Спосіб виливання під тиском зубних щіток та машина для здійснення цього способу
Формула / Реферат
1. Спосіб виливання під тиском зубних щіток, у якому застосовують прес-форму, яка має секції (14, 16), що виконані рухомими одна відносно іншої, які визначають щонайменше одну формувальну порожнину (20), що за конфігурацією відповідає корпусу зубної щітки, причому одна (16) з цих секцій прес-форми включає частину порожнини, яка визначає головку зубної щітки, з множиною отворів (24) для часткового введення у неї такої ж кількості пучків волокнин,
який включає такі стадії:
- забезпечення живлення пластикованим матеріалом, що його формують;
- нагнітання згаданого пластикованого матеріалу під тиском у згадану порожнину (20),
який відрізняється тим, що включає такі додаткові стадії:
- відстеження тиску у згаданій порожнині під час стадії нагнітання;
- припинення нагнітання, коли тиск у згаданій порожнині перебільшить певний заздалегідь заданий рівень тиску.
2. Спосіб за п. 1, який відрізняється тим, що нагнітання згаданого матеріалу здійснюють із першого кінця згаданої порожнини (20), а тиск відстежують у другому, протилежному кінці згаданої порожнини.
3. Спосіб за п. 2, який відрізняється тим, що тиск відстежують у згаданій частині порожнини, яка визначає головку зубної щітки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що нагнітання зазначеного матеріалу здійснюють через вузький нагнітальний канал (22) і припинення нагнітання здійснюють шляхом миттєвого перекривання потоку матеріалу, що йде через згаданий канал (22), у місці, розташованому поблизу згаданої порожнини.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що згаданий заздалегідь заданий рівень тиску вибирають таким, щоб він був меншим рівня тиску, за якого матеріал, що його формують, витікає крізь згадані отвори (24) у згаданій частині порожнини, яка визначає головку зубної щітки.
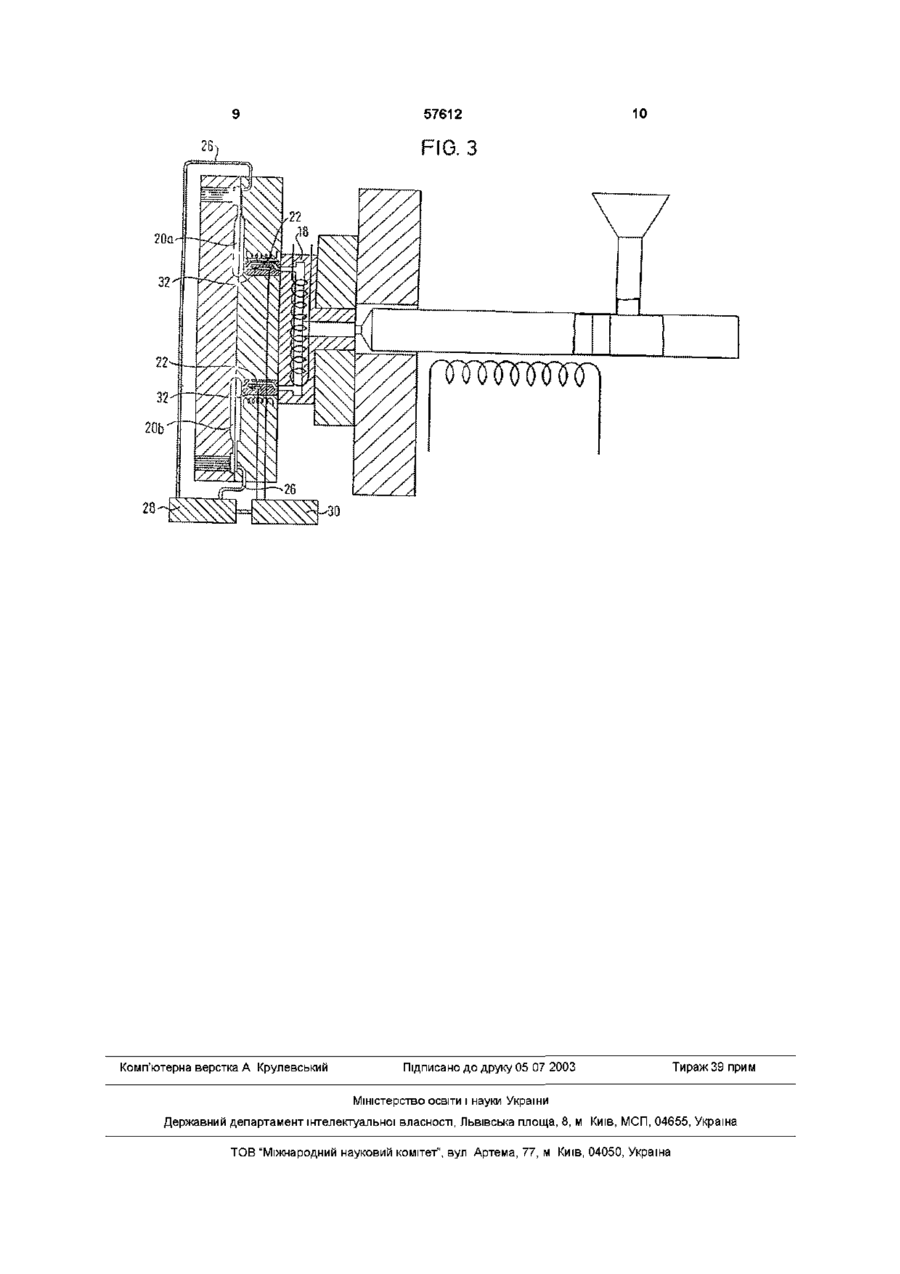
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що множину зубних щіток одночасно виливають під тиском у множині порожнин (20a, 20b) і тиск відстежують у кожній порожнині, причому припиненням нагнітання у кожну окрему порожнину (20a, 20b) керують, виходячи з рівня тиску, визначеного у цій порожнині.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що перший компонент матеріалу нагнітають на першій стадії нагнітання, із формуванням основи щітки, спорядженої пучками волокнин, і щонайменше один додатковий матеріал нагнітають на другій стадії виливання, щоб завершити зубну щітку.
8. Спосіб за п. 7, який відрізняється тим, що тиск у згаданій порожнині відстежують лише на першій стадії нагнітання.
9. Машина для лиття для здійснення способу за будь-яким з попередніх пунктів, що включає в себе прес-форму з секціями (14, 16), що виконані рухомими одна відносно іншої, які визначають щонайменше одну формувальну порожнину (20), що за конфігурацією відповідає корпусу зубної щітки, причому згадана порожнина (20) має частину, яка визначає головку зубної щітки, із множиною отворів (24) для часткового введення у неї такої ж кількості пучків волокнин, а також включає в себе живильний блок (10) пластикації та стиснення, яка відрізняється тим, що включає вузький живильний канал (22), який сполучає згадану порожнину (20) зі згаданим живильним блоком (10), датчик тиску (28), який відповідає згаданій порожнині (20), запірний засіб (32), виконаний з можливістю перекривання згаданого живильного каналу (22) у місці, розташованому поблизу згаданої порожнини (20), і керувальний блок (30), виконаний з можливістю керування згаданим запірним засобом (32) залежно від тиску, визначеного згаданим датчиком тиску (28) у згаданій порожнині.
10. Пристрій за п. 9, який відрізняється тим, що згадана прес-форма включає множину подібних порожнин (20a, 20b), а згаданий живильний блок (10) включає в себе розподілювач (18) із множиною живильних каналів (22), кожний з яких сполучений з однією зі згаданих порожнин, причому кожний живильний канал (22) має відповідний йому запірний засіб (32).
11. Пристрій за п. 10, який відрізняється тим, що згаданий керувальний блок (30) виконаний з можливістю незалежного керування кожним із згаданих запірних засобів (32), виходячи з тиску, визначеного у порожнині (20a, 20b), що відповідає даному запірному засобу.
Текст
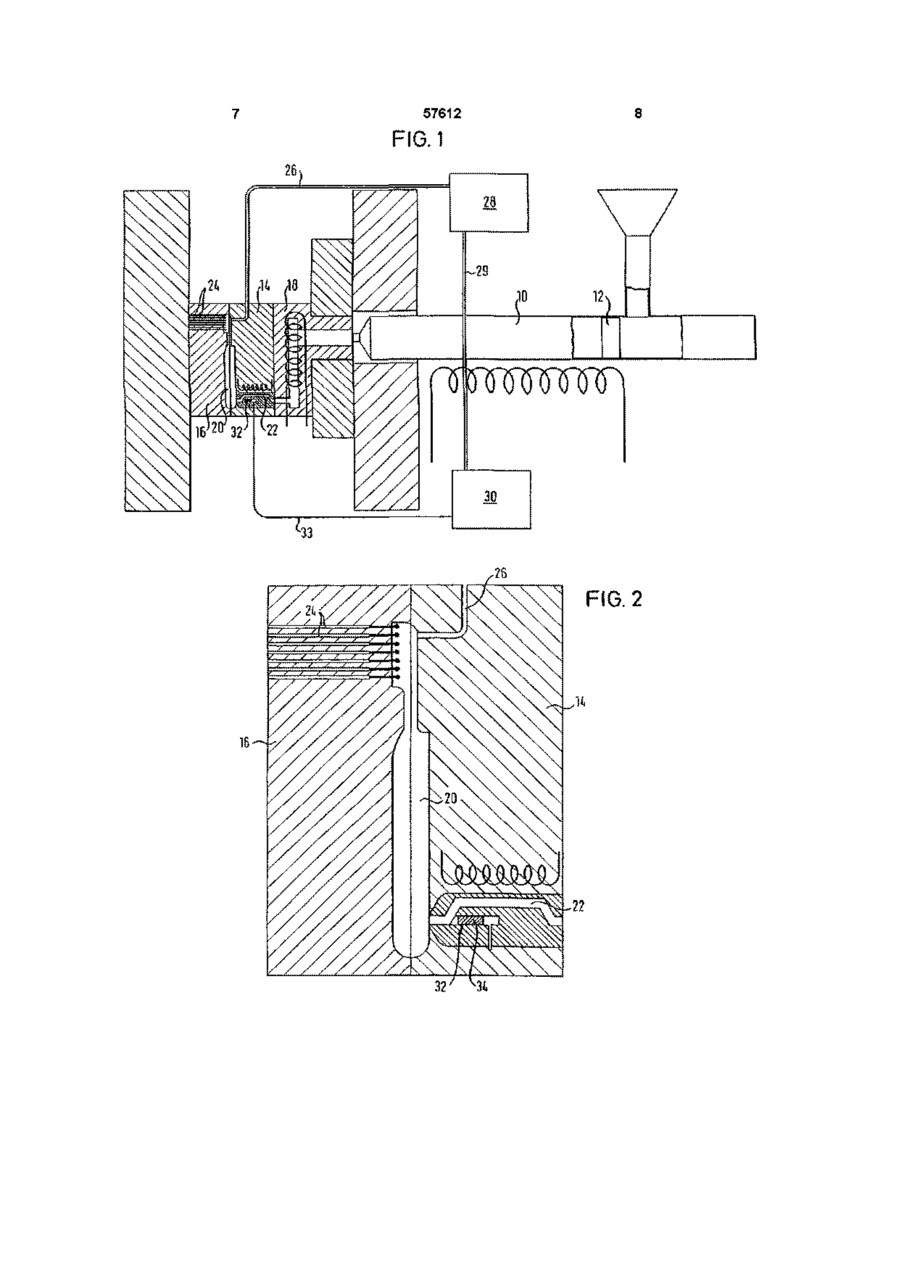
1 Спосіб виливання під тиском зубних щіток, у якому застосовують прес-форму, яка має секції (14, 16), що виконані рухомими одна відносно іншої, які визначають щонайменше одну формувальну порожнину (20), що за конфігурацією відповідає корпусу зубної щітки, причому одна (16) з цих секцій прес-форми включає частину порожнини, яка визначає головку зубної щітки, з множиною отворів (24) для часткового введення у неї такої ж КІЛЬКОСТІ пучків волокнин, який включає такі стадії - забезпечення живлення пластикованим матеріалом, що його формують, - нагнітання згаданого пластикованого матеріалу під тиском у згадану порожнину (20), який відрізняється тим, що включає такі додаткові стадії - відстеження тиску у згаданій порожнині під час стадії нагнітання, - припинення нагнітання, коли тиск у згаданій порожнині перебільшить певний заздалегідь заданий рівень тиску 2 Спосіб за п 1, який відрізняється тим, що нагнітання згаданого матеріалу здійснюють із першого кінця згаданої порожнини (20), а тиск відстежують у другому, протилежному КІНЦІ згаданої порожнини 3 Спосіб за п 2, який відрізняється тим, що тиск відстежують у згаданій частині порожнини, яка визначає головку зубної щітки 4 Спосіб за будь-яким з пп 1-3, який відрізняється тим, що нагнітання зазначеного матеріалу здійснюють через вузький нагнітальний канал (22) і припинення нагнітання здійснюють шляхом миттєвого перекривання потоку матеріалу, що йде через згаданий канал (22), у МІСЦІ, розташованому поблизу згаданої порожнини 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що згаданий заздалегідь заданий рівень тиску вибирають таким, щоб він був меншим рівня тиску, за якого матеріал, що його формують, витікає крізь згадані отвори (24) у згаданій частині порожнини, яка визначає головку зубної щітки 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що множину зубних щіток одночасно виливають під тиском у множині порожнин (20а, 20Ь) і тиск відстежують у кожній порожнині, причому припиненням нагнітання у кожну окрему порожнину (20а, 20Ь) керують, виходячи з рівня тиску, визначеного у цій порожнині 7 Спосіб за будь-яким з пп 1-6, який відрізняється тим, що перший компонент матеріалу нагнітають на першій стадії нагнітання, із формуванням основи щітки, спорядженої пучками волокнин, і щонайменше один додатковий матеріал нагнітають на другій стадії виливання, щоб завершити зубну щітку 8 Спосіб за п 7, який відрізняється тим, що тиск у згаданій порожнині відстежують лише на першій стадії нагнітання 9 Машина для лиття для здійснення способу за будь-яким з попередніх пунктів, що включає в себе прес-форму з секціями (14, 16), що виконані рухомими одна відносно іншої, які визначають щонайменше одну формувальну порожнину (20), що за конфігурацією відповідає корпусу зубної щітки, причому згадана порожнина (20) має частину, яка визначає головку зубної щітки, із множиною отворів (24) для часткового введення у неї такої ж КІЛЬКОСТІ пучків волокнин, а також включає в себе живильний блок (10) пластикацм та стиснення, яка відрізняється тим, що включає вузький живильний канал (22), який сполучає згадану порожнину (20) зі згаданим живильним блоком (10), датчик тиску (28), який відповідає згаданій порожнині (20), запірний засіб (32), виконаний з можливістю перекривання згаданого живильного каналу (22) у МІСЦІ, розташованому поблизу згаданої порожнини (20), і керувальний блок (ЗО), виконаний з можливістю керування згаданим запірним засобом (32) залеж О (О ю 57612 4 жний живильний канал (22) має ВІДПОВІДНИЙ йому но від тиску, визначеного згаданим датчиком тиску запірний засіб (32) (28) у згаданій порожнині 11 Пристрій за п 10, який відрізняється тим, що 10 Пристрій за п 9, який відрізняється тим, що згаданий керувальний блок (ЗО) виконаний з можзгадана прес-форма включає множину подібних ливістю незалежного керування кожним із згадапорожнин (20а, 20Ь), а згаданий живильний блок них запірних засобів (32), виходячи з тиску, визна(10) включає в себе розподілювач (18) із множиченого у порожнині (20а, 20Ь), що відповідає ною живильних каналів (22), кожний з яких сполуданому запірному засобу чений з однією зі згаданих порожнин, причому ко Цей винахід відноситься до способу виливання під тиском зубних щіток та машини для здійснення цього способу Виливання під тиском зубних щіток з пучками волокнин або щетини, що їх приєднують до головки корпуса зубної щітки під час стадії нагнітання, пов'язане з однією специфічною проблемою Одна з секцій прес-форми, що виконані рухомими одна відносно іншої, має частину порожнини, яка визначає головку зубної щітки, з множиною отворів для часткового введення у неї такої ж КІЛЬКОСТІ пучків волокнин Оскільки нагрітий пластикований матеріал, що його формують, є в'язким, та зважаючи на тиск у порожнині під час нагнітання, може відбуватися витікання матеріалу крізь отвори у згаданій частині порожнини, яка визначає головку зубної щітки Було зроблено багато спроб запобігти такому витіканню Одна з таких спроб, розкрита у документі ЕР 0 676 268 А1, полягала в тому, щоб створити кульку з розплавленого матеріалу на КІНЦІ кожного пучка і утримувати таку кульку впритул до кромки, яка обмежує ВІДПОВІДНИЙ отвір у згаданій частині порожнини, яка визначає головку зубної щітки, під час нагнітання пластикованого матеріалу Інша спроба (DE 38 32 520 А1) полягала в тому, щоб вводити штифти СПІВВІСНО у кожний пучок і розсувати щетинки радіально назовні, притискаючи їх до стінки отвору Однак жодна з таких спроб не дала успіху і не дозволила надійно запобігти витіканню Цей винахід виходить з ідеї, що єдиним способом запобігти такому витіканню є це точне та безперервне керування тиском у заглибині пресформи під час нагнітання Згідно з цим винаходом, застосовують прес-форму, яка має секції, що виконані рухомими одна відносно іншої, які визначають щонайменше одну формувальну порожнину, що за конфігурацією відповідає корпусу зубної щітки Одна з цих секцій прес-форми включає частину порожнини, яка визначає головку зубної щітки, з множиною отворів для часткового введення у неї такої ж КІЛЬКОСТІ пучків волокнин Спосіб, запропонований цим винаходом, включає стадії забезпечення живлення пластикованим матеріалом, що його формують, нагнітання пластикованого матеріалу під тиском у порожнину, відстеження тиску у порожнині під час стадії нагнітання і припинення нагнітання коли тиск в порожнині перебільшить певний заздалегідь заданий рівень тиску Хоча звичайні прес-форми обладнані засобами для відстеження та регулювання тиску, цей винахід пропонує відстежувати тиск під час стадії нагнітання у самій порожнині, а у варіанті здійснення винаходу, якому віддається перевага, - на КІНЦІ видовженої порожнини, який відповідає головці щітки У варіанті здійснення, якому віддається перевага, нагнітання матеріалу здійснюють через вузький нагнітальний канал, що входить у цю порожнину на и КІНЦІ, протилежному тому кінцю, де відстежують тиск, а припинення нагнітання здійснюють шляхом миттєвого перекривання потоку матеріалу, що йде через згаданий канал, у МІСЦІ, розташованому поблизу згаданої порожнини У варіанті здійснення способу, якому віддається перевага, множину зубних щіток одночасно виливають під тиском у множині порожнин, і тиск відстежують у кожній порожнині Припиненням нагнітання у кожну окрему порожнину керують виходячи з рівня тиску, визначеного у цій порожнині Хоча прес-форму з множиною подібних порожнин звичайно обладнують зрівноваженою розподільною системою, не можуть бути досягнуті однакові значення тиску у кожній порожнині, з огляду на виробничі допуски та несталість параметрів процесу виливання, таких як в'язкість та температура Шляхом відстеження тиску в кожній порожнині та незалежного керування запірними засобами, кожен з яких відповідає кожній з порожнин, залежно від тиску, визначеного у цій порожнині, може бути досягнутий однаковий рівень тиску по всіх порожнинах Згаданий заздалегідь заданий рівень тиску, при якому миттєво припиняють живлення порожнин матеріалом, що його формують, має бути вибраний таким, щоб бути меншим рівня тиску, за якого починає відбуватися витікання Належний рівень тиску буде залежати від природи згаданого матеріалу і від характеристик прес-форми Він може бути визначений емпірично Цей винахід не обмежений способами, в яких корпус щітки виливають з одного-єдиного матеріалу Так, перший матеріал можуть нагнітати на першій стадії нагнітання, з формуванням основи щітки, спорядженої пучками волокнин, і щонайменше один додатковий матеріал можуть нагнітати на другій стадії виливання, щоб завершити зубну щітку Точне відстеження тиску, як його описано у цьому винаході, може бути необхідне лише на першій стадії нагнітання Однак може виникнути необхідність у другій системі контролю, якщо другий компонент також включає в себе частину щітки із щетиною, або якщо другий компонент розташовано поруч з нею (наприклад, для щіток, особливістю яких є наявність другого компонента у головці щітки) Цей винахід також пропонує машину для лиття для здійснення згаданого способу Машина включає в себе прес-форму з секціями, що виконані рухомими одна відносно іншої, які визначають що 57612 найменше одну формувальну порожнину, що за конфігурацією відповідає корпусу зубної щітки Ця порожнина має частину, яка визначає головку зубної щітки, з множиною отворів для часткового введення у неї такої ж КІЛЬКОСТІ пучків волокнин Пристрій також включає в себе живильний блок пластикацм та стиснення Вузький живильний канал з'єднує порожнину зі вказаним живильним блоком Вказаній порожнині відповідає датчик тиску Поблизу порожнини розташовано запірний засіб, виконаний з можливістю перекривання живильного каналу Керувальний блок керує цим запірним засобом залежно від тиску, що його визначив у порожнині датчик тиску У варіанті здійснення пристрою, якому віддається перевага, пресформа включає в себе множину таких порожнин, а живильний блок включає в себе розподілювач з множиною живильних каналів, кожний з яких сполучено з однією з порожнин, і кожний живильний канал має ВІДПОВІДНИЙ йому запірний засіб У варіанті, якому віддається перевага, згаданий керувальний блок незалежно керує кожним запірним засобом, виходячи з рівня тиску, визначеного у порожнині, що відповідає даному запірному засобу Більш докладно особливості цього винаходу будуть розкриті у наведеному нижче описі двох варіантів здійснення винаходу, з посиланнями на креслення На кресленнях Фіг 1 схематично зображує машину для здійснення способу за цим винаходом, Фіг 2 являє собою збільшене зображення частини машини, і Фіг 3 ЯВЛЯЄ собою схематичне зображення другого варіанту здійснення машини Пристрій (машина), показаний на фіг1, включає в себе звичайний живильний блок пластикацм та стиснення з циліндром 10 і поршнем 12 і пресформу з першою, нерухомою секцією 14 пресформи і другою, рухомою секцією 16 прес-форми Циліндр 10 заповняють гранулами термопластичного матеріалу, який пластикується у циліндрі під дією як механічної, так і термічної обробки Пресформа з'єднана з циліндром розподільною системою 18 Секції 14, 16 прес-форми визначають порожнину, яка має видовжену конфігурацію корпуса зубної щітки Вузький живильний канал 22 йде від одного кінця порожнини 20 крізь нерухому секцію прес-форми 14 і сполучається з розподільною системою 18 На протилежному КІНЦІ порожнини 20, який відповідає головці зубної щітки, рухома секція 16 прес-форми має множину отворів 24 для вставляння пучків волокнин, КІНЦІ яких неглибоко входять у порожнину 20 ЛІНІЯ вимірювання тиску 26 сполучена з цим самим кінцем порожнини 20 ЛІНІЯ вимірювання тиску 26 сполучена із входом контролера 28 Запірний засіб 32, виконаний як запірний клапан з рухомим затвором 34, розташовано поблизу кінця живильного каналу 22, який входить у порожнину 20, так що є можливим перекривання живильного каналу 22 Блок гідравлічного керування ЗО має вхід, підключений до виходу контролера 28 сигнальною ЛІНІЄЮ 29, і вихід, підключений до запірного засобу 32 ЛІНІЄЮ керування 33 В процесі експлуатації пластикований матеріал, що його формують, подається живильним блоком через розподілювач 18 та живильний канал 22 у порожнину 20 після того, як групу пучків було вставлено крізь отвори 24 у рухому секцію пресформи 16 Під час нагнітання матеріалу у порожнину 20 тиск усередині порожнини відстежується контролером 28 Більш конкретно, тиск відстежується на тому КІНЦІ порожнини 20, який відповідає головці щітки, тобто у тій частині порожнини 20, де значення тиску є найбільш критичним Коли у цій частині порожнини 20 досягається певне заздалегідь задане значення тиску, контролер 28 передає сигнал керування у блок гідравлічного керування ЗО, який, у свою чергу, ІНІЦІЮЄ миттєве перекривання запірним засобом 32 потоку матеріалу, що подається у порожнину 20 Згадане заздалегідь задане значення тиску вибране трохи меншим від значення, при якому починає відбуватися витікання матеріалу крізь отвори 24 Значення тиску, при якому починає відбуватися витікання, залежить від природи матеріалу та інших параметрів процесу виливання, і може бути визначене емпірично Варіант здійснення, показаний на фіг 3, в цілому подібний до варіанта, показаного на фіг1, і відрізняється лише тим, що в ньому використовують декілька подібних одна до одної формувальних порожнин 20а, 20Ь, сполучених із загальною розподільною системою 18, причому кожна порожнина сполучена через окремий живильний канал 22 з ВІДПОВІДНИМ запірним засобом 32 Кожна порожнина 20а, 20Ь включає частину, яка визначає головку зубної щітки, сполучену ЛІНІЄЮ вимірювання тиску 26, що відповідає цій порожнині, з керувальним блоком 28 Блок гідравлічного керування ЗО з'єднаний з кожним з запірних засобів 32 Хоча на фіг 3 показані дві порожнини 20а, 20Ь, декілька таких порожнин можуть бути розташовані на невеликій відстані одна від одної у два або декілька паралельних рядів В процесі експлуатації пристрою під час нагнітання матеріалу відстежують значення тиску у всіх порожнинах Запірними засобами всіх порожнин керують незалежно, виходячи з рівня тиску, визначеного у ВІДПОВІДНИХ порожнинах Якщо розподільна система 18 зрівноважена і регулювання температури по всій прес-формі здійснюється з достатньою точністю, згадане заздалегідь задане значення тиску може бути однаковим для всіх порожнин В альтернативному варіанті, може бути визначена множина заздалегідь заданих значень тиску, по одному значенню для кожної порожнини Хоча на кресленнях показані лінії вимірювання тиску 26, датчик тиску може бути встановлений безпосередньо поруч з формувальною порожниною, а ЛІНІЯ вимірювання тиску може бути електричним кабелем Хоча перевага віддається варіанту, в якому тиск у порожнині відстежують у тій и частині, що визначає головку щітки, тиск можна відстежувати і в інших частинах порожнини Нарешті, треба зауважити, що запірні засоби можуть керуватися не гідравлічним засобом, а якимось іншим, наприклад, механічним, магнітним або пневматичним 57612 FIG. 1 FIG. 2 ЧЖЖЯПЖР Комп'ютерна верстка А Крулевський Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making toothbrush and appliance for its implementation
Назва патенту російськоюСпособ формирования зубных щеток и устройство для его осуществления
МПК / Мітки
МПК: B29C 45/14, B29C 45/76
Мітки: цього, щіток, способу, спосіб, зубних, тиском, виливання, машина, здійснення
Код посилання
<a href="https://ua.patents.su/5-57612-sposib-vilivannya-pid-tiskom-zubnikh-shhitok-ta-mashina-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виливання під тиском зубних щіток та машина для здійснення цього способу</a>
Зубна щітка та спосіб виготовлення щетини для зубних щіток
Номер патенту: 52706
Опубліковано: 15.01.2003
Автор: Вайграух Георг
МПК: A46D 1/00, A46B 11/00
Мітки: спосіб, зубна, щіток, зубних, щетини, щітка, виготовлення
Формула / Реферат:
1. Зубна щітка з щетиною з екструдованого полімеру, що містить, принаймні, близько від поверхні розчинні в воді і/ або в слині добавки, що мають стоматологічну дію, яка відрізняється тим, що як добавки в полімер включені в твердій дрібнодисперсній формі неорганічні сполуки фтору, які під дією води і/ або слини відщеплюють фториди.2. Зубна щітка за п. 1, яка відрізняється тим, що добавки вибираються з групи, що включає фторид натрію...
Водорозчинний порошок цикорію, спосіб його одержання і пристрій для здійснення цього способу
Номер патенту: 48165
Опубліковано: 15.08.2002
Автори: Грімм Руді, Лемар Карл
МПК: A23F 5/00
Мітки: порошок, цього, одержання, цикорію, пристрій, спосіб, водорозчинний, способу, здійснення
Формула / Реферат:
1. Водорозчинний порошок цикорію з карамелізованого порошку екстракту цикорію, який відрізняється тим, що він містить від 40 до 65 % інуліну, від 4 до 10 % редукуючих цукрів та менше 5 % фруктози та глюкози та має кольоронасичення від 1,0 до 2,5.2. Порошок за п. 1, який відрізняється тим, що він містить від 50 до 65 % інуліну, від 6 до 9 % редукуючих цукрів та менше 4 % фруктози та глюкози та має кольоронасичення від 1,2 до...
Спосіб отримання рідкого металу і установка для здійснення цього способу
Номер патенту: 44908
Опубліковано: 15.03.2002
Автори: ШЕНК Йоханнес-Леопольд, КЕППЛІНГЕР Леопольд Вернер, Вурм Йоханн
МПК: C21B 13/14
Мітки: цього, здійснення, спосіб, способу, отримання, рідкого, металу, установка
Формула / Реферат:
1. Спосіб отримання рідкого металу, зокрема чавуну або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються з руди, зокрема залізняку і з флюсів, в якому руду безпосередньо відновлюють в губчастий метал як мінімум в одній зоні відновлення (5, 7, 8), губчастий метал плавлять разом з флюсами в плавильно-газифікаційній зоні (11) при подачі носіїв вуглецю і кисневмісного газу, з утворенням СО і Н2-вмісного відновного газу,...
Спосіб відновлення тонкоподрібненої руди і пристрій для здійснення цього способу
Номер патенту: 41443
Опубліковано: 17.09.2001
Автори: ГЕННАРІ Удо, КЕППЛІНГЕР Леопольд Вернер, Парк Дає-Г'ю, Лі Іл Ок, ШЕНК Йоханнес-Леопольд, Кім Йонг Ха, ВАЛЛНЄР Фелікс
МПК: C21B 13/00, F27B 15/00, C22B 5/14
Мітки: пристрій, відновлення, здійснення, руди, способу, спосіб, цього, тонкоподрібненої
Формула / Реферат:
1. Спосіб відновлення тонкоподрібненої руди за допомогою відновлювального газу у псевдозрідженому шарі, що включає її фракціонування на як мінімум дві фракції, що мають різний розподіл розмірів зерна, тобто як мінімум крупнозернисту фракцію і дрібнозернисту фракцію, кожну фракцію відновлюють за допомогою відновлювального газу у окремому псевдозрідженому шарі, при цьому відновлювальний газ підтримує перший псевдозріджений шар, що містить...
Спосіб отримання губчатого заліза та установка для здійснення цього способу
Номер патенту: 32602
Опубліковано: 15.02.2001
Автори: ДІЛ Йорг, Розенфелльнер Геральд
МПК: C21B 13/00, C21B 13/14
Мітки: здійснення, отримання, губчатого, способу, заліза, спосіб, установка, цього
Текст:
...Преимуществом является то, что восстановление или удаление СОг осуществляют способом адсорбции с переменным давлением Этот способ особенно выгоден, если доменный газ образуется с незначительным давлением, поскольку при низком давлении чрезмерно увеличивается потребление пара для химической очистки в скруббере При получении восстановительного газа из реформированного природного газа рекомендуется химическая очистка в скруббере для...
Попередній патент: Спосіб визначення вмісту дитіокарбонатів у тютюновій сировині
Наступний патент: Кожух гнучкого пристрою дистанційного керування
Випадковий патент: Спосіб отримання трансформованих рослин м'якої пшениці методом agrobacterium-опосередкованої трансформації калюсних культур апікального походження