Головка глибокого свердління
Номер патенту: 70373
Опубліковано: 11.06.2012

Формула / Реферат
Головка глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, яка відрізняється тим, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління.
Текст
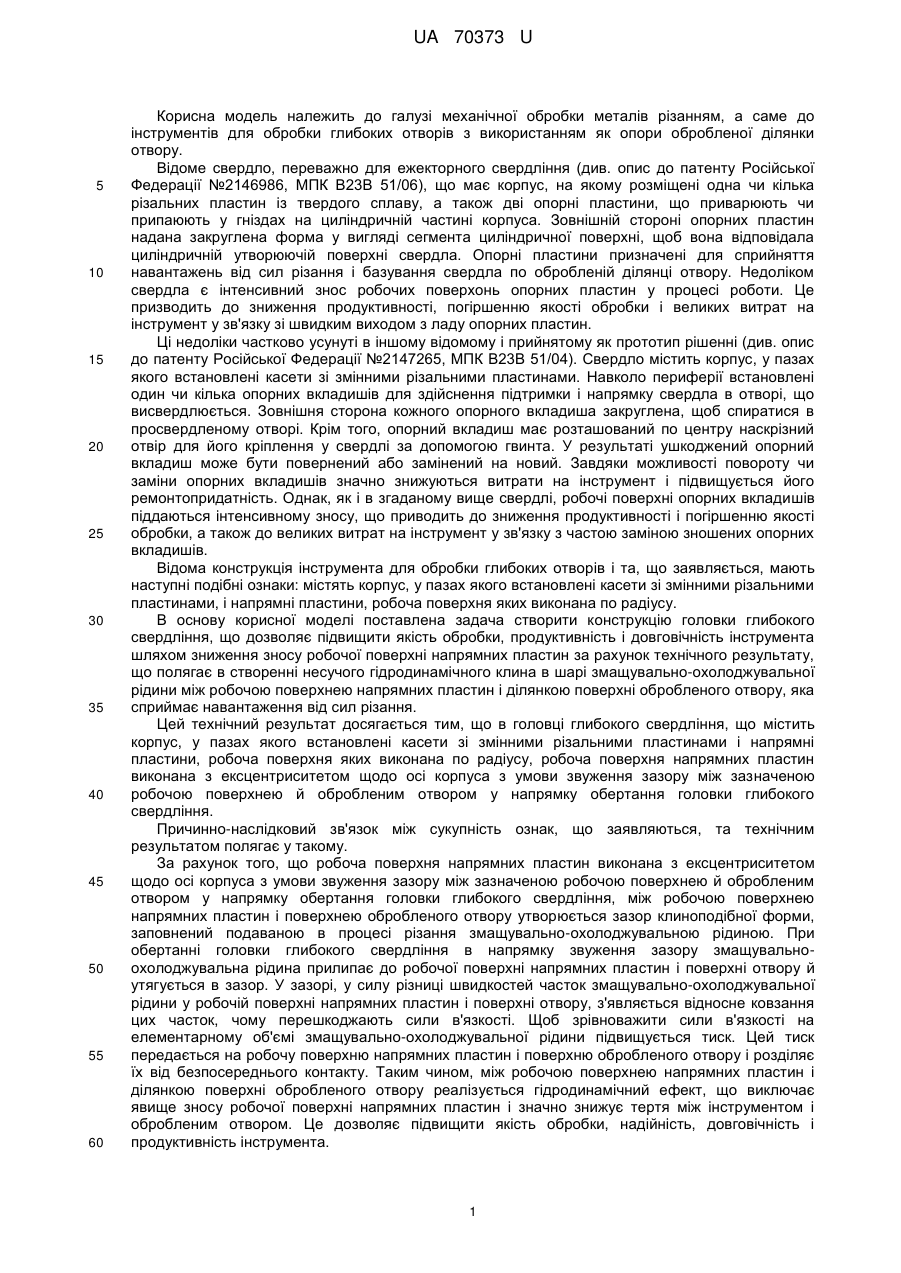
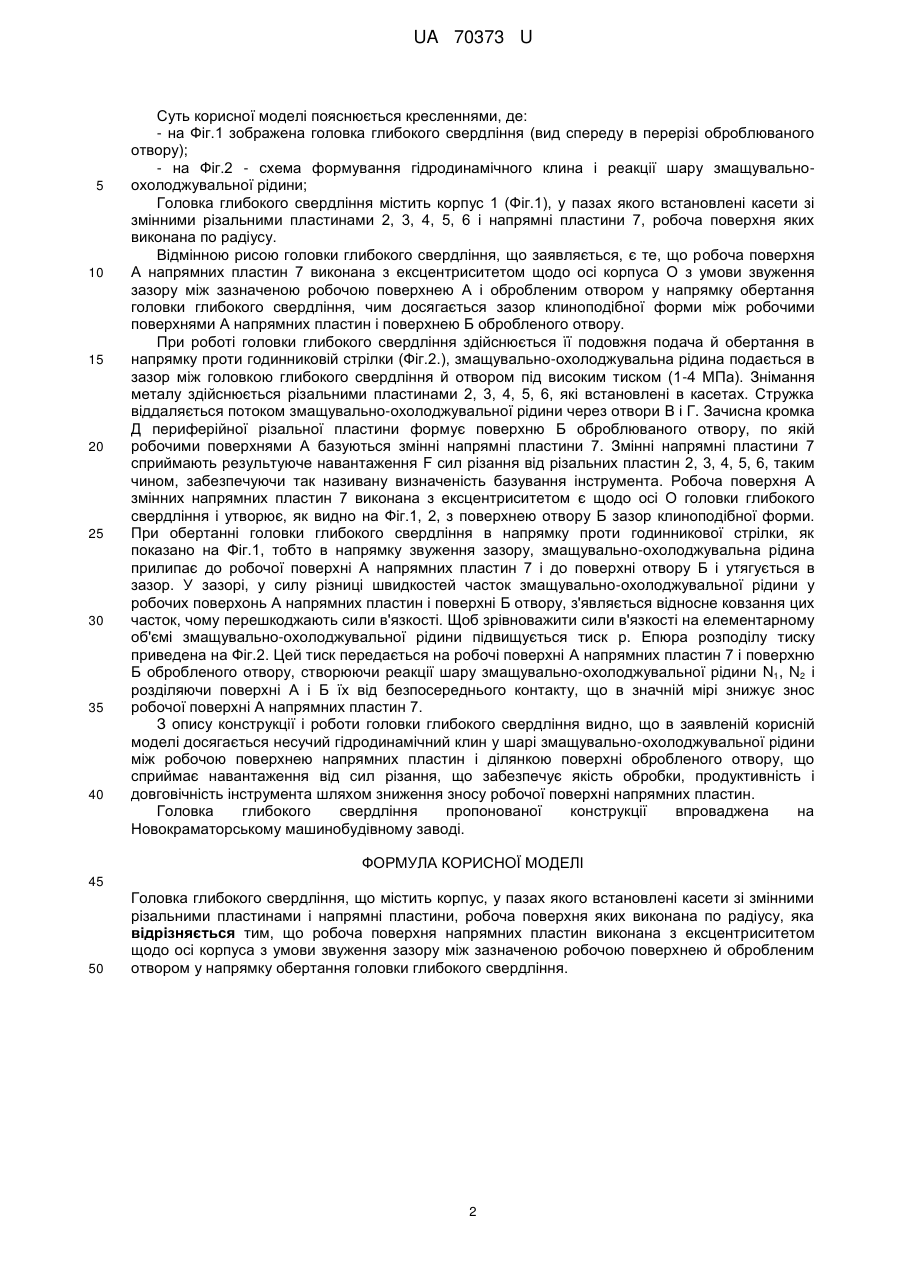
Реферат: UA 70373 U UA 70373 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі механічної обробки металів різанням, а саме до інструментів для обробки глибоких отворів з використанням як опори обробленої ділянки отвору. Відоме свердло, переважно для ежекторного свердління (див. опис до патенту Російської Федерації №2146986, МПК В23В 51/06), що має корпус, на якому розміщені одна чи кілька різальних пластин із твердого сплаву, а також дві опорні пластини, що приварюють чи припаюють у гніздах на циліндричній частині корпуса. Зовнішній стороні опорних пластин надана закруглена форма у вигляді сегмента циліндричної поверхні, щоб вона відповідала циліндричній утворюючій поверхні свердла. Опорні пластини призначені для сприйняття навантажень від сил різання і базування свердла по обробленій ділянці отвору. Недоліком свердла є інтенсивний знос робочих поверхонь опорних пластин у процесі роботи. Це призводить до зниження продуктивності, погіршенню якості обробки і великих витрат на інструмент у зв'язку зі швидким виходом з ладу опорних пластин. Ці недоліки частково усунуті в іншому відомому і прийнятому як прототип рішенні (див. опис до патенту Російської Федерації №2147265, МПК В23В 51/04). Свердло містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами. Навколо периферії встановлені один чи кілька опорних вкладишів для здійснення підтримки і напрямку свердла в отворі, що висвердлюється. Зовнішня сторона кожного опорного вкладиша закруглена, щоб спиратися в просвердленому отворі. Крім того, опорний вкладиш має розташований по центру наскрізний отвір для його кріплення у свердлі за допомогою гвинта. У результаті ушкоджений опорний вкладиш може бути повернений або замінений на новий. Завдяки можливості повороту чи заміни опорних вкладишів значно знижуються витрати на інструмент і підвищується його ремонтопридатність. Однак, як і в згаданому вище свердлі, робочі поверхні опорних вкладишів піддаються інтенсивному зносу, що приводить до зниження продуктивності і погіршенню якості обробки, а також до великих витрат на інструмент у зв'язку з частою заміною зношених опорних вкладишів. Відома конструкція інструмента для обробки глибоких отворів і та, що заявляється, мають наступні подібні ознаки: містять корпус, у пазах якого встановлені касети зі змінними різальними пластинами, і напрямні пластини, робоча поверхня яких виконана по радіусу. В основу корисної моделі поставлена задача створити конструкцію головки глибокого свердління, що дозволяє підвищити якість обробки, продуктивність і довговічність інструмента шляхом зниження зносу робочої поверхні напрямних пластин за рахунок технічного результату, що полягає в створенні несучого гідродинамічного клина в шарі змащувально-охолоджувальної рідини між робочою поверхнею напрямних пластин і ділянкою поверхні обробленого отвору, яка сприймає навантаження від сил різання. Цей технічний результат досягається тим, що в головці глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління. Причинно-наслідковий зв'язок між сукупність ознак, що заявляються, та технічним результатом полягає у такому. За рахунок того, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління, між робочою поверхнею напрямних пластин і поверхнею обробленого отвору утворюється зазор клиноподібної форми, заповнений подаваною в процесі різання змащувально-охолоджувальною рідиною. При обертанні головки глибокого свердління в напрямку звуження зазору змащувальноохолоджувальна рідина прилипає до робочої поверхні напрямних пластин і поверхні отвору й утягується в зазор. У зазорі, у силу різниці швидкостей часток змащувально-охолоджувальної рідини у робочій поверхні напрямних пластин і поверхні отвору, з'являється відносне ковзання цих часток, чому перешкоджають сили в'язкості. Щоб зрівноважити сили в'язкості на елементарному об'ємі змащувально-охолоджувальної рідини підвищується тиск. Цей тиск передається на робочу поверхню напрямних пластин і поверхню обробленого отвору і розділяє їх від безпосереднього контакту. Таким чином, між робочою поверхнею напрямних пластин і ділянкою поверхні обробленого отвору реалізується гідродинамічний ефект, що виключає явище зносу робочої поверхні напрямних пластин і значно знижує тертя між інструментом і обробленим отвором. Це дозволяє підвищити якість обробки, надійність, довговічність і продуктивність інструмента. 1 UA 70373 U 5 10 15 20 25 30 35 40 Суть корисної моделі пояснюється кресленнями, де: - на Фіг.1 зображена головка глибокого свердління (вид спереду в перерізі оброблюваного отвору); - на Фіг.2 - схема формування гідродинамічного клина і реакції шару змащувальноохолоджувальної рідини; Головка глибокого свердління містить корпус 1 (Фіг.1), у пазах якого встановлені касети зі змінними різальними пластинами 2, 3, 4, 5, 6 і напрямні пластини 7, робоча поверхня яких виконана по радіусу. Відмінною рисою головки глибокого свердління, що заявляється, є те, що робоча поверхня А напрямних пластин 7 виконана з ексцентриситетом щодо осі корпуса О з умови звуження зазору між зазначеною робочою поверхнею А і обробленим отвором у напрямку обертання головки глибокого свердління, чим досягається зазор клиноподібної форми між робочими поверхнями А напрямних пластин і поверхнею Б обробленого отвору. При роботі головки глибокого свердління здійснюється її подовжня подача й обертання в напрямку проти годинниковій стрілки (Фіг.2.), змащувально-охолоджувальна рідина подається в зазор між головкою глибокого свердління й отвором під високим тиском (1-4 МПа). Знімання металу здійснюється різальними пластинами 2, 3, 4, 5, 6, які встановлені в касетах. Стружка віддаляється потоком змащувально-охолоджувальної рідини через отвори В і Г. Зачисна кромка Д периферійної різальної пластини формує поверхню Б оброблюваного отвору, по якій робочими поверхнями А базуються змінні напрямні пластини 7. Змінні напрямні пластини 7 сприймають результуюче навантаження F сил різання від різальних пластин 2, 3, 4, 5, 6, таким чином, забезпечуючи так називану визначеність базування інструмента. Робоча поверхня А змінних напрямних пластин 7 виконана з ексцентриситетом є щодо осі О головки глибокого свердління і утворює, як видно на Фіг.1, 2, з поверхнею отвору Б зазор клиноподібної форми. При обертанні головки глибокого свердління в напрямку проти годинникової стрілки, як показано на Фіг.1, тобто в напрямку звуження зазору, змащувально-охолоджувальна рідина прилипає до робочої поверхні А напрямних пластин 7 і до поверхні отвору Б і утягується в зазор. У зазорі, у силу різниці швидкостей часток змащувально-охолоджувальної рідини у робочих поверхонь А напрямних пластин і поверхні Б отвору, з'являється відносне ковзання цих часток, чому перешкоджають сили в'язкості. Щоб зрівноважити сили в'язкості на елементарному об'ємі змащувально-охолоджувальної рідини підвищується тиск р. Епюра розподілу тиску приведена на Фіг.2. Цей тиск передається на робочі поверхні А напрямних пластин 7 і поверхню Б обробленого отвору, створюючи реакції шару змащувально-охолоджувальної рідини N1, N2 і розділяючи поверхні А і Б їх від безпосереднього контакту, що в значній мірі знижує знос робочої поверхні А напрямних пластин 7. З опису конструкції і роботи головки глибокого свердління видно, що в заявленій корисній моделі досягається несучий гідродинамічний клин у шарі змащувально-охолоджувальної рідини між робочою поверхнею напрямних пластин і ділянкою поверхні обробленого отвору, що сприймає навантаження від сил різання, що забезпечує якість обробки, продуктивність і довговічність інструмента шляхом зниження зносу робочої поверхні напрямних пластин. Головка глибокого свердління пропонованої конструкції впроваджена на Новокраматорському машинобудівному заводі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Головка глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, яка відрізняється тим, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління. 2 UA 70373 U Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюHead for deep drilling
Автори англійськоюPatsiora Andrii Pavlovych, Noskov Vitalii Vasyliovych
Назва патенту російськоюГоловка глубокого сверления
Автори російськоюПациора Андрей Павлович, Носков Виталий Васильевич
МПК / Мітки
МПК: B23B 51/06
Мітки: свердління, головка, глибокого
Код посилання
<a href="https://ua.patents.su/5-70373-golovka-glibokogo-sverdlinnya.html" target="_blank" rel="follow" title="База патентів України">Головка глибокого свердління</a>
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Корж Олег Володимирович, Кондратюк Олег Леонідович
МПК: B23B 47/00
Мітки: отворів, агрегатна, свердління, силова, головка, діаметра, глибокого, малого
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Спосіб глибокого свердління
Номер патенту: 63669
Опубліковано: 10.10.2011
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23Q 15/00
Мітки: свердління, глибокого, спосіб
Формула / Реферат:
Спосіб глибокого свердління, під час якого контролюється технологічне навантаження на ріжучий інструмент і за його результатами здійснюється регулювання швидкості робочої подачі або виконується зміна циклу роботи, який відрізняється тим, що при зменшенні осьового технологічного навантаження подача зменшується, а при збільшенні крутного моменту понад допустиме значення свердло виводиться з отвору.
Спосіб глибокого свердління
Номер патенту: 66209
Опубліковано: 26.12.2011
Автори: Пестунов Володимир Михайлович, Бабич Валентин Миколайович
МПК: B23Q 15/00
Мітки: спосіб, глибокого, свердління
Формула / Реферат:
Спосіб глибокого свердління, при якому здійснюється контроль потужності різання і за його результатами регулюється швидкість робочої подачі, який відрізняється тим, що при збільшенні потужності процесу обробки подача зменшується, а при досягненні швидкістю подачі нижньої межі регулювання свердло виводиться з отвору.
Спіральне свердло для глибокого свердління
Номер патенту: 61889
Опубліковано: 15.12.2003
Автори: Дрожжин Володимир Іванович, Маршуба Вячеслав Павлович
МПК: B23B 51/02
Мітки: спіральне, свердло, свердління, глибокого
Формула / Реферат:
1. Спіральне свердло для глибокого свердління, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а симетричний подвійний кут в плані має значення 2φ, причомуR=(2-3)d; 2φ=140-150°,де d –діаметр...
Пристрій для глибокого свердління отворів
Номер патенту: 49469
Опубліковано: 16.09.2002
Автори: Гупка Богдан Васильович, Гевко Ігор Богданович, Стойко Ігор Іванович
МПК: B23B 49/00
Мітки: свердління, пристрій, отворів, глибокого
Формула / Реферат:
Пристрій для глибокого свердління отворів, який виконано у вигляді коробчастого корпусу, кондукторної плити з отвором, в який запресований радіальний підшипник, вісь якого співвісна з віссю кондукторної втулки, а зверху торця підшипника і кондукторної втулки встановлена захисна плита, в якій рівномірно по колу виконано отвори, через які вона прикріплена до кондукторної плити, а на торцевій частині захисної втулки, по периметру зовнішнього...
Попередній патент: Кутомір
Наступний патент: Спосіб створення шпурового заряду
Випадковий патент: Контейнер для транспортування космічного апарата