Спосіб прокатки труб на неперервному стані
Номер патенту: 71339
Опубліковано: 10.07.2012
Автори: Балакін Валерій Федорович, Пінчук Софія Йосипівна, Тишкевич Дмитро Геннадійович

Формула / Реферат
1. Спосіб прокатки труб на неперервному стані, який полягає в розкатці гільзи в осередку деформації, утвореному двовалковим калібром, який відрізняється тим, що прокатку труб в кожній кліті здійснюють з забезпеченням зсувної деформації в поперечному перетині труби.
2. Спосіб за п. 1, який відрізняється тим, що зсувна деформація досягається за рахунок зміщення вершини калібра відносно розширення труби на кут α£φ£90-α, де α - кут випуску калібра.
Текст
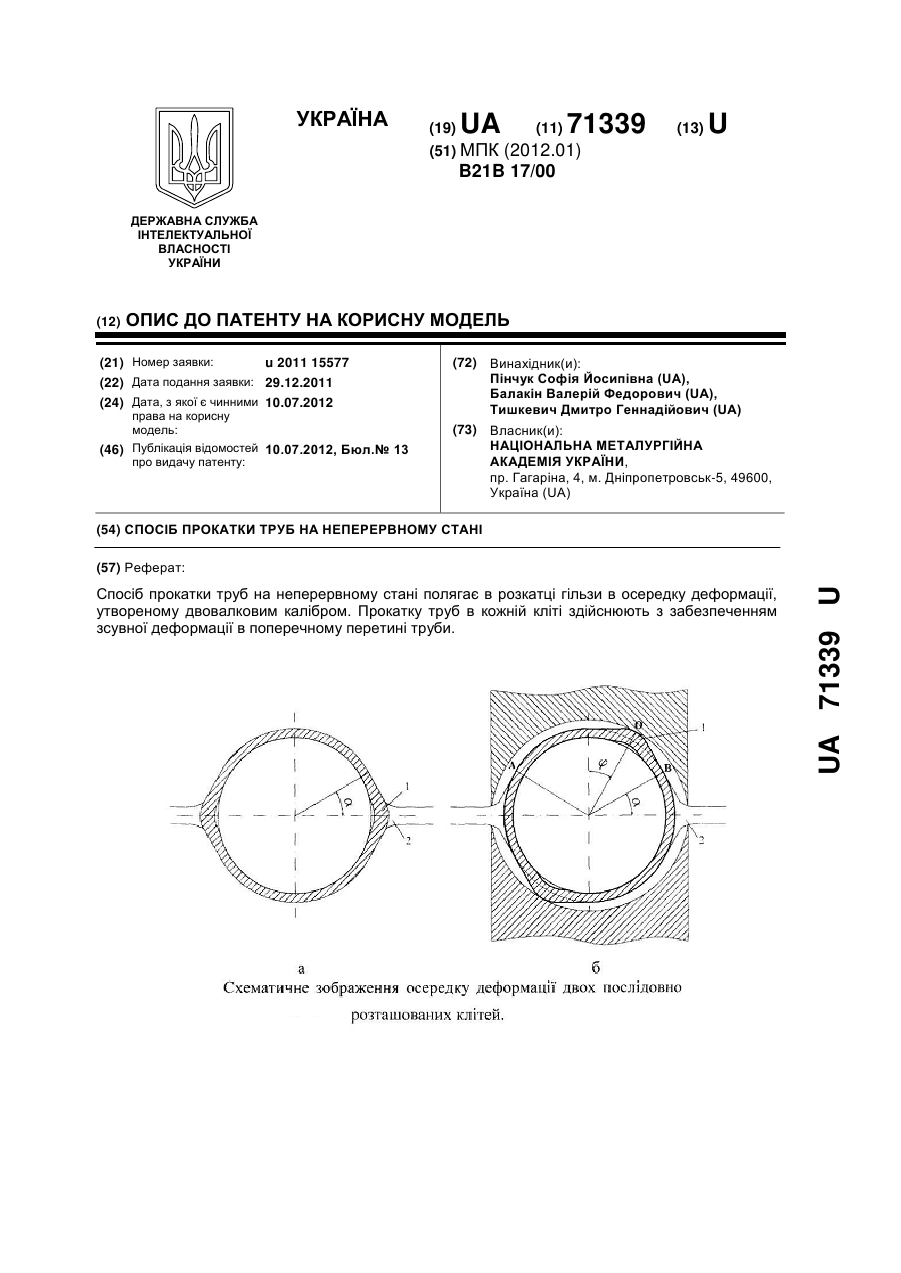
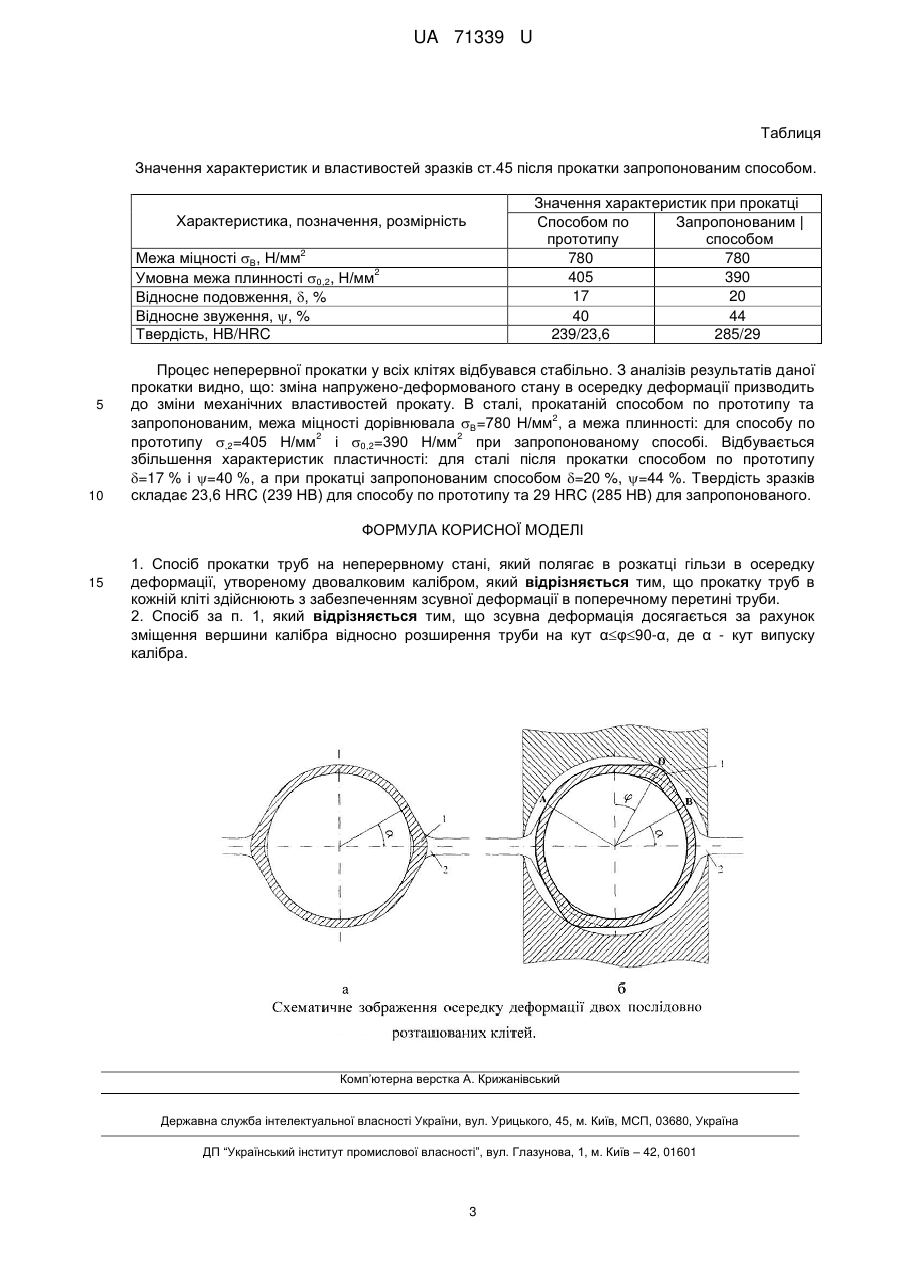
Реферат: UA 71339 U UA 71339 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском, зокрема до виробництва труб, і призначена для виробництва гарячекатаних безшовних труб. Приріст характеристик міцності та експлуатаційних властивостей конструкційних матеріалів за останні десятиліття був обумовлений, в основному, розробкою сталей та сплавів з новим хімічним і фазовим складом. В останні роки з'явились нові шляхи формування субмікрокристалічної структури, яка також призводить до змін фізичних та механічних властивостей. Одним із способів формування субмікрокристалічної структури, що призводить до змін фізико-механічних властивостей, є інтенсивна пластична деформація, яка здійснюється різними способами. Використання заснованих на цьому різноманітних схем деформаційно-термічної чи термомеханічної обробки промислових конструкційних матеріалів дозволяє кардинально змінювати їх фізико-механічні характеристики. До таких методів належать способи обробки, що включають інтенсивну деформацію зсувом. Окрім порівняно простих способів та пристроїв здійснення зсуву відомі й більш складні, які передбачають використання комбінованого деформаційного впливу на матеріал шляхом застосування схем складного навантаження, наприклад поєднання осаду із крученням, пресування і кручення та ін. [Valiev R.Z. Structure and properties of ultrafine grained materials/ R.Z.Valiev// Mater. Sci. Eng.-1993. - A 168. - p. 141; Сегал B.M. Процесс пластического структурообразования металлов / B.M. Сегал. - Минск: Наука и техника, 1994.-232 с]. На сьогоднішній день пріоритетною задачею в справі підвищення якості труб є створення нових деформаційних схем та технологій, а також обладнання для їх здійснення на ґрунті ідей інтенсивної пластичної деформації. Під дією великих пластичних деформацій структурні елементи металів (кристаліти, фрагменти, границі розділу і т.д.) зменшуються. Внаслідок цього сильно деформовані метали здобувають якісно нові властивості, багато з яких являють собою практичний інтерес. Зокрема, вони мають аномально високу пластичність в поєднанні з великою міцністю. Для здійснення великих пластичних деформацій можна використовувати різні процеси обробки тиском: прокатку, волочіння, пресування та ін. Однак, в їх традиційному виконанні елемент інтенсивної пластичної деформації, а саме простий зсув, присутній лише частково. Ефект великих деформацій, що досягаються зсувом, при певних умовах можна отримати також шляхом немонотонного формозмінення заготовки, який використовується в процесах обробки тиском, основною ціллю яких є накопичення деформації в заготовках. Аналіз дислокаційної структури деформованого металу показав, що руйнування частіш за все відбувається в зоні структурної неоднорідності металу, оскільки відомо, що величина зерна чинить вирішальний вплив на характеристики міцності металу. Міцність при мінімальній ймовірності руйнування може бути підвищена за рахунок створення однорідної структури, що забезпечує оптимальну однорідність та інтенсивність поглинення кристалічною решіткою енергії деформації. Це, в свою чергу, досягається за рахунок створення умов деформування, при яких були б задіяні максимум площин ковзання, тобто при наявності різноспрямованої схеми формозмінення. Отримання дрібного зерна з малою кількістю дислокацій в полі потребує великої швидкості стікання дислокацій в процесі деформації. Досягти цього можна за рахунок використання інтенсивної пластичної деформації зі значними одномоментними зсувними напруженнями, які дозволяють створити умови підвищеної рухливості дислокаційної структури. Сприятливий вплив зсувних напружень може базуватися на тому, що значні одномоментні зсувні напруження дають можливість сформувати велику кількість дислокацій із гвинтовими компонентами [Шеремет В.А. Особенности свойств и структуры углеродистой эвтектоидной стали, прокатанной по "Т-Д" технологии/ В.А. Шеремет, Д.П. Кукуй, Е.Г. Пашинская// Металл и литье Украины.-2004.-№8-10.С. 45-48]. В основі процесу деформування лежать процеси, що прагнуть зменшити вплив зовнішнього навантаження, яке прикладене до полікристалу і викликає пружні деформації кристалічної решітки, в результаті дії яких відбувається перенесення атомів із місць найбільшого стискання в місця, де стискаючі напруження менші. Існує декілька елементарних механізмів переносу речовини (дислокаційне ковзання, поперечний рух дислокацій, дифузія, двійникування і т.д.). В плані фрагментації ефективним є простий зсув. У міру накопичення деформації матеріалу відбувається блокування зсувів у межах структурних елементів, в результаті чого зростають внутрішні мікронапруження, які є основною причиною деформаційного зміцнення. Релаксація цих напружень можлива за рахунок відносного розвороту окремих елементів кристалічної решітки з формуванням границь дезорієнтування, що визначається властивостями матеріалу, 1 UA 71339 U 5 10 15 20 25 30 35 40 45 50 55 60 тиском, температурою та швидкістю деформації [Бейгельзимер Я.Е., Варюхин В.Н., Орлов Д.В., Сынков С.Г. Винтовая экструзия - процесс накопления деформации. - Д.: ТЕАН, 2003 - С. 17-27]. Відомий спосіб прокатки гільз на автомат-стані, що являє собою нереверсивну кліть із двома валками, які мають круглі калібри, з ціллю отримання труб із заданою товщиною стінки. Схема процесу полягає в тому, що гільзу піддають поздовжній прокатці в круглому калібрі за два проходи на нерухомій короткій оправці, що встановлена між валками. Після кожного проходу розкатану гільзу передають на передню сторону кліті за допомогою пари фрикційних роликів зворотної подачі, які змонтовані на задній стороні кліті і обертаються в протилежному відносно робочих валків напрямку. Перед кожним проходом трубу кантують на 90° [Шевакин Ю.Ф., Глейберг А.З. Производство труб. - М.: Металлургия, 1968. - С. 98-119]. До причин, що запобігають досягненню вказаного нижче технічного результату при використанні відомого способу, відносять здійснення монотонної (простої) деформації в одній кліті автомат-стану, яка не дає можливості створення температурно-швидкісних режимів деформування та схем навантаження в плані структуроутворення. Найбільш близьким способом до того, що заявляється, і взятий за прототип, є спосіб прокатки труб на неперервному стані, який здійснює розкатку гільз на довгих рухливих циліндричних оправках, і має в своєму складі 9 двовалкових клітей, що розташовані під кутом 45° до горизонту та 90° одна до одної. [Шевченко А.А., Непрерывная прокатка труб. - М.: Металлургиздат, 1954. - С. 5-23]. При цьому заготовку деформують в осередку деформації створеним двовалковим калібром, який виконують із випуском бокових сторін для запобігання утворення на трубі дефектів пов'язаних із переповненням калібра металом [Грудев А.П., Машкин Л.Ф., Ханин М.И. Технология прокатного производства. - Μ.: Металлургия, 1994. - С. 6263]. Таким чином, метал, що деформувався в даній кліті у випусках калібра, попадає до вершини калібра наступної пари валків. Таке розташування клітей усуває необхідність кантування труб. До причин, що запобігають досягненню вказаного нижче технічного результату при використанні відомого способу, прийнятого за прототип, відносять те, що в процесі прокатки в осередку деформації не реалізуються схеми складного навантаження, які впливають на механізми структуроутворення. В основу корисної моделі поставлена задача - підвищення механічних та експлуатаційних характеристик труб. Технічний результат полягає в тому, що зміна умов ведення процесу в осередку деформації дає можливість впливати на схему напружено-деформованого стану металу з ціллю підвищення ефективності структуроутворення труб, що виготовляються, при збереженні чи навіть деякому збільшенні високої деформаційної спроможності процесу прокатки в двовалковому калібрі. Поставлена задача вирішується способом прокатки труб на неперервному стані в осередку деформації, що утворений двовалковим калібром, із забезпеченням зсувної деформації в кожній кліті, яка досягається за рахунок зміщення вершини калібра відносно розширення труби, утвореного в результаті течії металу в випуски попереднього калібра, на кут 90-, де - кут випуску калібра. Спосіб здійснюється наступним чином: гільза на свободно плаваючій оправці подається до першої кліті неперервного стану, де відбувається її захват та розкатка з утворенням розширень 1 в зоні випусків 2 (фіг. 1, а). При вході в осередок деформації наступної кліті контакт гільзи із валками відбудеться не в вершині калібра, а в перетині, що повернутий на кут у напрямку випуску калібра (фіг.1,б). Зміщення вершини калібра другої кліті відносно розширення труби забезпечується поворотом кліті на кут таким чином, щоб кут між вертикальними осями двох послідовно розташованих клітей становив 90°±. Зона, яка відстоїть від вершини калібра в напрямку випусків, зазнає менших сил тертя, так як , де , - сили контактного тертя відповідно на ділянках АО та ВО поверхні контакту металу з валками. В результаті цього при розкатці розширень, течія металу направлена в напрямку зазору між валками. При цьому відбувається кручення ділянки труби, що знаходиться між клітями, і забезпечується зсувна деформація. Отже, на міжклітьовій відстані поздовжні прямі лінії викривляються і перетворюються у гвинтові. При розкатці в наступних клітях процес повторюється. При такій обробці виникає схема формозмінення, яка призводить до інтенсивної деформації та більшого опрацювання структури. Спосіб був випробуваний на неперервному стані при гарячій прокатці труб з вуглецевої сталі 45. Для порівняльної оцінки отримані результати зрівнювали із результатами після прокатки способом по прототипу. Як методи дослідження використовували механічні випробування для визначення твердості, мікротвердості, характеристик міцності та пластичності (табл.). 2 UA 71339 U Таблиця Значення характеристик и властивостей зразків ст.45 після прокатки запропонованим способом. Значення характеристик при прокатці Способом по Запропонованим | прототипу способом 780 780 405 390 17 20 40 44 239/23,6 285/29 Характеристика, позначення, розмірність Межа міцності Β, Н/мм 2 Умовна межа плинності 0,2, Н/мм Відносне подовження, , % Відносне звуження, , % Твердість, HB/HRC 2 5 10 Процес неперервної прокатки у всіх клітях відбувався стабільно. З аналізів результатів даної прокатки видно, що: зміна напружено-деформованого стану в осередку деформації призводить до зміни механічних властивостей прокату. В сталі, прокатаній способом по прототипу та 2 запропонованим, межа міцності дорівнювала Β=780 Н/мм , а межа плинності: для способу по 2 2 прототипу ,2=405 Н/мм і 0,2=390 Н/мм при запропонованому способі. Відбувається збільшення характеристик пластичності: для сталі після прокатки способом по прототипу =17 % і =40 %, а при прокатці запропонованим способом =20 %, =44 %. Твердість зразків складає 23,6 HRC (239 НВ) для способу по прототипу та 29 HRC (285 НВ) для запропонованого. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 1. Спосіб прокатки труб на неперервному стані, який полягає в розкатці гільзи в осередку деформації, утвореному двовалковим калібром, який відрізняється тим, що прокатку труб в кожній кліті здійснюють з забезпеченням зсувної деформації в поперечному перетині труби. 2. Спосіб за п. 1, який відрізняється тим, що зсувна деформація досягається за рахунок зміщення вершини калібра відносно розширення труби на кут αφ90-α, де α - кут випуску калібра. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling pipes on continuous mill
Автори англійськоюPinchuk Sofia Yosypivna, Balakin Valerii Fedorovych, Tyshkevych Dmytro Hennadiiovych
Назва патенту російськоюСпособ прокатки труб на непрерывном стане
Автори російськоюПинчук Софья Иосифоввна, Балакин Валерий Федорович, Тышкевич Дмитрий Геннадьевич
МПК / Мітки
МПК: B21B 17/00
Мітки: стані, труб, прокатки, неперервному, спосіб
Код посилання
<a href="https://ua.patents.su/5-71339-sposib-prokatki-trub-na-neperervnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки труб на неперервному стані</a>
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 82972
Опубліковано: 26.05.2008
Автори: Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Пахомова Людмила Яківна, Павловський Борис Григорович
МПК: B21B 27/02, B21B 17/00
Мітки: безперервної, стані, прокатки, безоправочної, багатоклітьовому, труб, спосіб, поздовжньої
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, діаметр останнього з яких (DN) визначають за математичною залежністю, як функцію від діаметра труби в холодному стані (dtx), коефіцієнта лінійного температурного розширення матеріалу труби (t) та...
Спосіб прокатки труб в багатоклітьовому редукційному стані
Номер патенту: 77136
Опубліковано: 16.10.2006
Автори: Гопайца Наталія Вікторівна, Грінберг Броніслав Михайлович, Козловський Альфред Іванович, Олійник В'ячеслав Семенович, Юрковський Володимир Васильович, Квітка Наталія Юріївна, Шифрін Євген Ісайович, Бойко Іван Петрович, Чудаков Євген Федорович, Щучко Володимир Миколайович, Лозовий Віктор Іванович, Круподер Андрій Миколайович, Луценко Олег Вікторович, Гуляєв Юрій Геннадійович
МПК: B21B 17/00
Мітки: спосіб, стані, редукційному, труб, прокатки, багатоклітьовому
Формула / Реферат:
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим,...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стані, штаб, широкоштабовому, гарячої, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Чуєв Анатолій Васильович, Гуляєва Наталія Юріївна, Позументщиков Віктор Костянтинович, Козловський Альфред Іванович, Шифрін Євген Іссайович, Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Друян Володимир Михайлович
МПК: B21B 17/00
Мітки: труб, безперервної, багатоклітьовому, стані, спосіб, безоправочної, прокатки
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Лозовий Віктор Іванович, Чуєв Анатолій Васильович, Івченков Сергій Іванович, Юрковський Володимир Васильович, Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Шифрін Євген Ісайович, Козловський Альфред Іванович, Залесський Олександр Іванович
МПК: B21B 17/00
Мітки: багатоклітьовому, безперервної, труб, спосіб, стані, прокатки, безоправочної, поздовжньої
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Попередній патент: Споруда для вирощування гідробіонтів
Наступний патент: Сплав на основі титану
Випадковий патент: Камера збірна односторонього обслуговування типу ксо-393-19 в