Плита для безстопорного розливу металу
Номер патенту: 58397
Опубліковано: 15.08.2005
Автори: Дроздов Георгій Михайлович, Остапенко Ігор Анатолійович, Стуценко Микола Валентинович

Формула / Реферат
Винахід належить до галузі радіоелектроніки, а саме до цифрової обробки сигналів, і його може бути використано в автоматиці і обчислювальній техніці, радіоелектронних системах універсального призначення, при розробці функціональних пристроїв систем обробки сигналів що мають нові можливості.
Більш близьким до винаходу (прототипом ) є нерекурсивний фільтр низьких частот високого порядку (фіг 1.). Особливості нерекурсивного фільтру високого порядку:
Загальна затримка фільтру дорівнює N*Dt де N - порядок фільтра (кількість елементів затримки), At - час затримки пристрою затримки (при цьому N*Dt повинно бути не більше Тс (періоду слідування сигналу), з другої сторони пристрої затримки повинні здійснювати затримку сигналу на час не менший t ( час тривалості сигналу), щоб не було накопичення його власних частин)[1].
Масштабні коефіцієнти фільтру повинні бути рівні між собою, невід'ємні і в сумі мати одиницю.
Математичний опис роботи нерекурсивного фільтру низьких частот має вигляд :
Тут Ui - напруги з виходів послідовно підключених елементів затримки. Головні недоліки цього фільтру (фіг.2.) :
- високий порядок, що потребує великих затрат на його реалізацію;
- велика затримка інформації tз = Тс;
- спотворення амплітуди низькочастотного сигналу на рівень Um/N, де
Um - максимальна амплітуда вхідного відеосигналу. Крім того, якщо сигнали ідуть з мінімальною скважністю, то використання даного фільтру неможливо (з за накопичення послідовності сигналів при великому N.
Задачею винаходу є підвищення швидкості фільтрації відеосигналу, зменшення реалізаційних характеристик фільтру, підвищення точності фільтрації, зменшення спотворень сигналу при фільтрації.
Поставлена задача досягається тим що паралельно пристрою затримки і суматору підключена гілка обчислення модуля різниці затриманого і незатриманого сигналів, яка виділяє коливання амплітуди вершини сигналу, в результаті чого в другому суматорі при складанні двох сигналів з першого суматора і сигналу з гілки обчислення модуля різниці затриманого і незатриманого сигналів отримуємо відфільтрований сигнал низької частоти. Введенням гілки віднімання від вхідного сигналу відфільтрованого сигналу низької частоти отримано відеоімпульси високої частоти чи що еквівалентно імпульси з меншою тривалістю [2].
На (фіг. 3.) представлена електрична структурна схема нелінійного комбінованого фільтру нижніх і верхніх частот для імпульсів від'ємної полярності. На (фіг. 4.) представлені діаграми які пояснюють його роботу.
Нелінійний комбінований не рекурсивний фільтр верхніх і нижніх частот для імпульсів від'ємної полярності складається:
1 - пристрій перемноження на коефіцієнт 0,5 ;
2 - пристрій затримки на час рівний тривалості високочастотного сигналу;
3 - суматора;
4 - пристрій віднімання;
5 - пристрій взяття абсолютного модуля;
6 - суматор;
7 - пристрій віднімання.
Алгоритм роботи нелінійного комбінованого нерекурсивного фільтру верхніх і нижніх частот для відеоімпульсів від'ємної полярності наступний:
На вхід фільтра надходить суміш відео імпульсів з низькочастотною завадою, при чому відеоімпульси високої частоти мають від'ємну полярність (фіг. 4.). При проходженні сигналу через пристрій 1 рівень сигналу зменшується в два рази. В пристрої 2 здійснюється затримка сигналу на час т рівний тривалості відеоімпульсу. В суматорі 3 маємо сигнал який можливо представити:
U3(t)=1/2(Uвx(t)+Uвx(t+t))
На вході пристрою віднімання 4 маємо:
U4(t)=1/2(Uвx(t)-Uвx(t+t))
Цей вираз на виході нелінійного елементу 5 буде мати вигляд:
U5(t)=|1/2(Uвx(t)-Uвx(t+t))|
На суматорі 6 будемо мати відфільтрований сигнал низької частоти (заваду),який математично можливо представити:
Uвих. нч.(t)=1/2(Uвx(t)+Uвx(t+t))+|1/2(Uвx(t)+Uвx(t+t))|
Як бачимо з (фіг. 4) це відфільтрований відеоімпульс низької частоти з затриманим на t заднім фронтом. Далі в пристрої віднімання 7 виділяємо високочастотні імпульси від'ємної полярності. Математично це можливо представити:
Uвих. вч.(t)=Uвx(t)-(1/2(Uвx(t)+Uвx(t+t))+|1/2(Uвx(t)-Uвx(t+t))|
Таким чином на виході фільтру ми отримаємо отфільтровані високочастотні складові вхідного сигналу, в нашому випадку відеоімпульсів від'ємної полярності без спотворення амплітуди, низькочастотну складову сигналу без спотворення фронтів і амплітуди сигналу, але із затриманням заднього фронту.
Суть винаходу пояснюється графічними матеріалами.
(Фіг. 1) - Блок схема нерекурсивного фільтру низьких частот високого порядку.
(Фіг. 2) - Діаграми які пояснюють роботу нерекурсивного фільтру низьких частот високого порядку.
(Фіг. 3) - Електрична структурна схема нелінійного комбінованого не рекурсивного фільтру нижніх і верхніх частот для відеоімпульсів від'ємної полярності.
(Фіг. 4) - Діаграми які пояснюють роботу нелінійного комбінованого нерекурсивного фільтру нижніх і верхніх частот для відеоімпульсів від'ємної полярності.
(Фіг. 5) - Блок схема нелінійного комбінованого нерекурсивного фільтру нижніх і верхніх частот для відеоімпульсів від'ємної полярності.
При здійсненні винаходу значно зменшується затримка сигналу, зменшуються реалізаційні характеристики, в зв'язку з використанням тільки одного елементу затримки. При фільтрації вказаним способом істотно зменшуються спотворення сигналу.
Список використаної літератури.
1. Цифровая обработка сигналов: Справочник / Л.М. Гольденберг, Б.Д. Матюшкин, М.И. Поляк.-М.: Радио и связь, 1985.-312с.
2. Цифровая обработка сигналов: опыт использования персональных ЭВМ / А.А. Иванько, В.И. Гордиенко, В.М. Соловьёв, Я.А. Иванько.-КИЕВ «ТЭХНИКА», 1991.-158с.
3. Бабак В.П. Обробка сигналів: підручник.-К.: Либідь, 1999.-496 с.
4. Бабак В.П., Хандецький B.C., Шрюфер С. Обробка сигналів.-К.: Либідь, 1999.-496с.
5. Бондарев В,В, Трестер Г., Чернега B.C. Цифровая обработка сигналов:
методы и средства.-Севастополь.: СИМТ, 1999 -240 с.
6. Высокоскоростные методы и системы цифровой обработки информации /А.Ф. Чернявский, В.В. Данилевич, А.А. Коляда, В.А. Беляков.-Минск.: Бел. гос. ун-т, 1996-376 с.
Текст
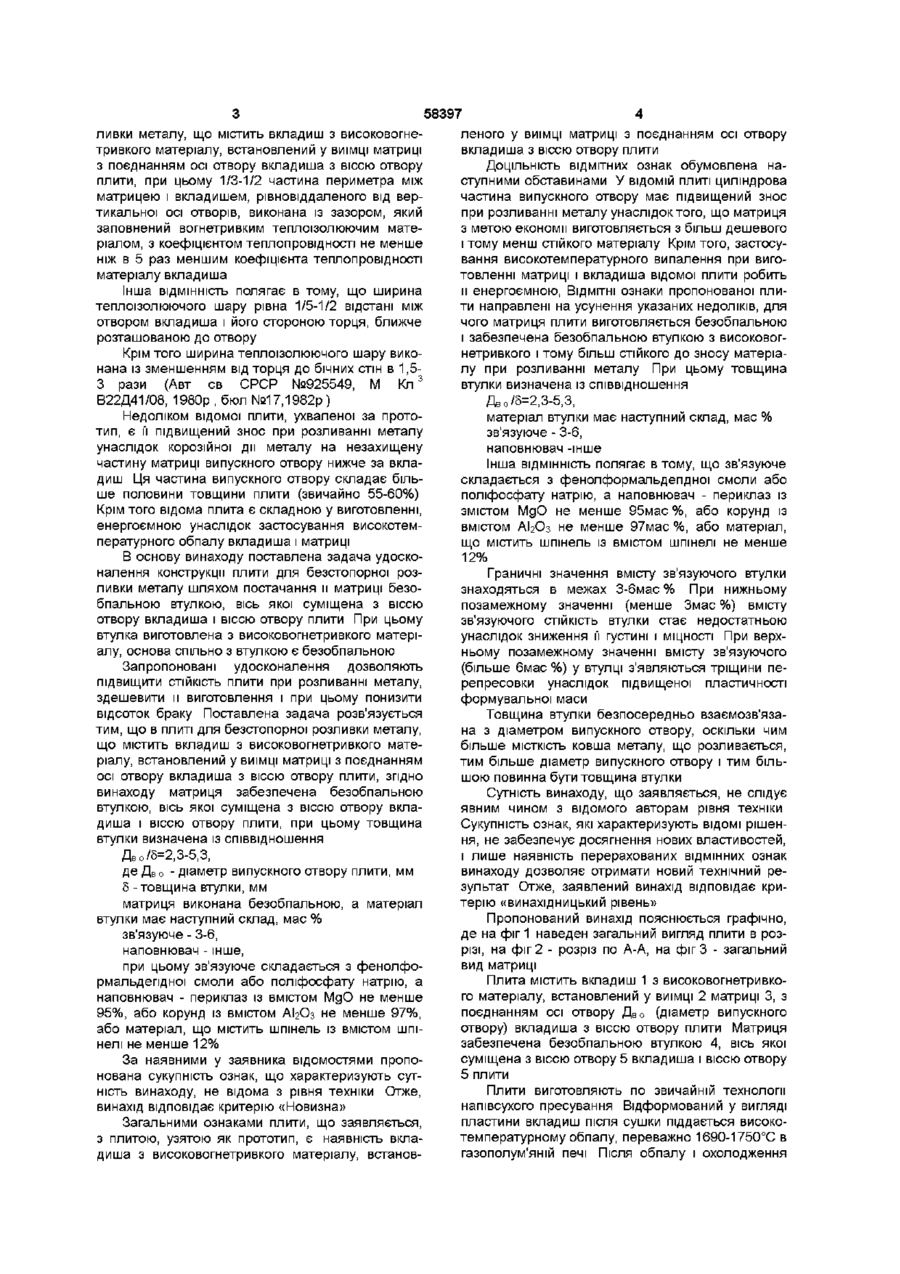
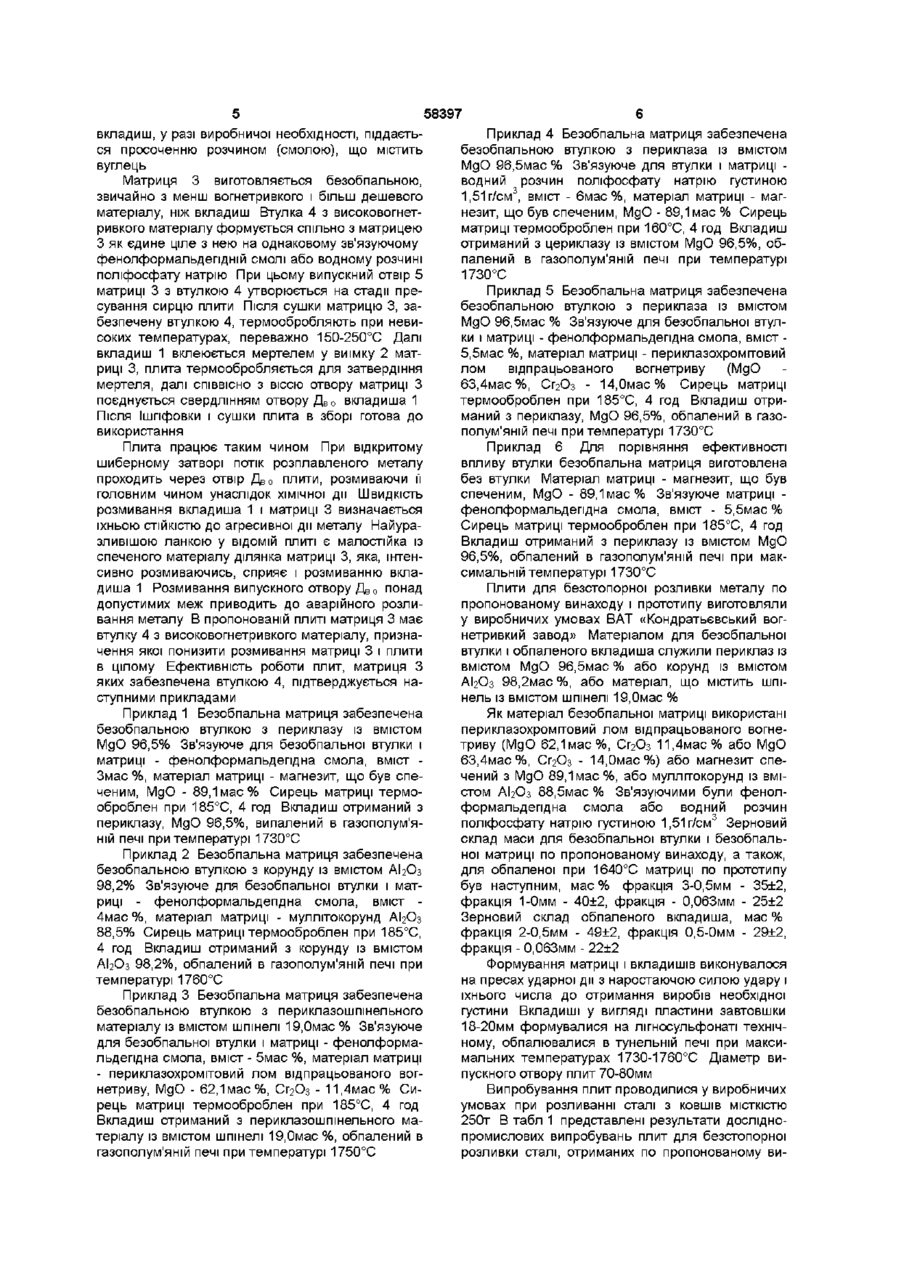
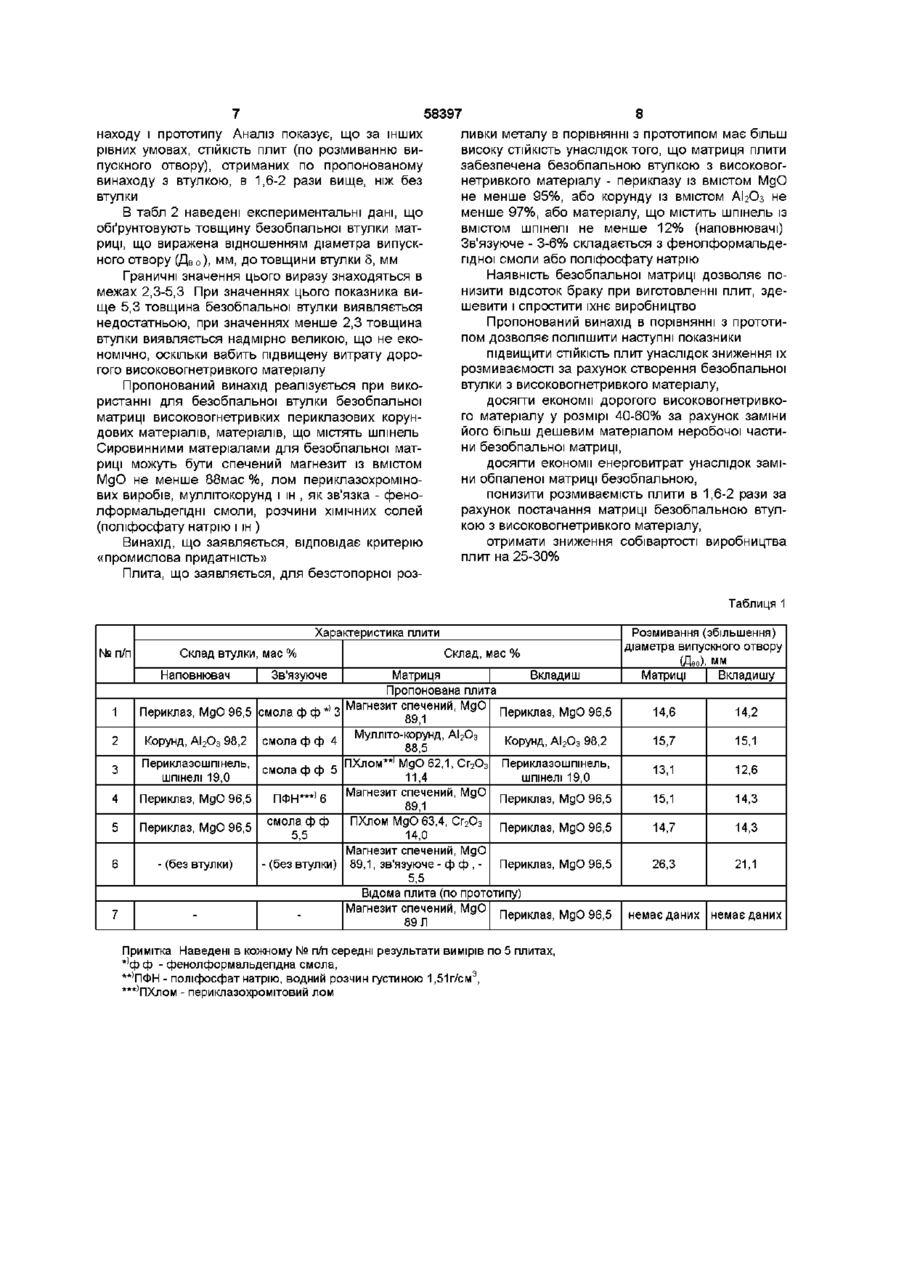
1 Плита для безстопорного розливу металу, що містить вкладиш з високовогнетривкого матеріалу, встановлений у виїмці матриці з поєднанням осі отвору вкладиша з віссю отвору плити, яка відрізняється тим, що матриця забезпечена безобпальною втулкою, вісь якої суміщена з віссю отвору вкладиша і віссю отвору плити, при цьому товщина втулки визначена із співвідношення Д в о /5=2,3-5,3, де Д в о - діаметр випускного отвору плити, мм 5 -товщина втулки, мм, матриця виконана безобпальною, а матеріал втулки має наступний склад, мас % зв'язуюче 3-6 наповнювач решта 2 Плита за п 1, яка відрізняється тим, що зв'язуюче складається з фенолформальдепдної смоли або поліфосфату натрію, а наповнювач - периклаз із вмістом МдО не менше 95мас % або корунд із вмістом АЬОз не менше 97мас %, або матеріал, що містить шпінель із вмістом шпінелі не менше 12мас % Винахід відноситься до вогнетривкої промисловості, а саме, до вогнетривких виробів, які вживаються для безстопорної розливки сталі або інших розплавлених металів Відома плита для безстопорної розливки металу, що містить вкладиш, розташований у виїмці матриці з поєднанням осі отвору вкладиша з віссю отвору плити При цьому вкладиш окрім пластинообразної верхньої частини має циліндрову частину і встановлюється в отвір плити із зазором (Авт св СРСР №1664460 М Кл 5 , В22Д41/08,1989р, бюл №27,1991) Недоліком плити є її складна конструкція Виготовлення вкладиша складної форми завжди зв'язано з високим виходом браку на стадії формування і стадії випалення Наявність підвішеної циліндрової частини вкладиша робить плиту ненадійною в роботі унаслідок підвищеної вірогідності її руйнування Відома також плита ковзаючого затвора, що складається з виконаної з вогнетривкого матеріалу матриці-основи і робочого шару, просоченого матеріалом, що містить вуглець Робочий шар плити виконаний з матеріалу, що містить цирконій, з введеною легуючою добавкою, що містить глинозем, в КІЛЬКОСТІ 1-5% ваги маси, при цьому робочий шар з'єднується з матрицеюосновою цирконієвим мертелем Інша ВІДМІННІСТЬ полягає в тому, що робочий шар виконаний з двоокису цирконію Наступною ВІДМІННІСТЮ є виконання робочого шару з бадделеіту із вмістом моноклинної фази 10-40ваг% (Авт св СРСР №710782, М Кл В22Д41/08.1978 р, бюл №3,1980р) Основа і робочий шар (вкладиш) готуються окремо Вкладиш, утому числі -у вигляді пластини, обпалюють при температурі 1750°С, матрицяоснова обпалюється при температурі 1600°С Потім вкладиш мертелем сполучають з основою Недоліком цих плит є їхня висока енергоємність унаслідок випалу вкладиша і основи при високих температурах, підвищений вихід браку унаслідок залишкових термічних напруг при охолоджуванні, крихкість, що приводить до розтріскування частини плит при їхній збірці, транспортуванні і монтажі в затвор у споживача Крім того, плити мають недостатню СТІЙКІСТЬ унаслідок незахищеності високовогнетривким матеріалом випускного отвору від корозійної дії струменя металу в ході розливання Найближчою по технічній сутності і результату, що досягається, є плита для безстопорної роз 1 со 00 ю 58397 ливки металу, що містить вкладиш з високовогнетривкого матеріалу, встановлений у виїмці матриці з поєднанням осі отвору вкладиша з віссю отвору плити, при цьому 1/3-1/2 частина периметра між матрицею і вкладишем, рівновіддаленого від вертикальної осі отворів, виконана із зазором, який заповнений вогнетривким теплоізолюючим матеріалом, з коефіцієнтом теплопровідності не менше ніж в 5 раз меншим коефіцієнта теплопровідності матеріалу вкладиша Інша ВІДМІННІСТЬ полягає в тому, що ширина теплоізолюючого шару рівна 1/5-1/2 відстані між отвором вкладиша і його стороною торця, ближче розташованою до отвору Крім того ширина теплоізолюючого шару виконана із зменшенням від торця до бічних стін в 1,53 рази (Авт св СРСР №925549, М К л 3 В22Д41/08, 1980р , бюл №17,1982р) Недоліком відомої плити, ухваленої за прототип, є її підвищений знос при розливанні металу унаслідок корозійної дії металу на незахищену частину матриці випускного отвору нижче за вкладиш Ця частина випускного отвору складає більше половини товщини плити (звичайно 55-60%) Крім того відома плита є складною у виготовленні, енергоємною унаслідок застосування високотемпературного обпалу вкладиша і матриці В основу винаходу поставлена задача удосконалення конструкції плити для безстопорної розливки металу шляхом постачання и матриці безобпальною втулкою, вісь якої суміщена з віссю отвору вкладиша і віссю отвору плити При цьому втулка виготовлена з високовогнетривкого матеріалу, основа спільно з втулкою є безобпальною Запропоновані удосконалення дозволяють підвищити СТІЙКІСТЬ плити при розливанні металу, здешевити и виготовлення і при цьому понизити відсоток браку Поставлена задача розв'язується тим, що в плиті для безстопорної розливки металу, що містить вкладиш з високовогнетривкого матеріалу, встановлений у виїмці матриці з поєднанням осі отвору вкладиша з віссю отвору плити, згідно винаходу матриця забезпечена безобпальною втулкою, вісь якої суміщена з віссю отвору вкладиша і віссю отвору плити, при цьому товщина втулки визначена із співвідношення Д в о /5=2,3-5,3, де Д в о - діаметр випускного отвору плити, мм 5 - товщина втулки, мм матриця виконана безобпальною, а матеріал втулки має наступний склад, мас % зв'язуюче - 3-6, наповнювач - інше, при цьому зв'язуюче складається з фенолформальдепдної смоли або поліфосфату натрію, а наповнювач - периклаз із вмістом МдО не менше 95%, або корунд із вмістом АЬОз не менше 97%, або матеріал, що містить шпінель із вмістом шпінелі не менше 12% За наявними у заявника відомостями пропонована сукупність ознак, що характеризують сутність винаходу, не відома з рівня техніки Отже, винахід відповідає критерію «Новизна» Загальними ознаками плити, що заявляється, з плитою, узятою як прототип, є наявність вкладиша з високовогнетривкого матеріалу, встанов леного у виїмці матриці з поєднанням осі отвору вкладиша з віссю отвору плити ДОЦІЛЬНІСТЬ ВІДМІТНИХ ознак обумовлена на ступними обставинами У ВІДОМІЙ ПЛИТІ циліндрова частина випускного отвору має підвищений знос при розливанні металу унаслідок того, що матриця з метою економії виготовляється з більш дешевого і тому менш стійкого матеріалу Крім того, застосування високотемпературного випалення при виготовленні матриці і вкладиша відомої плити робить и енергоємною, ВІДМІТНІ ознаки пропонованої плити направлені на усунення указаних недоліків, для чого матриця плити виготовляється безобпальною і забезпечена безобпальною втулкою з високовогнетривкого і тому більш стійкого до зносу матеріалу при розливанні металу При цьому товщина втулки визначена із співвідношення Дв о /5=2,3-5,3, матеріал втулки має наступний склад, мас % зв'язуюче - 3-6, наповнювач -інше Інша ВІДМІННІСТЬ полягає в тому, що зв'язуюче складається з фенолформальдепдної смоли або поліфосфату натрію, а наповнювач - периклаз із змістом МдО не менше 95мас %, або корунд із вмістом АЬОз не менше 97мас %, або матеріал, що містить шпінель із вмістом шпінелі не менше 12% Граничні значення вмісту зв'язуючого втулки знаходяться в межах 3-6мас % При нижньому позамежному значенні (менше Змас %) вмісту зв'язуючого СТІЙКІСТЬ втулки стає недостатньою унаслідок зниження її густині і МІЦНОСТІ При верхньому позамежному значенні вмісту зв'язуючого (більше бмас %) у втулці з'являються тріщини перепресовки унаслідок підвищеної пластичності формувальної маси Товщина втулки безпосередньо взаємозв'язана з діаметром випускного отвору, оскільки чим більше МІСТКІСТЬ ковша металу, що розливається, тим більше діаметр випускного отвору і тим більшою повинна бути товщина втулки Сутність винаходу, що заявляється, не слідує явним чином з відомого авторам рівня техніки Сукупність ознак, які характеризують ВІДОМІ рішення, не забезпечує досягнення нових властивостей, і лише наявність перерахованих ВІДМІННИХ ознак винаходу дозволяє отримати новий технічний результат Отже, заявлений винахід відповідає критерію «винахідницький рівень» Пропонований винахід пояснюється графічно, де на фіг 1 наведен загальний вигляд плити в розрізі, на фіг 2 - розріз по А-А, на фіг 3 - загальний вид матриці Плита містить вкладиш 1 з високовогнетривкого матеріалу, встановлений у виїмці 2 матриці 3, з поєднанням осі отвору Д в о (діаметр випускного отвору) вкладиша з віссю отвору плити Матриця забезпечена безобпальною втулкою 4, вісь якої суміщена з віссю отвору 5 вкладиша і віссю отвору 5 плити Плити виготовляють по звичайній технології напівсухого пресування Відформований у вигляді пластини вкладиш після сушки піддається високотемпературному обпалу, переважно 1690-1750°С в газополум'яній печі Після обпалу і охолодження 58397 вкладиш, у разі виробничої необхідності, піддається просоченню розчином (смолою), що містить вуглець Матриця 3 виготовляється безобпальною, звичайно з менш вогнетривкого і більш дешевого матеріалу, ніж вкладиш Втулка 4 з високовогнетривкого матеріалу формується спільно з матрицею 3 як єдине ціле з нею на однаковому зв'язуючому фенолформальдегідніи смолі або водному розчині поліфосфату натрію При цьому випускний отвір 5 матриці 3 з втулкою 4 утворюється на стадії пресування сирцю плити Після сушки матрицю 3, забезпечену втулкою 4, термообробляють при невисоких температурах, переважно 150-250°С Далі вкладиш 1 вклеюється мертелем у виїмку 2 матриці 3, плита термообробляється для затвердіння мертеля, далі СПІВВІСНО з віссю отвору матриці З поєднується свердлінням отвору Дво вкладиша 1 Після Ішпфовки і сушки плита в зборі готова до використання Приклад 4 Безобпальна матриця забезпечена безобпальною втулкою з периклаза із вмістом МдО 96,5мас % Зв'язуюче для втулки і матриці водний розчин поліфосфату натрію густиною 1,51г/см 3 , вміст - бмас %, матеріал матриці - магнезит, що був спеченим, МдО - 89,1 мас % Сирець матриці термооброблен при 160°С, 4 год Вкладиш отриманий з цериклазу із вмістом МдО 96,5%, обпалений в газополум'яній печі при температурі 1730°С Приклад 5 Безобпальна матриця забезпечена безобпальною втулкою з периклаза із вмістом МдО 96,5мас % Зв'язуюче для безобпальної втулки і матриці - фенолформальдепдна смола, вміст 5,5мас %, матеріал матриці - периклазохромітовий лом відпрацьованого вогнетриву (МдО 63,4мас %, СГ2О3 - 14,0мас % Сирець матриці термооброблен при 185°С, 4 год Вкладиш отриманий з периклазу, МдО 96,5%, обпалений в газополум'яній печі при температурі 1730°С Плита працює таким чином При відкритому шиберному затворі потік розплавленого металу проходить через отвір Дво плити, розмиваючи її головним чином унаслідок хімічної дії Швидкість розмивання вкладиша 1 і матриці 3 визначається їхньою СТІЙКІСТЮ до агресивної дії металу Найуразливішою ланкою у ВІДОМІЙ ПЛИТІ Є малостійка із спеченого матеріалу ділянка матриці 3, яка, інтенсивно розмиваючись, сприяє і розмиванню вкладиша 1 Розмивання випускного отвору Д в о понад допустимих меж приводить до аварійного розливання металу В пропонованій плиті матриця 3 має втулку 4 з високовогнетривкого матеріалу, призначення якої понизити розмивання матриці 3 і плити в цілому Ефективність роботи плит, матриця З яких забезпечена втулкою 4, підтверджується наступними прикладами Приклад 6 Для порівняння ефективності впливу втулки безобпальна матриця виготовлена без втулки Матеріал матриці - магнезит, що був спеченим, МдО - 8 9 , 1 м а с % Зв'язуюче матриці фенолформальдепдна смола, вміст - 5,5мас % Сирець матриці термооброблен при 185°С, 4 год Вкладиш отриманий з периклазу із вмістом МдО 96,5%, обпалений в газополум'яній печі при максимальній температурі 1730°С Приклад 1 Безобпальна матриця забезпечена безобпальною втулкою з периклазу із вмістом МдО 96,5% Зв'язуюче для безобпальної втулки і матриці - фенолформальдепдна смола, вміст Змас %, матеріал матриці - магнезит, що був спеченим, МдО - 8 9 , 1 м а с % Сирець матриці термооброблен при 185°С, 4 год Вкладиш отриманий з периклазу, МдО 96,5%, випалений в газополум'яній печі при температурі 1730°С Як матеріал безобпальної матриці використані периклазохромітовий лом відпрацьованого вогнетриву (МдО 62,1 мас %, Сг 2 О 3 11,4мас% або МдО 63,4мас %, СГ2О3 - 14,0мас%) або магнезит спечений з МдО 89,1 мас %, або муллітокорунд із вмістом АЬОз 88,5мас % Зв'язуючими були фенолформальдепдна смола або водний розчин поліфосфату натрію густиною 1,51г/см 3 Зерновий склад маси для безобпальної втулки і безобпальної матриці по пропонованому винаходу, а також, для обпаленої при 1640°С матриці по прототипу був наступним, мас % фракція 3-0,5мм - 35±2, фракція 1-0мм - 40±2, фракція - 0,063мм - 25±2 Зерновий склад обпаленого вкладиша, мас % фракція 2-0,5мм - 49±2, фракція 0,5-Омм - 29±2, фракція - 0,063мм - 22±2 Приклад 2 Безобпальна матриця забезпечена безобпальною втулкою з корунду із вмістом АЬОз 98,2% Зв'язуюче для безобпальної втулки і матриці - фенолформальдепдна смола, вміст 4мас %, матеріал матриці - муллітокорунд АЬОз 88,5% Сирець матриці термооброблен при 185°С, 4 год Вкладиш отриманий з корунду із вмістом АЬОз 98,2%, обпалений в газополум'яній печі при температурі 1760°С Приклад 3 Безобпальна матриця забезпечена безобпальною втулкою з периклазошпінельного матеріалу із вмістом шпінелі 19,0мас % Зв'язуюче для безобпальної втулки і матриці - фенолформальдепдна смола, вміст - 5мас %, матеріал матриці - периклазохромітовий лом відпрацьованого вогнетриву, МдО - 62,1мас%, Сг 2 О 3 - 11,4мас% Сирець матриці термооброблен при 185°С, 4 год Вкладиш отриманий з периклазошпінельного матеріалу із вмістом шпінелі 19,0мас %, обпалений в газополум'яній печі при температурі 1750°С Плити для безстопорної розливки металу по пропонованому винаходу і прототипу виготовляли у виробничих умовах ВАТ «Кондратьєвський вогнетривкий завод» Матеріалом для безобпальної втулки і обпаленого вкладиша служили периклаз із вмістом МдО 96,5мас % або корунд із вмістом АЬОз 98,2мас %, або матеріал, що містить шпінель із вмістом шпінелі 19,0мас % Формування матриці і вкладишів виконувалося на пресах ударної дії з наростаючою силою удару і їхнього числа до отримання виробів необхідної густини Вкладиші у вигляді пластини завтовшки 18-20мм формувалися на лігносульфонаті технічному, обпалювалися в тунельній печі при максимальних температурах 1730-1760°С Діаметр випускного отвору плит 70-80мм Випробування плит проводилися у виробничих умовах при розливанні сталі з ковшів МІСТКІСТЮ 250т В табл 1 представлені результати досліднопромислових випробувань плит для безстопорної розливки сталі, отриманих по пропонованому ви 58397 находу і прототипу Аналіз показує, що за інших рівних умовах, СТІЙКІСТЬ ПЛИТ (ПО розмиванню випускного отвору), отриманих по пропонованому винаходу з втулкою, в 1,6-2 рази вище, ніж без втулки В табл 2 наведені експериментальні дані, що обґрунтовують товщину безобпальної втулки матриці, що виражена відношенням діаметра випускного отвору (Дво), мм, до товщини втулки 5, мм Граничні значення цього виразу знаходяться в межах 2,3-5,3 При значеннях цього показника вище 5,3 товщина безобпальної втулки виявляється недостатньою, при значеннях менше 2,3 товщина втулки виявляється надмірно великою, що не економічно, оскільки вабить підвищену витрату дорогого високовогнетривкого матеріалу Пропонований винахід реалізується при використанні для безобпальної втулки безобпальної матриці високовогнетривких периклазових корундових матеріалів, матеріалів, що містять шпінель Сировинними матеріалами для безобпальної матриці можуть бути спечений магнезит із вмістом МдО не менше 88мас %, лом периклазохромшових виробів, муллітокорунд і ін , як зв'язка - фенолформальдепдні смоли, розчини ХІМІЧНИХ солей (поліфосфату натрію і ін ) Винахід, що заявляється, відповідає критерію «промислова придатність» Плита, що заявляється, для безстопорної роз 8 ливки металу в порівнянні з прототипом має більш високу СТІЙКІСТЬ унаслідок того, що матриця плити забезпечена безобпальною втулкою з високовогнетривкого матеріалу - периклазу із вмістом МдО не менше 95%, або корунду із вмістом АЬОз не менше 97%, або матеріалу, що містить шпінель із вмістом шпінелі не менше 12% (наповнювачі) Зв'язуюче - 3-6% складається з фенолформальдепдної смоли або поліфосфату натрію Наявність безобпальної матриці дозволяє понизити відсоток браку при виготовленні плит, здешевити і спростити їхнє виробництво Пропонований винахід в порівнянні з прототипом дозволяє поліпшити наступні показники підвищити СТІЙКІСТЬ плит унаслідок зниження їх розмиваємості за рахунок створення безобпальної втулки з високовогнетривкого матеріалу, досягти економії дорогого високовогнетривкого матеріалу у розмірі 40-60% за рахунок заміни його більш дешевим матеріалом неробочої частини безобпальної матриці, досягти економії енерговитрат унаслідок заміни обпаленої матриці безобпальною, понизити розмиваємість плити в 1,6-2 рази за рахунок постачання матриці безобпальною втулкою з високовогнетривкого матеріалу, отримати зниження собівартості виробництва плит на 25-30% Таблиця 1 Характеристика плити № п/п Склад втулки, мас % Наповнювач 1 Периклаз, МдО 96,5 2 Корунд, АІ2О3 98,2 3 Периклазошпшель, шпінелі 19,0 4 Периклаз, МдО 96,5 5 Периклаз, МдО 96,5 6 - (без втулки) 7 Склад, мас % Зв'язуюче Матриця Вкладиш Пропонована плита Магнезит спечений, МдО смола ф ф *' 3 Периклаз, МдО 96,5 89,1 Мулліто-корунд, АІ2О3 смола ф ф 4 Корунд, АІ2О3 98,2 88,5 ПХлом**' МдО 62,1, Сг2О3 Периклазошпшель, смола ф ф 5 шпінелі 19,0 11,4 Магнезит спечений, МдО ПФН***1 6 Периклаз, МдО 96,5 89,1 смола ф ф ПХлом МдО 63,4, Сг2О3 Периклаз, МдО 96,5 5,5 14,0 Магнезит спечений, МдО - (без втулки) 89,1, зв'язуюче - ф ф , - Периклаз, МдО 96,5 5,5 Відома плита (по прототипу) Магнезит спечений, МдО Периклаз, МдО 96,5 89 Л Примітка Наведені в кожному № п/п середні результати вимірів по 5 плитах, *'ф ф - фенолформальдепдна смола, **!ПФН - поліфосфат натрію, водний розчин густиною 1,51г/см3, ***!ПХлом - периклазохромітовий лом Розмивання і збільшення) діаметра випу ;кного отвору (Дво) мм Матриці Вкладишу 14,6 14,2 15,7 15,1 13,1 12,6 15,1 14,3 14,7 14,3 26,3 21,1 немає даних немає даних 58397 10 Таблиця 2 № п/п 1 2 3 4 5 6 7 8 9 10 Дво/5 8 7 5,3 4,3 3,5 3,5 2,8 2,3 2,0 1,7 Розмивання отвору досягло матриці («так») не досягло («ні») так так НІ НІ НІ НІ НІ НІ НІ НІ Примітка Дво/S- відношення діаметра опуклого отвору плити (Д Б 0 ), мм, до товщини втулки (5), мм Представлені в кожному № п/п середні результати вимірів по 5 плитах Фіг. 1 А-А Фгг 2 г З Комп'ютерна верстка Т Чепелєва Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюPlate for continuous casting of metal
Автори англійськоюStutsenko Mykola Valentynovych, Ostapenko Ihor Anatoliiovych, Drozdov Heorhii Mykhailovych
Назва патенту російськоюПлита для бесстопорной разливки металла
Автори російськоюСтуценко Николай Валентинович, Остапенко Игорь Анатольевич, Дроздов Георгий Михайлович
МПК / Мітки
МПК: B22D 41/22
Мітки: плита, розливу, безстопорного, металу
Код посилання
<a href="https://ua.patents.su/5-58397-plita-dlya-bezstopornogo-rozlivu-metalu.html" target="_blank" rel="follow" title="База патентів України">Плита для безстопорного розливу металу</a>
Кристалізатор для безперервного розливу металу
Номер патенту: 69651
Опубліковано: 15.09.2004
Автори: Каширін Станіслав Михайлович, Литвин Володимир Іванович, Плохих Петро Андрійович
МПК: B22D 11/059
Мітки: розливу, кристалізатор, безперервного, металу
Формула / Реферат:
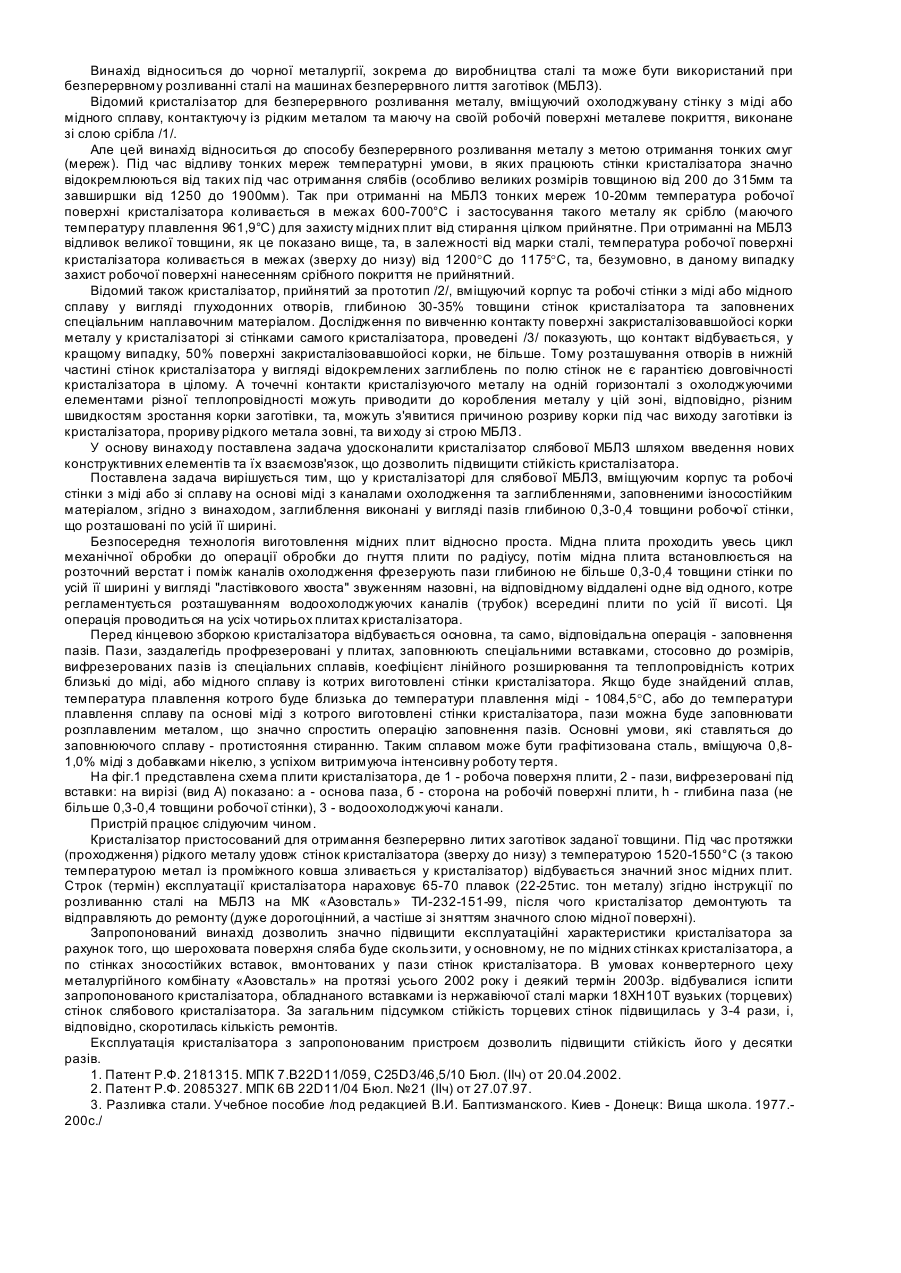
Кристалізатор для слябової машини безперервного лиття заготівок, що включає корпус та робочі стінки з міді або зі сплаву на основі міді з каналами охолодження та заглибленнями, заповненими зносостійким матеріалом, який відрізняється тим, що заглиблення виконані у вигляді пазів глибиною 0,3 - 0,4 товщини робочої стінки та розташовані по усій її ширині.
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14
Мітки: установка, безперервного, металу, розливу
Формула / Реферат:
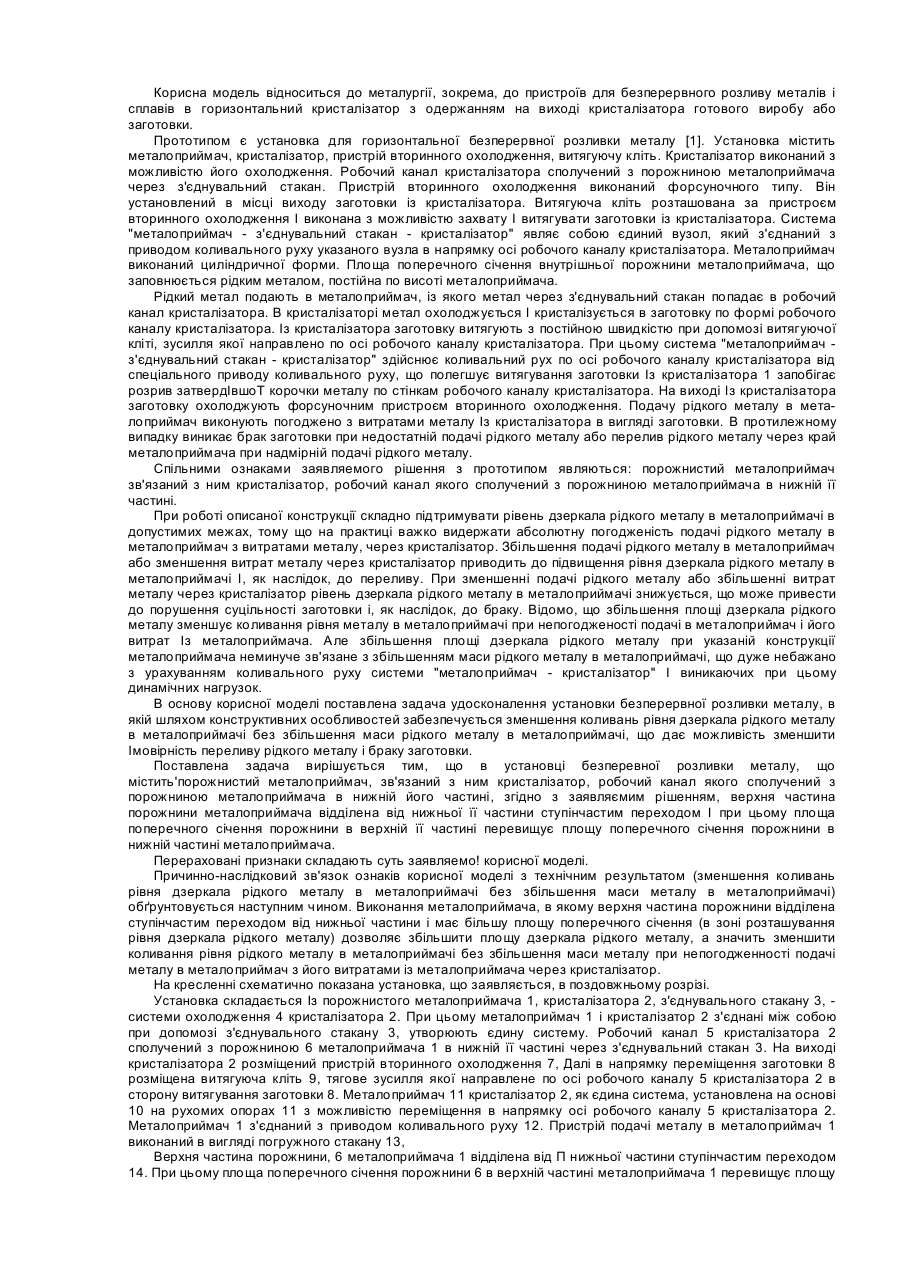
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Установка безперервного розливу металу
Номер патенту: 44880
Опубліковано: 15.03.2002
Автори: Асса Шарл, Лонарді Еміл, Петрі Руді, Келл Норберт
МПК: B22D 11/04
Мітки: розливу, металу, безперервного, установка
Формула / Реферат:
1. Установка безперервного розливу металу, що має несучу конструкцію, поворотний важіль, який встановлений в несучій конструкції з можливістю здійснення коливальних рухів навколо першої осі хитань, привід, який сполучений з поворотним важелем, і кристалізатор, до якого підводиться охолодник, яка відрізняється наявністю опори для кристалізатора, що встановлена в поворотному важелі з можливістю здійснення коливальних рухів навколо другої осі...
Пристрій для розливу рідкого металу

Номер патенту: 61735
Опубліковано: 17.11.2003
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: розливу, металу, рідкого, пристрій
Формула / Реферат:
1. Пристрій для розливу рідкого металу, що складається з основи, рами, розташованих на рамі тигля, вогнетривкого блока з порожнистим каналом, індуктора, електромагніта і механізму нахилу, який відрізняється тим, що в зливній частині вогнетривкого блока в напрямку повздовжньої осі пристрою виконано сифон, один кінець якого на ділянці розташування полюсу електромагніта з'єднується з порожниною каналу, а другий - розміщений на рівні донної...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/12
Мітки: безперервного, розливу, металу, установка
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Попередній патент: Спосіб одержання похідних хіноліну
Наступний патент: Двигун внутрішнього згоряння
Випадковий патент: Інгібітор продукування меланіну