1 Виконують кал вимірювального каналу 2 Виконують визирування оптикоелектронним перетворювачем країв ОВР Є 3 У кожному циклі визначення розмірів одночасово (з визируванням ОВР) Нема 4 Виконують калібрувальних реперів визирування реперів) у і бровку визирування 5 Виконують (ОВР та поверхні зображення дзеркальної 6 У кожному циклі послідовно провадять калібрування вимірювального тракту та визначення розмірів У передбачуваному способі з'явилися додаткові суттєві ознаки - дії з новими матеріальними об'єктами та 3 мовим використанням пристроїв у часі, яких нема у прототипі З перелічених у таблиці суттєвих ознак, ознаки наведені у п п 3, 5 та 6 є ВІДМІТНИМИ, а їх наявність Є Є Нема Нема Ознака яка характеризує объект винаходу "спосіб" Виконують дію (калібровку) над материал ьним об'єктом (вимірювальним каналом) Виконують дію (визирування) над материальним объектом (краями ОВР) з вшсориетуванням пристрію (ОЕП) Визначає нову ПОСЛІДОВНІСТЬ (у кожному циклі, одночасово) виконання дій (визирування) з материальними об'єктами у часі Виконують дію (визирування) над материальними об'єктами (реперами) з використуванням пристрію (ОЕП) Виконують дію (визирування) над материальними объектами (ОВР та реперами) з використуванням пристроїв (ОЕП та нового пристрою - дзеркала) Виконують нову ПОСЛІДОВНІСТЬ (у кожному циклі послідовно) виконання дій з матеріальними об'єктами у часі при реалізації способу достатня в усіх випадках, на які поширюється обсяг правової охорони Для реалізації суттєвої відмітної ознаки по п З необхідно у пристрої, що його реалізує, застосувати такий порядок дій над матеріальними об'єктами, щоб визирування реперів виконувалось у одному циклі з визируванням ОВР 56400 Для реалізації суттєвої відмітної ознаки по п 5 тракту одержаних раніше у МІСЦІ калібрування Ш необхідно у пристрої, що його реалізує, над калібратором Але при роботі прокатного застосувати дзеркальну поверхню, розмістити и обладнання фактичні координати ОЕП відносно таким чином, щоб вона знаходилась між ОЕП та ОВР меж не співпадати з тими які приймалися при ОВР з реперами, а її площина була калібруванні Ш внаслідок, наприклад, вібрації Це перпендикулярна площині поля зору ОЕП, може привести до появи помилки у кінцевому визначені ширини полоси Для реалізації суттєвої відмітної ознаки по п 6 необхідно у пристрої, що його реалізує, Пристрій для вимірювання розмірів прокату по застосувати (у пристрої обчислювальному) такий передбачуваному винакоду (Фіг 2) має у своєму порядок дій щоб визначення розмірів у кожному складі ЕОБ (1) з двома ОЕП (2) У полі зору ОЕП циклі вимірювання виконувалось після знаходяться два репери (3) калібратора (4) До ПО калібрування вимірювального тракту у цьому (5) передається з ОЕП відбита у ДП (б) та циклі преобразована інформація про зображення країв ОВР (7), який знаходиться на рольгангу (8) На Фіг 1 показана (по ходу прокатки) схема Розташован ЕОБ не над рольгангом (8) з гарячим розміщення обладнання та схеми визирування прокатом (7), а збоку від нього Репери калібратора та ОВР при застосуванні пристрою по калібратора розташовані на відомому фіксованому прототипу На Фіг 1 позначені відстані один від одного з обох боків прокату, 1 Шириномір (Ш) у положенні для (наприклад, на жорсткій станині (9) рольгангу, у калібрування '• площині поля зору обох ОЕП, у якій знаходиться 2 Оптикоелектронний перетворювач (ОЕП) також зображення країв полоси та реперів у ДП 3 Репер (Р) 4 Калібратор (К) Таким чином, розміщення ЕОБ з ОЕП не над гарячим прокатом, а збоку від рольгангу, 5 Пристрій обчислювальний (ПО) наприклад на рівні полу цеху, суттєво покращує 6 Шириномір у робочому положенні над ОВР умови його роботи та дозволяє відмовитися від 7 Об'єкт визначення розмірів (ОВР) Застосування для охолоджування Ш води, 8 Ролик рольгангу спростити конструкцію корпусу ЕОБ, що, На Фіг 2 показана (по ходу прокатки) схема безумовно, підвищує надійність роботи усього розміщення обладнання та схема визирування вимірювача розмірів прокату, та покращує умови , реперів та ОВР при застосуванні пристрою що його обслуговування реалізує передбачуваний спосіб На Фіг 2 позначені Працює пристрій для вимірювання розмірів 1 Електронне оптичний блок (ЕОБ) прокату по передбачуваному винаходу наступним пшриноміру чином При появі ОВР, наприклад, гарячої полоси яка рухається по рольгангу у площині поля зору 2 Оптикоелектронний перетворювач (ОЕП) ОЕП він відбивається у ДП де також відбиваються 3 Репери (Р) зображення обох калібрувальних реперів Ці 4 Калібратор (К) зображення сприймаються чутливими елементами 5 Пристрій обчислювальний (ПО) ОЕП, де кожного циклу визирування формуються 6 Дзеркальна поверхня (ДП) інформаційні сигнали ВІДПОВІДНІ кутовим 7 Об'єкт визначення розмірів (ОВР) координатам реперів та країв ОВР За відомими 8 Ролік рольгагу триангуляційними методами послідовно провадять 9 Станіна рольгангу калібрування вимірювального каналу та Працює шириномер за прототипом слідуючим визначають фактичний розмір ОВР, незалежно від чином Перед початком роботи Ш виставляють у оптичної відстані між рольгангом та ОЕП повз ДП, положення (1) для калібрування з відомими яка склалася у процесі прокатки на час координатами ОЕП (2) відносно реперів (3) проведення кожного конкретного виміру калібратора (4) За допомогою ОЕП (2)виконують визирування реперів калібратора, координати яких Таким чином, визначення розмірів прокату за передають до ПО (5) де за відомим передбачуваним способом, з калібруванням триангуляційним методом виконують калібрування вимірювального тракту при кожному визначенні вимірювального тракту Ш Після чого Ш розмірів ОВР завдяки урахування можливої зміни виставляють у робоче положення (6) над ОВР (7), оптичної відстані між ОЕП та реперами на момент який знаходиться на рольгангу (8) та виконують кожного виміру, виключає з кінцевої помилки робоче визирування ОВР Інформацію про результатів визначення розмірів помилку яка координати країв прокату передають з ОЕП до ПО зумовлена зміною оптичної відстані між ОЕД та де визначають ширину ОВР з урахуванням рольгангом на час проведення кожного проведеного калібрування вимірювального тракту конкретного виміру Тобто калібрування Ш та прийнятих координат ОЕП відносно вимірювального тракту виконують при кожному калібратора При надходженні у поле зору ОЕП вимірі розмірів ОВР Такий спосіб вимірювання іншої частини полоси знову виконують підвищує точність визначення розмірів прокату при визирування и країв та визначають ширину ОВР у його виготовленні на прокатних станах даному МІСЦІ з урахуванням даних того ж самого, Передбачуваний винахід як пристрій проведеного раніше калібрування вимірювального характеризується наступною сукупністю суттєвих тракту Ш Тобто при визначенні ширини у різних ознак, яка дозволяє досягти ефекту при його місцях полоси при її руху по рольгангу реалізації використовують дані калібрування вимірювального 56400 Таблиця 2 № п/п 1 2 3 4 Суттєві ознаки До складу ВР входять електронне -оптичний блок з двома ОЕП Виходи ОЕП підключені до ПО До складу ВР входять два калібрувальних репери Репери розташовані на фіксованій відстані один від одного у оптичній площині чутливих елементів ЕОП Наявність даної ознаки у прототипі Є Є є є 5 Репери розташовані з обох боків ОВР НЕМА б ЄОБ розташован збоку від ОВР НЕМА 7 До сладу вр додано ДП НЕМА 8 9 ДП розташована між ЕОП та ОВР з реперами Поле зору чутливих елементів ОЕП зорієнтовано на зображення ОВР та реперів УДП У передбачуваному пристрою з'явилися нові суттєві ознаки -елементи, їх розташування та ВІДПОВІДНІ зв'язки яких немає у прототипі З перелічених у таблиці суттєвих ознак ознаки, НЕМА НЕМА Ознака яка характеризує объект винаходу "пристрій" Наявність конструктивних елементів у пристрої Наявність зв'язків МІЖ елементами Наявність конструктивних елементів у пристрої Розташування елементів пристрою Нове розташування елементів пристрою Нове розташування елементів пристрою Наявність нових конструктивних елементів у пристрої Розташування нових елементів пристрою Наявність нових зв'язків (оптичних) між елементами наведені у п п 5, 6,7,8 та 9 є ВІДМІТНИМИ, а їх наявність при реалізації способу достатня в усіх випадках, на які поширюється обсяг правової охорони
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contactless distant determination of linear dimensions of an object and the device for realization of the method
Автори англійськоюDorenskyi Volodymyr Mykolaiovych, Kovalenko Valerii Volodymyrovych, Oschepkov Anatolii Mykolaiovych
Назва патенту російськоюСпособ бесконтактного дистанционного определения линейных размеров объекта и устройство для его осуществления
Автори російськоюДоренский Владимир Николаевич, Коваленко Валерий Владимирович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: G01B 11/26, G01B 11/00
Мітки: дистанційного, визначення, пристрій, реалізації, лінійних, розмірів, спосіб, безконтактного
Код посилання
<a href="https://ua.patents.su/5-56400-sposib-bezkontaktnogo-distancijjnogo-viznachennya-linijjnikh-rozmiriv-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб безконтактного, дистанційного визначення лінійних розмірів та пристрій для його реалізації</a>
Спосіб безконтактного визначення струмів у підземних трубопроводах і пристрій для його реалізації
Номер патенту: 28731
Опубліковано: 16.10.2000
Автори: Стрілецький Юрій Йосипович, Кисіль Ігор Степанович
МПК: G01R 19/00, G01R 19/145, G01R 29/08
Мітки: трубопроводах, струмів, пристрій, реалізації, безконтактного, спосіб, визначення, підземних
Формула / Реферат:
1. Спосіб безконтактного визначення струмів у підземних трубопроводах, що включає вимірювання системою антен напруженості змінного електромагнітного поля, яке виникає внаслідок проходження струму по трубопроводу, який відрізняється тим, що вимірювання здійснюють за допомогою чотирьох приймальних антен, а визначення струму в трубопроводі проводять шляхом розв'язку такої системи рівнянь
Спосіб непрямого визначення лінійних розмірів аорти, наприклад черевної
Номер патенту: 55800
Опубліковано: 15.04.2003
Автор: Калашнікова Юлія Валентинівна
МПК: A61B 5/103, G01N 21/79, G01N 33/52, A61B 5/107, G01N 21/27, G01B 5/02
Мітки: наприклад, лінійних, визначення, непрямого, розмірів, спосіб, аорти, черевної
Формула / Реферат:
1. Спосіб непрямого визначення лінійних розмірів аорти, наприклад черевної, шляхом одномоментного виконання ангіограм сегментів аорти і еталона, що вимірюються, та наступного пропорційного порівняння розмірів їх ангіографічних зображень, який відрізняється тим, що вихідні ангіографічні зображення аорти і еталона перед пропорційним їх порівнянням контрастують.2. Спосіб непрямого визначення лінійних розмірів аорти, наприклад черевної за...
Спосіб визначення лінійних розмірів і прилад для його відтворення
Номер патенту: 7001
Опубліковано: 31.03.1995
Автори: Бузанов Віктор Іванович, Осьмак Олександр Миколайович, Камелін Анатолій Борисович, Попов Костянтин Михайлович
МПК: G01B 11/00
Мітки: спосіб, розмірів, прилад, лінійних, відтворення, визначення
Формула / Реферат:
1. Способ определения линейных размеров деталей, основанный на сканировании луча лазера вдоль измерительной плоскости и измерении в каждом цикле интервала времени прерывания лазерного луча измеряемым объектом, отличающийся тем, что в каждом цикле измеряют длительность импульсов засветки фотоприемного тракта лазерным излучением, измеряют временные интервалы от фронтов первого импульса засветки до фронтов заданного количества последующих...
Спосіб непрямого визначення лінійних розмірів аорти, наприклад черевної
Номер патенту: 48527
Опубліковано: 15.08.2002
Автор: Калашнікова Юлія Валентинівна
МПК: G01N 33/48, G01B 5/02, A61B 5/103
Мітки: спосіб, непрямого, аорти, визначення, розмірів, лінійних, черевної, наприклад
Формула / Реферат:
Спосіб непрямого визначення лінійних розмірів аорти, наприклад черевної, шляхом одномоментного виконання ангіограм сегментів аорти і еталону, що вимірюються, та наступного пропорційного порівняння розмірів їх ангіографічних зображень, який відрізняється тим, що як еталон використовують одну з ниркових артерій, праву або ліву, що відходить від аорти, внутрішній діаметр якої заздалегідь визначають на основі наступного...
Еталон для ангіографічного визначення лінійних розмірів кровоносної судини
Номер патенту: 354
Опубліковано: 19.07.1999
Автори: Карпович Іван Павлович, Калашнікова Юлія Валентинівна, Володось Микола Леонтіїйович, Устінов Микола Іванович, Троян Володимир Іванович
МПК: A61B 5/103, G01B 5/02
Мітки: судині, розмірів, еталон, лінійних, визначення, кровоносної, ангіографічного
Формула / Реферат:
Еталон для ангіографічного визначення лінійних розмірів кровоносної судини, що містить гнучкий трубчастий провідник та зв'язані з ним таровані по довжині вимірювальні елементи з рентгеноконтрастного матеріалу, розташовані на відстані один від одного вдовж осі провідника, який відрізняється тим, що вимірювальні елементи виконані у вигляді розташованих у внутрішній порожнині провідника циліндрів, діаметр І довжина яких, а також відстань між...
Попередній патент: Пристрій для внутрішньокісткового введення голок
Наступний патент: Інструмент для виміру діаметра голівки стегнової кістки при операції однополюсного ендопротезування
Випадковий патент: Фармацевтична композиція для виготовлення лікарських засобів, призначених для лікування захворювань носоглотки