Пристрій для укладання пляшок в тару
Номер патенту: 63605
Опубліковано: 15.01.2004
Автори: Валіулін Генадій Романович, Свінціцька Анна Іванівна, Пітра Михайло Михайлович, Жарова Світлана Іванівна

Формула / Реферат
1. Пристрій для укладання пляшок в тару, що складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, стола-нагромаджувача для формування вертикального шару, механізмів для захоплювання і переміщення пляшок і міжшарових прокладок в тару, який відрізняється тим, що вузол для укладання пляшок і міжшарових прокладок складається із змонтованої з можливістю зворотно-поступального переміщення в горизонтальній площині каретки з механізмом укладання пляшок і міжшарових прокладок, а сама каретка містить дві спряжені важільні системи для переміщення укладальної головки з пляшками і головки міжшарових прокладок з можливістю пересування в вертикальній площині, привід якого здійснюється через підтримуючі скоби з напрямними за допомогою тяги, з'єднаної з двома нескінченними ланцюгами, і які утворюють замкнені ланцюгові контури.
2. Пристрій по п. 1, який відрізняється тим, що станина в верхній частині ланцюгового контура має горизонтальні і похилі нерухомі напрямні.
Текст
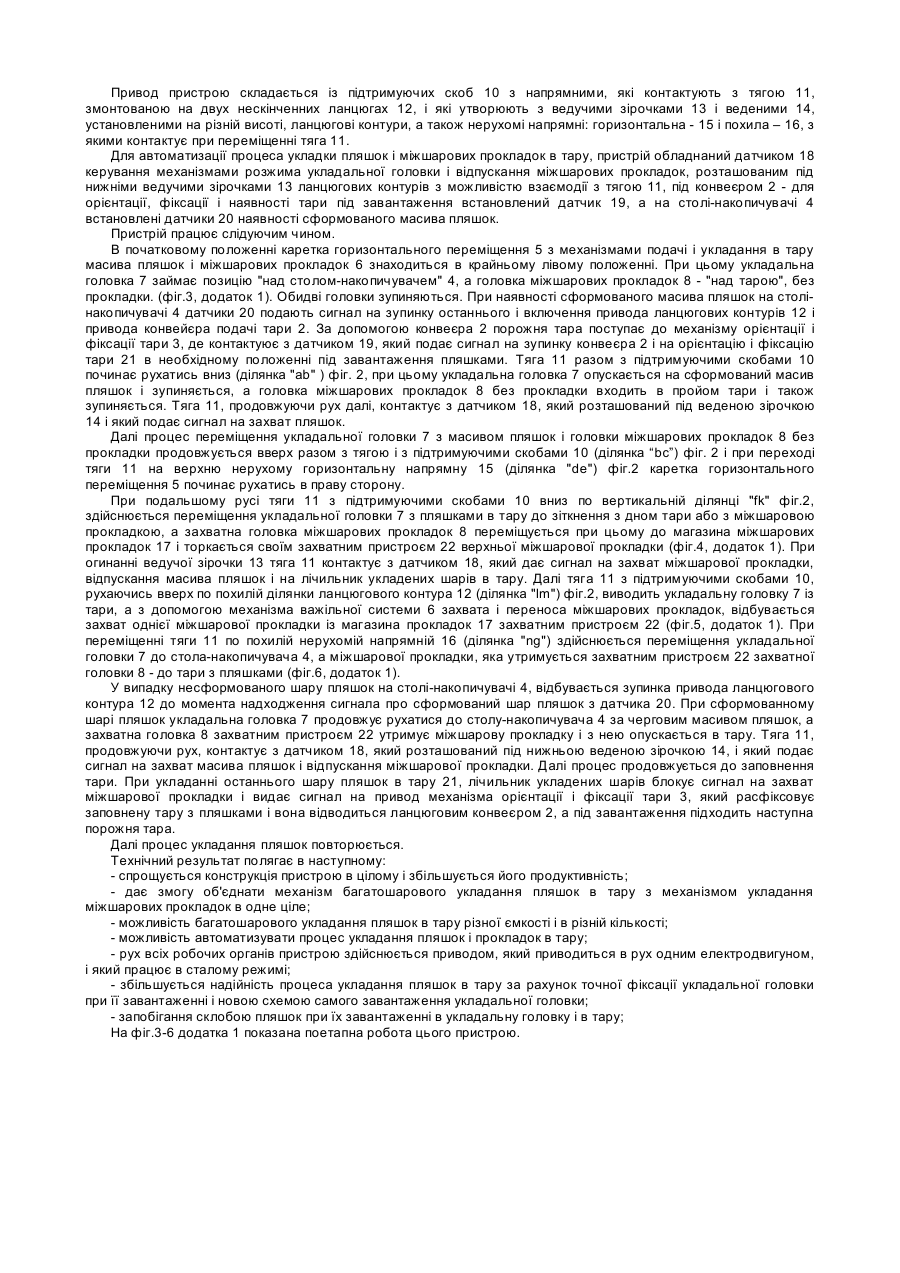
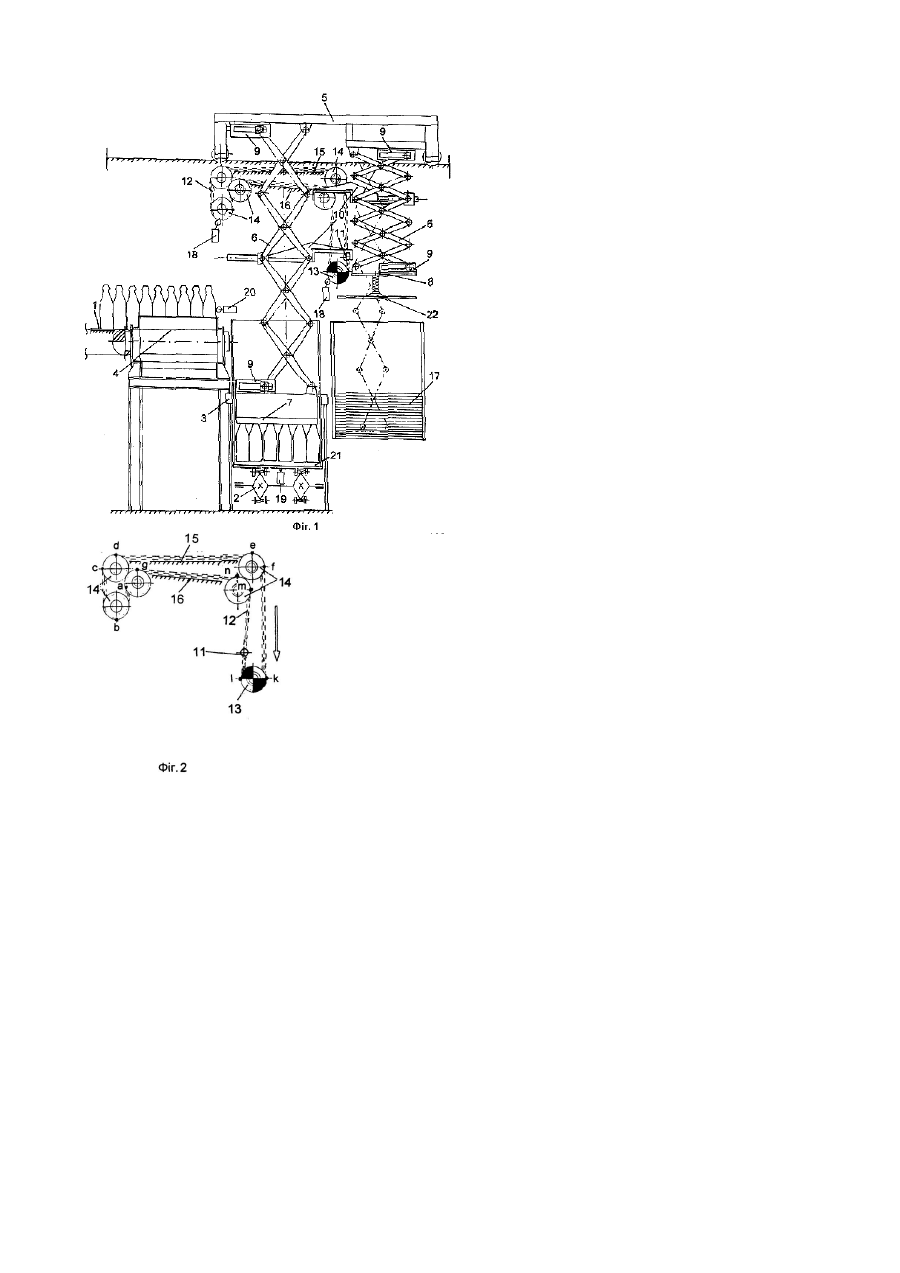
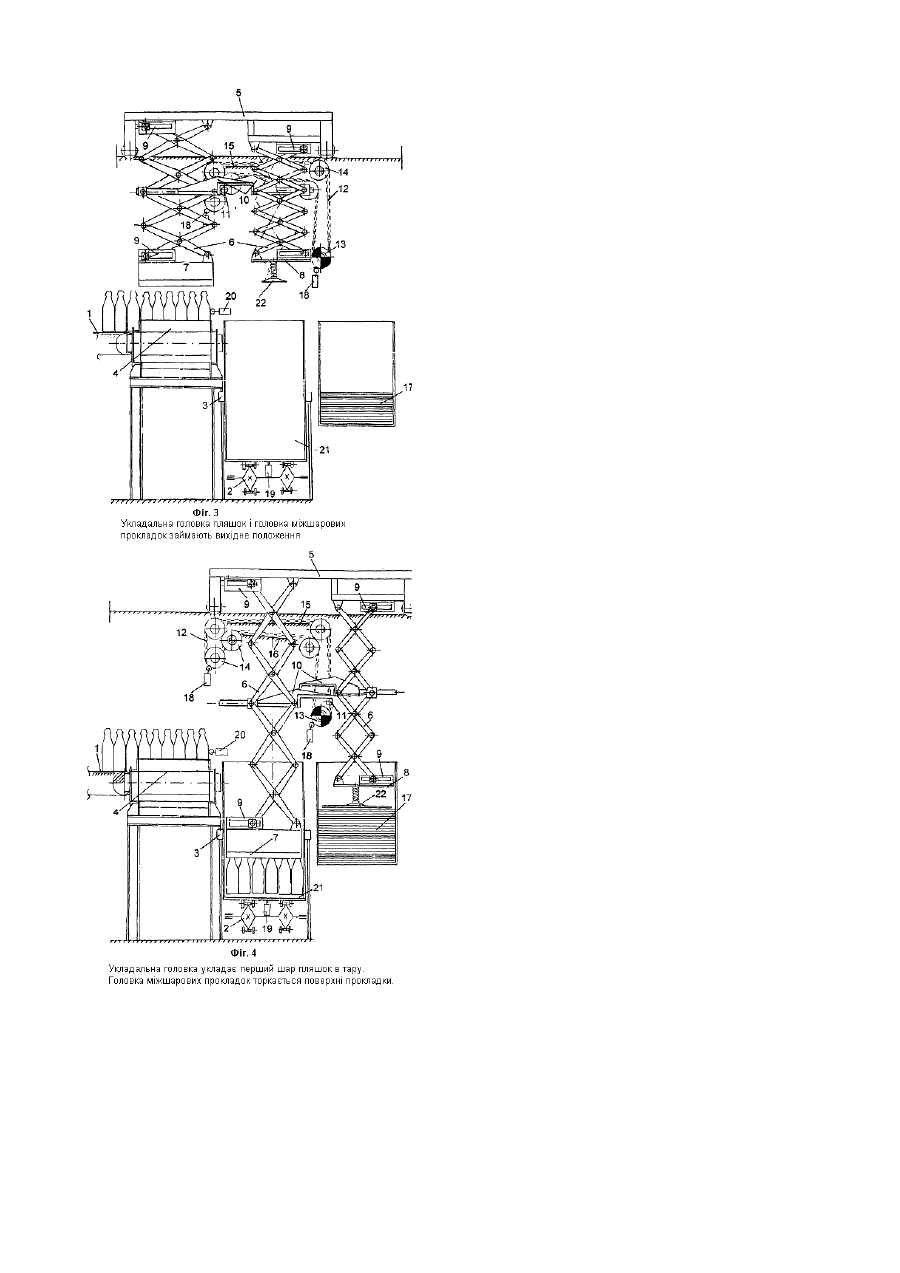
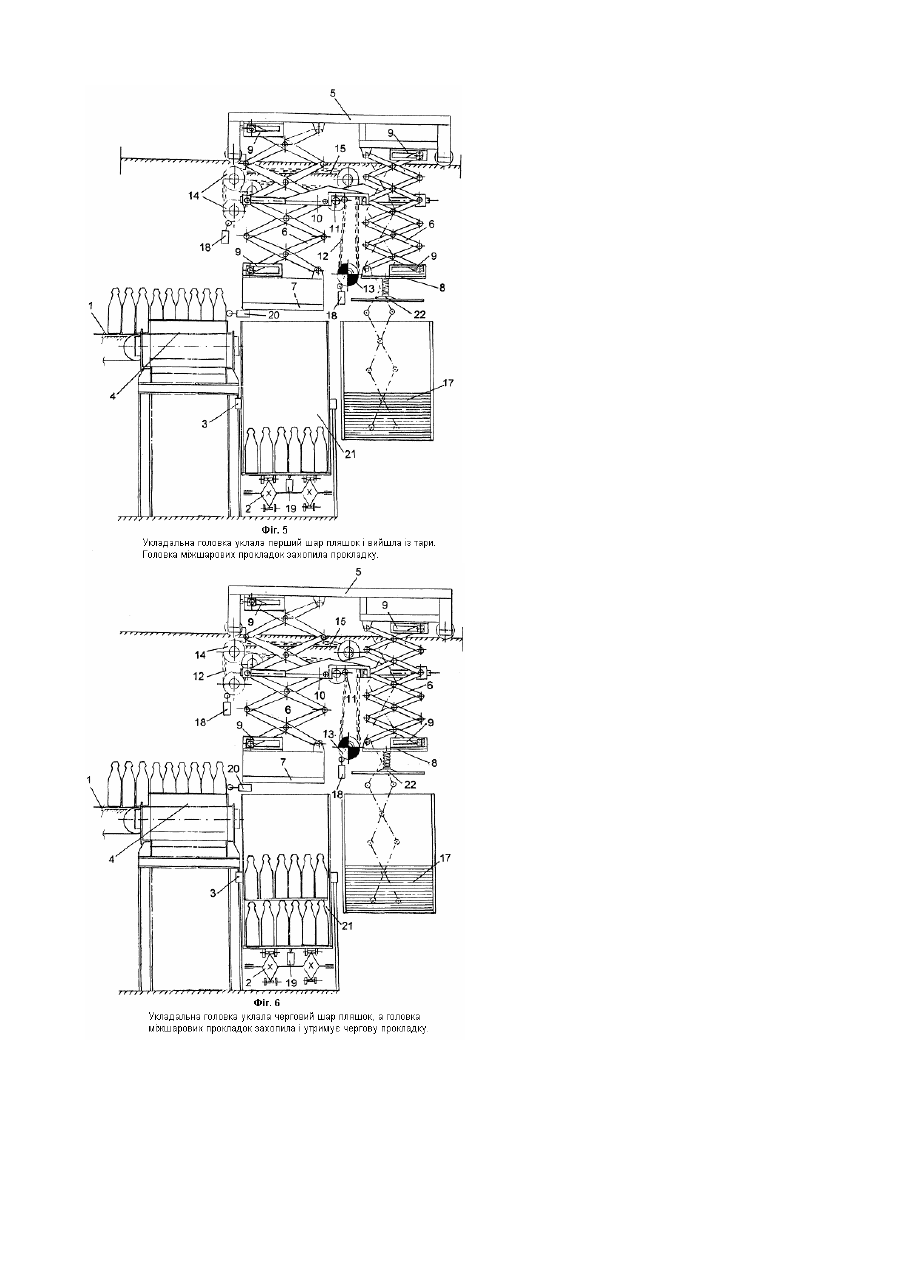
Винахід відноситься до пристроїв для укладання пляшок в тару і може бути використано в харчовій, медичній, хімічній та інших галузях народного господарства. Відомі пристрої для укладання пляшок в тару в вертикальному положенні, які складаються з конвеєрів для подачі пляшок і тари, нерухомого стола-накопичувача для формування шару пляшок, захватної головки, механізмів вертикальної і горизонтальної подачі пляшок, системи керування рухом робочих органів, механізму міжшарових прокладок. Це пристрої для укладання пляшок: ОУД, фірми "Regent", "Энцингер", "Хольштейн и Капперт", "Зейтц" (книга В.М. Новиков "Автоматы для извлечения бутылок из ящиков и укладка их в ящики", М., "Пищевая промышленность", 1977год., стр.20, 50, 54, 57), авторські свідоцтва СРСР №№ 291839, 448149, 423708, 379467, 925771, 763191 та інші. Недоліком таких пристроїв є циклічна робота приводу, неможливість багатоярусного укладання пляшок, наявність великої кількості приводів, громіздкість, складна конструкція, великі витрати часу переміщення холостого ходу захватної головки, трудоємкість експлуатації і налагоджування. Відомо також пристрій для укладання пляшок в контейнери а.с. 1611788 БВ №45 1990р., який складається із конвеєрів для подачі пляшок і контейнерів, стола-накопичувача формування шару пляшок, каретки, механізма для захвата і переміщення пляшок в контейнер, який складається із встановленною з можливістю переміщення по напрямним каретки, змонтованою на ній з можливістю вертикального переміщення штанги з закріпленими на її верхнім кінці кронштейном, захоплюючою головкою, а також пристрій для подачі міжшарових прокладок, магазин для прокладок і привод, який складається із двох установлених на зірочках нескінчених ланцюгових контурів, обладнаних траверсою для взаємодії з кареткою. Недоліком такого пристрою є складна конструкція пристрою за рахунок застосування каретки горизонтального переміщення, що обладнана вертикальними напрямними, наявністю додаткового пристрою для подачі міжшарових прокладок з магазином прокладок, великою довжиною ланцюгових контурів, великою кількістю обертаючих частин, а також великі розміри і некомпактність самого пристрою. В основу винаходу поставлена задача удосконалення пристрою для укладання пляшок в тару шляхом змінювання конструкції, яка забезпечує гарантоване утримання пляшок, зменшення коливання укладальної головки і пляшок в процесі їх переміщення, відсутність динамічних складових навантажень при опусканні захватної головки на масив пляшок і їх захват, зменшення розмірів і досягнення компактності пристрою в цілому, а також об'єднання механізмів багатошарового укладання пляшок в тару з механізмом укладання міжшарових прокладок в одне ціле. Поставлена задача досягається тим, що пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, стола-накопичувача для формування вертикального шару, механізмів для захвата і переміщення пляшок і міжшарових прокладок в тару (контейнер). Згідно винаходу, вузол для укладання пляшок складається із змонтованої з можливістю переміщення зворотно-поступального переміщення в горизонтальній площині каретки з механізмом укладання пляшок і міжшарових прокладок, а сама каретка містить дві спряжні важільні системи для переміщення укладальної головки з пляшками і головки міжшарових прокладок, які пересуваються в вертикальній площині, привод якого здійснюється через підтримуючи скоби з напрямними за допомогою тяги, з'єднаною з двома нескінченими ланцюгами, установленими на ведучих і ведених зірочках, і які утворюють замкнені ланцюгові контури. Самі ланцюги з тягою в верхній частині пристрою рухаються горизонтально і похило по нерухомим напрямним. Станина в верхній частині ланцюгового контура має горизонтальні і похилі нерухомі напрямі. Причинно-наслідковий зв'язок між запропонованими ознаками та очікуваним технічним результатом полягає в наступному: - вузол для укладання пляшок і міжшарових прокладок із змонтованої з можливістю зворотно-поступального переміщення в горизонтальній площині каретки з механізмом укладання пляшок і міжшарових прокладок, з двома спряжними важільними системами для переміщення укладальної головки з пляшками і головки міжшарових прокладок, дає можливість скоротити холостий хід і здійснити багатошарове укладання пляшок в тару з міжшаровими прокладками; застосування самої спряженої важільної системи забезпечує вертикальне переміщення укладальної головки з пляшками і головки міжшарових прокладок; - наявність двух підтримуючих скоб з напрямними дозволяють вертикально укладати пляшки і міжшарові прокладки почерзі на різну висоту; - горизонтальні і похилі нерухомі напрямні сприяють рівномірному руху і без коливань пересування каретки з механізмом укладання пляшок і міжшарових прокладок; - горизонтальні похилі нерухомі напрямні сприяють рівномірному рухуі без коливань пересування каретки з механізмом укладання; - привод укладальної головки здійснюється шляхом контакту підтримуючої скоби з тягою, з'єднаної з двома нескінченими ланцюгами, установленними на ведучих і ведених зірочках, утворюючи ланцюгові контури, дає змогу застосувати один двигун. На фіг.1 показаний пристрій для укладання пляшок в тару; на фіг. 2 - траса ланцюгового контура з ділянками. Пристрій для укладання пляшок в тару містить в собі конвеєри 1 і 2 для подачі пляшок і тари, механізм орієнтації і фіксації тари 3, багатострічкові рухомі конвеєри (стіл-накопичувач) 4, механізм подачі і укладання в тару шару пляшок і міжшарових прокладок, до складу якого входить каретка горизонтального переміщення 5, яка має дві спряжні важільні системи (Нюрбергськи ножиці) 6, для вертикального переміщення укладальної головки 7 з масивом пляшок і головки міжшарових прокладок 8 з захватним пристроєм 22, а також магазин міжшарових прокладок 17 і тару для укладання пляшок 21. При роботі механізма подачі і укладання в тару шару пляшок і міжшарових прокладок верхні і нижні шарніри спряжних важільних систем 6 здійснюють зворотно-поступальних рух по горизонтальним напрямним 9 каретки горизонтального переміщення 5, укладальної головки 7 і головки міжшарових прокладок 8, а середні шарніри - по напрямним поверхням підтримуючих скоб 10. Привод пристрою складається із підтримуючих скоб 10 з напрямними, які контактують з тягою 11, змонтованою на двух нескінченних ланцюгах 12, і які утворюють з ведучими зірочками 13 і веденими 14, установленими на різній висоті, ланцюгові контури, а також нерухомі напрямні: горизонтальна - 15 і похила – 16, з якими контактує при переміщенні тяга 11. Для автоматизації процеса укладки пляшок і міжшарових прокладок в тару, пристрій обладнаний датчиком 18 керування механізмами розжима укладальної головки і відпускання міжшарових прокладок, розташованим під нижніми ведучими зірочками 13 ланцюгових контурів з можливістю взаємодії з тягою 11, під конвеєром 2 - для орієнтації, фіксації і наявності тари під завантаження встановлений датчик 19, а на столі-накопичувачі 4 встановлені датчики 20 наявності сформованого масива пляшок. Пристрій працює слідуючим чином. В початковому положенні каретка горизонтального переміщення 5 з механізмами подачі і укладання в тару масива пляшок і міжшарових прокладок 6 знаходиться в крайньому лівому положенні. При цьому укладальна головка 7 займає позицію "над столом-накопичувачем" 4, а головка міжшарових прокладок 8 - "над тарою", без прокладки. (фіг.3, додаток 1). Обидві головки зупиняються. При наявності сформованого масива пляшок на столінакопичувачі 4 датчики 20 подають сигнал на зупинку останнього і включення привода ланцюгових контурів 12 і привода конвейєра подачі тари 2. За допомогою конвеєра 2 порожня тара поступає до механізму орієнтації і фіксації тари 3, де контактуює з датчиком 19, який подає сигнал на зупинку конвеєра 2 і на орієнтацію і фіксацію тари 21 в необхідному положенні під завантаження пляшками. Тяга 11 разом з підтримуючими скобами 10 починає рухатись вниз (ділянка "аb" ) фіг. 2, при цьому укладальна головка 7 опускається на сформований масив пляшок і зупиняється, а головка міжшарових прокладок 8 без прокладки входить в пройом тари і також зупиняється. Тяга 11, продовжуючи рух далі, контактує з датчиком 18, який розташований під веденою зірочкою 14 і який подає сигнал на захват пляшок. Далі процес переміщення укладальної головки 7 з масивом пляшок і головки міжшарових прокладок 8 без прокладки продовжується вверх разом з тягою і з підтримуючими скобами 10 (ділянка “bc”) фіг. 2 і при переході тяги 11 на верхню нерухому горизонтальну напрямну 15 (ділянка "de") фіг.2 каретка горизонтального переміщення 5 починає рухатись в праву сторону. При подальшому русі тяги 11 з підтримуючими скобами 10 вниз по вертикальній ділянці "fk" фіг.2, здійснюється переміщення укладальної головки 7 з пляшками в тару до зіткнення з дном тари або з міжшаровою прокладкою, а захватна головка міжшарових прокладок 8 переміщується при цьому до магазина міжшарових прокладок 17 і торкається своїм захватним пристроєм 22 верхньої міжшарової прокладки (фіг.4, додаток 1). При огинанні ведучої зірочки 13 тяга 11 контактує з датчиком 18, який дає сигнал на захват міжшарової прокладки, відпускання масива пляшок і на лічильник укладених шарів в тару. Далі тяга 11 з підтримуючими скобами 10, рухаючись вверх по похилій ділянки ланцюгового контура 12 (ділянка "lm") фіг.2, виводить укладальну головку 7 із тари, а з допомогою механізма важільної системи 6 захвата і переноса міжшарових прокладок, відбувається захват однієї міжшарової прокладки із магазина прокладок 17 захватним пристроєм 22 (фіг.5, додаток 1). При переміщенні тяги 11 по похилій нерухомій напрямній 16 (ділянка "ng") здійснюється переміщення укладальної головки 7 до стола-накопичувача 4, а міжшарової прокладки, яка утримується захватним пристроєм 22 захватної головки 8 - до тари з пляшками (фіг.6, додаток 1). У випадку несформованого шару пляшок на столі-накопичувачі 4, відбувається зупинка привода ланцюгового контура 12 до момента надходження сигнала про сформований шар пляшок з датчика 20. При сформованному шарі пляшок укладальна головка 7 продовжує рухатися до столу-накопичувача 4 за черговим масивом пляшок, а захватна головка 8 захватним пристроєм 22 утримує міжшарову прокладку і з нею опускається в тару. Тяга 11, продовжуючи рух, контактує з датчиком 18, який розташований під нижньою веденою зірочкою 14, і який подає сигнал на захват масива пляшок і відпускання міжшарової прокладки. Далі процес продовжується до заповнення тари. При укладанні останнього шару пляшок в тару 21, лічильник укладених шарів блокує сигнал на захват міжшарової прокладки і видає сигнал на привод механізма орієнтації і фіксації тари 3, який расфіксовує заповнену тару з пляшками і вона відводиться ланцюговим конвеєром 2, а під завантаження підходить наступна порожня тара. Далі процес укладання пляшок повторюється. Технічний результат полягає в наступному: - спрощується конструкція пристрою в цілому і збільшується його продуктивність; - дає змогу об'єднати механізм багатошарового укладання пляшок в тару з механізмом укладання міжшарових прокладок в одне ціле; - можливість багатошарового укладання пляшок в тару різної ємкості і в різній кількості; - можливість автоматизувати процес укладання пляшок і прокладок в тару; - рух всіх робочих органів пристрою здійснюється приводом, який приводиться в рух одним електродвигуном, і який працює в сталому режимі; - збільшується надійність процеса укладання пляшок в тару за рахунок точної фіксації укладальної головки при її завантаженні і новою схемою самого завантаження укладальної головки; - запобігання склобою пляшок при їх завантаженні в укладальну головку і в тару; На фіг.3-6 додатка 1 показана поетапна робота цього пристрою.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for stacking the bottles into the container
Автори англійськоюValiulin Henadii Romanovych, Zharova Svitlana Ivanivna, Svintsitska Anna Ivanivna
Назва патенту російськоюУстройство для укладывания бутылок в тару
Автори російськоюВалиулин Геннадий Романович, Жарова Светлана Ивановна, Свинцицкая Анна Ивановна
МПК / Мітки
МПК: B65B 21/00
Мітки: укладання, пристрій, пляшок, тару
Код посилання
<a href="https://ua.patents.su/5-63605-pristrijj-dlya-ukladannya-plyashok-v-taru.html" target="_blank" rel="follow" title="База патентів України">Пристрій для укладання пляшок в тару</a>
Пристрій для укладання пляшок в тару

Номер патенту: 50686
Опубліковано: 15.10.2002
Автори: Горбатюк Дмитро Васильович, Валіулін Генадій Романович, Цюпка Тарас Григорович, Жарова Світлана Іванівна
МПК: B65B 21/00
Мітки: укладання, тару, пляшок, пристрій
Формула / Реферат:
1. Пристрій для укладання пляшок в тару, який містить конвеєри для подачі пляшок і тари, механізм орієнтації і фіксації тари, стіл-нагромаджувач для формування вертикального шару, механізми подачі в тару пляшок і міжшарових прокладок, який відрізняється тим, що вузол для укладання пляшок складається із змонтованої з можливістю зворотно-поступального переміщення в горизонтальній площині каретки з механізмом укладання міжшарових прокладок, а...
Пристрій для укладання пляшок в тару

Номер патенту: 37783
Опубліковано: 15.05.2001
Автори: Валіулін Геннадій Романович, Базаренко Володимир Васильович
МПК: B65B 21/00
Мітки: пляшок, укладання, пристрій, тару
Формула / Реферат:
/21/ 2000042154 Дата прийняття /54/ /57/ рішення 23 квітня 2001р.1. Пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму...
Пристрій для укладання пляшок в тару

Номер патенту: 45852
Опубліковано: 15.04.2002
Автори: Базаренко Володимир Васильович, Кошков Олександр Васильович, Жарова Світлана Іванівна, Валіулін Генадій Романович
МПК: B65B 21/00
Мітки: пляшок, укладання, пристрій, тару
Формула / Реферат:
1. Пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, шарнірного стулкового механізму з напрямними, механізму подачі в тару пляшок, а також відсікача пляшок, який відрізняється тим, що вузол для завантаження укладальної головки складається із рухомого багатострічкового пластинчастого конвеєра з напрямними і двох рухомих підтримуючих стулок з боковим огородженням,...
Пристрій для укладання пляшок у тару

Номер патенту: 474
Опубліковано: 29.12.1999
Автори: Свірідов Олег Іванович, Гуренко Анатолій Степанович, Кучер Ігор Євгенович, Лозовий Василь Леонідович
МПК: B65B 5/06
Мітки: пляшок, тару, пристрій, укладання
Формула / Реферат:
Пристрій для укладання пляшок у тару, що складається із корпусу з горизонтально розташованим транспортером, перпендикулярно якому розташований механізм переміщення тари, і вертикально розташованих боковин корпусу, між якими розташована, із можливістю зворотно-поступального руху по дузі, каретка, основа якої містить головки захоплювання, який відрізняється тим, що він додатково містить прийомну касету, яка розташована між механізмом і...
Пристрій для укладання пляшок в тару

Номер патенту: 54241
Опубліковано: 17.02.2003
Автори: Ковальов Олександр Іванович, Пітра Михайло Михайлович, Сторіжко Йосип Іванович
МПК: B65B 21/00
Мітки: укладання, пристрій, пляшок, тару
Формула / Реферат:
1. Пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, стола-накопичувача для формування шару пляшок, важільного механізму переміщення і змонтовану на останньому захватну головку для шару пляшок, який відрізняється тим, що вузол переміщення шару пляшок складається із шатунно-коромислового механізму, на якому змонтована захватна головка, та кулісного механізму з...
Попередній патент: Ручна граната
Наступний патент: Склад глазурі для морозива з функціональними властивостями меліси
Випадковий патент: Спосіб корекції клапанної недостатності глибоких вен нижньої кінцівки