Штамп для гнуття прямокутних труб
Номер патенту: 71660
Опубліковано: 25.07.2012
Автори: Осіпчук Юрій Віталійович, Стрелковський Вячеслав Вячеславович, Горбенко Іван Ілліч, Горбенко Олександр Іванович

Формула / Реферат
Штамп для гнуття прямокутних труб, що містить верхню і нижню плити, пуансон, матрицю, який відрізняється тим, що пуансон по середині своєї ширини, по всій радіусній поверхні має виступ, а матриця має передню рухому і задню нерухому бічну стінки зі встановленими між ними на осях опорними роликами, а відстань між бічними стінками встановлюється перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби.
Текст
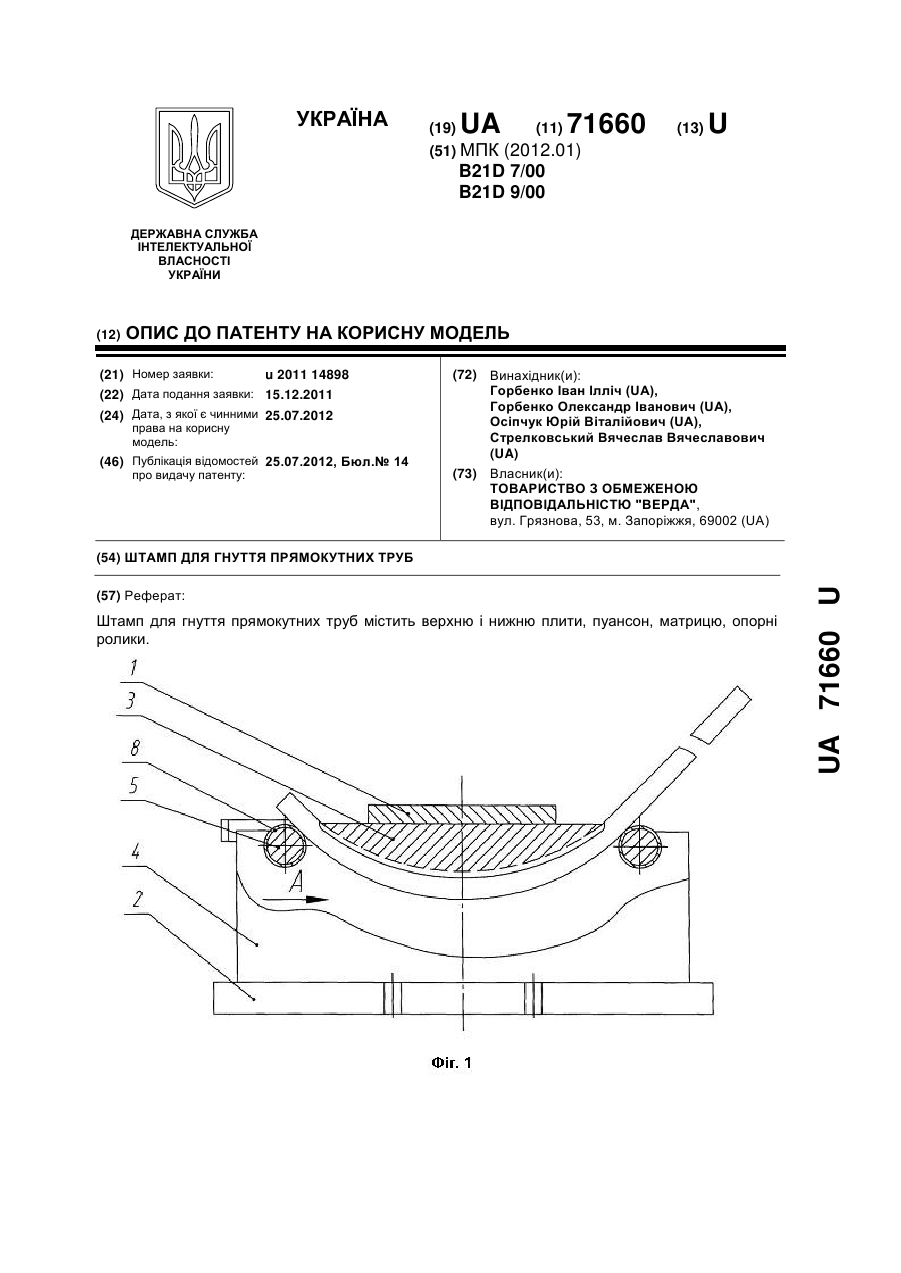
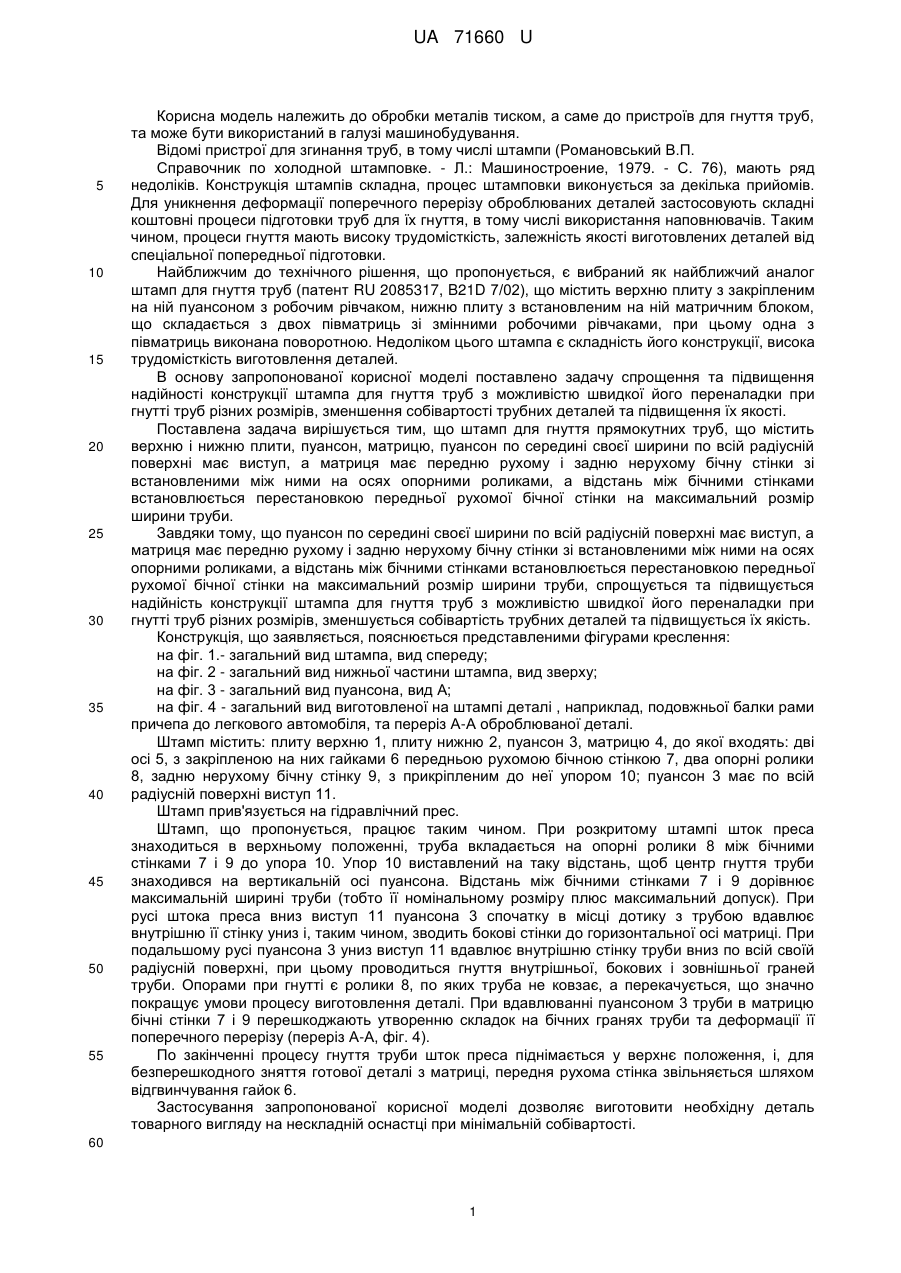
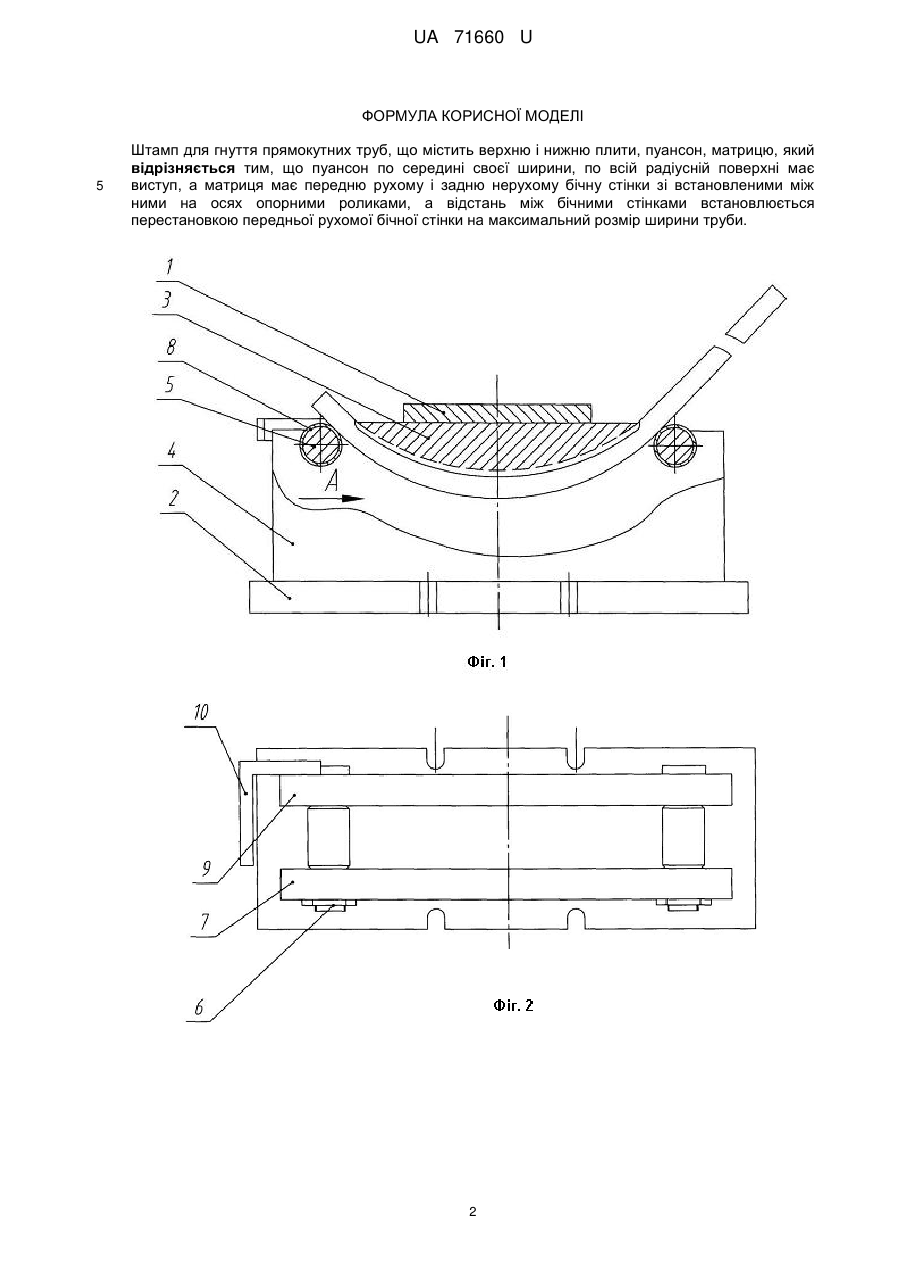
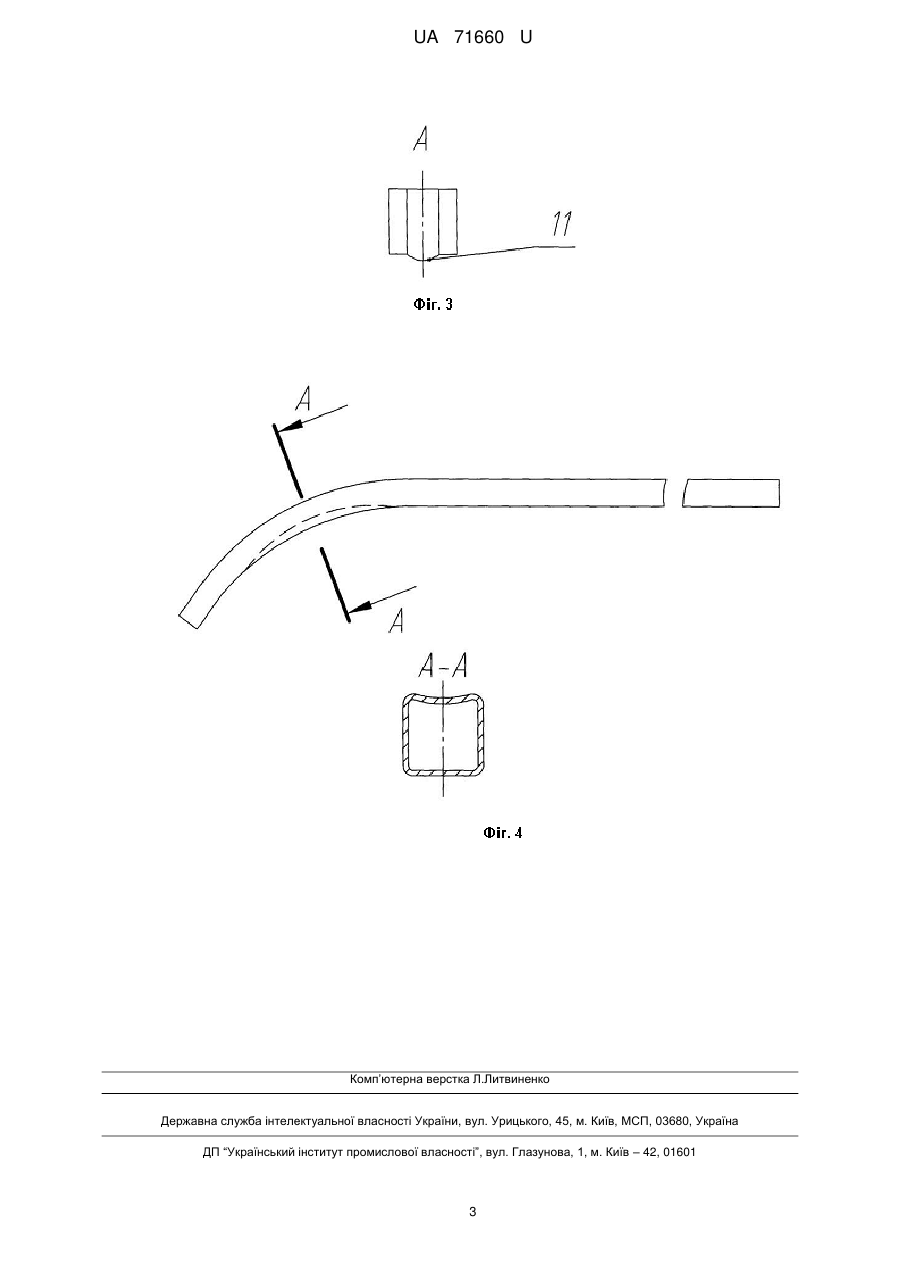
Реферат: Штамп для гнуття прямокутних труб містить верхню і нижню плити, пуансон, матрицю, опорні ролики. UA 71660 U (54) ШТАМП ДЛЯ ГНУТТЯ ПРЯМОКУТНИХ ТРУБ UA 71660 U UA 71660 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, а саме до пристроїв для гнуття труб, та може бути використаний в галузі машинобудування. Відомі пристрої для згинання труб, в тому числі штампи (Романовський В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979. - С. 76), мають ряд недоліків. Конструкція штампів складна, процес штамповки виконується за декілька прийомів. Для уникнення деформації поперечного перерізу оброблюваних деталей застосовують складні коштовні процеси підготовки труб для їх гнуття, в тому числі використання наповнювачів. Таким чином, процеси гнуття мають високу трудомісткість, залежність якості виготовлених деталей від спеціальної попередньої підготовки. Найближчим до технічного рішення, що пропонується, є вибраний як найближчий аналог штамп для гнуття труб (патент RU 2085317, B21D 7/02), що містить верхню плиту з закріпленим на ній пуансоном з робочим рівчаком, нижню плиту з встановленим на ній матричним блоком, що складається з двох півматриць зі змінними робочими рівчаками, при цьому одна з півматриць виконана поворотною. Недоліком цього штампа є складність його конструкції, висока трудомісткість виготовлення деталей. В основу запропонованої корисної моделі поставлено задачу спрощення та підвищення надійності конструкції штампа для гнуття труб з можливістю швидкої його переналадки при гнутті труб різних розмірів, зменшення собівартості трубних деталей та підвищення їх якості. Поставлена задача вирішується тим, що штамп для гнуття прямокутних труб, що містить верхню і нижню плити, пуансон, матрицю, пуансон по середині своєї ширини по всій радіусній поверхні має виступ, а матриця має передню рухому і задню нерухому бічну стінки зі встановленими між ними на осях опорними роликами, а відстань між бічними стінками встановлюється перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби. Завдяки тому, що пуансон по середині своєї ширини по всій радіусній поверхні має виступ, а матриця має передню рухому і задню нерухому бічну стінки зі встановленими між ними на осях опорними роликами, а відстань між бічними стінками встановлюється перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби, спрощується та підвищується надійність конструкції штампа для гнуття труб з можливістю швидкої його переналадки при гнутті труб різних розмірів, зменшується собівартість трубних деталей та підвищується їх якість. Конструкція, що заявляється, пояснюється представленими фігурами креслення: на фіг. 1.- загальний вид штампа, вид спереду; на фіг. 2 - загальний вид нижньої частини штампа, вид зверху; на фіг. 3 - загальний вид пуансона, вид А; на фіг. 4 - загальний вид виготовленої на штампі деталі , наприклад, подовжньої балки рами причепа до легкового автомобіля, та переріз А-А оброблюваної деталі. Штамп містить: плиту верхню 1, плиту нижню 2, пуансон 3, матрицю 4, до якої входять: дві осі 5, з закріпленою на них гайками 6 передньою рухомою бічною стінкою 7, два опорні ролики 8, задню нерухому бічну стінку 9, з прикріпленим до неї упором 10; пуансон 3 має по всій радіусній поверхні виступ 11. Штамп прив'язується на гідравлічний прес. Штамп, що пропонується, працює таким чином. При розкритому штампі шток преса знаходиться в верхньому положенні, труба вкладається на опорні ролики 8 між бічними стінками 7 і 9 до упора 10. Упор 10 виставлений на таку відстань, щоб центр гнуття труби знаходився на вертикальній осі пуансона. Відстань між бічними стінками 7 і 9 дорівнює максимальній ширині труби (тобто її номінальному розміру плюс максимальний допуск). При русі штока преса вниз виступ 11 пуансона 3 спочатку в місці дотику з трубою вдавлює внутрішню її стінку униз і, таким чином, зводить бокові стінки до горизонтальної осі матриці. При подальшому русі пуансона 3 униз виступ 11 вдавлює внутрішню стінку труби вниз по всій своїй радіусній поверхні, при цьому проводиться гнуття внутрішньої, бокових і зовнішньої граней труби. Опорами при гнутті є ролики 8, по яких труба не ковзає, а перекачується, що значно покращує умови процесу виготовлення деталі. При вдавлюванні пуансоном 3 труби в матрицю бічні стінки 7 і 9 перешкоджають утворенню складок на бічних гранях труби та деформації її поперечного перерізу (переріз А-А, фіг. 4). По закінченні процесу гнуття труби шток преса піднімається у верхнє положення, і, для безперешкодного зняття готової деталі з матриці, передня рухома стінка звільняється шляхом відгвинчування гайок 6. Застосування запропонованої корисної моделі дозволяє виготовити необхідну деталь товарного вигляду на нескладній оснастці при мінімальній собівартості. 60 1 UA 71660 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Штамп для гнуття прямокутних труб, що містить верхню і нижню плити, пуансон, матрицю, який відрізняється тим, що пуансон по середині своєї ширини, по всій радіусній поверхні має виступ, а матриця має передню рухому і задню нерухому бічну стінки зі встановленими між ними на осях опорними роликами, а відстань між бічними стінками встановлюється перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби. 2 UA 71660 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюStamp for bending rectangular tubes
Автори англійськоюHorbenko Ivan Illich, Horbenko Oleksandr Ivanovych, Osipchuk Yurii Vitaliiovych, Strelkovskyi Viacheslav Viacheslavovych
Назва патенту російськоюШтамп для гибки прямоугольных труб
Автори російськоюГорбенко Иван Ильич, Горбенко Александр Иванович, Осипчук Юрий Витальевич, Стрелковский Вячеслав Вячеславович
МПК / Мітки
Мітки: штамп, прямокутних, труб, гнуття
Код посилання
<a href="https://ua.patents.su/5-71660-shtamp-dlya-gnuttya-pryamokutnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Штамп для гнуття прямокутних труб</a>
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: прутка, деталей, гнуття, штамп
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м
Номер патенту: 86486
Опубліковано: 27.04.2009
Автори: Чемоданов Петро Арисович, Зорін Олександр Петрович
Мітки: радіусу, безроликового, труб, слюсарного, фасонного, гнуття, спосіб, понад
Формула / Реферат:
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м, згідно з яким сталевий лист (2) товщиною щонайменше 10 мм встановлюють горизонтально і розмічують на ньому криву (L), за якою гнутимуть трубу (3), попередньо щільно заповнену наповнювачем, на розміченій кривій (L) приварюють бічні упори (1), до першого бічного упора (1) притискують трубу (3) і фіксують її Г-подібним фіксатором-упором (4), далі прогрівають частину...
Оправка для гнуття труб
Номер патенту: 74610
Опубліковано: 16.01.2006
Автори: Харлов Андрій Геннадійович, Гоцанюк Микола Степанович
МПК: B21D 9/00
Формула / Реферат:
Оправка для гнуття труб, що містить жорсткий стрижень, один кінець якого за допомогою упора з’єднаний з джерелом тиску, а до другого кінця стрижня прикріплений рухомий елемент у вигляді набору плоских елементів, встановлених з можливістю радіального зміщення, яка відрізняється тим, що плоскі елементи виконані жорсткими у вигляді металевих шайб, при цьому прикріплення вказаного набору до стрижня виконано за допомогою жорсткого нарізного...
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Шупік Микола Семенович, Кім Ен Ун
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Гелікоїдний штамп для гнуття виробів з дроту
Номер патенту: 23378
Опубліковано: 31.08.1998
Автори: Тарасов Олександр Федорович, Роганов Левко Леонідович
МПК: B21D 22/02
Мітки: дроту, виробів, гелікоїдний, штамп, гнуття
Формула / Реферат:
Геликоидный штамп для гибки изделий из проволоки, содержащий ступенчатый пуансон, входящий в отверстие матрицы, имеющей скос торца со стороны пуансона, отличающийся тем, что штамп снабжен, по крайней мере, одной дополнительной матрицей, установленной под основной и имеющей профильную рабочую поверхность, верхняя часть которой соответствует профилю отверстия основной матрицы, а нижняя выполнена с калибрующим пояском, соответствующим наружному...
Попередній патент: Спосіб одержання гіперімунної діагностичної сироватки крові проти вірусу хвороби ауєскі
Наступний патент: Пристрій захисту від впливу зворотного енергетичного потоку асинхронного двигуна на точку короткого замикання в кабелі живлення
Випадковий патент: Спосіб виробництва білково-жирового стабілізатора з ковбасної оболонки