Спосіб виміру розхилу між навантаженими робочими валками прокатної кліті
Номер патенту: 68020
Опубліковано: 15.07.2004
Автори: Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Бортник Валерій Вікторович, Гагарін Павел Павлович, Леонідов-Каневський Євген Володимирович, Єлецьких Володимир Іванович
Формула / Реферат
1. Спосіб виміру розхилу між навантаженими робочими валками, що включає зближення валків без штаби до заданого зусилля стиску, запам’ятовування досягнутої при цьому відстані між подушками робочих валків як опорної, установку заданого розхилу валків для прокатки при вимірі відстані між подушками робочих валків, визначення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанями між подушками, а після початку прокатки і входу штаби в кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення розрахункового розхилу валків шляхом підсумовування відстані між краями валків з обчисленим прогином валкової системи, який відрізняється тим, що на ділянці штаби заданої довжини запам'ятовують через рівні відрізки по довжині штаби зусилля прокатки, розрахунковий розхил між навантаженими робочими валками і товщину готової штаби на виході стана, визначають у цих точках помилку виміру, яка дорівнює відхиленню розрахункового розхилу від фактичної товщини штаби, обчислюють дисперсію зусилля прокатки і початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру і, для наступної ділянки штаби, змінюють коефіцієнт передачі між пружним прогином валкової системи і зусиллям прокатки на величину відношення між взаємною коваріаційною функцією і дисперсією, і коректують розрахунковий розхил валків на величину усередненої по довжині попередньої ділянки штаби помилки виміру, причому процес послідовного уточнення середнього значення розхилу і коефіцієнта передачі повторюється для кожної наступної ділянки штаби.
2. Спосіб за п. 1, який відрізняється тим, що адитивну поправку до коефіцієнта передачі між пружним прогином валкової системи і зусиллям прокатки обчислюють по формулі
![]()
де ![]() - поправка до коефіцієнта для (і+1)-тої ділянки штаби;
- поправка до коефіцієнта для (і+1)-тої ділянки штаби;
![]() ) - початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на і-тій ділянці штаби;
) - початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на і-тій ділянці штаби;
КР(0) - дисперсія зусилля прокатки на і-тій ділянці штаби.
Текст
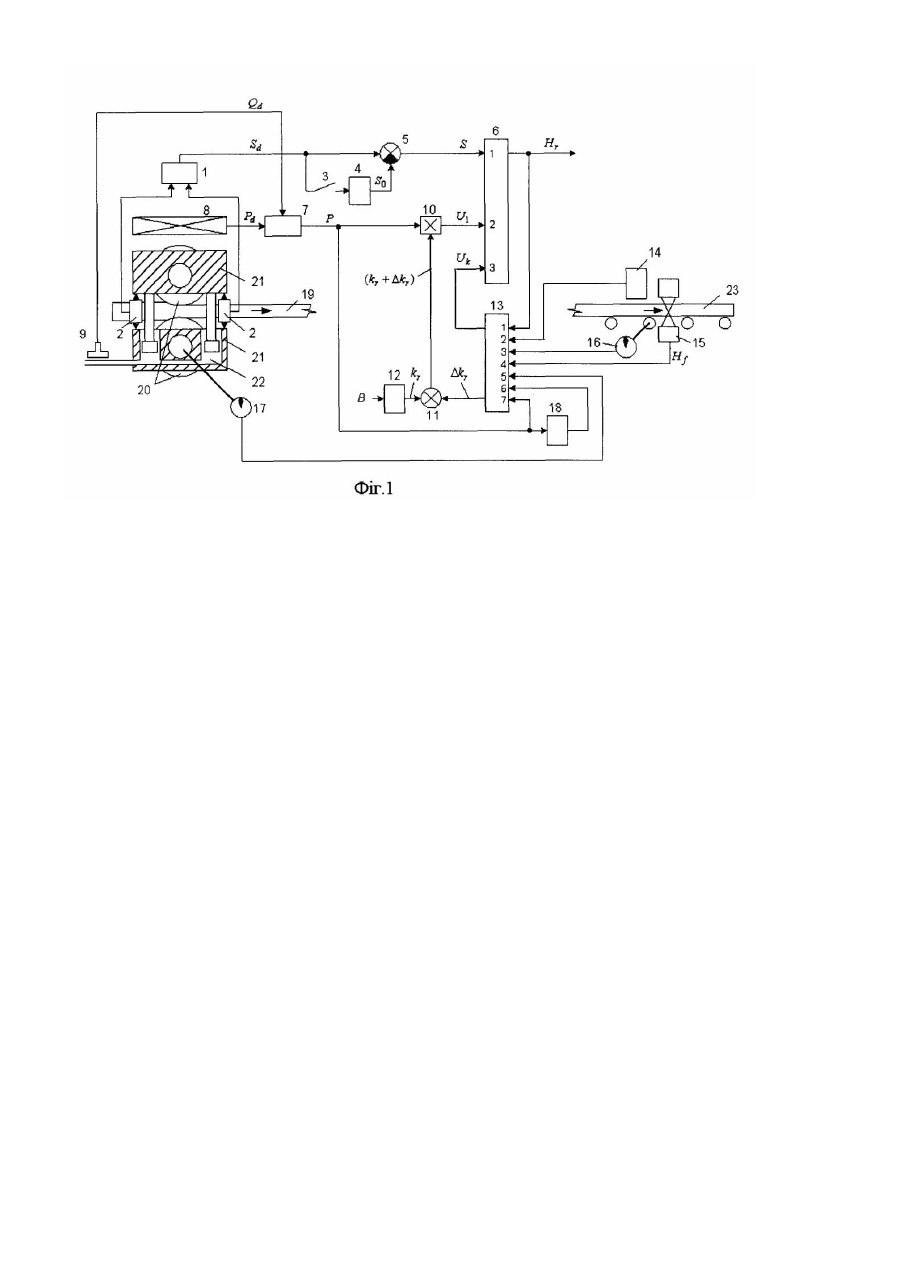
Винахід відноситься до прокатного виробництва і може бути використаний для створення вимірювальної частини в системах автоматичного регулювання товщини штаби на одноклітьових реверсивних станах, або на останніх клітях безперервних станів. Відомий спосіб виміру розхилу між навантаженими робочими валками прокатної кліті, заснований на безпосередньому вимірі зазору між краями бочок робочих валків (патент Швейцари №688.180, МПК6 В21В 38/10, опубл. 13.06.97р.). Цей спосіб не є надійним, особливо при гарячій прокатці штаби, оскільки чуттєві елементи погано захищені від несприятливого впливу навколишнього середовища с високою температурою і вологістю. Відомий спосіб виміру розхилу між навантаженими робочими валками, заснований на вимірі відстані між їхніми подушками за допомогою гідравлічних вимірювальних щупів, які забезпечують контакт із подушками, а самі чуттєві елементи знаходяться в спеціальних припливах станин (патент ФРН №1.285.431, кл.7а, МПК В21В 37/08, опубл. 21.08.1969р.). При цьому чуттєві елементи мають захист від впливу зовнішнього середовища і від механічних ушкоджень при перевалці валків, однак сам вимір виробляється з великою погрішністю, тому що зазор між подушками відрізняється від зазору між валками на величину пружної деформації валкової системи, а також зносу і тепловому розширенню валків. Найбільш близьким по технічній сутності до передбачуваного винаходу є спосіб виміру розхилу між навантаженими робочими валками прокатної кліті, реалізований пристроєм по а.с. СРСР №876.229 (МПК В21В 37/02, опубл. 30.10.81p.), що включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутого при цьому відстані між подушками робочих валків у якості опорного, установку заданого розхилу валків для прокатки при вимірі відстані між подушками робочих валків, обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після початку прокатки і входу штаби в кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення поточного розхилу валків шляхом підсумовування обчисленого розхилу між краями валків з обчисленим прогином валкової системи. Недоліком цього способу є порівняно низька точність оцінки розхилу між навантаженими робочими валками внаслідок того, що, по-перше, «нульове» значення розхилу валків постійно змінюється в процесі прокатки через теплове розширення і знос робочих валків, а по-друге, пружна деформація валкової системи визначається по моделі прогину з істотною погрішністю (погрішність моделі прогину може досягати 10 %, що викликає помилку виміру розхилу порядку 5%). В основу винаходу покладена задача підвищення точності виміру розхилу між навантаженими робочими валками прокатної кліті. Задача підвищення точності виміру вирішена за рахунок технічного результату, що полягає в корекції обчисленого розхилу між навантаженими робочими валками з урахуванням обмірюваного через рівні відрізки по довжині штаби зусилля прокатки та обмірюваної у фіксованих по довжині штаби точках товщини готової штаби. Поставлена задача вирішується тим, що в способі виміру розхилу між навантаженими робочими валками прокатної кліті, який включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутого при цьому відстані між подушками робочих валків у якості опорного, установку заданого розхилу валків для прокатки при вимірі відстані між подушками робочих валків, визначення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після початку прокатки і входу штаби в кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення розрахункового розхилу валків шляхом підсумовування відстані між краями валків з обчисленим прогином валкової системи, відповідно до винаходу, на ділянці штаби заданої довжини запам'ятовують через рівні відрізки по довжині штаби зусилля прокатки, розрахунковий розчин між навантаженими робочими валками і товщину готової штаби на виході стану, визначають у цих точках помилку виміру, яка дорівнює відхиленню розрахункового розхилу від фактичної товщини штаби, обчислюють дисперсію зусилля прокатки і початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру і, для наступної ділянки штаби, змінюють коефіцієнт передачі між пружним прогином валкової системи і зусиллям прокатки на величину відносини між взаємною коваріаційною функцією і дисперсією, і коректують розрахунковий розчин валків на величину усередненої по довжині попередньої ділянки штаби помилки виміру, причому процес послідовного уточнення середнього значення розхилу і коефіцієнта передачі повторюється для кожної наступної ділянки штаби. При цьому адитивну поправку до коефіцієнта передачі між пружним прогином валкової системи і зусиллям прокатки обчислюють по формулі Dk r.i+1 = Dk r ,i + K P, DH (0) K P (0) , де D k r.i+1 - поправка до коефіцієнта для (і+1)-ї ділянки штаби; K P,D H ( 0) - початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на і-тій ділянці штаби; K P (0) - дисперсія зусилля прокатки на і-тій ділянці штаби. Сутність винаходу полягає в наступному. Розхил між навантаженими робочими валками визначають по залежності: h=S+kP+f, (1) де S - відстань (розхил) між краями бочок робочих валків; Р - зусилля прокатки; k - коефіцієнт пропорційності; f - повільно мінливе збурювання, обумовлене зносом і тепловою опуклістю валків. Добуток kP являє собою деформацію валкової системи під дією зусилля прокатки. У прототипі вимір розхилу між навантаженими робочими валками визначають по скороченій формулі Hr=S+krP, (2) де індекс r позначає розрахунковий параметр. Коефіцієнт kr розраховують апріорі, наприклад, по емпіричній формулі kr = 1 a 0 + a1B + a 2B 2 , (3) де a0, а1, а2 - коефіцієнти, які визначають експериментально, В - ширина штаби. З зіставлення виражень (1), (2) видно, що удосконалення непрямого способу виміру товщини штаби, узятого за прототип, здійснюється за рахунок уточнення емпіричного коефіцієнта kr та компенсації збурювання f. Уточнення коефіцієнта kr полягає в наступному. На останньому пропуску через рівні відрізки по довжині штаби запам'ятовують зусилля прокатки Р, розрахункові розхили Н r між навантаженими робочими валками і товщин у Нf го тової штаби на виході стану. По закінченні прокатки ділянки штаби заданої довжини обчислюють у кожній фіксованій крапці по довжині штаби помилку виміру, яка дорівнює відхиленню розхилу між навантаженими робочими валками від фактичної товщини, D H = H f - Hr . Використовуючи накопичені масиви перемінних, обчислюють початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру, обчислюють дисперсію зусилля прокатки, а потім змінюють коефіцієнт передачі, використовуваний для обчислення пружної деформації валкової системи від зусилля прокатки, на величину відносини між початковим значенням взаємної коваріаційної функції і дисперсією зусилля прокатки. Адитивне виправлення коефіцієнта передачі має вигляд Dk r.i+1 = D k r,i + K P, DH (0) K P (0) , (4) де D k r.i+1 - виправлення до коефіцієнта для (і+1)-ї ділянки штаби; K P,D H ( 0) - початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на і-тій ділянці штаби; K P (0 ) - дисперсія зусилля прокатки на і-тій ділянці штаби. Компенсація збурювання f полягає в наступному. На підставі середнього по довжині ділянки штаби відхилення DH cp товщини штаби, яке отримане в процесі обчислення початкового значення K P,D H (0 ) взаємної коваріаційної функції, формують компенсуючий вплив зносу і теплової опуклості валка сигнал, що вра ховують у кінцевому результаті виміру розхилу між навантаженими робочими валками. Коригувальний сигнал має вигляд U k.i +1 = Uk .i + DH cp (5) Кінцевий результат виміру розхилу навантажених робочих валків при заданій ширині штаби буде мати вигляд Hr = S + (k r + Dk r )P + Uk , (6) ідентичність якого істинному розхилові, який описано вираженням (1), буде забезпечуватися послідовним наближенням до нуля середнього відхилення DH cp початкового значення взаємної коваріантної функції K P,D H (0 ). У результаті порівняльного аналізу пропонованого способу виміру розхилу між навантаженими робочими валками з прототипом установлено, що вони мають наступні загальні ознаки: - зближення валків без штаби до заданого зусилля стиску; - запам'ятовування досягнутої відстані між подушками робочих валків у якості опорного; - установка заданого розхилу валків для прокатки при вимірі відстані між подушками робочих валків; - визначення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками; - після початку прокатки і входу штаби в кліть вимір зусилля прокатки; - обчислення залежних від зусилля прокатки і від заданої ширини штаби пружного прогину валкової системи; - визначення розрахункового розхилу валків шляхом підсумовування відстані між краями валків з обчисленим прогином валкової системи; а також відмінні ознаки: - на ділянці штаби заданої довжини запам'ятовують через рівні відрізки по довжині штаби зусилля прокатки, розрахунковий розхил між навантаженими робочими валками і товщину готової штаби на ви ході стану; - визначають у цих точках помилку виміру, рівною відхиленню розрахункового розхилу від фактичної товщини штаби; - обчислюють дисперсію зусилля прокатки і початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру; - для наступної ділянки штаби, змінюють коефіцієнт передачі між пружним прогином валкової системи і зусиллям прокатки на величину відносини між взаємною коваріаційною функцією і дисперсією; - коректують розрахунковий розхил валків на величину усередненої по довжині попередньої ділянки штаби помилки виміру; - процес послідовного уточнення середнього значення розхилу і коефіцієнта передачі повторюється для кожної наступної ділянки штаби; - адитивне виправлення до коефіцієнта передачі між пружним прогином валкової системи і зусиллям прокатки обчислюють по формулі Dk r.i+1 = D k r,i + K P, DH (0) K P (0) , де D k r.i+1 - виправлення до коефіцієнта для (і+1)-ї ділянки штаби; K P,D H ( 0) - початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на і-тій ділянці штаби; K P (0 ) - дисперсія зусилля прокатки на і-тій ділянці штаби. Таким чином, запропонований спосіб виміру розхилу між навантаженими робочими валками прокатних клітей має новий метод виконання операції виміру розхилу. Між відмінними ознаками і технічним результатом, що досягається, існує причинно - наслідковий зв'язок. Завдяки тому, що запам'ятовують через рівні відрізки по довжині штаби зусилля прокатки, обчислений розхил між навантаженими робочими валками і товщину готової штаби на виході стану став можливий подальший аналіз відхилень обчисленої і фактичної товщини штаби і, отже, підвищення точності вимірів. За рахунок того, що обчислюють у заданих точках помилку виміру, яка дорівнює відхиленню розхилу між навантаженими робочими валками від фактичної товщини штаби стало можливим за допомогою визначених математичних операцій коректувати обчислювальний розхил між валками і підвищити точність виміру розхилу. Завдяки тому, що обчислюють дисперсію зусилля прокатки і початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру і змінюють коефіцієнт передачі між прогином валкової системи і зусиллям прокатки на величину відносини між взаємною коваріаційною функцією і дисперсією стало можливим коректувати величину прогину валкової системи від зусилля прокатки. За рахунок того, що обчислений раніше розхил між навантаженими робочими валками, коректують на величину усередненої по довжині штаби помилки виміру стало можливим наблизити обмірюваний і фактичний розхил між валками і тим самим підвищити точність виміру. Завдяки тому, що адитивне виправлення до коефіцієнта передачі між пружним прогином валкової системи і зусиллям прокатки обчислюють по формулі: Dk r.i+1 = Dk r ,i + K P, DH (0) K P (0) ; стало можливим за кілька кроків обчислення наблизити початкове значення взаємної коваріаційної функції зусилля прокатки і помилки виміру на поточній смузі до нуля і підвищити точність виміру розхилу між валками . Виключення з вищевказаної сукупності відмінних ознак хоча б одного не забезпечує досягнення технічного результату. Пропонований спосіб виміру розхилу між навантаженими робочими валками прокатної кліті невідомий з рівня техніки і тому він є новим. Спосіб, що заявляється, має винахідницький рівень, тому що він для фахівця явно не випливає з рівня техніки. Пропонований спосіб промислове придатний, тому що його реалізація забезпечується існуючими пристроями і відомими елементами. З використанням цього способу розроблений технічний проект реверсивного стану з моталками в печах (стану Стеккеля) 1500. Таким чином, винаходові, що заявляється, може надаватися правова охорона, тому що він є новим, має винахідницький рівень і промислове придатний, тобто відповідає всім критеріям винаходу. Винахід пояснюється на прикладі його реалізації пристроєм виміру розхилу, показаним на фіг. Пристрій містить перетворювач 1 зазору між подушками робочих валків з чуттєвими елементами 2 на входах, ключ 3 настроювання, запам'ятовуючий пристрій 4, елемент 5 порівняння, вихідний суматор 6, вимірник 7 зусилля прокатки, до входів якого підключені перетворювач 8 повного зусилля кліті (месдоза) і перетворювач 9 зусилля розпору подушок робочих валків, множник 10. Вихід перетворювача 1 зазору підключений до першого входу елемента 5 порівняння і, через замикаючий контакт ключа 3 настроювання, до входу блоку 4 запам'ятовування, вихід якого підключений до другого, інверсного входу елемента 5 порівняння, вихід якого, у свою чергу, підключений до першого входу ви хідного суматора 6. Вихід вимірника 7 зусилля прокатки підключений до першого входу множника 10, вихід якого підключений до другого входу ви хідного суматора 6. Додатково до цього в пристрій входять суматор 11, обчислювач 12 коефіцієнта передачі, блок 13 автопідстроювання, сигналізатор 14 наявності металу в зоні виміру товщини на виході стану, товщиномір 15, імпульсний перетворювач 16 швидкості штаби в зоні виміру товщини, імпульсний перетворювач 17 швидкості прокатки. Перший вхід суматора 11 підключений до виходу обчислювача 12, другий вхід підключений до першого виходу блоку 13 автопідстроювання, а вихід підключений до другого входу множника 10. Перший вхід блоку 13 автопідстроювання підключений до виходу ви хідного суматора 6; другий вхід підключений до сигналізатора 14, третій вхід - до імпульсного перетворювача - тахогенератора 16, четвертий вхід - до товщиноміра 15, п'ятий вхід - до імпульсного перетворювача - тахогенератора 17, шостий вхід - до виходу сигналізатора 18 наявності металу в кліті, вхід якого підключений до виходу вимірника 7 зусилля прокатки. Сьомий вхід блоку автопідстроювання підключений до виходу вимірника зусилля прокатки, а другий вихід підключений до третього входу ви хідного суматора 6. Штаба, що прокочується, 19 , проходить між робочими валками 20 прокатної кліті 21, яка оснащена гідроциліндрами 22 розпору. Штаба 19 прокочується робочими валками 20 прокатної кліті. Зазор Sd між подушками 21 робочих валків вимірюють чуттєвими елементами 2 (по двох з кожної сторони), показання яких усереднюють перетворювачем 1. Повне зусилля Pd в кліті вимірюють месдозою 8. Зусилля Qd розпору між подушками робочих валків вимірюють перетворювачем 9 по тиску в гідроциліндрах 22 розпору. Індекс d у позначеннях указує на сигнал від датчика. Сигнал Sd надходить на вузол порівняння 5, на другий вхід якого подають опорне значення S0, що запам'ятовується блоком 4 при настроюванні вимірювальної системи, коли виробляється контактне зіткнення валків без металу під тиском. Запам'ятовування опорного значення ініціюється замиканням на короткий час ключа 3. Вихідний сигнал s елемента порівняння 5 у цей момент дорівнює нулеві. Сигнали S і Pd приймуть конкретні ненульові значення з появою металу в кліті. Сигнал S з вузла порівняння 5 подають на перший вхід вихідного суматора 6. Сигнал Pd повного зусилля кліті, що знімається з месдози 8, подають на перший вхід вимірника 7, на другий (інверсний) вхід якого подають сигнал Qd зусилля розпору, що знімається з перетворювача 9. Сигнал P=Pd-Qd зусилля прокатки з виходу вимірника 7 подають на перший вхід множника 10, на другий вхід якого подають коефіцієнт kr, що знімається з виходу суматора 11. Множник 10 обчислює добавку U 1=krP, що подають на другий вхід вихідного суматора 6. На третій вхід суматора 6 подають коригувальний вплив U k із другого виходу блоку 13 автопідстроювання. Пристрій для здійснення запропонованого способу працює таким чином. Відразу після перевалки валки плавно зближають до заданого зусилля стиску (встановлюють у забій). Контакти ключа 3 встановлюють у замкнуте положення. Блок 4 запам'ятовує опорну відстань між подушками робочих валків S0=Sd. На виході елемента 5 порівняння при цьому буде нульовий сигнал S=0, що відповідає початковому нульовому розхилові між краями бочок робочих валків. Метал у валках прокатної кліті та у зоні товщиноміра відсутній. Сигналізатори 14, 18 наявності металу бездіють. Вихідні сигнали блоку 13 автопідстроювання дорівнюють нулеві. Як наслідок, сигнал на виході суматора 6, а отже і на виході пристрою буде дорівнювати мнимій пружній деформації Hr = U1 = krP. Після цього розмикають ключ 13, і пристрій стає готовим до роботи до наступної перевалки. Коли кліть виводять з забою, відстань Sd між подушками збільшується, на виході елемента 5 порівняння з'являється позитивний сигнал S=Sd-S0, який дорівнює відстані між краями бочок робочих валків. Сигнал P=Pd–Qd на виході вимірника 7 при цьому зменшується до нуля, відповідно на виході суматора 6 установлюється величина Hr=S, іменована розхилом ненавантажених валків. З появою металу сигнал Р здобуває позитивне значення. Тепер з'являється дійсна (не мнима) пружна деформація U1=krP валкової системи, що обчислюється множником 10, і на виході суматора 6 формується сигнал Hr=S+krP, що відповідає розхилові навантажених робочих валків. При виході металу з кліті зусилля прокатки зникає, і сигнал на виході пристрою знову буде дорівнювати розхилові ненавантажених валків H r=S. У процесі виміру на наступних пропусках уже будуть присутні вихідні сигнали D k r i U k блоку 13 автопідстроювання. В остаточному підсумку вихідний сигнал суматора 6 і пристрою в цілому буде описуватися формулою (6). На останньому пропуску при вході штаби 19 у кліть включають у роботу блок 13 автопідстроювання. З появою металу в кліті спрацьовує сигналізатор 18 наявності металу, і по його сигналу блок 13 починає запам'ятовування сигналів Hr і Р в моменти надходження імпульсів від імпульсного перетворювача 17 швидкості прокатки. Імпульси надходять через інтервали, що відповідають визначеній малій довжині ділянки штаби. При виході штаби з кліті запис сигналів Hr і Р припиняється. З появою готової штаби 23 у вимірювальному зазорі товщиноміра 15 спрацьовує сигналізатор 14 наявності металу, по сигналу якого блок 13 автопідстроювання реалізує накопичення інформації про розподіл показань товщиноміра по довжині штаби. Міжімпульсні інтервали тахогенераторів 16, 17 відповідають такій самій відстані по довжині штаби, у результаті чого кожній мітці на штабі будуть відповідати три записаних параметри: зусилля Р прокатки, обчислений розхил Hr навантажених робочих валків і фактична товщина Hf. При виході штаби з вимірювального зазору товщиноміра 15 сигнал на виході сигналізатора 14 зникає, блок 13 автопідстроювання робить обчислення виправлення Dk r по формулі (4) і коригувального сигналу Uk по формулі (5). Процедура автопідстроювання повторюється від штаби до штаби. Завдяки дії автопідстроювання помилка D Hcp виміру розхилу навантажених робочих валків буде зведена практично до нуля після прокатки трьох-чотирьох ділянок штаб заданої довжини. Застосування пропонованого способу забезпечує високу точність виміру розхилу навантажених робочих валків прокатної кліті з використанням інформації з відстані між подушками робочих валків і по зусиллю прокатки завдяки зворотному зв'язкові по відхиленню обчисленого розхилу валків від фактичної товщини готової штаби.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of deviation between loaded working rolls of a rolling mill
Автори англійськоюBilobrov Yurii Mykolaiovych, Bortnyk Valerii Viktorovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСпособ измерения отклонения между нагруженными рабочими валками прокатной клети
Автори російськоюБилобров Юрий Николаевич, Бортник ВалерийВикторович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 38/00
Мітки: валками, спосіб, розхилу, прокатної, робочими, кліті, виміру, навантаженими
Код посилання
<a href="https://ua.patents.su/5-68020-sposib-vimiru-rozkhilu-mizh-navantazhenimi-robochimi-valkami-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру розхилу між навантаженими робочими валками прокатної кліті</a>
Спосіб виміру розчину між навантаженими робочими валками прокатної кліті
Номер патенту: 65797
Опубліковано: 15.04.2004
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Гагарін Павел Павлович, Єлецьких Володимир Іванович, Бортник Валерій Вікторович, Білобров Юрій Миколайович, Леонідов-Каневський Євген Володимирович
МПК: B21B 38/00
Мітки: валками, кліті, прокатної, навантаженими, спосіб, розчину, виміру, робочими
Формула / Реферат:
Спосіб виміру розчину між навантаженими робочими валками прокатної кліті, що включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутої при цьому відстані між подушками робочих валків як опорної, установлення заданого розчину валків для прокатки і вимір відстані між подушками робочих валків, обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Пилипенко Сергій Степанович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 27/00
Мітки: комплект, кліті, стану, прокатної, листового, валків
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: комплект, стана, листового, кліті, подушок
Формула / Реферат:
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Гідравлічний зрівноважуючий пристрій валків прокатної кліті
Номер патенту: 44606
Опубліковано: 15.02.2002
Автори: Данько Надія Олексіївна, Кожевніков Георгій Васильович, Білобров Юрій Миколайович, Гордієнко Олександр Володимирович, Ульяницький Василь Никифорович
МПК: B21B 31/16
Мітки: кліті, прокатної, гідравлічний, зрівноважуючий, пристрій, валків
Формула / Реферат:
Гідравлічний зрівноважуючий пристрій валків прокатної кліті, що включає гідроциліндри зрівноважування, які через систему тяг підтискають подушки валків до гвинтів натискного механізму кліті, гідроакумулятор, трубопровід і розподільник рідини, а також зливальну магістраль, який відрізняється тим, що гідроциліндри зрівноважування виконані двохпорожнинними, причому їхні штокові порожнини за допомогою розподільника рідини з'єднуються з...
Гідромеханічний натискний пристрій прокатної кліті
Номер патенту: 63590
Опубліковано: 15.01.2004
Автори: Литвинов Олександр Васильович, Панченко Володимир Михайлович
МПК: B21B 31/16
Мітки: гідромеханічний, кліті, пристрій, прокатної, натискний
Формула / Реферат:
Гідромеханічний натискний пристрій прокатної кліті, що включає привідний натискний гвинт із гайкою, жорстко встановленою в станині кліті, сферичний підп'ятник і натискний гідроциліндр, корпус якого спирається на подушку верхнього валка, а плунжер якого розміщений під підп'ятником натискного гвинта і закріплений на натискному гвинті, а також вбудований у корпус гідроциліндра по його осі датчик лінійних переміщень, який відрізняється тим, що...
Попередній патент: Спосіб усунення течі трубопроводу
Наступний патент: Система та спосіб водовідведення в населених пунктах (варіанти)