Спосіб керування барабанним кульовим млином
Номер патенту: 58920
Опубліковано: 26.04.2011
Автори: Тищенко Микола Тарасович, Зайчук Євген Миколайович, Садовой Олександр Валентинович, Гусєв Андрій Михайлович, Білоусов Едуард Михайлович, Осіпов Юрій Миколаєвич, Савоченко Роман Олексійович
Формула / Реферат
Спосіб керування барабанним кульовим млином, що включає контроль параметрів розрідження за млином, температури пилоповітряної суміші після нього і деяких додаткових експлуатаційних параметрів роботи млина з наступним надходженням сигналів від вимірювальних перетворювачів всіх згаданих параметрів на регулятор, що формує регулюючий вплив на виконавчий механізм - двигун приводу живильника сировини, який відрізняється тим, що як додаткові експлуатаційні параметри використовують:
dPl - динамічний напір повітря перед млином, Па;
dP2 - динамічний напір пилоповітряної суміші після млина, Па;
Т1 - абсолютна температура повітря перед млином, °К;
LC - рівень завантаження млина сировиною, %;
LC.SP, tC2.SP - завдання регуляторам;
LC.MAN, tC2.MAN - завдання для вихідного сигналу регуляторів, %;
LC.MD, tC2.MD - режим регуляторів;
G1 - витрата сировини на млин, т/год.;
tC2.SPL - уставка мінімальної температури пилоповітряної суміші після млина, °С;
Т1.err, dP1.err, tC2.err, LC.err - сигнали діагностики;
E1 - сигнал зупинки млина;
Е2 - сигнал припинення подачі сировини на млин;
tC2 - температура пилоповітряної суміші після млина, °С;
HS1 - включення-виключення режиму обмеження завантаження млина згідно з мінімальною температурою пилоповітряної суміші після млина;
HS2 - перемикач активного регулятора (LC-tC2),
а як регулятор використовують вимірювально-обчислювальну систему керування, при цьому керування процесом подрібнення сировини в барабанному кульовому млині здійснюють шляхом виміру температури, динамічного напору повітря перед млином, динамічного напору пилоповітряної суміші після млина, рівня заповнення млина сировиною, витрати сировини на млин і розрахунку витрати готового продукту із млина з наступною передачею сигналів від вимірювальних перетворювачів і обчислювальних пристроїв цих параметрів на згадану вимірювально-обчислювальну систему керування, а також шляхом регулювання завантаження млина за допомогою регулятора рівня, оптимального регулювання продуктивності млина за допомогою показників рівня завантаження млина і витрати готового продукту, змінюючи при цьому завдання регулятору рівня завантаження млина, коли останній знаходиться в режимі "Каскад" (режим автоматичного введення завдання регулятору рівня завантаження млина), створення режиму неприпустимості попадання вологи в готовий продукт за допомогою обмеження температури пилоповітряної суміші після млина за рахунок використання регулятора температури і блока вибору активного регулятора, що забезпечує згладжувальне автоматичне перемикання керування завантаженням млина між регулятором рівня завантаження млина з запам'ятовуванням при цьому режиму роботи і завдання регулятору і регулятором температури пилоповітряної суміші після млина, автоматичного припинення подачі сировини в випадку зупинки млина, ручного включення-виключення режиму обмеження завантаження млина при мінімальному значенні температури пилоповітряної суміші після нього, ручного вибору активного регулятора, регулювання завантаження млина за допомогою регулятора рівня при відмові вимірювального приладу температури пилоповітряної суміші після млина, автоматичного переводу згаданого регулятора рівня із режиму "Каскад" в режим "Автомат" при відмові вимірювального приладу динамічного напору до чи після млина або температури повітря на вході в млин, автоматичного переводу регулятора в режим "Ручний" при відмові приладу вимірювання рівня завантаження млина.
Текст
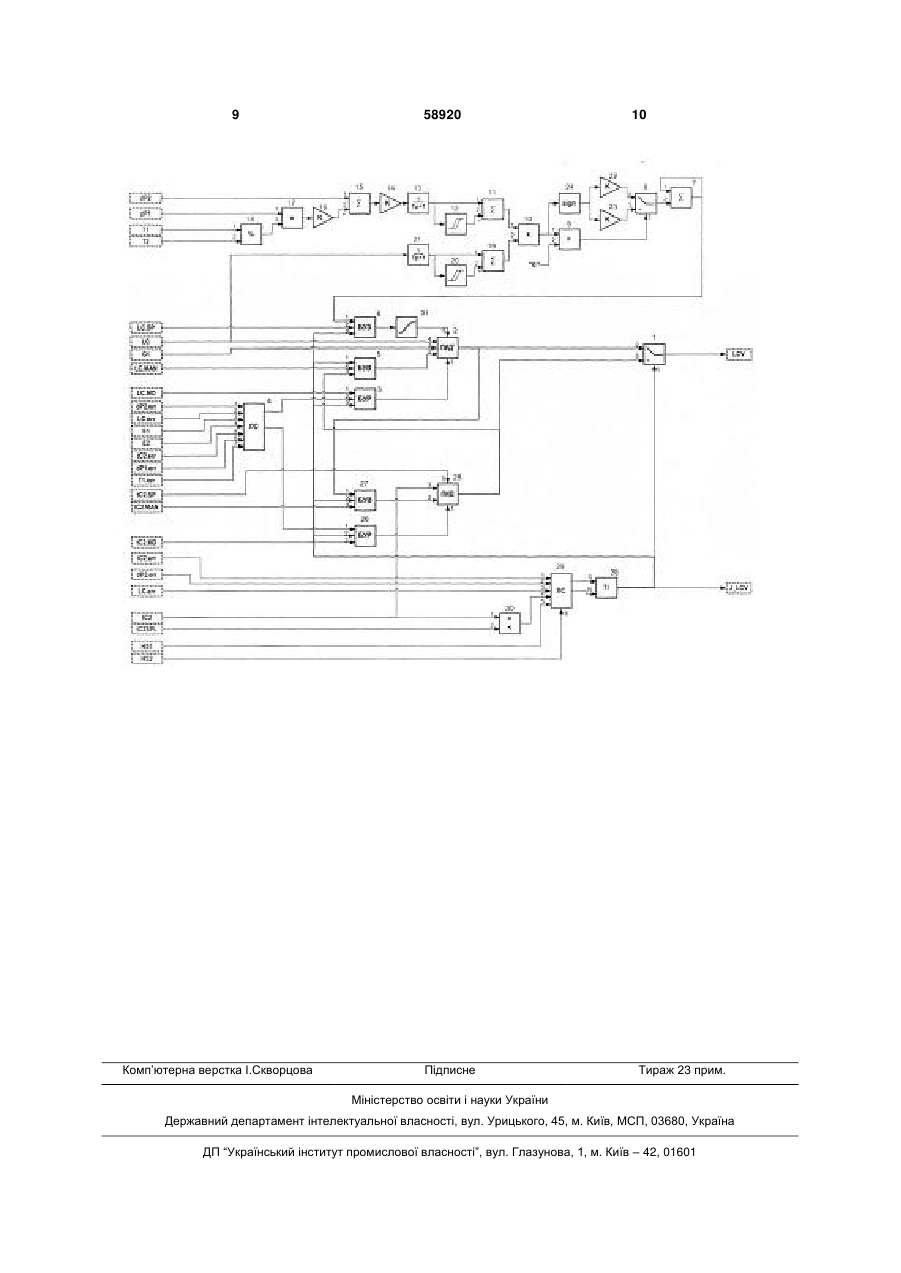
Спосіб керування барабанним кульовим млином, що включає контроль параметрів розрідження за млином, температури пилоповітряної суміші після нього і деяких додаткових експлуатаційних параметрів роботи млина з наступним надходженням сигналів від вимірювальних перетворювачів всіх згаданих параметрів на регулятор, що формує регулюючий вплив на виконавчий механізм - двигун приводу живильника сировини, який відрізняється тим, що як додаткові експлуатаційні параметри використовують: dPl - динамічний напір повітря перед млином, Па; dP2 - динамічний напір пилоповітряної суміші після млина, Па; Т1 - абсолютна температура повітря перед млином, °К; LC - рівень завантаження млина сировиною, %; LC.SP, tC2.SP - завдання регуляторам; LC.MAN, tC2.MAN - завдання для вихідного сигналу регуляторів, %; LC.MD, tC2.MD - режим регуляторів; G1 - витрата сировини на млин, т/год.; tC2.SPL - уставка мінімальної температури пилоповітряної суміші після млина, °С; Т1.err, dP1.err, tC2.err, LC.err - сигнали діагностики; E1 - сигнал зупинки млина; Е2 - сигнал припинення подачі сировини на млин; tC2 - температура пилоповітряної суміші після млина, °С; HS1 - включення-виключення режиму обмеження завантаження млина згідно з мінімальною температурою пилоповітряної суміші після млина; HS2 - перемикач активного регулятора (LC-tC2), 2 (19) 1 3 Корисна модель належить до способів керування процесом подрібнення сировини в барабанних кульових млинах в енергетиці, хімічній, металургійній, цементній, гірничо-збагачувальній та інших галузях промисловості. Відомий спосіб керування барабанним кульовим млином, що включає контроль параметрів розрідженості за млином і температури пилоповітряної суміші після нього з наступним надходженням сигналів від вимірювальних перетворювачів згаданих параметрів на регулятор, який формує регулюючий вплив на виконавчий механізм - двигун приводу живильника сировини, що надходить на барабанний кульовий млин для її подрібнення [Викопіровка із «Інструкції ТІ-581 по монтажу і експлуатації млинів ШБМ 287/410»]. Цьому способу властивий цілий ряд суттєвих недоліків: 1. Можливість переповнення млина сировиною, що надходить на подрібнення, завдяки нелінійній функціональній залежності між продуктивністю млина і рівнем його завантаження, що має екстремальний характер, при цьому вимірювана величина параметру розрідженості за млином засвідчує лише про сам факт переповнення млина, а ніяк не про підвищення рівня його заповнення в процесі завантаження. 2. При зміні фізико-хімічних показників сировини (вологості, густини і т.д.) цей спосіб не виключає переходу в ту частину функціональної залежності між продуктивністю млина і рівнем його завантаження, в якій спостерігається різке падіння продуктивності млина при подальшому збільшенні рівня його завантаження. Відомий також найбільш близький до запропонованого спосіб керування барабанним кульовим млином - прототип, що включає контроль параметрів розрідженості за млином, температури пилоповітряної суміші після нього і деяких додаткових експлуатаційних параметрів роботи млина з наступним надходженням сигналів від вимірювальних перетворювачів всіх згаданих параметрів на регулятор, що формує регулюючий вплив на виконавчий механізм - дозуючий ніж живильника сировини, що надходить на згаданий млин для її подрібнення [Е. Пистун, В. Заграй, Г. Николин. Автоматизация шаровых барабанных мельниц для ТЭС // Журнал «Современные технологии автоматизации» №3, 1997, с. 50-54]. Цьому способу властиві всі недоліки попереднього аналогу. Крім того, при реалізації способу за прототипом був використаний додатковий експлуатаційний параметр - вимірювач віброприскорення підшипника млина, який має безпосередній зв'язок з параметром завантаження млина сировиною. Такий підхід сприяє поліпшенню контролю процесу завантаження млина, але ця перевага супроводжується ототожненням показників продуктивності барабанного кульового млина і живильника сировини. Це, в свою чергу, обумовило виникнення додаткового недоліку - значного збільшення пока 58920 4 зника запізнення в системі керування барабанним кульовим млином. В основу корисної моделі покладено створення надійного способу керування барабанним кульовим млином, позбавленого згаданих недоліків. Суть корисної моделі досягається тим, що в відомому способі керування барабанним кульовим млином, що включає контроль параметрів розрідження за млином, температури пилоповітряної суміші після нього і деяких додаткових експлуатаційних параметрів роботи млина з наступним надходженням сигналів від вимірювальних перетворювачів всіх згаданих параметрів на регулятор, що формує регулюючий вплив на виконавчий механізм - двигун приводу живильника сировини, як додаткові експлуатаційні параметри використовують: dPl - динамічний напір повітря перед млином, Па; dP2 - динамічний напір пилоповітряної суміші після млина, Па; Т1 - абсолютну температуру повітря перед млином, °К; LC - рівень завантаження млина сировиною, %; LC.SP, tC2.SP - завдання регуляторам; LC.MAN, tC2.MAN - завдання для вихідного сигналу регуляторів, %; LC.MD, tC2.MD - режим регуляторів; G1 - витрату сировини на млин, т/год; tC2.SPL - уставку мінімальної температури пилоповітряної суміші після млина, °С; ТІ .err, dPl .err, tC2.err, LC.err - сигнали діагностики; El - сигнал зупинки млина; Е2 - сигнал припинення подачі сировини на млин; tC2 - температуру пилоповітряної суміші після млина, °С; HS1 - включення-виключення режиму обмеження завантаження млина згідно з мінімальною температурою пилоповітряної суміші після млина; HS2 - перемикач активного регулятора (LCtC2), а як регулятор використовують вимірювальнообчислювальну систему керування, при цьому керування процесом подрібнення сировини в барабанному кульовому млині здійснюють шляхом виміру температури, динамічного напору повітря перед млином, динамічного напору пилоповітряної суміші після млина, рівня заповнення млина сировиною, витрати сировини на млин і розрахунку витрати готового продукту із млина з наступною передачею сигналів від вимірювальних перетворювачів і обчислювальних пристроїв цих параметрів на згадану вимірювально-обчислювальну систему керування, а також шляхом регулювання завантаження млина за допомогою регулятора рівня, оптимального регулювання продуктивності млина за допомогою показників рівня завантаження млина і витрати готового продукту, змінюючи при цьому завдання регулятору рівня завантажен 5 ня млина, коли останній знаходиться в режимі «Каскад» (режим автоматичного введення завдання регулятору рівня завантаження млина), створення режиму неприпустимості попадання вологи в готовий продукт за допомогою обмеження температури пилоповітряної суміші після млина за рахунок використання регулятора температури і блока вибору активного регулятора, що забезпечує згладжувальне автоматичне перемикання керування завантаженням млина між регулятором рівня завантаження млина з запам'ятовуванням при цьому режиму роботи і завдання регулятору і регулятором температури пилоповітряної суміші після млина, автоматичного припинення подачі сировини в випадку зупинки млина, ручного включення-виключення режиму обмеження завантаження млина при мінімальному значенні температури пилоповітряної суміші після нього, ручного вибору активного регулятора, регулювання завантаженням млина за допомогою регулятора рівня при відмові вимірювального приладу температури пилоповітряної суміші після млина, автоматичного переводу згаданого регулятора рівня із режиму «Каскад» в режим «Автомат» при відмові вимірювального приладу динамічного напору до чи після млина або температури повітря на вході в млин, автоматичного переводу регулятора в режим «Ручний» при відмові приладу вимірювання рівня завантаження млина. Сукупність суттєвих ознак заявленої корисної моделі має наступний причинно-наслідковий зв'язок: створення вимірювально-обчислювальної системи керування барабанним кульовим млином завдяки врахуванню всіх нюансів, виникаючих при завантаженні сировини і подальшому дотриманні режиму подрібнення і кондиціювання готової продукції, виключає головний недолік, властивий існуючим аналогам - повна відсутність можливості перенаповнення млина в період завантаження сировини, що надходить до млина для її подрібнення; завдяки всеосяжному контролю режиму завантаження і всіх супутніх параметрів при експлуатації барабанного кульового млина виникла можливість оптимального впливу на експлуатаційні параметри згаданого млина, а також на досягнення оптимальних показників його експлуатації. Функціональна схема створеної в заявленій корисній моделі вимірювально-обчислювальної системи керування наведена на фігурі. Згаданою схемою передбачено: 1. Обмеження зниження температури пилоповітряної суміші після млина tC2 нижче уставки tC2.SPL. Поки температура пилоповітряної суміші на виході із млина більше уставки по нижньому рівню, керування завантаженням млина здійснює регулятор рівня (блок 2), регулятор температури (блок 25) знаходиться в режимі «Ручний», при цьому змінити його режим неможливо (блок 26), «Вихід» регулятора температури відслідковує «Вихід» регулятора рівня (блок 27). Регулятор рівня в цьому випадку може знаходитись в режимах «Каскад», «Автомат» або «Ручний». 58920 6 Як тільки температура пилоповітряної суміші досягне уставки tC2.SPL (блок 30), керування завантаженням починає виконувати регулятор температури (блоки 1, 28, 20): регулятор рівня автоматично переводиться в режим «Ручний» (блок 3), запам'ятовуються режим і завдання для нього (блоки 3,6); регулятор температури автоматично переводиться в режим «Автомат» (блок 26), завдання регулятору температури машиніст встановлює завчасно (для цього регулятора в режимі «Ручний» завдання не відслідковує перемінну величину). В цьому випадку змінити режим регулятора рівня неможливо (блок 3), його «Вихід» відслідковує «Вихід» регулятора температури (блок 5), для регулятора температури досяжні режими «Автомат» і «Ручний». Після підвищення температури tC2 до рівня tC2.SPL+1°С (блок 30) керування завантаженням починає виконувати регулятор рівня (блоки 1, 28, 29): регулятор температури автоматично переводиться в режим «Ручний» (блок 26); для регулятора рівня завантаження млина автоматично встановлюється режим і завдання на момент попереднього перемикання, тобто коли регулятор рівня був активним (блоки 3, 6). В цьому випадку змінити режим регулятора температури неможливо, його «Вихід» відслідковує «Вихід» регулятора рівня (блок 27), для регулятора рівня досяжні режими «Каскад», «Автомат» і «Ручний». Обмеження по температурі спрацьовує в тому випадку, коли сигнал HS1 має логічне значення «1» (блок 29), в іншому випадку активний регулятор визначається вихідною позицією перемикача HS2. 2. Забезпечення максимально можливої витрати продукту. При переводі регулятора рівня (блок 2) в режим «Каскад» за допомогою блоків 7-24 для нього автоматично формується таке завдання, яке забезпечить максимальну продуктивність млина. Для цього: в блоках 14-18 розраховується поточна витрата продукту (G2); в блоках 13 і 21 поточне значення витрати продукту і рівня завантаження згладжуються; в блоках 8-12, 19, 20, 22 здійснюється оцінка кута нахилу дотичної до екстремальної кривої LC(G2), в зв'язку з чим в блоці 7 за допомогою блоків 22-24 та 8 вводиться поправка до завдання регулятору рівня завантаження. 3. В випадку зупинки млина (сигнал Е1) активний регулятор автоматично переводиться в режим «Ручний» (блоки 3, 26) і значення його «Виходу» встановлюється в «0,00» (блоки 5, 27). Таким чином, витрата сировини в млин припиняється. 4. В випадку зупинки подачі сировини в млин (сигнал Е2) активний регулятор автоматично переводиться в режим «Ручний» (блоки 3, 26). 5. При відмові приладу вимірювання рівня (сигнал LC.err логічно дорівнює «1»): якщо сигнал температури tC2 вірогідний (сигнал tC2.err логічно дорівнює «0»), то керування 7 завантаженням млина почне виконувати регулятор tC2 (блоки 4, 29); в іншому випадку регулятор рівня автоматично перейде в режим «Ручний» (блоки 3, 4). 6. При відмові приладу вимірювання температури tC2, якщо в цей момент регулятор tC2 є активним, відбудеться одне із наступних явищ: А. Перемикач активного регулятора HS2 має логічне значення «0»: регулятор температури автоматично перейде в режим «Ручний» (блоки 4, 26); для регулятора рівня завантаження млина автоматично встановлюється режим і завдання на момент попереднього перемикання, тобто коли регулятор LC був активним (блоки 3, 6). Б. Перемикач активного регулятора HS2 має логічне значення «1»: регулятор температури автоматично перейде в режим «Ручний» (блоки 4, 26). 7. Для регулятора рівня завантаження млина передбачений згладжувальний перехід із ручного режиму в автоматичний, що ґрунтується на обмеженні швидкості зміни завдання (блок 31). 8. При відмові сигналів динамічного напору dP1 чи dP2 або температури повітря на вході в млин Т1, якщо регулятор LC в даний момент знаходиться в режимі «Каскад», то він автоматично переводиться в режим «Автомат» (блоки 3,4). На основі викладеного і в відповідності з функціональною схемою, зображеною на фігурі, була створена комп'ютерна модель запропонованого способу. Її випробування підтвердили справедливість розглянутих вище підходів до вирішення поставленого завдання. Введення в згадану модель набору різноманітних ситуацій і реального діапазону варіювання експлуатаційних параметрів підт 58920 8 вердили працездатність створеного способу керування барабанним кульовим млином. Працездатність створеного способу була також підтверджена при його впроваджені на промисловому барабанному кульовому млині, що забезпечує подрібнення паливного вугілля для промислового котлоагрегату БКЗ-160-100ПТ. Створений спосіб керування, забезпечивши тривалу, надійну і безаварійну експлуатацію барабанного кульового млина, виключив можливість його переповнення вугіллям, що надходить на подрібнення. Існуючі в різних галузях промисловості способи керування барабанними кульовими млинами в зв'язку з відсутністю системного і повного контролю експлуатаційних параметрів роботи млина і взаємозв'язку між ними призводять до їх переповнення в процесі завантаження сировиною. Це значно ускладнює роботу обслуговуючого персоналу і призводить до значних непередбачених фінансових витрат. Вони пов'язані з необхідністю придбання і забезпечення оперативного включення в роботу резервного обладнання, яке забезпечує безперервну експлуатацію виробництва. Впровадження в виробництво запропонованого способу керування дозволить зменшити витрати сировини., що надходить на подрібнення, і скоротити непередбачені фінансові витрати, значно покращити умови роботи обслуговуючого персоналу і зменшити витрати, пов'язані з непередбаченими зупинками і відповідним ремонтом обладнання. В розрахунку на барабанний кульовий млин ШБМ-287/410, який працює в складі котлоагрегату БКЗ-160-100ПТ, річний економічний ефект за рахунок вищезазначених показників складає орієнтовно 795 тис. грн.. 9 Комп’ютерна верстка І.Скворцова 58920 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDrum ball pulverizer control method
Автори англійськоюTyschenko Mykola Tarasovych, Sadovoi Oleksandr Valentynovych, Zaichuk Yevhen Mykolaiovych, Savochenko Roman Oleksiiovych, Bilousov Eduard Mykhailovych, Husiev Andrii Mykhailovych, Osipov Yurii Mykolaiovych
Назва патенту російськоюСпособ управления барабанной шаровой мельницей
Автори російськоюТищенко Николай Тарасович, Садовой Александр Валентинович, Зайчук Евгений Николаевич, Савоченко Роман Алексеевич, Белоусов Эдуард Михайлович, Гусев Андрей Михайлович, Осипов Юрий Николаевич
МПК / Мітки
МПК: G05B 19/045
Мітки: кульовим, керування, барабанним, млином, спосіб
Код посилання
<a href="https://ua.patents.su/5-58920-sposib-keruvannya-barabannim-kulovim-mlinom.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування барабанним кульовим млином</a>
Пристрій для керування кульовим краном
Номер патенту: 7417
Опубліковано: 15.06.2005
Автори: Моісеєв Сергій Вікторович, Бурняшев Аркадій Васильович, Беккер Михаил Вікторович, Лапицький Яків Юрійович, Дрогомирецький Михайло Миколайович
МПК: F16K 31/12
Мітки: пристрій, кульовим, краном, керування
Формула / Реферат:
1. Пристрій для керування кульовим краном, який містить блок керування, магістральний трубопровід і механізм приводу кульового крана, що включає ємність з робочою рідиною, перший насос із приводом і ручний насос, з'єднані з гідроциліндром повороту кульового крана, гідророзподільник, який відрізняється тим, що привід першого насоса виконаний у вигляді реверсивної вихрової турбіни, з'єднаної з магістральним трубопроводом, при цьому механізм...
Спосіб автоматичного керування процесом сушіння макаронів
Номер патенту: 50513
Опубліковано: 10.06.2010
Автори: Бабинін Ярослав Миколайович, Левінський Валерій Михайлович
МПК: A23L 1/16
Мітки: автоматичного, керування, спосіб, процесом, макаронів, сушіння
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння макаронів, що включає вимірювання температури та вологості сушильного агента, який відрізняється тим, що регулюють різницю температури сушильного агента на вході та виході з сушильної шафи з урахуванням дії корегуючого зв'язку та регулюють розрідження в шафі шляхом зміни частоти обертання двигуна вентилятора.
Спосіб автоматичного керування процесом сушіння крупи
Номер патенту: 53007
Опубліковано: 27.09.2010
Автори: Кириченко Віктор Іванович, Трішин Федір Анатолійович
МПК: B02B 1/00
Мітки: сушіння, керування, процесом, крупи, автоматичного, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння крупи, який містить завантаження крупи, витримку її протягом заданого проміжку часу, підтримку температури й відносної вологості та розвантаження сухої крупи, який відрізняється тим, що підтримку температури й відносної вологості середовища здійснюють за пропорційно-інтегрально-диференціальним алгоритмом в повному об'ємі крупи одночасно й безупинно, підтримку температуру здійснюють в діапазоні...
Спосіб керування вентильним двигуном у синхронному режимі з використанням нечіткого регулятора
Номер патенту: 40910
Опубліковано: 27.04.2009
Автори: Іванець Сергій Анатолійович, Гусев Олександр Олександрович
МПК: H02P 6/00
Мітки: режимі, нечіткого, керування, спосіб, використанням, регулятора, двигуном, вентильним, синхронному
Формула / Реферат:
Спосіб керування вентильним двигуном у синхронному режимі з використанням нечіткого регулятора, який відрізняється тим, що використовують єдиний нечіткий регулятор як на етапі стабілізації швидкості, так і на етапі розгону двигуна з використанням частотного пуску.
Система автоматичного керування процесом збагачення
Номер патенту: 51044
Опубліковано: 16.05.2005
Автори: Назаренко Володимир Михайлович, Назаренко Наталія Володимирівна, Назаренко Михайло Володимирович, Купін Андрій Іванович
МПК: B03B 13/00
Мітки: процесом, керування, система, збагачення, автоматичного
Формула / Реферат:
1. Система автоматичного керування процесом збагачення, що містить послідовно з'єднані блок регулювання подачі сировини, млин, класифікатор та сепаратор, а також екстремальний регулятор, виходи якого з'єднані із млином через пристрій регулювання витрати води в млин та зливом класифікатора через пристрій регулювання витрати води в злив класифікатора, а входи з'єднані з датчиками оперативної інформації, такими як датчик витрати води в млин...
Попередній патент: Біометричний термометр
Наступний патент: Тепловий насос
Випадковий патент: Спосіб кількісного визначення лігніну в рослинах