Пристрій для термічної обробки круглокільцевого тягового ланцюга
Номер патенту: 63145
Опубліковано: 15.01.2004
Автори: Шебанов Володимир Олександрович, Биков Роман Юрієвич
Формула / Реферат
1. Пристрій для термічної обробки круглокільцевого тягового ланцюга, який містить тяговий механізм, напрямні та індуктор, в якому метал ланок ланцюгів нагрівають струмом підвищеної частоти при неперервному переміщенні ланцюгів у індукторі, який відрізняється тим, що в тяговий механізм вводять лебідку оригінальної конструкції дискового типу з встановленими на ведучому валу двома дисками з радіальними прорізями, в яких розміщують та закріплюють нарізними з'єднаннями змінні кулачки, захоплювальні ланки ланцюгів, для переміщення ланцюгів різного калібру змінюють кулачки на дисках.
2. Пристрій по п. 1, який відрізняється тим, що напрямні переміщення ланцюгів встановлюють по ходу переміщення ланцюгів, виконують розсувної конструкції з приймальними кінцями для забезпечення точного розташування ланок ланцюгів у площині індуктора, у напрямному пристрої передбачають вісім обмежувальних площин.
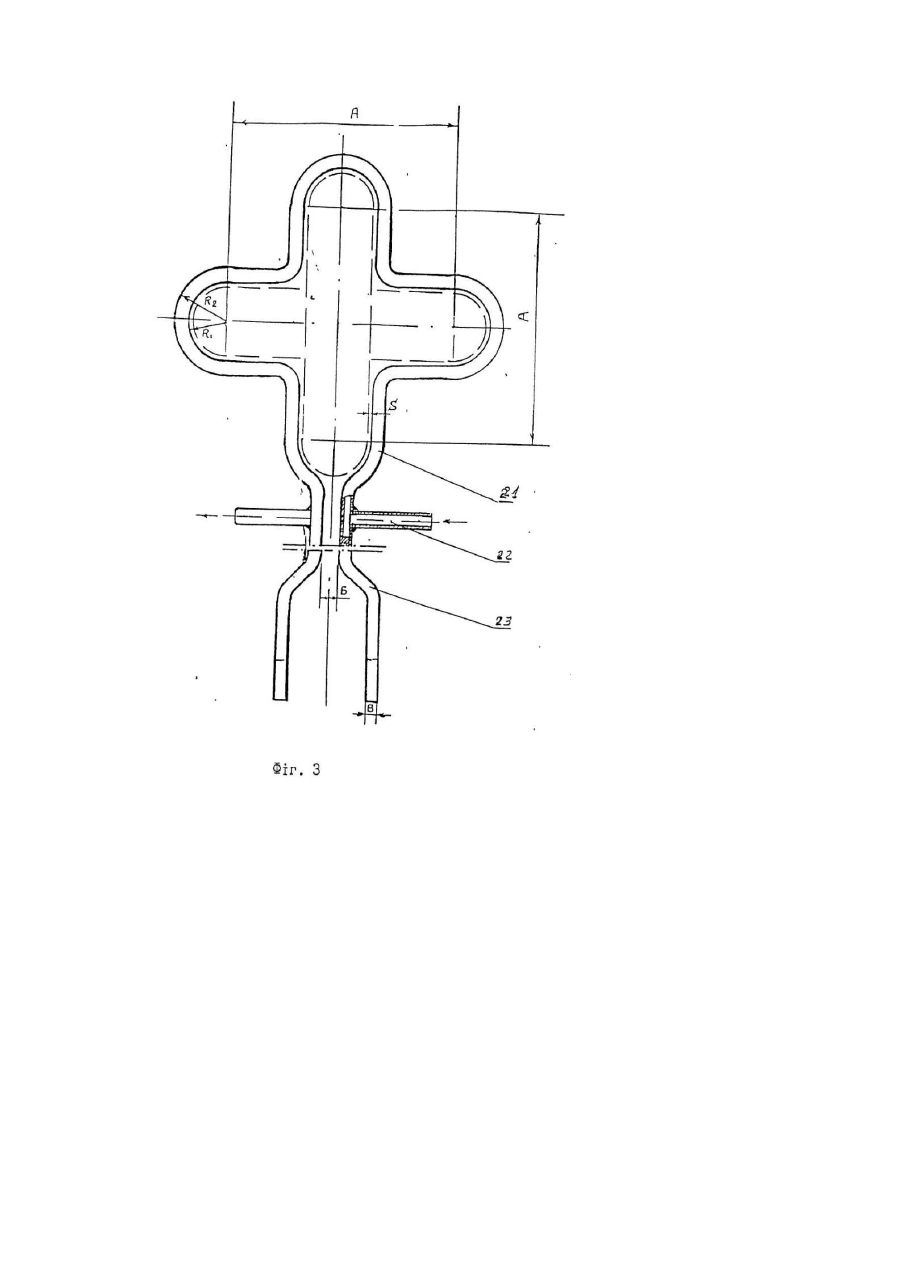
3. Пристрій по п. 1, який відрізняється тим, що індуктор виконують хрестоподібної форми, обхоплюючим у плані всі ділянки ланок ланцюгів з зазором 2-3 мм на сторону, а частоту змінного струму для живлення індуктора застосовують за умов найбільш рівномірного нагріву поперечного перерізу ланок ланцюгів.
4. Пристрій по п. 1, який відрізняється тим, що томильну камеру виконують секційною з газовим середовищем, обладнують газовим пальником та вентиляційними каналами.
Текст
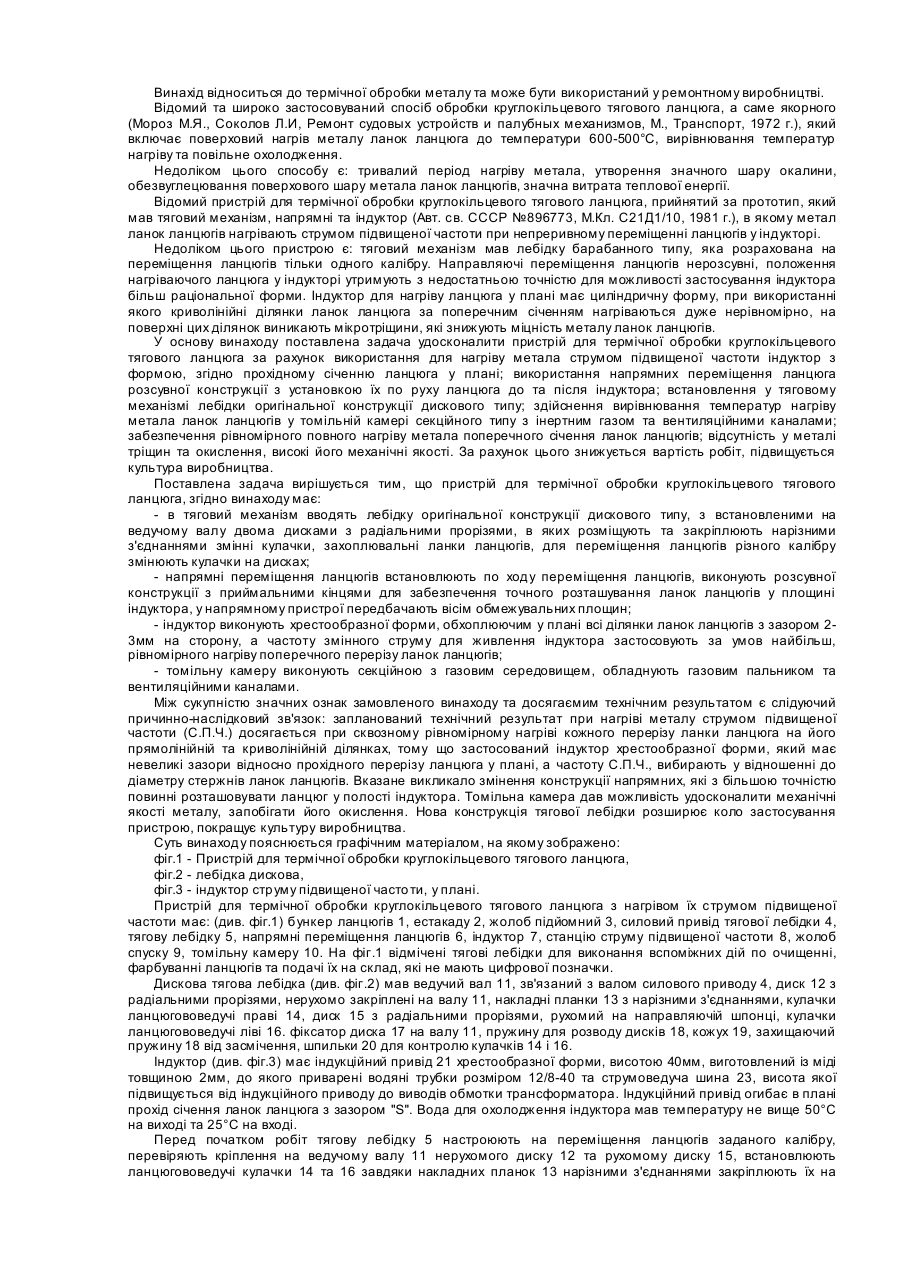
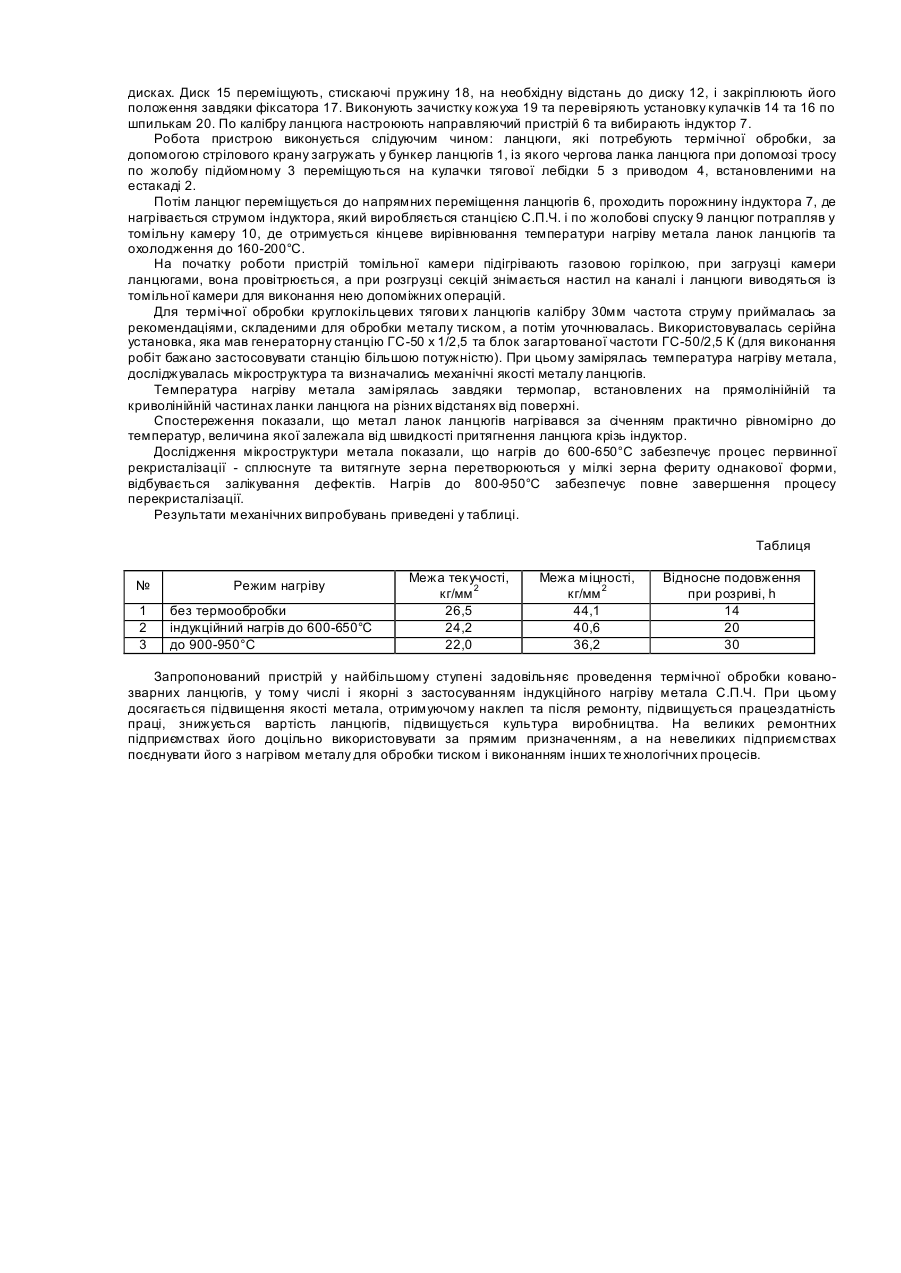
Винахід відноситься до термічної обробки металу та може бути використаний у ремонтному виробництві. Відомий та широко застосовуваний спосіб обробки круглокільцевого тягового ланцюга, а саме якорного (Мороз М.Я., Соколов Л.И, Ремонт судовых устройств и палубных механизмов, М., Транспорт, 1972 г.), який включає поверховий нагрів металу ланок ланцюга до температури 600-500°С, вирівнювання температур нагріву та повільне охолодження. Недоліком цього способу є: тривалий період нагріву метала, утворення значного шару окалини, обезвуглецювання поверхового шару метала ланок ланцюгів, значна витрата теплової енергії. Відомий пристрій для термічної обробки круглокільцевого тягового ланцюга, прийнятий за прототип, який мав тяговий механізм, напрямні та індуктор (Авт. св. СССР №896773, М.Кл. С21Д1/10, 1981 г.), в якому метал ланок ланцюгів нагрівають струмом підвищеної частоти при непреривному переміщенні ланцюгів у індукторі. Недоліком цього пристрою є: тяговий механізм мав лебідку барабанного типу, яка розрахована на переміщення ланцюгів тільки одного калібру. Направляючі переміщення ланцюгів нерозсувні, положення нагріваючого ланцюга у індукторі утримують з недостатньою точністю для можливості застосування індуктора більш раціональної форми. Індуктор для нагріву ланцюга у плані має циліндричну форму, при використанні якого криволінійні ділянки ланок ланцюга за поперечним січенням нагріваються дуже нерівномірно, на поверхні цих ділянок виникають мікротріщини, які знижують міцність металу ланок ланцюгів. У основу винаходу поставлена задача удосконалити пристрій для термічної обробки круглокільцевого тягового ланцюга за рахунок використання для нагріву метала струмом підвищеної частоти індуктор з формою, згідно прохідному січенню ланцюга у плані; використання напрямних переміщення ланцюга розсувної конструкції з установкою їх по руху ланцюга до та після індуктора; встановлення у тяговому механізмі лебідки оригінальної конструкції дискового типу; здійснення вирівнювання температур нагріву метала ланок ланцюгів у томільній камері секційного типу з інертним газом та вентиляційними каналами; забезпечення рівномірного повного нагріву метала поперечного січення ланок ланцюгів; відсутність у металі тріщин та окислення, високі його механічні якості. За рахунок цього знижується вартість робіт, підвищується культура виробництва. Поставлена задача вирішується тим, що пристрій для термічної обробки круглокільцевого тягового ланцюга, згідно винаходу має: - в тяговий механізм вводять лебідку оригінальної конструкції дискового типу, з встановленими на ведучому валу двома дисками з радіальними прорізями, в яких розміщують та закріплюють нарізними з'єднаннями змінні кулачки, захоплювальні ланки ланцюгів, для переміщення ланцюгів різного калібру змінюють кулачки на дисках; - напрямні переміщення ланцюгів встановлюють по ходу переміщення ланцюгів, виконують розсувної конструкції з приймальними кінцями для забезпечення точного розташування ланок ланцюгів у площині індуктора, у напрямному пристрої передбачають вісім обмежувальних площин; - індуктор виконують хрестообразної форми, обхоплюючим у плані всі ділянки ланок ланцюгів з зазором 23мм на сторону, а частоту змінного струму для живлення індуктора застосовують за умов найбільш, рівномірного нагріву поперечного перерізу ланок ланцюгів; - томільну камеру виконують секційною з газовим середовищем, обладнують газовим пальником та вентиляційними каналами. Між сукупністю значних ознак замовленого винаходу та досягаємим технічним результатом є слідуючий причинно-наслідковий зв'язок: запланований технічний результат при нагріві металу струмом підвищеної частоти (С.П.Ч.) досягається при сквозному рівномірному нагріві кожного перерізу ланки ланцюга на його прямолінійній та криволінійній ділянках, тому що застосований індуктор хрестообразної форми, який має невеликі зазори відносно прохідного перерізу ланцюга у плані, а частоту С.П.Ч., вибирають у відношенні до діаметру стержнів ланок ланцюгів. Вказане викликало змінення конструкції напрямних, які з більшою точністю повинні розташовувати ланцюг у полості індуктора. Томільна камера дав можливість удосконалити механічні якості металу, запобігати його окислення. Нова конструкція тягової лебідки розширює коло застосування пристрою, покращує культуру виробництва. Суть винаходу пояснюється графічним матеріалом, на якому зображено: фіг.1 - Пристрій для термічної обробки круглокільцевого тягового ланцюга, фіг.2 - лебідка дискова, фіг.3 - індуктор струму підвищеної частоти, у плані. Пристрій для термічної обробки круглокільцевого тягового ланцюга з нагрівом їх струмом підвищеної частоти має: (див. фіг.1) бункер ланцюгів 1, естакаду 2, жолоб підйомний 3, силовий привід тягової лебідки 4, тягову лебідку 5, напрямні переміщення ланцюгів 6, індуктор 7, станцію струму підвищеної частоти 8, жолоб спуску 9, томільну камеру 10. На фіг.1 відмічені тягові лебідки для виконання вспоміжних дій по очищенні, фарбуванні ланцюгів та подачі їх на склад, які не мають цифрової позначки. Дискова тягова лебідка (див. фіг.2) мав ведучий вал 11, зв'язаний з валом силового приводу 4, диск 12 з радіальними прорізями, нерухомо закріплені на валу 11, накладні планки 13 з нарізними з'єднаннями, кулачки ланцюгововедучі праві 14, диск 15 з радіальними прорізями, рухомий на направляючій шпонці, кулачки ланцюгововедучі ліві 16. фіксатор диска 17 на валу 11, пружину для розводу дисків 18, кожух 19, захищаючий пружину 18 від засмічення, шпильки 20 для контролю кулачків 14 і 16. Індуктор (див. фіг.3) має індукційний привід 21 хрестообразної форми, висотою 40мм, виготовлений із міді товщиною 2мм, до якого приварені водяні трубки розміром 12/8-40 та струмоведуча шина 23, висота якої підвищується від індукційного приводу до виводів обмотки трансформатора. Індукційний привід огибає в плані прохід січення ланок ланцюга з зазором "S". Вода для охолодження індуктора мав температуру не вище 50°С на виході та 25°C на вході. Перед початком робіт тягову лебідку 5 настроюють на переміщення ланцюгів заданого калібру, перевіряють кріплення на ведучому валу 11 нерухомого диску 12 та рухомому диску 15, встановлюють ланцюгововедучі кулачки 14 та 16 завдяки накладних планок 13 нарізними з'єднаннями закріплюють їх на дисках. Диск 15 переміщують, стискаючі пружину 18, на необхідну відстань до диску 12, і закріплюють його положення завдяки фіксатора 17. Виконують зачистку кожуха 19 та перевіряють установку кулачків 14 та 16 по шпилькам 20. По калібру ланцюга настроюють направляючий пристрій 6 та вибирають індуктор 7. Робота пристрою виконується слідуючим чином: ланцюги, які потребують термічної обробки, за допомогою стрілового крану загружать у бункер ланцюгів 1, із якого чергова ланка ланцюга при допомозі тросу по жолобу підйомному 3 переміщуються на кулачки тягової лебідки 5 з приводом 4, встановленими на естакаді 2. Потім ланцюг переміщується до напрямних переміщення ланцюгів 6, проходить порожнину індуктора 7, де нагрівається струмом індуктора, який виробляється станцією С.П.Ч. і по жолобові спуску 9 ланцюг потрапляв у томільну камеру 10, де отримується кінцеве вирівнювання температури нагріву метала ланок ланцюгів та охолодження до 160-200°С. На початку роботи пристрій томільної камери підігрівають газовою горілкою, при загрузці камери ланцюгами, вона провітрюється, а при розгрузці секцій знімається настил на каналі і ланцюги виводяться із томільної камери для виконання нею допоміжних операцій. Для термічної обробки круглокільцевих тягови х ланцюгів калібру 30мм частота струму приймалась за рекомендаціями, складеними для обробки металу тиском, а потім уточнювалась. Використовувалась серійна установка, яка мав генераторну станцію ГС-50 х 1/2,5 та блок загартованої частоти ГС-50/2,5 К (для виконання робіт бажано застосовувати станцію більшою потужністю). При цьому замірялась температура нагріву метала, досліджувалась мікроструктура та визначались механічні якості металу ланцюгів. Температура нагріву метала замірялась завдяки термопар, встановлених на прямолінійній та криволінійній частинах ланки ланцюга на різних відстанях від поверхні. Спостереження показали, що метал ланок ланцюгів нагрівався за січенням практично рівномірно до температур, величина якої залежала від швидкості притягнення ланцюга крізь індуктор. Дослідження мікроструктури метала показали, що нагрів до 600-650°С забезпечує процес первинної рекристалізації - сплюснуте та витягнуте зерна перетворюються у мілкі зерна фериту однакової форми, відбувається залікування дефектів. Нагрів до 800-950°С забезпечує повне завершення процесу перекристалізації. Результати механічних випробувань приведені у таблиці. Таблиця № 1 2 3 Режим нагріву без термообробки індукційний нагрів до 600-650°С до 900-950°С Межа текучості, кг/мм 2 26,5 24,2 22,0 Межа міцності, кг/мм 2 44,1 40,6 36,2 Відносне подовження при розриві, h 14 20 30 Запропонований пристрій у найбільшому ступені задовільняє проведення термічної обробки кованозварних ланцюгів, у тому числі і якорні з застосуванням індукційного нагріву метала С.П.Ч. При цьому досягається підвищення якості метала, отримуючому наклеп та після ремонту, підвищується працездатність праці, знижується вартість ланцюгів, підвищується культура виробництва. На великих ремонтних підприємствах його доцільно використовувати за прямим призначенням, а на невеликих підприємствах поєднувати його з нагрівом металу для обробки тиском і виконанням інших те хнологічних процесів.
ДивитисяДодаткова інформація
Назва патенту англійськоюAn apparatus for the thermal treatment of round circular hauling chain
Автори англійськоюShebanov Volodymyr Oleksandrovych
Назва патенту російськоюУстройство для термической обработки круглокольцевой тяговой цепи
Автори російськоюШебанов Владимир Александрович
МПК / Мітки
МПК: C21D 1/09
Мітки: круглокільцевого, обробки, термічної, ланцюга, тягового, пристрій
Код посилання
<a href="https://ua.patents.su/5-63145-pristrijj-dlya-termichno-obrobki-kruglokilcevogo-tyagovogo-lancyuga.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термічної обробки круглокільцевого тягового ланцюга</a>
Пристрій для направлення тягового ланцюга конвейєра

Номер патенту: 16769
Опубліковано: 29.08.1997
Автори: Масліна Віктор Семенович, Перський Володимир Давидович, Бабенко Микола Павлович, Рабінович Ізраіль Беніаминович, Обоскалов Сергій Іванович, Логвін Анатолій Микитович
МПК: B65G 19/00
Мітки: направлення, пристрій, конвейєра, ланцюга, тягового
Формула / Реферат:
1. Устройство для направлення тяговой цепи конвейєра, включающее съемники,закрепленные на козырьке рамы конвейера узлом соединения и содержащие рабочие части, размещенные между венцами звездочек с зазорами, и нерабочие части, отличающееся тем, что, с целью облегчения монтажа-демонтажа устройства и повышения надежности его работы, нерабочая часть каждого съемника выполнена с горизонтальным отверстием, а козырек рамы снабжен вертикальными...
Обладнання для стопоріння тягового ланцюга конвеєра, наприклад ескалатора, у випадку його обриву
Номер патенту: 1764
Опубліковано: 15.05.2003
Автори: Кірєєв Юрій Владіміровіч, Хрістіч Віктор Константіновіч
МПК: B65G 43/06, B66B 29/00
Мітки: обриву, тягового, конвеєра, випадку, стопоріння, ескалатора, обладнання, ланцюга, наприклад
Формула / Реферат:
Обладнання для стопоріння тягового ланцюга конвеєра, наприклад ескалатора, у випадку його обриву, яке має закріплені на металоконструкції ескалатора стопорний елемент, встановлений з можливістю взаємодії з тяговим ланцюгом, та слідкуючий елемент, контактуючий з втулками тягового ланцюга, який відрізняється тим, що стопорний елемент виконано у вигляді зубчатого сектора, зубці якого повернені під кутом до втулок тягового ланцюга, і...
Спосіб термічної обробки агломератів і пристрій для термічної обробки агломератів (варіанти)
Номер патенту: 57144
Опубліковано: 16.06.2003
Автори: Паммер Оскар, Стіасні Ханс
МПК: C22B 1/242, C22B 1/214
Мітки: обробки, термічної, агломератів, варіанти, спосіб, пристрій
Формула / Реферат:
1. Спосіб термічної обробки агломератів, зокрема, високотемпературного випалення окатишів, які містять оксид заліза, у декількох послідовних зонах обробки в реакторі, зокрема, в шахтній печі, в якому агломерати- постійно подають в зону завантаження і утворюють в реакторі шар,- висушують і нагрівають в зоні сушіння і нагріву, наступній за зоною завантаження,- обпалюють в зоні випалення, наступній за зоною нагріву,-...
Пристрій для термічної обробки харчових продуктів
Номер патенту: 31018
Опубліковано: 15.12.2000
Автори: Синюткіна Людмила Олексіївна, Корж Володимир Анатолійович
МПК: A23B 4/044
Мітки: продуктів, термічної, пристрій, харчових, обробки
Формула / Реферат:
Пристрій для термічної обробки харчових продуктів, який містить опору, вентилятор, піч з колосниковою решіткою, камеру згоряння, зольник і димохід, коптильну камеру і димову трубу, відрізняється тим,, що він забезпечений фільтром і водяним баком, причому фільтр установлений над коптильною камерою у верхньому димоході, відвід якого виконаний у вигляді змійовика, вбудованого у водяний бак, а вентилятор розміщений у порожнині димової труби.
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: термічної, зварних, спосіб, з'єднань, обробки
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Попередній патент: Пристрій для виготовлення штапельних волокон
Наступний патент: Спосіб селекції об’єктів
Випадковий патент: Спосіб доступу при хірургічному лікуванні мисково-сечовідного сегмента