Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Друян Володимир Михайлович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Гуляєва Наталія Юріївна, Шифрін Євген Іссайович, Івченков Сергій Іванович, Позументщиков Віктор Костянтинович, Чуєв Анатолій Васильович
Формула / Реферат
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із порядковими номерами (n-4) і (n-1) здійснюють переовалізацію труби без деформації по діаметру.
Текст
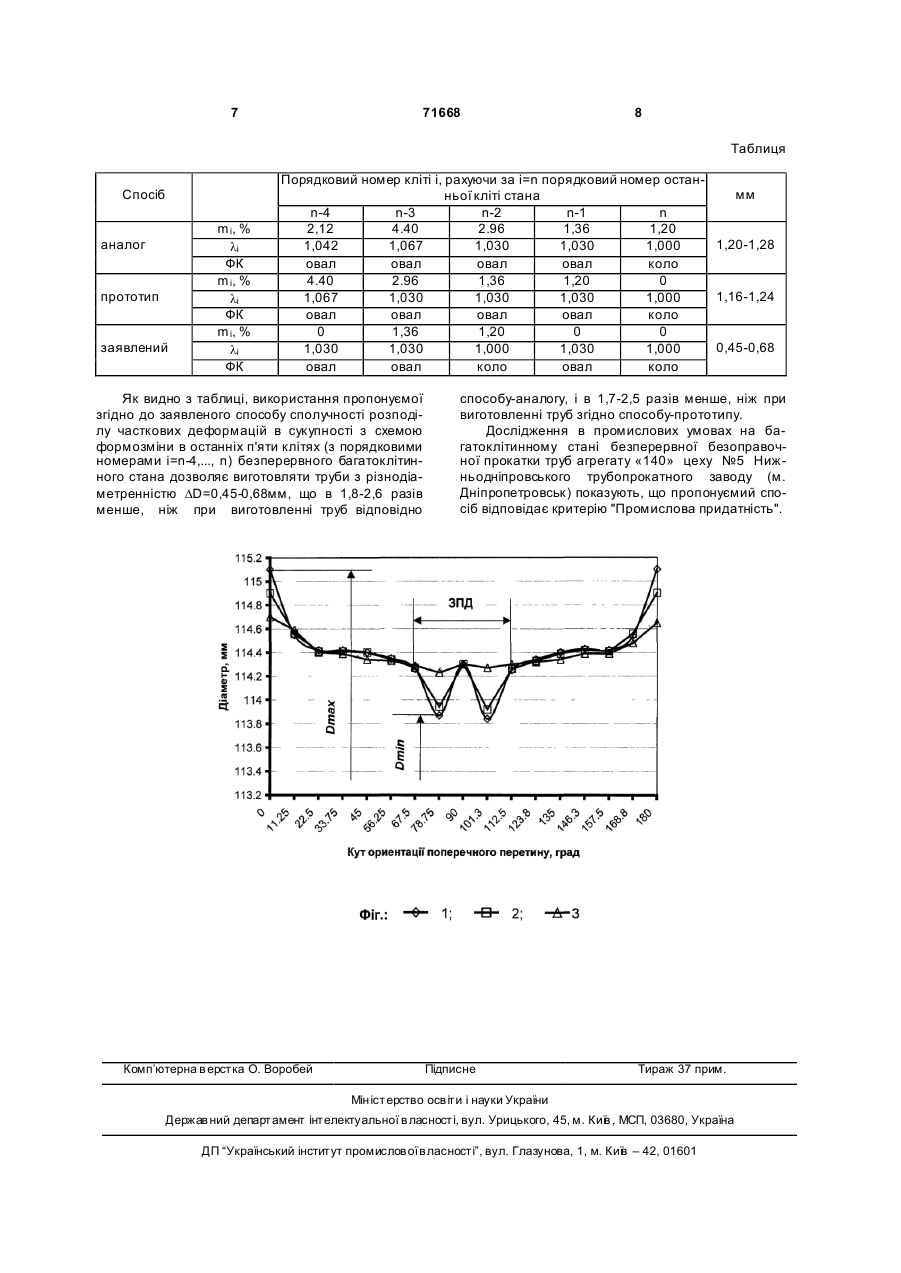
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із порядковими номерами (n-4) і (n-1) здійснюють переовалізацію труби без деформації по діаметру. Винахід відноситься до способів обробки металів тиском і може бути використаний на багатоклітинних редукційних і калібровочних станах при безоправочній безперервній прокатці безшовних та зварених труб. Існують різні способи розподілу загальної відносної деформації заготовки по діаметру mзаг, яку вона отримує в багатоклітинному n-клітьовому стані, між клітями стана у вигляді відносних деформацій по діаметру m i (тут індекс і=1, 2,..., n-1, n порядковий номер кліті, рахуючи за i=1 першу і за і=n останню по ходу прокатки кліть) в калібрі однієї кліті; при цьому використовують різні схеми формозміни в суміжних клітях. Значення загальної відносної деформації заготовки по діаметру в стані та відносних деформацій по діаметру в калібрі однієї кліті стана обчислюють згідно до формул: mзаг = [(D0 - Dn ) / D0 ]× 100%, D0 - середній діаметр заготовки до прокатки в багатоклітинному n-клітьовому стані, мм; Dn - середній діаметр труби після прокатки в багатоклітинному n-клітьовому стані, мм; m i - відносна деформація заготовки по діаметру в кліті з порядковим номером i, %; Di-1 - середній діаметр труби після прокатки в кліті з порядковим номером i-1, мм; Di - середній діаметр труби після прокатки в кліті з порядковим номером і, мм. Наприклад, відомий спосіб безоправочної прокатки (редукування або калібрування) труб з обтисненням по діаметру у всі х клітях n-клітьового безперервного стана, при якому в суміжних клітях із порядковими номерами від 1 до (n-2) здійснюють формозміну тр уби за схемою "овал - овал", а в двох останніх клітях стана з порядковими номерами (n-1) і n здійснюють формозміну труби за схемою "овал-коло" [книга: Технология непрерывной безоправочной прокатки труб. Під редакцією Г.І. Гуляєва. М., Ме таллургия, 1975, стор.233, таблиця 34 - аналог]. mi = [(Di - 1 - D i ) / D i -1] ×100 %, де m заг - загальна відносна деформація заготовки по діаметру в стані, %; (19) UA (11) 71668 (13) C2 (21) 2002097505 (22) 17.09.2002 (24) 15.12.2004 (46) 15.12.2004, Бюл. №12, 2004р. (72) Чуєв Анатолій Васильович, Козловський Альфред Іванович, Івченков Сергій Іванович, Шифрін Євген Іссайович, Гуляєв Юрій Геннадійович, Друян Володимир Михайлович, Позументщиков Віктор Костянтинович, Гуляєва Наталія Юріївна (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НИЖНЬОДНІПРОВСЬКИЙ ТРУБОПРОКАТНИЙ ЗАВОД" (56) SU 1324696 A1, 23.07.1987 SU 1614875 A1, 23.12.1990 RU 2019326 C1, 15.04.1994 US 6047578 A, 11.04.2000 3 71668 4 Проте безоправочна прокатка труб з обтистангенціальних напруг це призводить до локальненням по діаметру у всіх клітях n-клітьового безних змін радіуса труби і утворення провалів діамеперервного стана (mi не дорівнює нулю в жодній тра [дивися, наприклад, книгу: Теория и практика кліті стана) призводить до того, що рівні значень редуцирования труб. Материалы третьей научнотехнической конференции. Челябинск, Южнорізнодіаметренності DD прокатаних тр уб є досить Уральское книжное издательство, 1972, стор.107, значними. Різнодіаметренність прокатаних труб мал.1]. Формозміна по схемі "овал-коло" в двох обчислюють згідно до формули: останніх клітях стана з порядковими номерами DD = Dmax - Dmin, (n-1) і n при відсутності обтиснення по діаметру в де DD - різнодіаметренність труби, мм; останній (n-ній) кліті стана (m n=0) при наявності Dmax - максимальна величина діаметру тр уби, обтиснення по діаметру в інших клітях стана і мм; формозміні в них по схемі "овал-овал" не дозволяє Dmin - мінімальна величина діаметру тр уби, сформувати трубу з остаточно низьким рівнем мм. різнодіаметренності DD у наслідок наявності проНайбільш близьким до заявленого способу є валів діаметру на готовій трубі, що виходить з баспосіб безоправочної прокатки труб у n-клітьовому гатоклітинного стана. Таким чином готові труби, безперервному стані, при якому в суміжних клітях виготовлені із застосуванням відомого способу із порядковими номерами від 1 до (n-1) формозмібезоправочної безперервної прокатки мають відну тр уби здійснюють за схемою "овал-овал" з обносно високий рівень різнодіаметренності, що нетисненням по діаметру, а в двох останніх клітях припустимо при виготовленні продукції у відповідстана з порядковими номерами (n-1) і n, формоності до ряду стандартів і технічних умов, які зміну труби здійснюють за схемою "овал-коло" при нормують рівень точності діаметра готових труб відсутності обтиснення по діаметру в n-ній кліті [дивися, наприклад, довідник: Ю.Г. Гуляєв, В.М. стана [книга: Технология непрерывной безоправоДруян, Є.І. Ши фрін. Стальные трубы. Изготовлечной прокатки труб. Під редакцією Г.І. Гуляєва. М., ние, применение, сортамент. Дніпропетровськ, Металлургия, 1975, стор.176-179, таблиця 17, ряДніпро-ВАЛ, 2002, стор.114, табл.2.1.1]. Вказаний док 4, режим для установки "17-114"-прототип]. недолік призводить до високого рівня відбракоНедоліком наведеного способу є редукування вки виготовлених труб за показником точності труб у n-клітьовому безперервному стані, при якодіаметра. му у всіх суміжних клітях із порядковими номерами В основу винаходу поставлена задача створивід 1 до (n-1) формозміну труби здійснюють за ти спосіб безоправочної безперервної прокатки схемою "овал-овал" з обтисненням по діаметру. труб в багатоклітинному стані, що забезпечить Таке сполучення режимів формозміни та розподіпідвищення точності труб в наслідок зменшення лу відносних обтиснень по діаметру призводить до рівня їх різнодіаметренності. накопичення дефектів форми труби (відхилень Поставлена задача вирішується тим, що у форми труби від ідеального кола) в наслідок поспособі безоправочної безперервної прокатки труб слідовної її деформації в калібрах овальної (не в багатоклітинному стані, що полягає у формозміні круглої) форми при повному заповненні калібрів труби в дво х останніх клітях стана з порядковими внаслідок наявності обтиснення по діаметру. При номерами (n-1) і n за схемою "овал-коло" при відцьому розрізняють два види відхилення контурів сутності обтиснення по діаметру в n-ній кліті стана, утворюючих зовнішньої і внутрішньої поверхонь у парі клітей із порядковими номерами (n-3) і (n-2) поперечного перетину труби від ідеальної форми формозміну труби здійснюють за схемою "овалкола. Перший вид відхилення - овалізація - обумоколо" з деформацією по діаметру, а в клітях із повлений тим, що форма калібру валків, що формує рядковими номерами (n-4) і (n-1) здійснюють пеконтур зовнішньої поверхні труби, відрізняється реовалізацію труби без деформації по діаметру. від ідеального кола [дивися, наприклад, книгу: Загальними ознаками найбільш близького В.М. Др уян, Ю.Г. Гуляєв, С.О. Чукмасов. Теорія та (прототип) та заявленого способів є формозміна технологія трубного виробництва. Дніпропеттруби в дво х останніх клітях стана з порядковими ровськ, Дніпро-ВАЛ, 2000, стор.130-133, мал.2.2.2, номерами (n-1) і n за схемою "овал-коло" при від2.2.3]. Другий вид відхилення - виступи - обумовсутності обтиснення по діаметру в n-ній кліті стана. лений переповнюванням калібру при наявності Відрізняючи ознаки є в тому, що у парі клітей із обтиснення по діаметру. Третій вид відхилення порядковими номерами (n-3) і (n-2) формозміну провали діаметра - обумовлений тим, що в кожну труби здійснюють за схемою "овал-коло" з дефорнаступну кліть (із порядковим номером і) труба мацією по діаметру, а в клітях із порядковими нозадається таким чином, що випуск калібру попемерами (n-4) і (n-1) здійснюють переовалізацію редньої кліті (із порядковим номером i-1) прихотруби без деформації по діаметру. диться на вершину калібру наступної кліті (із поСуть заявленого винаходу не слідує явним чирядковим номером і). Поява провалів діаметра ном для спеціаліста з відомого рівня техніки. Сукуобумовлена наступними фізичними особливостяпність ознак, що характеризують відоме рішення, ми процесу редукування. Виступ, що виникнув у не забезпечує досягнення нових властивостей і випусках калібру попередньої кліті, не вирівнюєтьтільки наявність відрізняючих ознак винаходу дося повністю у калібрі наступної кліті (що є наслідзволяє одержати нові властивості, новий більш ком недостатньої висотної деформації), а прогивисокий технічний результат. Отже, пропонуєнається разом з ділянками стінки труби, що мий винахід відповідає критерію "Винахідницький примикають до нього, у бік внутрішньої утворююрівень". чої поверхні труби. В умовах впливу стискуючих 5 71668 6 При переовализації (формозміні в калібрі овазгідно до запропонованого способу. Кут орієнтації льної форми) труби в кліті з порядковим номером повздовжніх перетинів a характеризує положення (n-4) без деформації труби по діаметру (Dn-5=Dn-4, поздовжніх перетинів, що проходять через вісь m n-4=0) відбувається попереднє усунення дефектів труби і у яких вимірюють діаметр труби DT (Dmax форми труби у вигляді провалів діаметра, накопимаксимальний діаметр труби; Dmin - мінімальний чених у процесі деформації в попередніх клітях діаметр труби; ЗПД - зона провалів діаметра); стана, загальне число котрих дорівнює (n-5). При a=0 в поперечному перетині, де розмір DT є цьому не виникають виступи у випусках калібру. максимальним. Цей факт обумовлений тим, що труба, зазнаючи Спосіб здійснюється таким чином. зміні форми (переовалізації) без деформації по Попередньо деформована на будь-якому трудіаметру (без зменшення периметру поперечного бовиготівельному агрегаті (тривалковий розкатперетину), не переповнює калібр і не зазнає дії ний, безперервний оправочний, автоматичний, стискуючих тангенціальних напруг, які при такому подовжньої прокатки, трубоелектрозварювальний і режимі деформування не виникають. Труба прагне т.п.) заготовка задається у валки безоправочного прийняти форму калібру і локальні зменшення багатоклітинного стана безперервної прокатки діаметра (провали), що мали місце до переовалітруб, у якому її деформують (обтиснюють) по діазації значно зменшуються. У свою чергу, відсутметру на розмір готової труби. Величина сумарноність нових виступів забезпечує відсутність появи го абсолютного обтиснення по діаметру заготовки провалів у наступній кліті (з порядковим номером визначається різницею між заданими по таблиці и-3). В суміжних клітях з порядковими номерами прокатки розмірами діаметра заготовки і діаметра і=(n-3), (n-2) формозміну тр уби здійснюють за схетруби. У ході безоправочної безперервної прокатмою "овал-коло" з деформацією по діаметру (Dn-3> ки заготовки в багатоклітинному стані відбувається Dn-2, m n-2>0), що забезпечує попередню формовку накопичення дефектів форми труби (відхилень діаметра готової труби (Dn-2= Dn-1=Dn). При переформи труби від ідеального кола) в наслідок поовализації (формозміні в калібрі овальної форми) слідовної її деформації в калібрах овальної (некрутруби в кліті з порядковим номером (n-1) без деглої) форми з переповненням калібру. На кінцеве формації труби по діаметру (Dn-2= Dn-1, m n-1=0) відвідхилення форми труби від ідеального кола, що бувається додаткове усунення дефектів форми характеризується різнодіаметренністю DD=Dmaxтруби у вигляді провалів діаметра, накопичених у Dmin, суттєво впливає розподіл загальної дефорпроцесі деформації в попередніх клітях стана, замації mзаг у вигляді часткових обтиснень m ї між гальне число котрих дорівнює (n-2). При цьому у клітями стана в сукупності з комбінацією схем випусках калібру виступи не виникають. Цей факт формозміни в суміжних клітях. Як показали досліобумовлений тим, що труба, зазнаючи зміні форми дження, пропонуємий спосіб, який передбачає (переовалізації) без деформації по діаметру (без такий розподіл загальної деформації m заг у вигляді зменшення периметру поперечного перетину) не часткових обтиснень m i·між клітями стана в сукуппереповнює калібр і не зазнає дії стискуючих танності з комбінацією схем формозміни в суміжних генціальних напруг, які в які при такому режимі клітях, при якому деформацію в двох останніх клідеформування не виникають. Труба прагне прийнтях стана з порядковими номерами (n-1) і n здійсяти форму калібру і локальні зменшення діаметра нюють за схемою "овал-коло" при відсутності об(провали), що залишилися на трубі після поперетиснення по діаметру в n-ній кліті стана, у парі дньої переовалізації в кліті з порядковим номером клітей із порядковими номерами (n-3) і (n-2) форі=(n-4) і виникли при деформації в клітях з порядмозміну труби здійснюють за схемою "овал-коло" з ковими номерами і=(n-3), (n-2), ще більше змендеформацією по діаметру, а в клітях із порядковишуються. В суміжних клітях із порядковими номеми номерами (n-4) і (n-1) здійснюють переовалізарами i=(n-1), n формозміну труби здійснюють за цію труби без деформації по діаметру, дає можлисхемою "овал-коло" без деформації по діаметру вість виготовляти тр уби з меншими показниками (Dn-1= Dn, m n=0), що забезпечує остаточн у форморізнодіаметренності DD, ніж відомі способи. Зменвку діаметра готової тр уби. шення різнодіаметренності труб DD дає можлиЗа наявними у заявника і авторів відомостявість здійснювати прокатку в мінусовому полі доми сукупність ознак, що пропонується і харакпусків по діаметру, що призводить до зменшення теризує сутність винаходу, невідома із сучасного матеріалоємності (ваги одиниці довжини) готової рівня техніки. Отже, винахід відповідає критерію продукції. "Новизна". Спосіб, що пропонується у якості винаходу, При такій сукупності розподілу часткових обтиапробовано в промислових умовах на багатокліснень m i і схем формозміни, що пропонується в тинному стані безперервної безоправочної прокатякості винаходу, забезпечується виготовлення ки труб агрегату «140» із станами поздовжньої труби з високим рівнем показників точності (мініпрокатки тандем. Дані про реалізацію заявленого мальною різнодіаметренністю DD). Таким чиспособу, найбільш близького до нього (способу ном, запропонований винахід відповідає критерію прототипу) та способу - аналога при виготовлені "Корисність". труб з номінальним діаметром 114,3мм із заготовСпосіб пояснюється графічно, де на фігурі поки діаметром 130 мм наведені в таблиці: li=bi/hi казані коливання діаметра труби DT в її поперечовальність калібру; bi, hi - ширина і висота калібру, ному перетині: 1 - при виготовленні труби згідно мм; ФК - форма калібру. способу - аналогу; 2 - при виготовленні труби згідно аналогу, найбільш близького до заявленого способу - прототипу; 3 - при виготовленні труби 7 71668 8 Таблиця Спосіб аналог прототип заявлений m i, % li ФК m i, % li ФК m i, % li ФК Порядковий номер кліті і, рахуючи за і=n порядковий номер останмм ньої кліті стана n-4 n-3 n-2 n-1 n 2,12 4.40 2.96 1,36 1,20 1,20-1,28 1,042 1,067 1,030 1,030 1,000 овал овал овал овал коло 4.40 2.96 1,36 1,20 0 1,16-1,24 1,067 1,030 1,030 1,030 1,000 овал овал овал овал коло 0 1,36 1,20 0 0 0,45-0,68 1,030 1,030 1,000 1,030 1,000 овал овал коло овал коло Як видно з таблиці, використання пропонуємої згідно до заявленого способу сполучності розподілу часткових деформацій в сукупності з схемою формозміни в останніх п'яти клітях (з порядковими номерами і=n-4,..., n) безперервного багатоклітинного стана дозволяє виготовляти труби з різнодіаметренністю DD=0,45-0,68мм, що в 1,8-2,6 разів менше, ніж при виготовленні труб відповідно Комп’ютерна в ерстка О. Воробей способу-аналогу, і в 1,7-2,5 разів менше, ніж при виготовленні труб згідно способу-прототипу. Дослідження в промислових умовах на багатоклітинному стані безперервної безоправочної прокатки труб агрегату «140» цеху №5 Нижньодніпровського трубопрокатного заводу (м. Дніпропетровськ) показують, що пропонуємий спосіб відповідає критерію "Промислова придатність". Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for plugless rolling of tubes in multiple-stand rolling mill
Автори англійськоюChuiev Anatolii Vasyliovych, Kozlovskyi Alfred Ivanovych, Ivchenkov Serhii Ivanovych, Huliaiev Yurii Hennadiiovych, Druian Volodymyr Mykhailovych
Назва патенту російськоюСпособ безоправочной непрерывной прокатки труб в многоклетевом стане
Автори російськоюЧуев Анатолий Васильевич, Козловский Альфред Иванович, Ивченков Сергей Иванович, Гуляев Юрий Геннадиевич, Друян Владимир Михайлович
МПК / Мітки
МПК: B21B 17/00
Мітки: прокатки, безперервної, труб, безоправочної, спосіб, багатоклітьовому, стані
Код посилання
<a href="https://ua.patents.su/4-71668-sposib-bezopravochno-bezperervno-prokatki-trub-v-bagatoklitovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані</a>
Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: БРАНДТ Валтер, РІФЕНШТАЛЬ Ульріх, ВЕНЕЛЬТ Ханс-Дітріх, МЕССЕРШМІДТ Лутц
МПК: B21B 38/00
Мітки: багатоклітьовому, прокатки, зусиль, значень, безперервної, стані, прокатується, дійсних, визначення, розтягування, спосіб, матеріалу
Текст:
...определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением...
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: регулювання, прокатки, багатоклітьовому, стані, металу, спосіб, швидкості, гарячої, безперервному
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Вольфович Валерій Вольфович, Попов Марат Васильович, Гамерштейн Володимир Аронович, Макаркін Ніколай Стєпановіч, Бондаренко Анатолій Петрович, Вольфович Георгій Вольфович, Кириченко Віктор Васильович, Фельдман Олександр Ісакович
МПК: B21B 21/00
Мітки: пільгерному, труб, рухомою, стані, спосіб, кліттю, прокатки
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Лобанов Олександр Іванович, Крижановський Віталій Анатолійович, Петров Володимир Володимирович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Ковалевський Андрій Олегович, Бестужева Надія Михайлівна, Кравець Михайло Леонідович
МПК: B21B 1/16
Мітки: дроту, спосіб, безперервної, прокатки
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Спосіб виробництва труб
Номер патенту: 54610
Опубліковано: 17.03.2003
Автори: Автономов Семен Володимирович, Попов Марат Васильович, Кострижев Андрій Геннадійович, Ханін Марко Ісаакович
МПК: B21B 19/00, B21B 21/00, B21B 23/00
Мітки: виробництва, труб, спосіб
Формула / Реферат:
Спосіб виготовлення труб, який включає гвинтову прошивку нагрітої заготовки і наступну поздовжню розкатку гільзи, який відрізняється тим, що перед поздовжньою розкаткою гільзу піддають безоправочній деформації у безперервному стані поздовжньої прокатки зі ступенем деформації до 13-18 % з наступним охолодженням до температури холодної прокатки, а поздовжню розкатку гільзи у трубу здійснюють у кліті з двома парами калібрів зі ступенем сумарної...
Попередній патент: Поршневий компресор
Наступний патент: Композиція для температурно-часового індикатора парової стерилізації
Випадковий патент: Лікарська плівка "апілак"