Спосіб виготовлення злитків
Номер патенту: 70586
Опубліковано: 25.06.2012
Автори: Фесенко Анатолій Миколайович, Шимко Володимир Ігоревич, Шимко Олексій Ігоревич, Фесенко Максим Анатолійович, Заблоцький Володимир Кирилович

Формула / Реферат
Спосіб виготовлення злитків, який полягає у модифікуванні (легуванні) розплаву всередині ливарної форми (виливниці, кокілю) порошкоподібними, зернистими, гранульованими або брикетованими модифікувальними (легувальними) добавками, який відрізняється тим, що порошкоподібні, гранульовані, зернисті або брикетовані добавки розміщують в порожнині ливарної форми (виливниці, кокілю) в спеціальному металевому контейнері (патроні, капсулі), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми, виливниці або кокілю перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форми без контакту з ними.
Текст
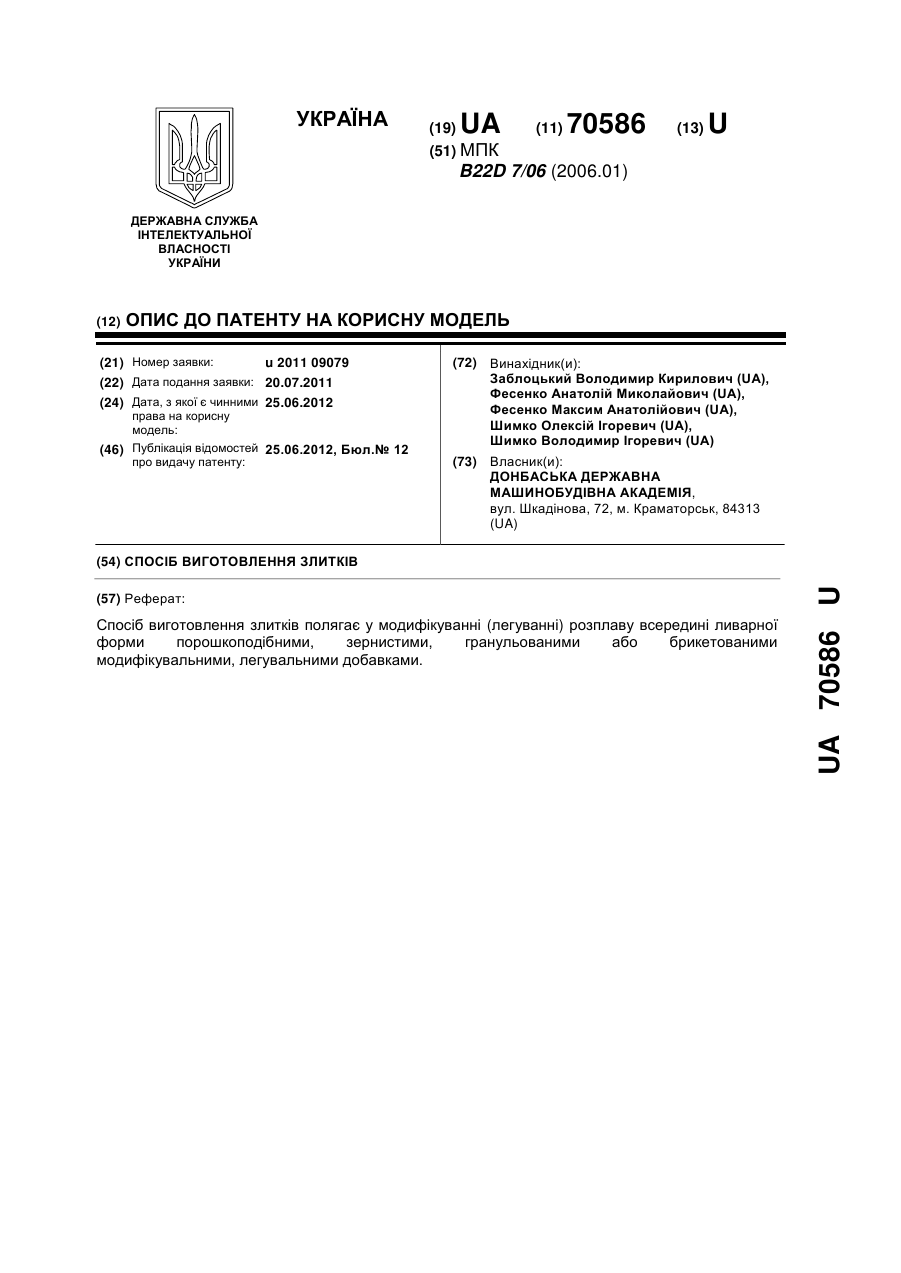
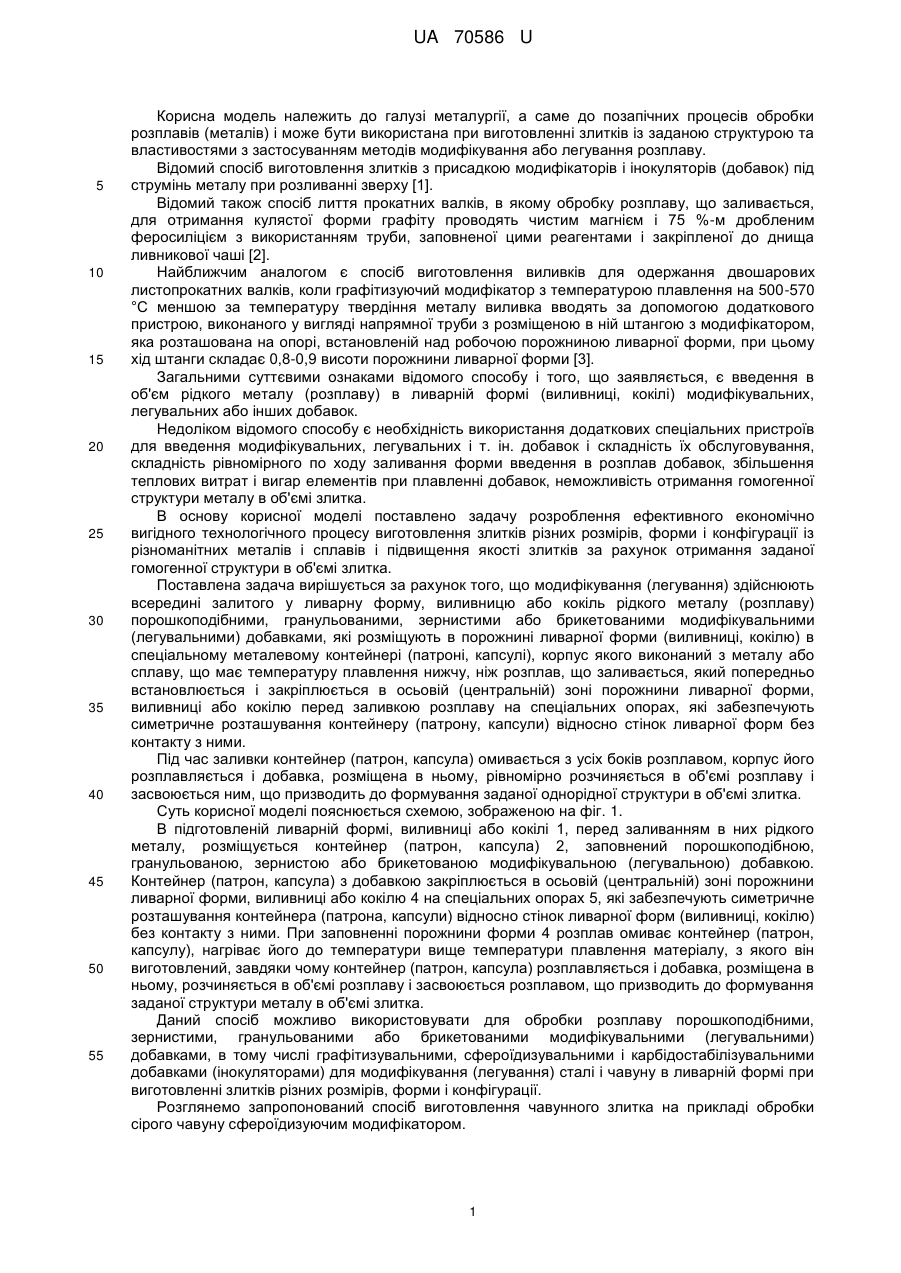
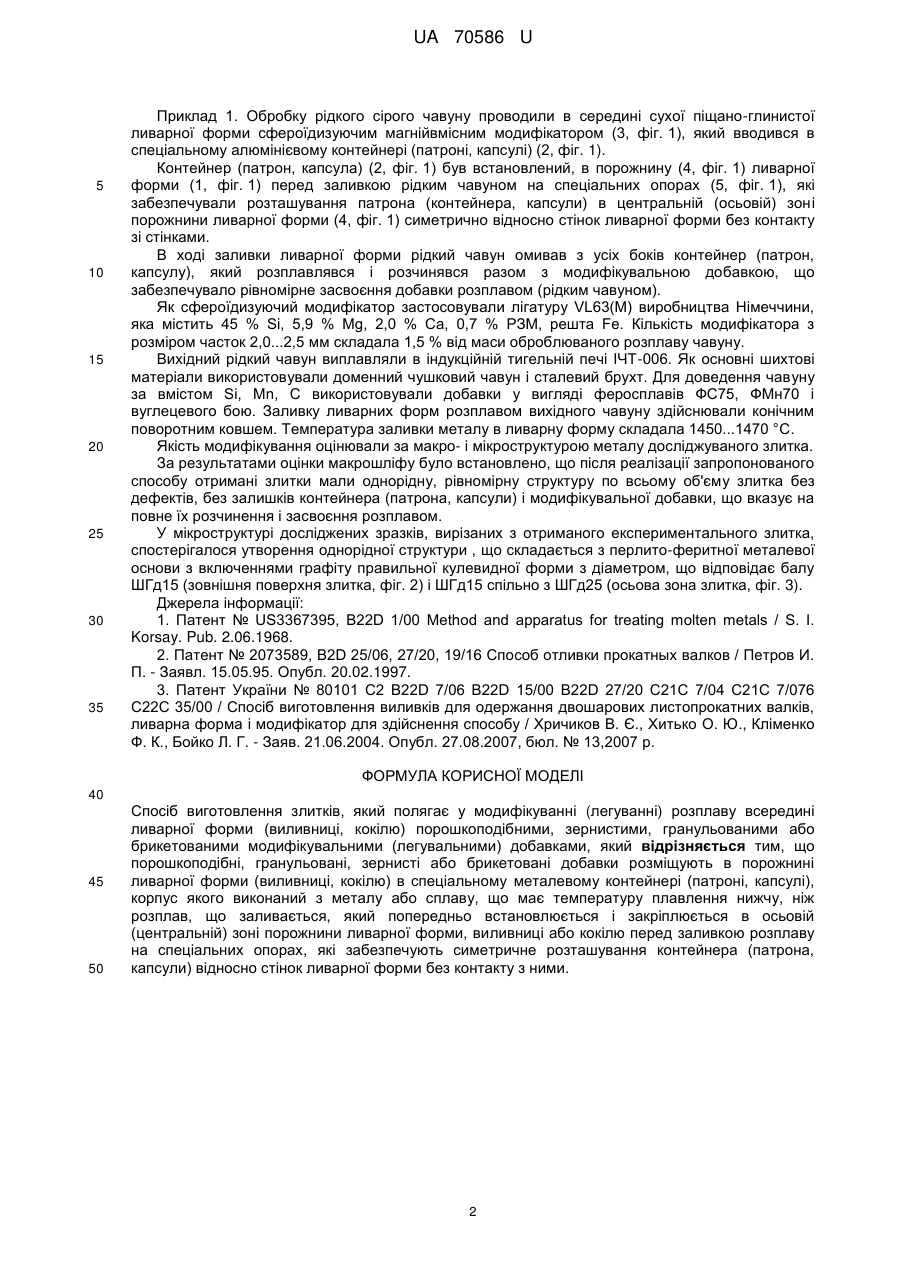
Реферат: Спосіб виготовлення злитків полягає у модифікуванні (легуванні) розплаву всередині ливарної форми порошкоподібними, зернистими, гранульованими або брикетованими модифікувальними, легувальними добавками. UA 70586 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЗЛИТКІВ UA 70586 U UA 70586 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії, а саме до позапічних процесів обробки розплавів (металів) і може бути використана при виготовленні злитків із заданою структурою та властивостями з застосуванням методів модифікування або легування розплаву. Відомий спосіб виготовлення злитків з присадкою модифікаторів і інокуляторів (добавок) під струмінь металу при розливанні зверху [1]. Відомий також спосіб лиття прокатних валків, в якому обробку розплаву, що заливається, для отримання кулястої форми графіту проводять чистим магнієм і 75 %-м дробленим феросиліцієм з використанням труби, заповненої цими реагентами і закріпленої до днища ливникової чаші [2]. Найближчим аналогом є спосіб виготовлення виливків для одержання двошарових листопрокатних валків, коли графітизуючий модифікатор з температурою плавлення на 500-570 °С меншою за температуру твердіння металу виливка вводять за допомогою додаткового пристрою, виконаного у вигляді напрямної труби з розміщеною в ній штангою з модифікатором, яка розташована на опорі, встановленій над робочою порожниною ливарної форми, при цьому хід штанги складає 0,8-0,9 висоти порожнини ливарної форми [3]. Загальними суттєвими ознаками відомого способу і того, що заявляється, є введення в об'єм рідкого металу (розплаву) в ливарній формі (виливниці, кокілі) модифікувальних, легувальних або інших добавок. Недоліком відомого способу є необхідність використання додаткових спеціальних пристроїв для введення модифікувальних, легувальних і т. ін. добавок і складність їх обслуговування, складність рівномірного по ходу заливання форми введення в розплав добавок, збільшення теплових витрат і вигар елементів при плавленні добавок, неможливість отримання гомогенної структури металу в об'ємі злитка. В основу корисної моделі поставлено задачу розроблення ефективного економічно вигідного технологічного процесу виготовлення злитків різних розмірів, форми і конфігурації із різноманітних металів і сплавів і підвищення якості злитків за рахунок отримання заданої гомогенної структури в об'ємі злитка. Поставлена задача вирішується за рахунок того, що модифікування (легування) здійснюють всередині залитого у ливарну форму, виливницю або кокіль рідкого металу (розплаву) порошкоподібними, гранульованими, зернистими або брикетованими модифікувальними (легувальними) добавками, які розміщують в порожнині ливарної форми (виливниці, кокілю) в спеціальному металевому контейнері (патроні, капсулі), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми, виливниці або кокілю перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнеру (патрону, капсули) відносно стінок ливарної форм без контакту з ними. Під час заливки контейнер (патрон, капсула) омивається з усіх боків розплавом, корпус його розплавляється і добавка, розміщена в ньому, рівномірно розчиняється в об'ємі розплаву і засвоюється ним, що призводить до формування заданої однорідної структури в об'ємі злитка. Суть корисної моделі пояснюється схемою, зображеною на фіг. 1. В підготовленій ливарній формі, виливниці або кокілі 1, перед заливанням в них рідкого металу, розміщується контейнер (патрон, капсула) 2, заповнений порошкоподібною, гранульованою, зернистою або брикетованою модифікувальною (легувальною) добавкою. Контейнер (патрон, капсула) з добавкою закріплюється в осьовій (центральній) зоні порожнини ливарної форми, виливниці або кокілю 4 на спеціальних опорах 5, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форм (виливниці, кокілю) без контакту з ними. При заповненні порожнини форми 4 розплав омиває контейнер (патрон, капсулу), нагріває його до температури вище температури плавлення матеріалу, з якого він виготовлений, завдяки чому контейнер (патрон, капсула) розплавляється і добавка, розміщена в ньому, розчиняється в об'ємі розплаву і засвоюється розплавом, що призводить до формування заданої структури металу в об'ємі злитка. Даний спосіб можливо використовувати для обробки розплаву порошкоподібними, зернистими, гранульованими або брикетованими модифікувальними (легувальними) добавками, в тому числі графітизувальними, сфероїдизувальними і карбідостабілізувальними добавками (інокуляторами) для модифікування (легування) сталі і чавуну в ливарній формі при виготовленні злитків різних розмірів, форми і конфігурації. Розглянемо запропонований спосіб виготовлення чавунного злитка на прикладі обробки сірого чавуну сфероїдизуючим модифікатором. 1 UA 70586 U 5 10 15 20 25 30 35 Приклад 1. Обробку рідкого сірого чавуну проводили в середині сухої піщано-глинистої ливарної форми сфероїдизуючим магнійвмісним модифікатором (3, фіг. 1), який вводився в спеціальному алюмінієвому контейнері (патроні, капсулі) (2, фіг. 1). Контейнер (патрон, капсула) (2, фіг. 1) був встановлений, в порожнину (4, фіг. 1) ливарної форми (1, фіг. 1) перед заливкою рідким чавуном на спеціальних опорах (5, фіг. 1), які забезпечували розташування патрона (контейнера, капсули) в центральній (осьовій) зоні порожнини ливарної форми (4, фіг. 1) симетрично відносно стінок ливарної форми без контакту зі стінками. В ході заливки ливарної форми рідкий чавун омивав з усіх боків контейнер (патрон, капсулу), який розплавлявся і розчинявся разом з модифікувальною добавкою, що забезпечувало рівномірне засвоєння добавки розплавом (рідким чавуном). Як сфероїдизуючий модифікатор застосовували лігатуру VL63(M) виробництва Німеччини, яка містить 45 % Si, 5,9 % Mg, 2,0 % Са, 0,7 % РЗМ, решта Fe. Кількість модифікатора з розміром часток 2,0...2,5 мм складала 1,5 % від маси оброблюваного розплаву чавуну. Вихідний рідкий чавун виплавляли в індукційній тигельній печі ІЧТ-006. Як основні шихтові матеріали використовували доменний чушковий чавун і сталевий брухт. Для доведення чавуну за вмістом Si, Mn, С використовували добавки у вигляді феросплавів ФС75, ФМн70 і вуглецевого бою. Заливку ливарних форм розплавом вихідного чавуну здійснювали конічним поворотним ковшем. Температура заливки металу в ливарну форму складала 1450...1470 °С. Якість модифікування оцінювали за макро- і мікроструктурою металу досліджуваного злитка. За результатами оцінки макрошліфу було встановлено, що після реалізації запропонованого способу отримані злитки мали однорідну, рівномірну структуру по всьому об'єму злитка без дефектів, без залишків контейнера (патрона, капсули) і модифікувальної добавки, що вказує на повне їх розчинення і засвоєння розплавом. У мікроструктурі досліджених зразків, вирізаних з отриманого експериментального злитка, спостерігалося утворення однорідної структури , що складається з перлито-феритної металевої основи з включеннями графіту правильної кулевидної форми з діаметром, що відповідає балу ШГд15 (зовнішня поверхня злитка, фіг. 2) і ШГд15 спільно з ШГд25 (осьова зона злитка, фіг. 3). Джерела інформації: 1. Патент № US3367395, B22D 1/00 Method and apparatus for treating molten metals / S. I. Korsay. Pub. 2.06.1968. 2. Патент № 2073589, B2D 25/06, 27/20, 19/16 Способ отливки прокатных валков / Петров И. П. - Заявл. 15.05.95. Опубл. 20.02.1997. 3. Патент України № 80101 С2 B22D 7/06 B22D 15/00 B22D 27/20 С21С 7/04 С21С 7/076 С22С 35/00 / Спосіб виготовлення виливків для одержання двошарових листопрокатних валків, ливарна форма і модифікатор для здійснення способу / Хричиков В. Є., Хитько О. Ю., Кліменко Ф. К., Бойко Л. Г. - Заяв. 21.06.2004. Опубл. 27.08.2007, бюл. № 13,2007 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Спосіб виготовлення злитків, який полягає у модифікуванні (легуванні) розплаву всередині ливарної форми (виливниці, кокілю) порошкоподібними, зернистими, гранульованими або брикетованими модифікувальними (легувальними) добавками, який відрізняється тим, що порошкоподібні, гранульовані, зернисті або брикетовані добавки розміщують в порожнині ливарної форми (виливниці, кокілю) в спеціальному металевому контейнері (патроні, капсулі), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми, виливниці або кокілю перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форми без контакту з ними. 2 UA 70586 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing ingots
Автори англійськоюZablotskyi Volodymyr Kyrylovych, Fesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych, Shymko Oleksii Ihorovych, Shymko Volodymyr Ihorovych
Назва патенту російськоюСпособ изготовления слитков
Автори російськоюЗаблоцкий Владимир Кириллович, Фесенко Анатолий Николаевич, Фесенко Максим Анатольевич, Шимко Алексей Игоревич, Шимко Владимир Игоревич
МПК / Мітки
МПК: B22D 7/06
Мітки: спосіб, виготовлення, злитків
Код посилання
<a href="https://ua.patents.su/5-70586-sposib-vigotovlennya-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення злитків</a>
Ливарна форма для виготовлення злитків
Номер патенту: 69051
Опубліковано: 25.04.2012
Автори: Заблоцький Володимир Кирилович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Шимко Олексій Ігоревич, Шимко Володимир Ігоревич
МПК: B22D 13/00
Мітки: ливарна, злитків, виготовлення, форма
Формула / Реферат:
Ливарна форма для виготовлення злитків, яка містить робочу порожнину, ливникову систему, яка відрізняється тим, що в робочій порожнині розміщується спеціальний металевий контейнер (патрон, капсула), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми перед заливкою розплаву на...
Спосіб вібронавантаження злитків з рідкою серцевиною
Номер патенту: 58481
Опубліковано: 11.04.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: спосіб, рідкою, серцевиною, злитків, вібронавантаження
Формула / Реферат:
Спосіб вібронавантаження злитків з рідкою серцевиною металу, який відрізняється тим, що вібронавантаження виконують у процесі переміщення злитків від сталерозливного до обтискного цеху на візках з колесами, з параметрами коліс d/R=0,005-0,06, де d - висота рельєфу; R - радіус коліс візка.
Спосіб виготовлення виковків із злитків

Номер патенту: 64262
Опубліковано: 16.02.2004
Автори: Олешко Віктор Михайлович, Грушко Юрій Олексійович, Свиридов Олег Віталійович, Кальченко Петро Павлович, Шабанов Володимир Борисович
МПК: B21J 1/04
Мітки: злитків, спосіб, виковків, виготовлення
Формула / Реферат:
Спосіб виготовлення виковків із злитків, при якому злиток протягують і після розділяють на дві заготівки і відхід, який відрізняється тим, що спочатку злиток протягують на квадратний переріз і повторно - на діаметр, який дорівнює стороні зазначеного квадрата, а після розділення злитка здійснюють додаткове протягування кожної з заготівок у напрямку від вільного торця до торця, що отриманий в результаті розділення злитка, після чого виконують...
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки
Номер патенту: 55475
Опубліковано: 15.04.2003
Автори: Калинюк Олексій Миколайович, Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
МПК: C22B 9/22, B23K 15/00
Мітки: плавки, електронно-променевої, великогабаритних, отримання, злитків, спосіб, методом, плоских
Формула / Реферат:
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки, що включає плавлення заготовки електронним променем в проміжну ємність, накопичення розплаву в проміжній ємності і злив розплаву на піддон в кристалізатор, який обігрівають електронним променем, який відрізняється тим, що в зазор між суміжними торцями злитків, що попередньо горизонтально встановлені в кристалізаторі, подають розплав металу необхідного...
Спосіб виготовлення поковок типу пластин зі злитків комбінованими бойками

Номер патенту: 52253
Опубліковано: 25.08.2010
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Олешко Михайло Викторович, Карнаух Олег Олегович
МПК: B21J 1/04
Мітки: виготовлення, поковок, бойками, комбінованими, пластин, спосіб, злитків, типу
Формула / Реферат:
Спосіб виготовлення поковок типу пластин зі злитків комбінованими бойками, що здійснюють шляхом деформування заготівки верхнім опуклим бойком та нижнім - плоским з проміжним кантуванням напівфабрикату на 180°, який відрізняється тим, що деформують злиток з багатогранною конусною поверхнею, при цьому верхній опуклий бойок має кут робочої поверхні 120°.
Попередній патент: Пристрій для обробляння ґрунту
Наступний патент: Реверсивна пружна муфта з торцевою установкою канатів
Випадковий патент: Гвинтовий конвеєр