Спосіб дугового наплавлення корозійностійкими антифрикційними сплавами
Номер патенту: 67955
Опубліковано: 12.03.2012
Автори: Малінов Володимир Леонідович, Воробйов Володимир Вікторович, Малінов Леонід Соломонович, Жуков Сергій Васильович, Мак-Мак Олександр Сергійович


Формула / Реферат
Спосіб дугового наплавлення корозійностійкими антифрикційними сплавами під флюсом з використанням основного електрода і додаткової присадки алюмінію, який відрізняється тим, що як основний електрод застосовують електрод з мідно-нікелевого сплаву, а як присадку - алюмінієвий дріт, який подають в оптимальній кількості 20-30 % від загальної маси перед дугою в головну частину зварювальної ванни.
Текст
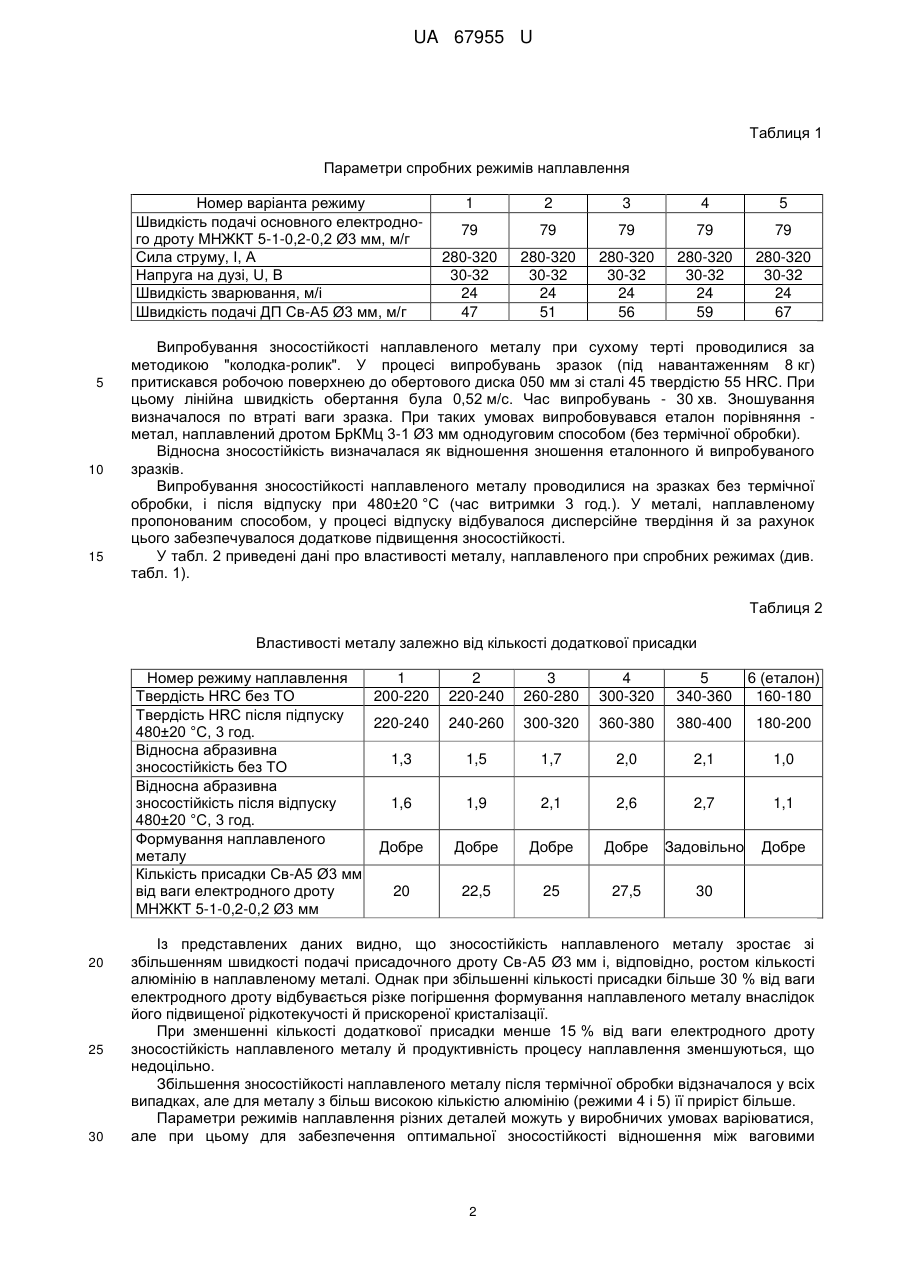
Реферат: Спосіб дугового наплавлення корозійностійкими антифрикційними сплавами під флюсом з використанням основного електрода і додаткової присадки алюмінію. Як основний електрод застосовують електрод з мідно-нікелевого сплаву, а як присадку - алюмінієвий дріт, який подають в оптимальній кількості 20-30 % від загальної маси перед дугою в головну частину зварювальної ванни. UA 67955 U (12) UA 67955 U UA 67955 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі зварювального виробництва, зокрема до технології дугового наплавлення корозійностійкими антифрикційними сплавами, до якої пред'являються вимоги по корозійній стійкості, зносостійкості й тріщиностійкості наплавленого металу. Наприклад, при виготовленні таких деталей, як гребні гвинти, напрямні, поверхні катання, поршні й втулки енергетичного встаткування й т.і. Як прототип вибраний спосіб відновлення деталей [див. патент на корисну модель № 35312 UA бюл. № 17 від 10.09.2008], що забезпечує одержання у наплавленому шарі зносостійкої корозійностійкої сталі, на яку впливає дисперсійне твердіння, мартенситноаустенітного класу, при якому наплавлення виконують аустенітним дротом з присадкою холодним низьколегованим стальним дротом перед дугою в головну ванну. Основний недолік даного способу обумовлений утворенням характерних дефектів, таких як тріщини на межі сплавлення "бронза-сталь", що суттєво знижують працездатність антифрикційного шару. При дуговому наплавленні необхідна якість шару, який наплавляють, й зони сплавлення забезпечуються не у всіх випадках. В основу корисної моделі поставлена задача поліпшення технологічності й продуктивності процесу, а також одержання доброї якості формування наплавленого металу, до якого пред'являються вимоги по корозійній стійкості, зносостійкості й тріщиностійкості. Поставлена задача вирішується способом дугового наплавлення корозійностійкими антифрикційними сплавами під флюсом з використанням основного електрода і додаткової присадки алюмінію; при цьому як основний електрод застосовують електрод з мідно-нікелевого сплаву (наприклад, МНЖКТ 5-1-0,2-0,2 за ДСТ 16130-90), а як присадку алюмінієвий дріт (наприклад, Св-А5 ДЕРЖСТАНДАРТ 7871-75), що подають в оптимальній кількості 20-30 % від загальної маси перед дугою в головну частину зварювальної ванни. Перевагами зазначеного способу наплавлення є: підвищення експлуатаційних характеристик наплавленого металу (зносостійкості, корозійної стійкості) за рахунок оптимізації його хімічного складу (легування алюмінієм і нікелем); - зменшення кількості заліза в першому наплавленому шарі й внутрішніх напружень при наплавленні, що забезпечують підвищення тріщиностійкості; - підвищення продуктивності на 20-30 % у порівнянні з однодуговим наплавленням за рахунок додаткового "підстуження". Термічна обробка у вигляді відпуску при 550-600 °C, часто є обов'язковою технологічною операцією для зняття залишкових напруг у наплавлених деталях. У передбачуваному способі наплавлення при виконанні такого відпуску забезпечують додаткове підвищення зносостійкості за рахунок формування в наплавленому металі інтерметалідів типу Nі 3Al і дисперсійного твердіння. Як електродний дріт може застосовуватися, що випускаються відповідно до ДЕРЖСТАНДАРТ 16130-90: МНЖКТ 5-1-0,2-0,2 і МНЖ 5-1. Як додаткова присадка можуть застосовуватися різні алюмінієві дроти, що випускаються за ДСТ 7871-75: Св-А5, Св-А99, Св-А97, Св-А85Т, Св-АМц, Св-1201. Алюмінієвий присадочиий дріт подають у головну частину ванни в оптимальній кількості 2030 % від маси електродного дроту. Збільшення кількості додаткової присадки більше 30 % призводить до погіршення формування через підвищену рідкотекучість й переохолодження наплавленого металу. Зменшення частки додаткової присадки менше 15 % недоцільно через зниження зносостійкості й корозійної стійкості наплавленого металу, а також продуктивності процесу наплавлення. Нижче корисна модель пояснюється прикладом її виготовлення. Виконувалося спробне наплавлення в три шари на 5-ти різних режимах (табл. 1). Використовувався електродний дріт МНЖКТ 5-1-0,2-0,2 Ø3 мм і додаткова присадка Св-А5 03 мм. Кількість додаткової присадки, яка подається за одиницю часу варіювалося від 20 до 30 % під ваги електродного дроту. Значення параметрів спробних режимів наплавлення приведені в табл. 1. 1 UA 67955 U Таблиця 1 Параметри спробних режимів наплавлення Номер варіанта режиму Швидкість подачі основного електродного дроту МНЖКТ 5-1-0,2-0,2 Ø3 мм, м/г Сила струму, І, А Напруга на дузі, U, В Швидкість зварювання, м/і Швидкість подачі ДП Св-А5 Ø3 мм, м/г 5 10 15 1 2 3 4 5 79 79 79 79 79 280-320 30-32 24 47 280-320 30-32 24 51 280-320 30-32 24 56 280-320 30-32 24 59 280-320 30-32 24 67 Випробування зносостійкості наплавленого металу при сухому терті проводилися за методикою "колодка-ролик". У процесі випробувань зразок (під навантаженням 8 кг) притискався робочою поверхнею до обертового диска 050 мм зі сталі 45 твердістю 55 HRC. При цьому лінійна швидкість обертання була 0,52 м/с. Час випробувань - 30 хв. Зношування визначалося по втраті ваги зразка. При таких умовах випробовувався еталон порівняння метал, наплавлений дротом БрКМц 3-1 Ø3 мм однодуговим способом (без термічної обробки). Відносна зносостійкість визначалася як відношення зношення еталонного й випробуваного зразків. Випробування зносостійкості наплавленого металу проводилися на зразках без термічної обробки, і після відпуску при 480±20 °C (час витримки 3 год.). У металі, наплавленому пропонованим способом, у процесі відпуску відбувалося дисперсійне твердіння й за рахунок цього забезпечувалося додаткове підвищення зносостійкості. У табл. 2 приведені дані про властивості металу, наплавленого при спробних режимах (див. табл. 1). Таблиця 2 Властивості металу залежно від кількості додаткової присадки Номер режиму наплавлення 1 Твердість HRC без ТО 200-220 Твердість HRC після підпуску 220-240 480±20 °C, 3 год. Відносна абразивна 1,3 зносостійкість без ТО Відносна абразивна зносостійкість після відпуску 1,6 480±20 °C, 3 год. Формування наплавленого Добре металу Кількість присадки Св-А5 Ø3 мм від ваги електродного дроту 20 МНЖКТ 5-1-0,2-0,2 Ø3 мм 20 25 30 2 220-240 3 260-280 4 300-320 5 340-360 6 (еталон) 160-180 240-260 300-320 360-380 380-400 180-200 1,5 1,7 2,0 2,1 1,0 1,9 2,1 2,6 2,7 1,1 Добре Добре Добре Задовільно Добре 22,5 25 27,5 30 Із представлених даних видно, що зносостійкість наплавленого металу зростає зі збільшенням швидкості подачі присадочного дроту Св-А5 Ø3 мм і, відповідно, ростом кількості алюмінію в наплавленому металі. Однак при збільшенні кількості присадки більше 30 % від ваги електродного дроту відбувається різке погіршення формування наплавленого металу внаслідок його підвищеної рідкотекучості й прискореної кристалізації. При зменшенні кількості додаткової присадки менше 15 % від ваги електродного дроту зносостійкість наплавленого металу й продуктивність процесу наплавлення зменшуються, що недоцільно. Збільшення зносостійкості наплавленого металу після термічної обробки відзначалося у всіх випадках, але для металу з більш високою кількістю алюмінію (режими 4 і 5) її приріст більше. Параметри режимів наплавлення різних деталей можуть у виробничих умовах варіюватися, але при цьому для забезпечення оптимальної зносостійкості відношення між ваговими 2 UA 67955 U кількостями електродного мідно-нікелевого й присадочного алюмінієвого дротами повинне залишатися 20-30 % від загальної маси. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб дугового наплавлення корозійностійкими антифрикційними сплавами під флюсом з використанням основного електрода і додаткової присадки алюмінію, який відрізняється тим, що як основний електрод застосовують електрод з мідно-нікелевого сплаву, а як присадку алюмінієвий дріт, який подають в оптимальній кількості 20-30 % від загальної маси перед дугою в головну частину зварювальної ванни. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hidden arc deposition of corrosion-resistant alloys
Автори англійськоюMalinov Volodymyr Leonidovych, Mak-Mak Oleksandr Serhiiovych, Malinov Leonid Solomonovych, Vorobiov Volodymyr Viktorovych, Zhukov Serhii Vasyliovych
Назва патенту російськоюСпособ дуговой наплавки коррозионностойкими антифрикционными сплавами
Автори російськоюМалинов Владимир Леонидович, Мак-Мак Александр Сергеевич, Малинов Леонид Соломонович, Воробьев Владимир Викторович, Жуков Сергей Васильевич
МПК / Мітки
МПК: B23K 9/04
Мітки: дугового, сплавами, наплавлення, антифрикційними, спосіб, корозійностійкими
Код посилання
<a href="https://ua.patents.su/5-67955-sposib-dugovogo-naplavlennya-korozijjnostijjkimi-antifrikcijjnimi-splavami.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового наплавлення корозійностійкими антифрикційними сплавами</a>
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кадава Віктор Володимирович, Кассов Валерій Дмитрович, Чигарьов Валерій Васильович, Гавриш Павло Анатолійович
Мітки: установка, наплавлення, порошковим, дугового, зварювання, електродом
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Делі Олександр Анатолійович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна
МПК: B23K 9/08
Мітки: постійним, електродом, струмом, наплавлення, плавким, спосіб, флюсом, дугового
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Мацаренко Владислав Дмитрович, Крехов Ігор Миколайович
МПК: B23K 35/30
Мітки: дріт, порошковий, наплавлення
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Головка для дугового широкошарового наплавлення
Номер патенту: 15855
Опубліковано: 17.07.2006
Автори: Рижов Роман Миколайович, Зімовченко Олександр Леонідович
МПК: B23K 9/08
Мітки: наплавлення, широкошарового, головка, дугового
Формула / Реферат:
Головка для дугового широкошарового наплавлення, що містить електромагніти з можливістю автономного живлення, які є складовими багатополюсної електромагнітної системи, містять стрижневі циліндричні осердя, всю зовнішню поверхню яких охоплюють котушки намагнічування, і розміщені в захисних пеналах, розташованих по обидві сторони струмопідводу, систему подавання захисного газу та вузол струмопідведення, яка відрізняється тим, що вузол...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Літвінов Олександр Павлович, Чигарьов Валерій Васильович, Кассов Валерій Дмитрович, Воленко Ірина Вікторовна
МПК: B23K 9/04
Мітки: електродом, дугового, наплавлення, установка, зварювання, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Попередній патент: Спосіб удосконалення лікування хронічних гелікобактер-асоційованих ерозивно-виразкових гастродуоденальних хвороб у дітей
Наступний патент: Спосіб оцінки ступеня тяжкості пацієнта і ведення в режимі damage control
Випадковий патент: Спосіб одержання очищеної біологічно активної цілющої питної води та установка вім-10 "криничка" для його здійснення