Штамп для об’ємного штампування металу
Номер патенту: 10643
Опубліковано: 15.11.2005
Автори: Діамантопуло Костянтин Костянтинович, Бурлуцький Артем Сергійович, Каргін Борис Сергійович, Ткачов Ростислав Олегович

Формула / Реферат
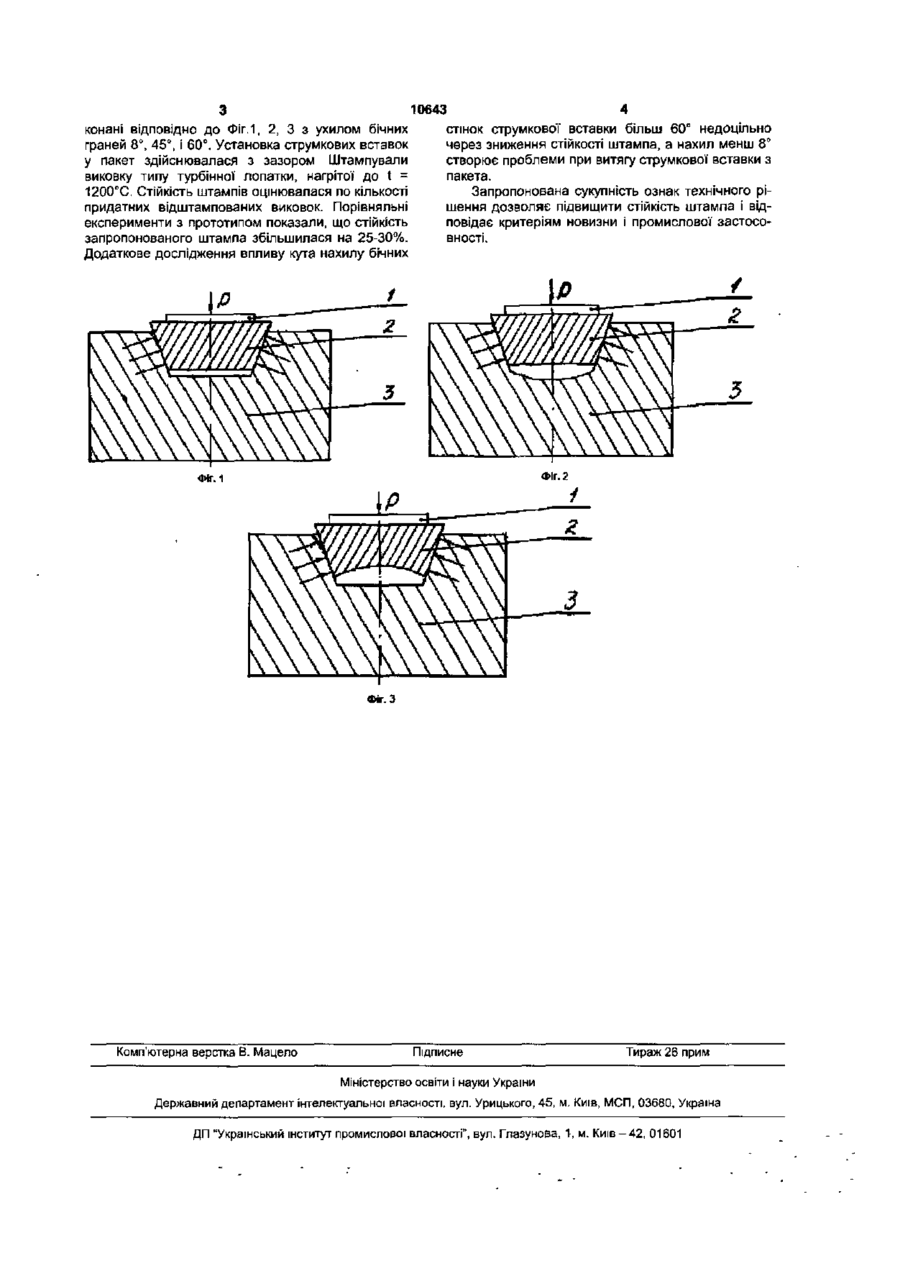
1. Штамп для об'ємного штампування металу, що складається з пакета і струмкової вставки, виконаної з бічними похилими поверхнями, який відрізняється тим, що нахил бічних поверхонь струмкової вставки складає 8° - 60° до вертикалі, причому струмкова вставка встановлена в пакеті з зазором у її основи.
2. Штамп по п.1, який відрізняється тим, що зазор утворений сферичною виїмкою в пакеті.
3. Штамп по п.1, який відрізняється тим, що зазор утворений сферичною виїмкою в струмковій вставці.
Текст
1. Штамп для об'ємного штампування металу, що складається з пакета і струмкової вставку ви конаної з бічними похилими поверхнями, який відрізняється тим, що нахил бічних поверхонь струмкової вставки складає 8" - 60° до вертикалі, причому струмкова вставка встановлена в пакеті з зазором у її основи 2. Штамп по п 1, який відрізняється тим, що зазор утворений сферичною виїмкою в пакеті З Штамп по п.1, який відрізняється тим, що зазор утворений сферичною виїмкою в струмковій вставці. Корисна модель відноситься до області обробки металів тиском, зокрема, до штампів кривошипних гарячештампувальних пресів Відомий штамп [див «Кування й об'ємне штампування сталі. Довідник у 2 х томах. Колектив авторів. За редакцією М.В. Сторожева Том 2. Вид. 2е перероблене. М., вид-во «Машинобудування», 1967, 33с.- прототип] складається з пакета і струмкової вставки. При цьому, струмкова вставка спирається на горизонтальну площину, а бічні поверхні мають ухил 7° до вертикалі. При цьому в штампі мають місце значні напруги, що розтягують, що приводить до зниження його стійкості В основу корисної моделі поставлена задача удосконалення штампа для об'ємного штампування шляхом зміни його конструктивних елементів, що дозволить забезпечити підвищення стійкості за рахунок збільшення величини стискаючих напруг по горизонтальній осі штампа. Рішення поставленої задачі досягається тим, що в штампі для об'ємного штампування металу, що складається з пакета і струмкової вставки, виконаної з бічними похилими поверхнями, відповідно до корисної" моделі, нахил бічних поверхонь струмкової' вставки складає 8°-60" до вертикалі, причому струмкова вставка встановлена в пакеті з зазором у її підстави, крім того, зазор може бути утворений сферичною виїмкою в пакеті чи сферичною виїмкою в струмковій вставці. Виконання бічної поверхні струмкової вставки з ухилом менш 8° недоцільно по конструктивних розуміннях, а більш 60° не забезпечує достатню величину стискаючих напруг. Виконання зазору в підставі струмкової вставки перерозподіляє величину зусилля, необхідного для штампування й у сукупності з нахилом бічних поверхонь струмкової вставки знижує величину напруг, що розтягують, у ній, що у свою чергу сприятливо впливає на стійкість. Штамп для об'ємного штампування металу представлений на схемах: Фіг. 1 - струмкова вставка встановлена в пакеті з зазором у підстави; Фіг.2 - струмкова вставка встановлена в пакеті з зазором, що утворений сферичною виїмкою в пакеті; Фіг.З - струмкова вставка встановлена в пакеті з зазором, що утворений сферичною виїмкою в струмковій вставці, де: 1 - заготовка, 2 - струмкова вставка, 3 - пакет. Штамп працює наступним чином. Заготовка 1 укладається на поверхню струмкової вставки 2 і здійснюється хід преса. При цьому значна частка зусилля Р передається на бічні поверхні струмкової вставки, збільшує величину стискаючих напруг по горизонтальній осі і тим самим сприяє підвищенню стійкості штампа. В умовах лабораторії кафедри ковальськоштампувального виробництва Приазовського державного технічного університету зроблені дослідження запропонованого штампа. Експерименти проводилися на кривошипному пресі зусиллям 2.5МН Струмкові вставки зі сталі 5ХНМ були ви (О конані відповідно до Фіг.1, 2, 3 з ухилом бічних граней 8°, 45°, і 60°. Установка струмкових вставок у пакет здійснювалася з зазором Штампували виковку типу турбінної лопатки, нагрітої до t = 1200°С. Стійкість штампів оцінювалася по кількості придатних відштампованих виковок. Порівняльні експерименти з прототипом показали, що стійкість запропонованого штампа збільшилася на 25-30%. Додаткове дослідження впливу кута нахилу бічних 10643 стінок струмкової вставки більш 60° недоцільно через зниження стійкості штампа, а нахил менш 8° створює проблеми при витягу струмкової вставки з пакета. Запропонована сукупність ознак технічного рішення дозволяє підвищити стійкість штампа і відповідає критеріям новизни і промислової застосовності. Фіг. З Комп'ютерна верстка В. Мацело Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1-, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for die forging of metal
Автори англійськоюKargin Borys Serhiiovych, Diamantopulo Kostiantyn Kostiantynovych, Tkachov Rostyslav Olehovych
Назва патенту російськоюШтамп для объемной штамповки металла
Автори російськоюКаргин Борис Сергеевич, Диамантопуло Константин Константинович, Ткачев Ростислав Олегович
МПК / Мітки
МПК: B21J 5/00
Мітки: металу, штампування, штамп, об`ємного
Код посилання
<a href="https://ua.patents.su/2-10643-shtamp-dlya-obehmnogo-shtampuvannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Штамп для об’ємного штампування металу</a>
Штамп для відкритого об’ємного штампування з крученням
Номер патенту: 35672
Опубліковано: 16.04.2001
Автори: Ковтун Віталій Васильович, Марченко Віталій Леонідович, Махер Авді Аль-Равашдех, Шамарін Юрій Євгенович
МПК: B21D 22/08
Мітки: відкритого, штампування, об`ємного, штамп, крученням
Формула / Реферат:
Штамп для открытой объемной штамповки с кручением, содержащий верхний и нижний полуштампы и подпружиненный выталкиватель, отличающийся тем, что верхний полуштамп выполнен из двух соосных секций, центральной и облойной, сопряженных между собой с возможностью относительного вращения, причем центральная и облойная секции на определенном участке вращательного движения входят в зацепление друг с другом посредством упоров.
Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Невідомський Володимир Олександрович, Кирилов Генріх Леонідович, Каштанов Олександр Миколайович
МПК: B21D 22/02
Мітки: деталей, отворами, гарячого, штамп, плоских, штампування
Формула / Реферат:
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах...
Штамп для закритого об’ємного штампування з крученням деталей звичайної точності
Номер патенту: 35670
Опубліковано: 16.04.2001
Автори: Ковтун Віталій Васильович, Махер Авді Аль-Равашдех, Марченко Віталій Леонідович, Шамарін Юрій Євгенович
МПК: B21D 22/08
Мітки: деталей, об`ємного, штамп, точності, закритого, крученням, звичайної, штампування
Формула / Реферат:
Штамп для закрытой объемной штамповки с кручением деталей обычной точности, содержащий верхний и нижний полуштампы, образующие совместно с подвижной обоймой со специально выполненной фаской, формообразующую полость, корпус, подкладку, в сквозных отверстиях которой находятся подпружиненные пальцы, связанные с диском, отличающийся тем, что верхний полуштамп выполнен в виде шлицевого вала, сопряжен с подвижной обоймой посредством шлицевого...
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 22/02
Мітки: заготівок, площинних, штамп, виробів, штампування
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Пристрій для секційного штампування коліс
Номер патенту: 5151
Опубліковано: 15.02.2005
Автори: Ткачов Ростислав Олегович, Каргін Борис Сергійович, Самотугін Сергій Савелович, Волошин В'ячеслав Степанович, Кухар Володимир Валентинович, Гришко Юрий Володимирович
МПК: B21J 5/00
Мітки: коліс, пристрій, штампування, секційного
Формула / Реферат:
Пристрій для секційного штампування коліс, що складається з нижнього штампа у вигляді остаточного рівчака і верхнього штампа у вигляді секцій, який відрізняється тим, що секції верхнього штампа виконані у вигляді 2-х сегментів, розташованих діаметрально протилежно і сполучених між собою по зовнішньому і внутрішньому колах.
Попередній патент: Крайній блок дрібнозбірного перекриття
Наступний патент: Спосіб лікування ішемічного інсульту
Випадковий патент: Спосіб підготовки крові до визначення кадмію