Головка для обробки отворів
Номер патенту: 68202
Опубліковано: 26.03.2012
Автори: Гевко Ігор Богданович, Ляшук Олег Леонтійович, Івасечко Роман Романович, Гевко Богдан Матвійович, Хорошун Роман Васильович, Диня Володимир Іванович
Формула / Реферат
Головка для обробки отворів, яка виконана у вигляді корпуса, кришки, ведучого вала, інструментальних шпинделів, підшипників ковзання та підшипників кочення, яка відрізняється тим, що як ведучий вал використано вал-шестірню, зуби якого є у взаємодії з веденими приводними шестернями інструментальних шпинделів, які розміщені по колу до вала-шестірні з можливістю кругового провертання як навколо своїх осей, так і відносно вала-шестірні по його зовнішньому діаметру, причому один із шпинделів жорстко закріплений до корпуса, а другий - з можливістю кругового провертання навколо вала-шестірні по радіусному пазу кришки за допомогою поворотного корпуса з рукояткою, в межах зміни відцентрових віддалей між інструментальними шпинделями від мінімальної до відстані, рівної діаметру середнього діаметра зубів вала-шестірні, і фіксацією поворотного шпинделя за допомогою різьбового з'єднання.
Текст
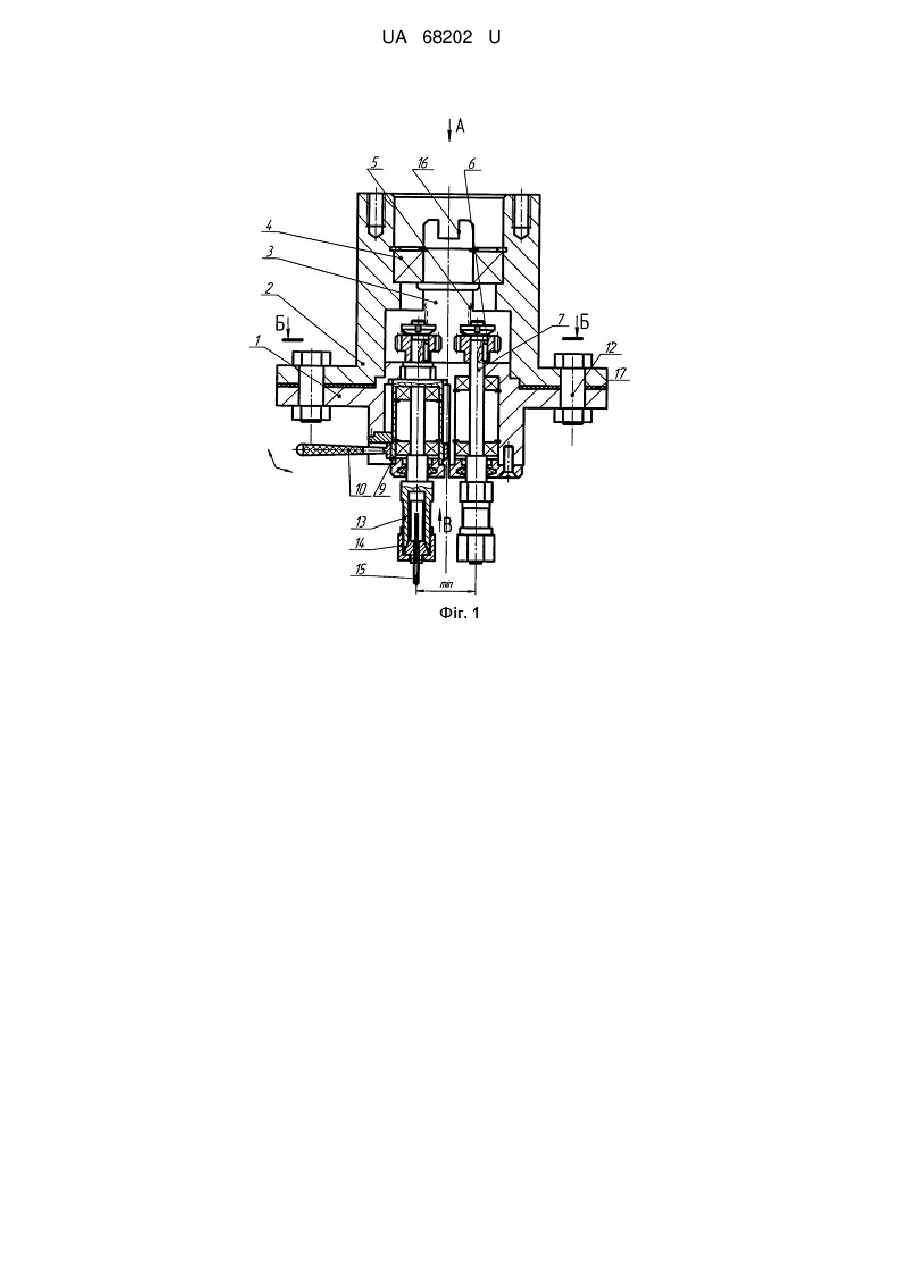
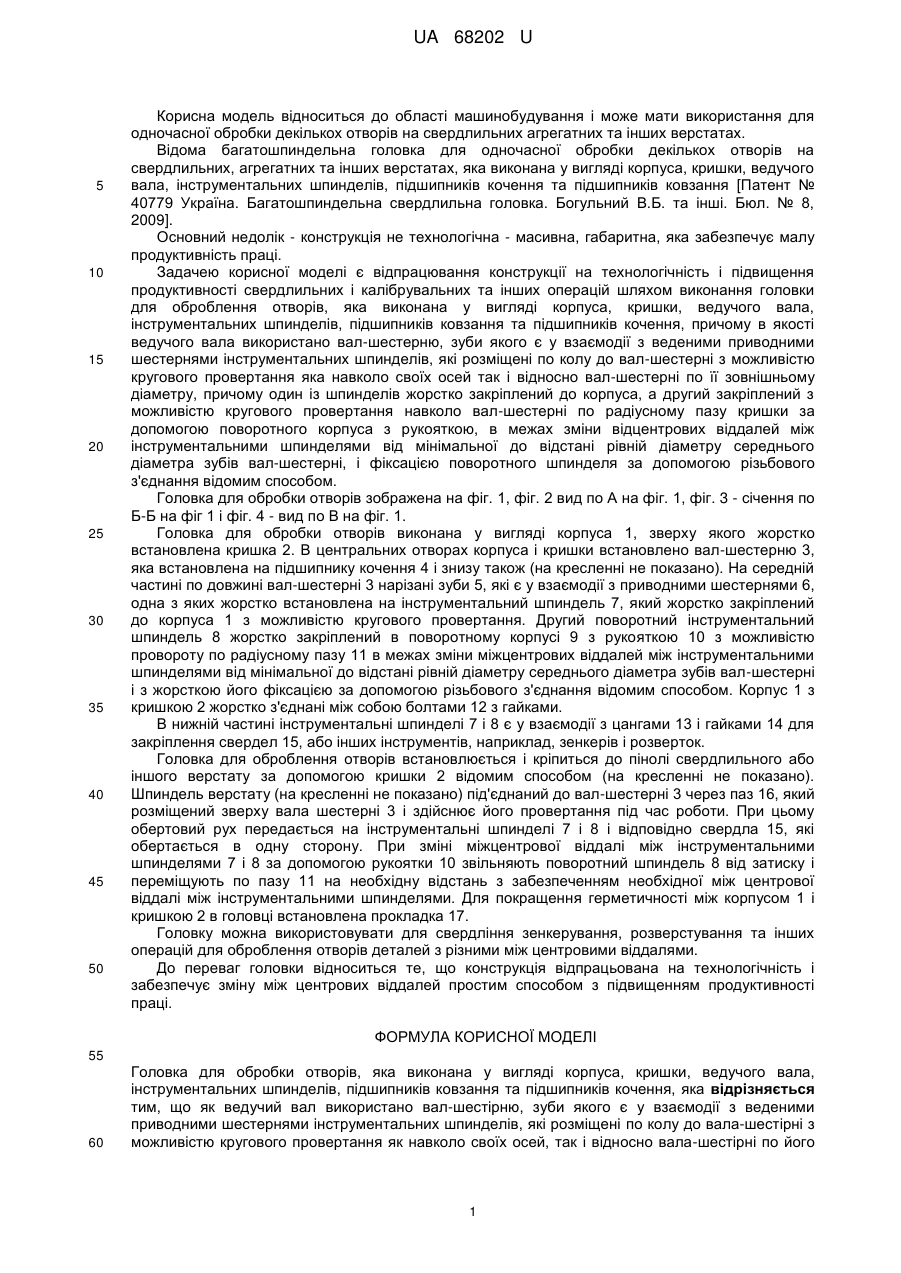
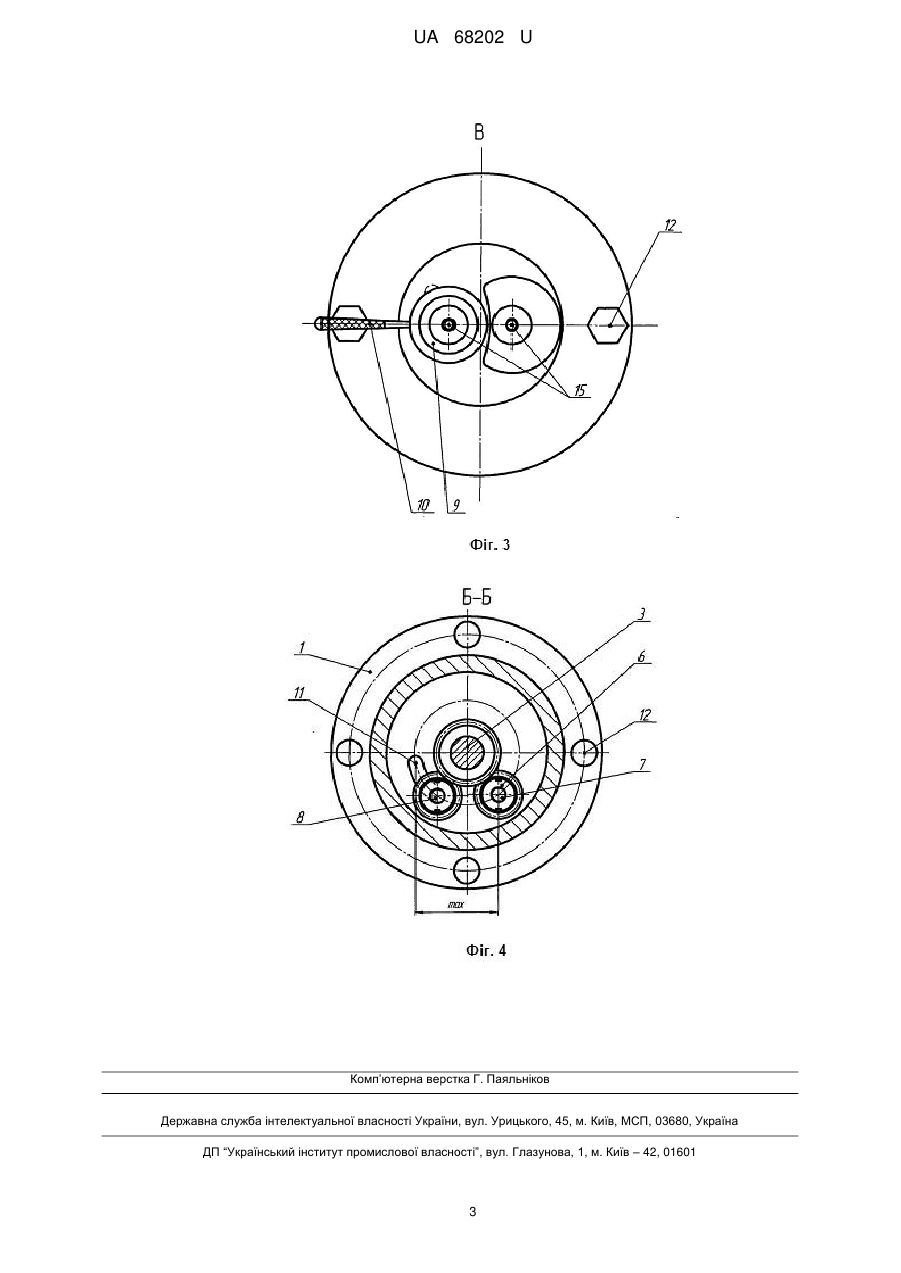
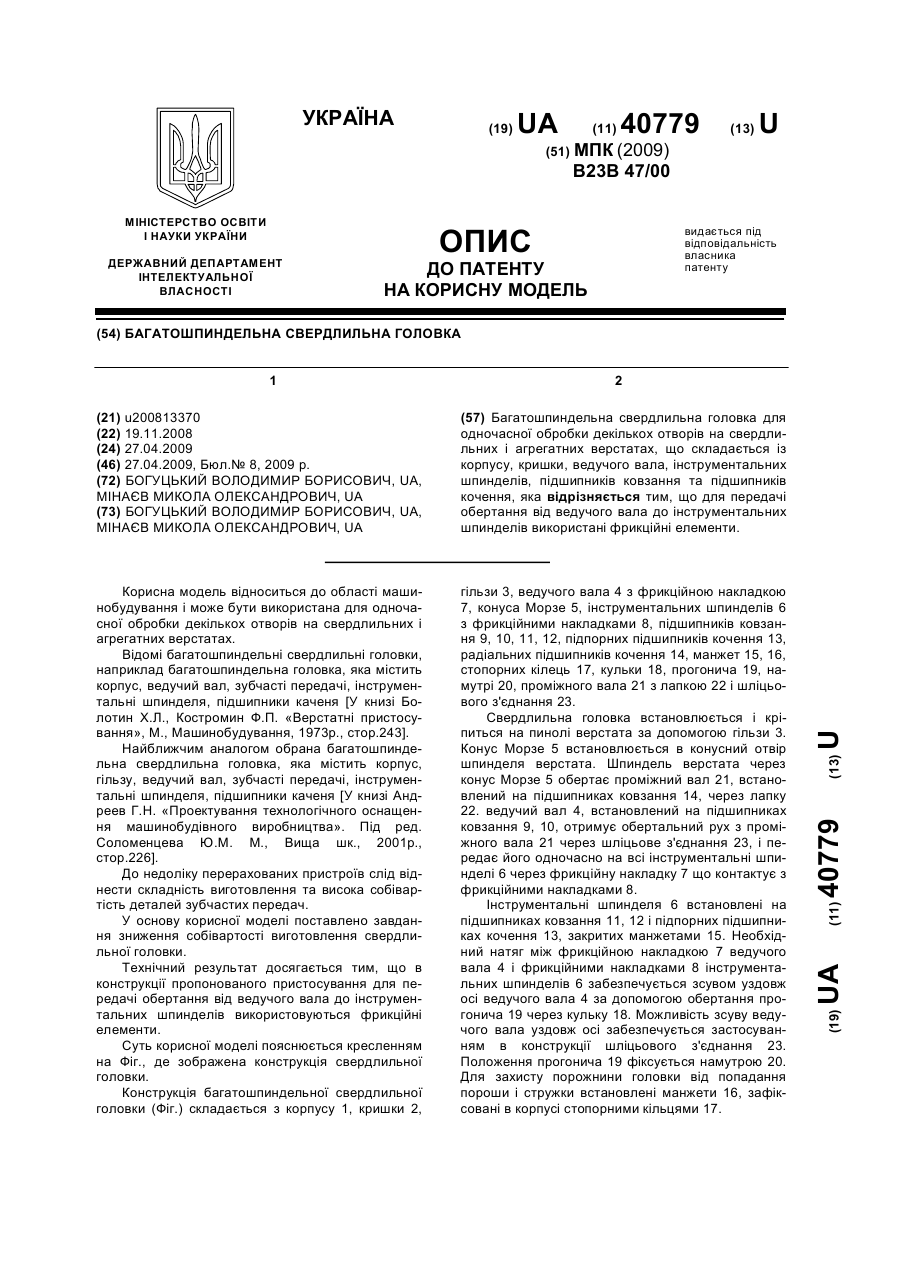
Реферат: Головка для обробки отворів виконана у вигляді корпуса, кришки, ведучого вала-шестірні, інструментальних шпинделів, підшипників ковзання та підшипників кочення. UA 68202 U (12) UA 68202 U UA 68202 U 5 10 15 20 25 30 35 40 45 50 Корисна модель відноситься до області машинобудування і може мати використання для одночасної обробки декількох отворів на свердлильних агрегатних та інших верстатах. Відома багатошпиндельна головка для одночасної обробки декількох отворів на свердлильних, агрегатних та інших верстатах, яка виконана у вигляді корпуса, кришки, ведучого вала, інструментальних шпинделів, підшипників кочення та підшипників ковзання [Патент № 40779 Україна. Багатошпиндельна свердлильна головка. Богульний В.Б. та інші. Бюл. № 8, 2009]. Основний недолік - конструкція не технологічна - масивна, габаритна, яка забезпечує малу продуктивність праці. Задачею корисної моделі є відпрацювання конструкції на технологічність і підвищення продуктивності свердлильних і калібрувальних та інших операцій шляхом виконання головки для оброблення отворів, яка виконана у вигляді корпуса, кришки, ведучого вала, інструментальних шпинделів, підшипників ковзання та підшипників кочення, причому в якості ведучого вала використано вал-шестерню, зуби якого є у взаємодії з веденими приводними шестернями інструментальних шпинделів, які розміщені по колу до вал-шестерні з можливістю кругового провертання яка навколо своїх осей так і відносно вал-шестерні по її зовнішньому діаметру, причому один із шпинделів жорстко закріплений до корпуса, а другий закріплений з можливістю кругового провертання навколо вал-шестерні по радіусному пазу кришки за допомогою поворотного корпуса з рукояткою, в межах зміни відцентрових віддалей між інструментальними шпинделями від мінімальної до відстані рівній діаметру середнього діаметра зубів вал-шестерні, і фіксацією поворотного шпинделя за допомогою різьбового з'єднання відомим способом. Головка для обробки отворів зображена на фіг. 1, фіг. 2 вид по А на фіг. 1, фіг. 3 - січення по Б-Б на фіг 1 і фіг. 4 - вид по В на фіг. 1. Головка для обробки отворів виконана у вигляді корпуса 1, зверху якого жорстко встановлена кришка 2. В центральних отворах корпуса і кришки встановлено вал-шестерню 3, яка встановлена на підшипнику кочення 4 і знизу також (на кресленні не показано). На середній частині по довжині вал-шестерні 3 нарізані зуби 5, які є у взаємодії з приводними шестернями 6, одна з яких жорстко встановлена на інструментальний шпиндель 7, який жорстко закріплений до корпуса 1 з можливістю кругового провертання. Другий поворотний інструментальний шпиндель 8 жорстко закріплений в поворотному корпусі 9 з рукояткою 10 з можливістю провороту по радіусному пазу 11 в межах зміни міжцентрових віддалей між інструментальними шпинделями від мінімальної до відстані рівній діаметру середнього діаметра зубів вал-шестерні і з жорсткою його фіксацією за допомогою різьбового з'єднання відомим способом. Корпус 1 з кришкою 2 жорстко з'єднані між собою болтами 12 з гайками. В нижній частині інструментальні шпинделі 7 і 8 є у взаємодії з цангами 13 і гайками 14 для закріплення свердел 15, або інших інструментів, наприклад, зенкерів і розверток. Головка для оброблення отворів встановлюється і кріпиться до пінолі свердлильного або іншого верстату за допомогою кришки 2 відомим способом (на кресленні не показано). Шпиндель верстату (на кресленні не показано) під'єднаний до вал-шестерні 3 через паз 16, який розміщений зверху вала шестерні 3 і здійснює його провертання під час роботи. При цьому обертовий рух передається на інструментальні шпинделі 7 і 8 і відповідно свердла 15, які обертається в одну сторону. При зміні міжцентрової віддалі між інструментальними шпинделями 7 і 8 за допомогою рукоятки 10 звільняють поворотний шпиндель 8 від затиску і переміщують по пазу 11 на необхідну відстань з забезпеченням необхідної між центрової віддалі між інструментальними шпинделями. Для покращення герметичності між корпусом 1 і кришкою 2 в головці встановлена прокладка 17. Головку можна використовувати для свердління зенкерування, розверстування та інших операцій для оброблення отворів деталей з різними між центровими віддалями. До переваг головки відноситься те, що конструкція відпрацьована на технологічність і забезпечує зміну між центрових віддалей простим способом з підвищенням продуктивності праці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Головка для обробки отворів, яка виконана у вигляді корпуса, кришки, ведучого вала, інструментальних шпинделів, підшипників ковзання та підшипників кочення, яка відрізняється тим, що як ведучий вал використано вал-шестірню, зуби якого є у взаємодії з веденими приводними шестернями інструментальних шпинделів, які розміщені по колу до вала-шестірні з можливістю кругового провертання як навколо своїх осей, так і відносно вала-шестірні по його 1 UA 68202 U 5 зовнішньому діаметру, причому один із шпинделів жорстко закріплений до корпуса, а другий - з можливістю кругового провертання навколо вала-шестірні по радіусному пазу кришки за допомогою поворотного корпуса з рукояткою, в межах зміни відцентрових віддалей між інструментальними шпинделями від мінімальної до відстані, рівної діаметру середнього діаметра зубів вала-шестірні, і фіксацією поворотного шпинделя за допомогою різьбового з'єднання. 2 UA 68202 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюHead for machining holes
Автори англійськоюHevko Bohdan Matviiovych, Dynia Volodymyr Ivanovych, Khoroshun Roman Vasyliovych, Hevko Ihor Bohdanovych, Ivasechko Roman Romanovych, Liashuk Oleh Leontiiovych
Назва патенту російськоюГоловка для обработки отверстий
Автори російськоюГевко Богдан Матвеевич, Дыня Владимир Иванович, Хорошун Роман Васильевич, Гевко Игорь Богданович, Ивасечко Роман Романович, Ляшук Олег Леонтиевич
МПК / Мітки
МПК: B23B 47/00
Мітки: головка, обробки, отворів
Код посилання
<a href="https://ua.patents.su/5-68202-golovka-dlya-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Головка для обробки отворів</a>
Багатошпиндельна свердлильна головка
Номер патенту: 40779
Опубліковано: 27.04.2009
Автори: Мінаєв Микола Олександрович, Богуцкий Володимир Борисович
МПК: B23B 47/00
Мітки: свердлильна, головка, багатошпиндельна
Формула / Реферат:
Багатошпиндельна свердлильна головка для одночасної обробки декількох отворів на свердлильних і агрегатних верстатах, що складається із корпусу, кришки, ведучого вала, інструментальних шпинделів, підшипників ковзання та підшипників кочення, яка відрізняється тим, що для передачі обертання від ведучого вала до інструментальних шпинделів використані фрикційні елементи.
Багатошпиндельна свердлильна головка

Номер патенту: 22486
Опубліковано: 25.04.2007
Автори: Шрон Леонід Борисович, Рощупкін Станіслав Іванович, Богуцкий Володимир Борисович
МПК: B23B 47/00
Мітки: свердлильна, головка, багатошпиндельна
Формула / Реферат:
Багатошпиндельна свердлильна головка для одночасної обробки декількох отворів на свердлильних і агрегатних верстатах, що складається із корпуса, кришки, ведучого валика, підшипників кочення, шпинделів, зубчастих коліс, перехідного фланця, яка відрізняється тим, що для приводу шпинделів використовуються як зубчасті, так і кривошипні передачі.
Багатошпиндельна головка
Номер патенту: 36304
Опубліковано: 27.10.2008
Автори: Котляр Олексій Віталійович, Карпусь Владислав Євгенович
МПК: B23B 39/00
Мітки: багатошпиндельна, головка
Формула / Реферат:
Багатошпиндельна головка, що складається з корпусу, роздавальної шестірні і проміжних валів з шестернями, яка відрізняється тим, що роздавальна шестірня з проміжними валами-шестернями розміщені у спільному поворотному блоці, а положення шпинделів регулюється за допомогою кривошипного механізму.
Багатошпиндельна головка для токарного верстата
Номер патенту: 36305
Опубліковано: 27.10.2008
Автори: Котляр Олексій Віталійович, Карпусь Владислав Євгенович
МПК: B23B 29/00
Мітки: верстата, багатошпиндельна, головка, токарного
Формула / Реферат:
Багатошпиндельна головка для токарного верстата, що складається з нерухомого центрального вала, корпуса і робочих шпинделів, яка відрізняється тим, що робочі шпинделі встановлені у незалежних поворотних кронштейнах, які фіксуються розтисканням розрізних вставок у кільцевих пазах корпуса, а рухомі скалки мають напрямні кочення.
Багатошпиндельна головка
Номер патенту: 31383
Опубліковано: 10.04.2008
Автори: Карпусь Владислав Євгенович, Котляр Олексій Віталійович
МПК: B23B 9/00
Мітки: головка, багатошпиндельна
Формула / Реферат:
Багатошпиндельна головка, що складається з основного корпусу і зв'язаних з приводом обертання шпинделів, які встановлені у незалежних корпусах, яка відрізняється тим, що незалежні корпуси розташовані з можливістю незалежного і повного кільцевого обертання в обидві сторони навколо осі вала проміжних шестерень і мають можливість фіксування за допомогою болтів, що входять у Т-подібні кільцеві пази основного корпусу.
Попередній патент: Спосіб виробництва напівконсервів з морепродуктів
Наступний патент: Спосіб формування епітаксійних арсенід-галієвих шарів на монокристалічних кремнієвих підкладках
Випадковий патент: Підшипниковий вузол з тілами кочення