Спосіб тонколистового розділового штампування в системі “прес-штамп” з беззазорним напрямком рухомої частини штампа відносно нерухомої
Номер патенту: 70346
Опубліковано: 11.06.2012

Формула / Реферат
Спосіб тонколистового розділового штампування в системі "прес-штамп" з беззазорним напрямком рухомої частини штампа відносно нерухомої, який відрізняється тим, що штампування здійснюють з динамічним підстроюванням системи "прес-штамп" в напрямку збігання осі прикладання технологічного зусилля від преса з віссю, що проходить через центр тиску штампа.
Текст
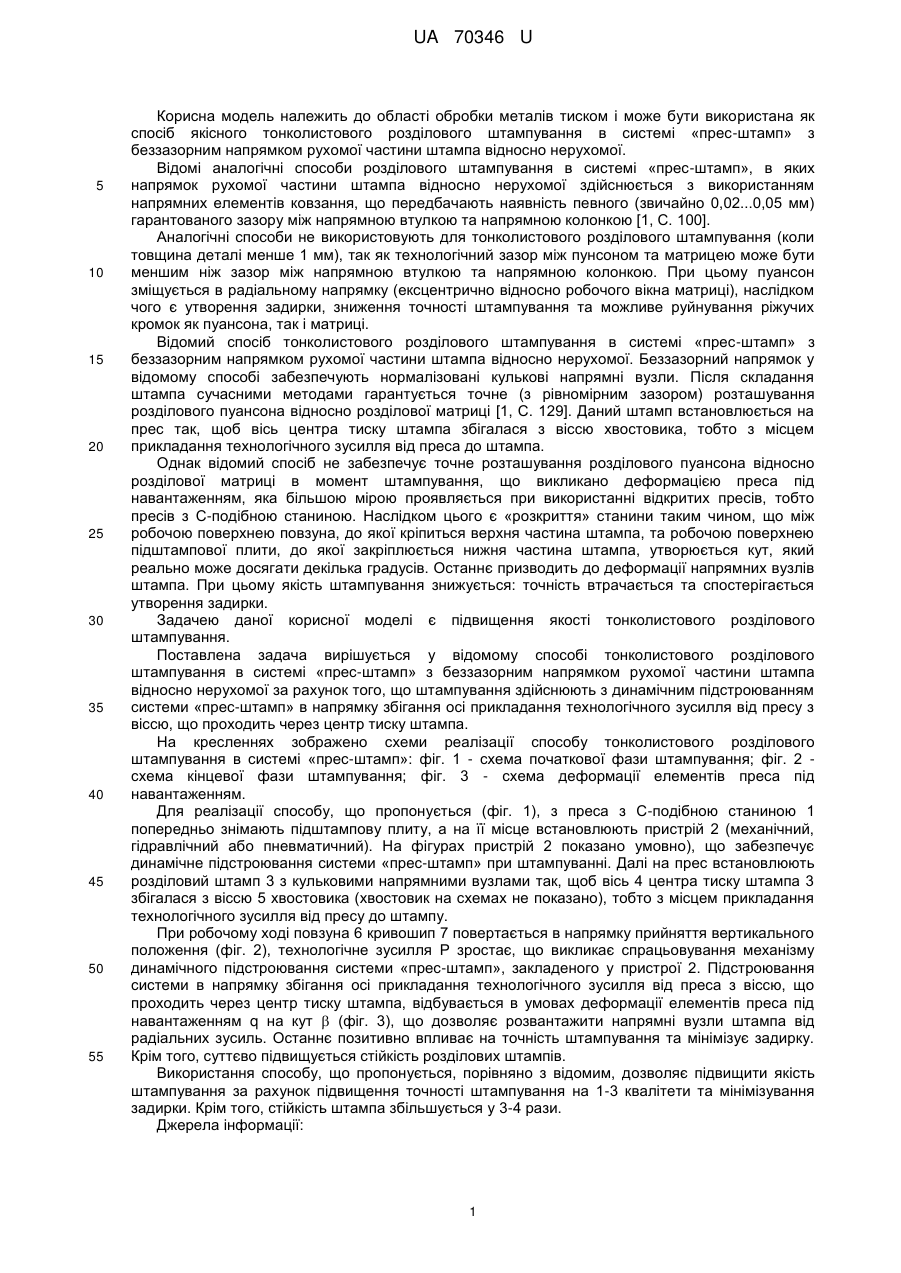
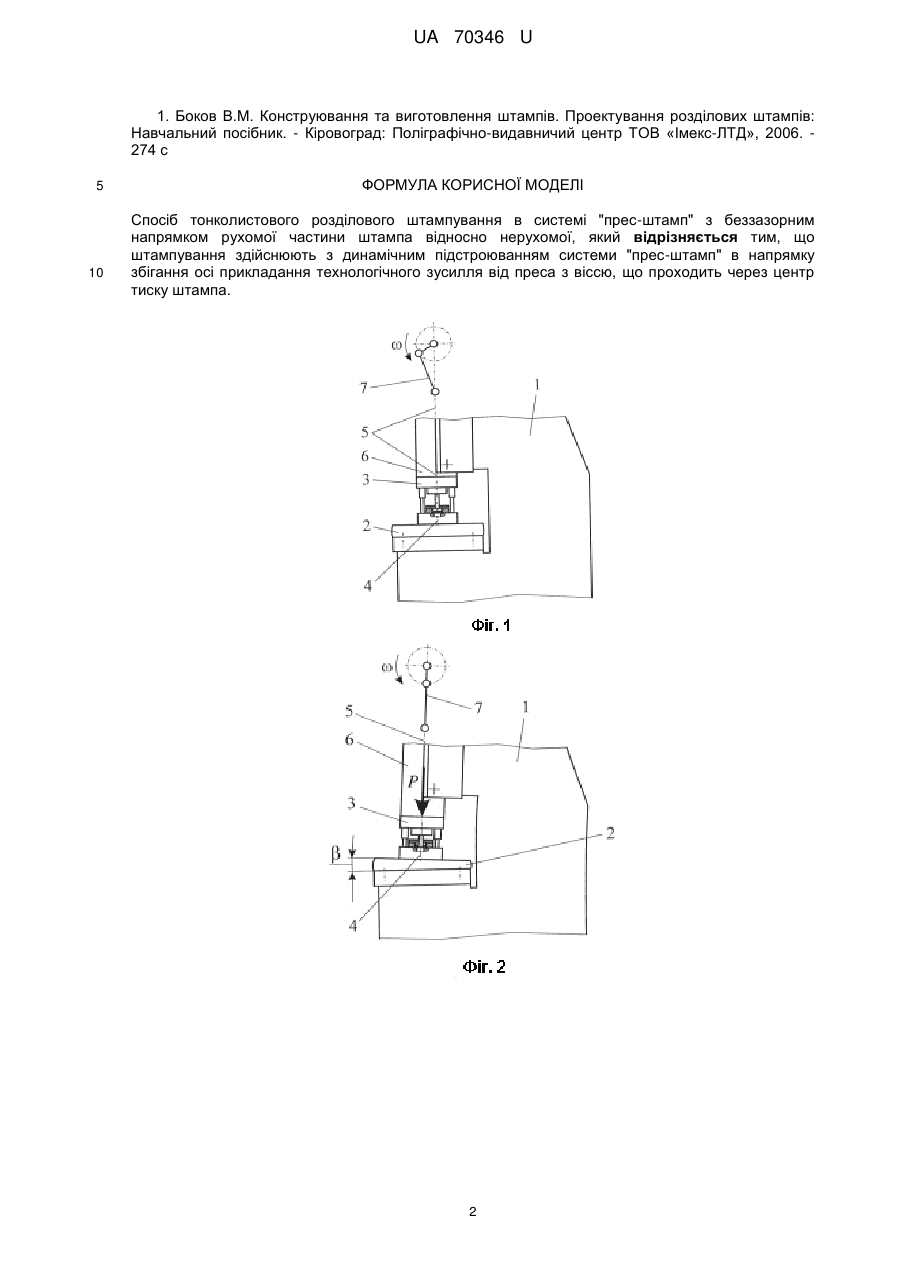
Реферат: UA 70346 U UA 70346 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки металів тиском і може бути використана як спосіб якісного тонколистового розділового штампування в системі «прес-штамп» з беззазорним напрямком рухомої частини штампа відносно нерухомої. Відомі аналогічні способи розділового штампування в системі «прес-штамп», в яких напрямок рухомої частини штампа відносно нерухомої здійснюється з використанням напрямних елементів ковзання, що передбачають наявність певного (звичайно 0,02...0,05 мм) гарантованого зазору між напрямною втулкою та напрямною колонкою [1, С. 100]. Аналогічні способи не використовують для тонколистового розділового штампування (коли товщина деталі менше 1 мм), так як технологічний зазор між пунсоном та матрицею може бути меншим ніж зазор між напрямною втулкою та напрямною колонкою. При цьому пуансон зміщується в радіальному напрямку (ексцентрично відносно робочого вікна матриці), наслідком чого є утворення задирки, зниження точності штампування та можливе руйнування ріжучих кромок як пуансона, так і матриці. Відомий спосіб тонколистового розділового штампування в системі «прес-штамп» з беззазорним напрямком рухомої частини штампа відносно нерухомої. Беззазорний напрямок у відомому способі забезпечують нормалізовані кулькові напрямні вузли. Після складання штампа сучасними методами гарантується точне (з рівномірним зазором) розташування розділового пуансона відносно розділової матриці [1, С. 129]. Даний штамп встановлюється на прес так, щоб вісь центра тиску штампа збігалася з віссю хвостовика, тобто з місцем прикладання технологічного зусилля від преса до штампа. Однак відомий спосіб не забезпечує точне розташування розділового пуансона відносно розділової матриці в момент штампування, що викликано деформацією преса під навантаженням, яка більшою мірою проявляється при використанні відкритих пресів, тобто пресів з С-подібною станиною. Наслідком цього є «розкриття» станини таким чином, що між робочою поверхнею повзуна, до якої кріпиться верхня частина штампа, та робочою поверхнею підштампової плити, до якої закріплюється нижня частина штампа, утворюється кут, який реально може досягати декілька градусів. Останнє призводить до деформації напрямних вузлів штампа. При цьому якість штампування знижується: точність втрачається та спостерігається утворення задирки. Задачею даної корисної моделі є підвищення якості тонколистового розділового штампування. Поставлена задача вирішується у відомому способі тонколистового розділового штампування в системі «прес-штамп» з беззазорним напрямком рухомої частини штампа відносно нерухомої за рахунок того, що штампування здійснюють з динамічним підстроюванням системи «прес-штамп» в напрямку збігання осі прикладання технологічного зусилля від пресу з віссю, що проходить через центр тиску штампа. На кресленнях зображено схеми реалізації способу тонколистового розділового штампування в системі «прес-штамп»: фіг. 1 - схема початкової фази штампування; фіг. 2 схема кінцевої фази штампування; фіг. 3 - схема деформації елементів преса під навантаженням. Для реалізації способу, що пропонується (фіг. 1), з преса з С-подібною станиною 1 попередньо знімають підштампову плиту, а на її місце встановлюють пристрій 2 (механічний, гідравлічний або пневматичний). На фігурах пристрій 2 показано умовно), що забезпечує динамічне підстроювання системи «прес-штамп» при штампуванні. Далі на прес встановлюють розділовий штамп 3 з кульковими напрямними вузлами так, щоб вісь 4 центра тиску штампа 3 збігалася з віссю 5 хвостовика (хвостовик на схемах не показано), тобто з місцем прикладання технологічного зусилля від пресу до штампу. При робочому ході повзуна 6 кривошип 7 повертається в напрямку прийняття вертикального положення (фіг. 2), технологічне зусилля Р зростає, що викликає спрацьовування механізму динамічного підстроювання системи «прес-штамп», закладеного у пристрої 2. Підстроювання системи в напрямку збігання осі прикладання технологічного зусилля від преса з віссю, що проходить через центр тиску штампа, відбувається в умовах деформації елементів преса під навантаженням q на кут (фіг. 3), що дозволяє розвантажити напрямні вузли штампа від радіальних зусиль. Останнє позитивно впливає на точність штампування та мінімізує задирку. Крім того, суттєво підвищується стійкість розділових штампів. Використання способу, що пропонується, порівняно з відомим, дозволяє підвищити якість штампування за рахунок підвищення точності штампування на 1-3 квалітети та мінімізування задирки. Крім того, стійкість штампа збільшується у 3-4 рази. Джерела інформації: 1 UA 70346 U 1. Боков В.М. Конструювання та виготовлення штампів. Проектування розділових штампів: Навчальний посібник. - Кіровоград: Поліграфічно-видавничий центр ТОВ «Імекс-ЛТД», 2006. 274 с 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб тонколистового розділового штампування в системі "прес-штамп" з беззазорним напрямком рухомої частини штампа відносно нерухомої, який відрізняється тим, що штампування здійснюють з динамічним підстроюванням системи "прес-штамп" в напрямку збігання осі прикладання технологічного зусилля від преса з віссю, що проходить через центр тиску штампа. 2 UA 70346 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thin-sheet separate stamping in "press-die" system with gapless directing movable part of die relative to fixed one
Автори англійськоюMirzak Volodymyr Yakovych, Bokov Viktor Myhailovych
Назва патенту російськоюСпособ тонколистовой раздельной штамповки в системе "пресс-штамп" с беззазорным направлением подвижной части штампа относительно неподвижной
Автори російськоюМирзак Владимир Яковлевич, Боков Виктор Михайлович
МПК / Мітки
МПК: B26F 1/40
Мітки: напрямком, нерухомої, прес-штамп, спосіб, частини, штампа, беззазорним, рухомої, штампування, тонколистового, системі, відносної, розділового
Код посилання
<a href="https://ua.patents.su/5-70346-sposib-tonkolistovogo-rozdilovogo-shtampuvannya-v-sistemi-pres-shtamp-z-bezzazornim-napryamkom-rukhomo-chastini-shtampa-vidnosno-nerukhomo.html" target="_blank" rel="follow" title="База патентів України">Спосіб тонколистового розділового штампування в системі “прес-штамп” з беззазорним напрямком рухомої частини штампа відносно нерухомої</a>
Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа
Номер патенту: 25571
Опубліковано: 10.08.2007
Автори: Боков Віктор Михайлович, Мірзак Володимир Якович
МПК: B21D 28/00
Мітки: розділового, пуансоном, матрицею, величини, штампа, спосіб, зміни, зазору
Формула / Реферат:
Спосіб зміни величини зазору між пуансоном та матрицею розділового штампа, який відрізняється тим, що при виготовленні й у процесі експлуатації штампа пуансон нагрівають до потрібної температури, що не перевищує температуру низького відпускання для його матеріалу, а матрицю охолоджують до потрібної температури, яка не досягає межі холодноламкості для її матеріалу.
Штамп для об’ємного штампування металу

Номер патенту: 10643
Опубліковано: 15.11.2005
Автори: Бурлуцький Артем Сергійович, Діамантопуло Костянтин Костянтинович, Каргін Борис Сергійович, Ткачов Ростислав Олегович
МПК: B21J 5/00
Мітки: штамп, об`ємного, металу, штампування
Формула / Реферат:
1. Штамп для об'ємного штампування металу, що складається з пакета і струмкової вставки, виконаної з бічними похилими поверхнями, який відрізняється тим, що нахил бічних поверхонь струмкової вставки складає 8° - 60° до вертикалі, причому струмкова вставка встановлена в пакеті з зазором у її основи.2. Штамп по п.1, який відрізняється тим, що зазор утворений сферичною виїмкою в пакеті.3. Штамп по п.1, який відрізняється тим, що...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Циркін Аркадій Тимофійович, Кузьменко Олена Михайлівна, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович
МПК: B22F 3/14
Мітки: штампування, порошкових, штамп, гарячого, деталей
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B30B 15/00
Мітки: беззазорним, матриці, холодного, видавлювання, пуансона, штамп, направленням
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Сердюк Геннадій Георгійович, Штерн Михайло Борисович, Куровський Валентин Якович, Грабчак Олексій Кирилович, Баглюк Геннадій Анатолійович
Мітки: штамп, штампування, гарячого, заготовок, порошкових
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Попередній патент: Спосіб встановлення атестованих значень показників вмісту хімічних елементів/компонентів у системі ґрунт-рослина
Наступний патент: Робочий орган культиватора
Випадковий патент: Спосіб підвищення захисних властивостей та експлуатаційної здатності спецкостюма