Гелікоїдний штамп для гнуття виробів з дроту
Номер патенту: 23378
Опубліковано: 31.08.1998
Автори: Роганов Левко Леонідович, Тарасов Олександр Федорович
Формула / Реферат
Геликоидный штамп для гибки изделий из проволоки, содержащий ступенчатый пуансон, входящий в отверстие матрицы, имеющей скос торца со стороны пуансона, отличающийся тем, что штамп снабжен, по крайней мере, одной дополнительной матрицей, установленной под основной и имеющей профильную рабочую поверхность, верхняя часть которой соответствует профилю отверстия основной матрицы, а нижняя выполнена с калибрующим пояском, соответствующим наружному профилю изготавливаемой детали, при этом наружные размеры пуансона и отверстие матрицы превышают соответствующие размеры готовой детали, а между основной и дополнительной матрицей выполнена радиальная расточка по наружному профилю отверстия основной матрицы.
Текст
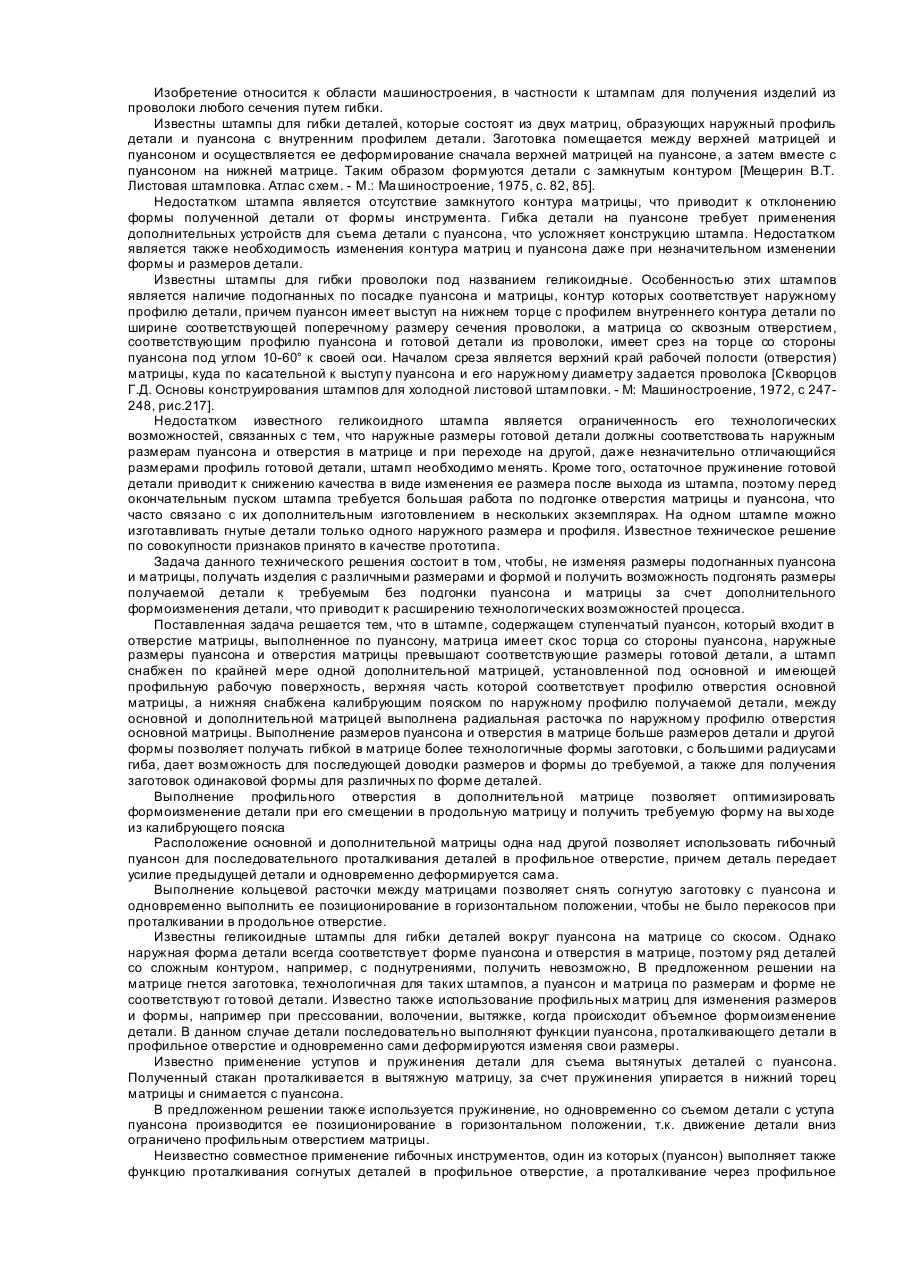
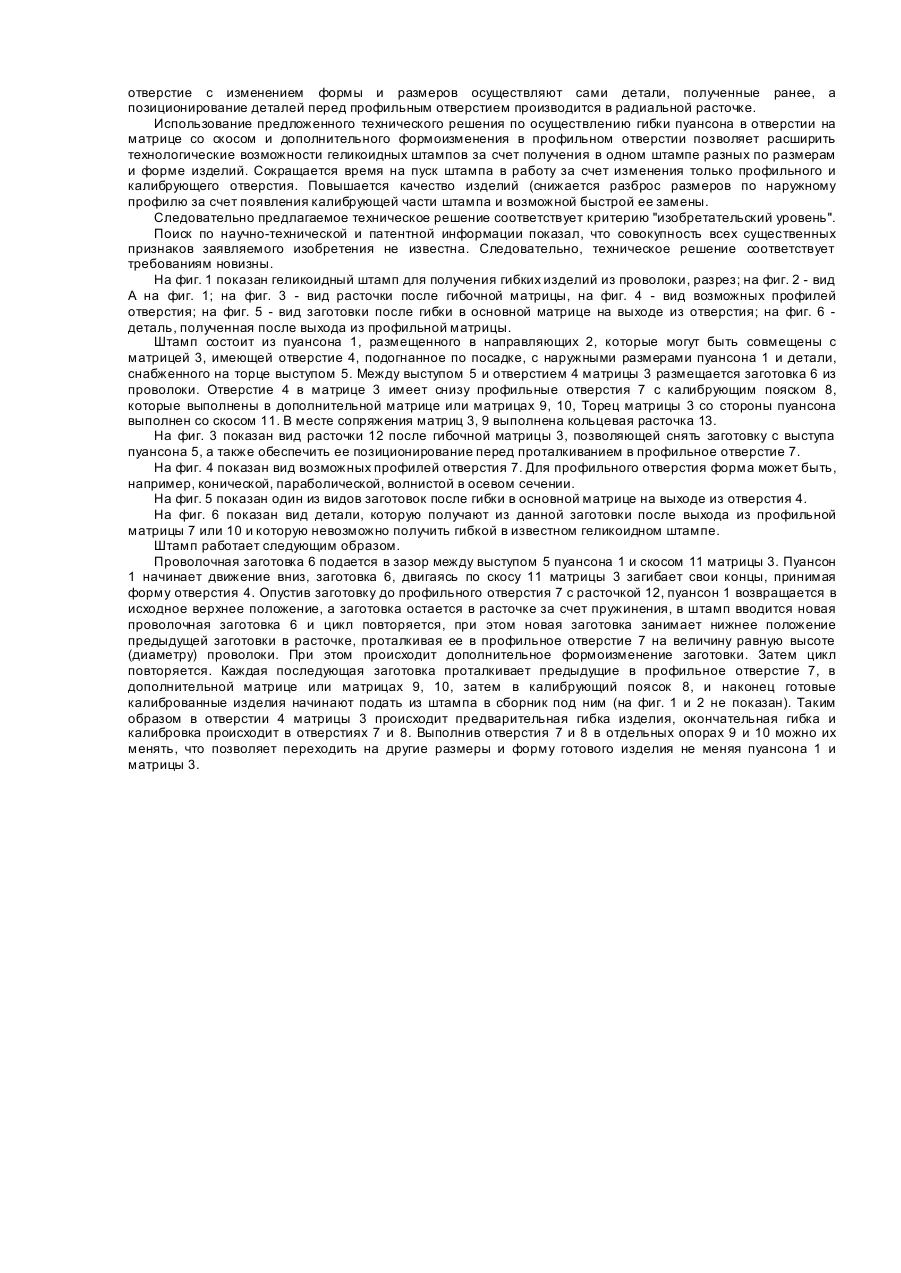
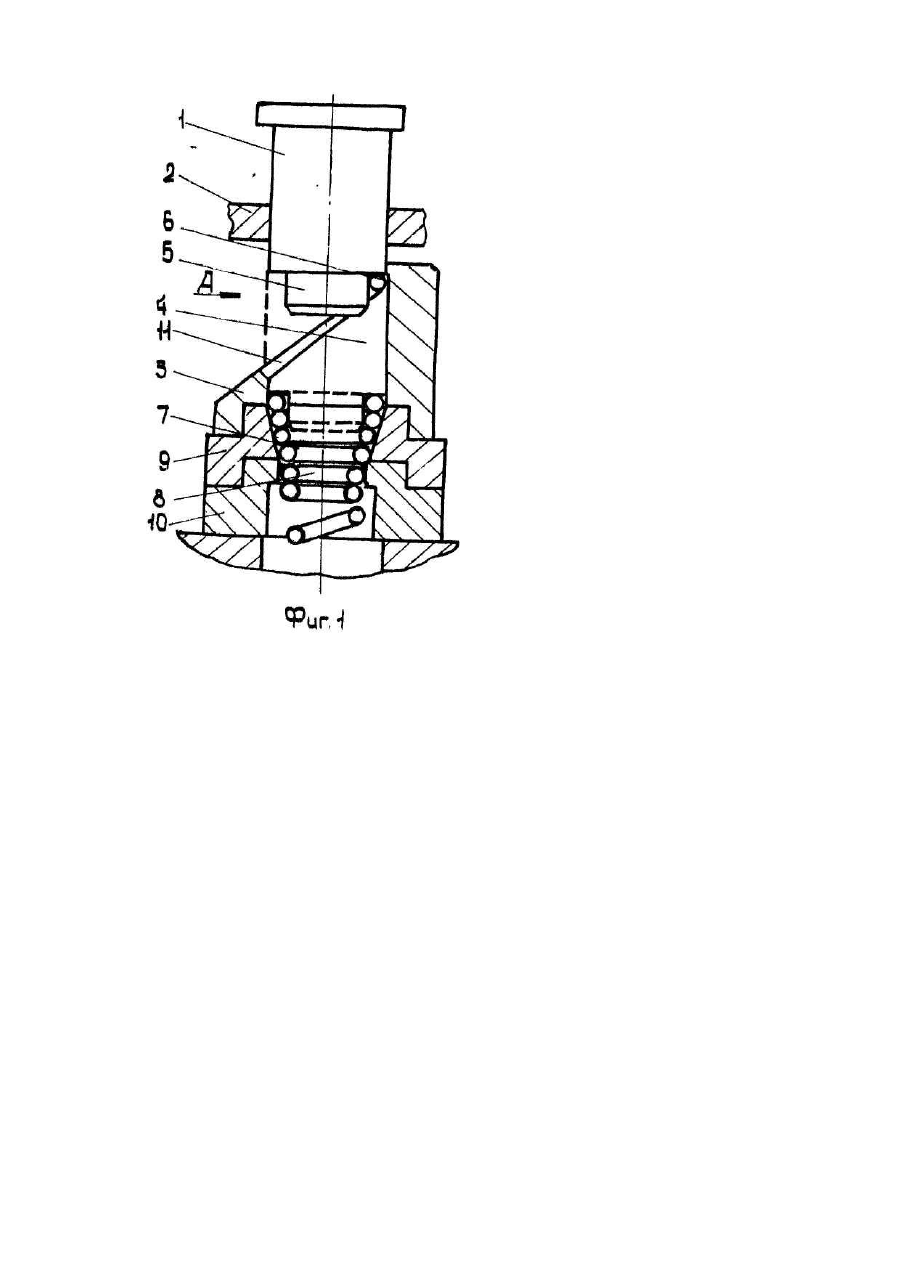
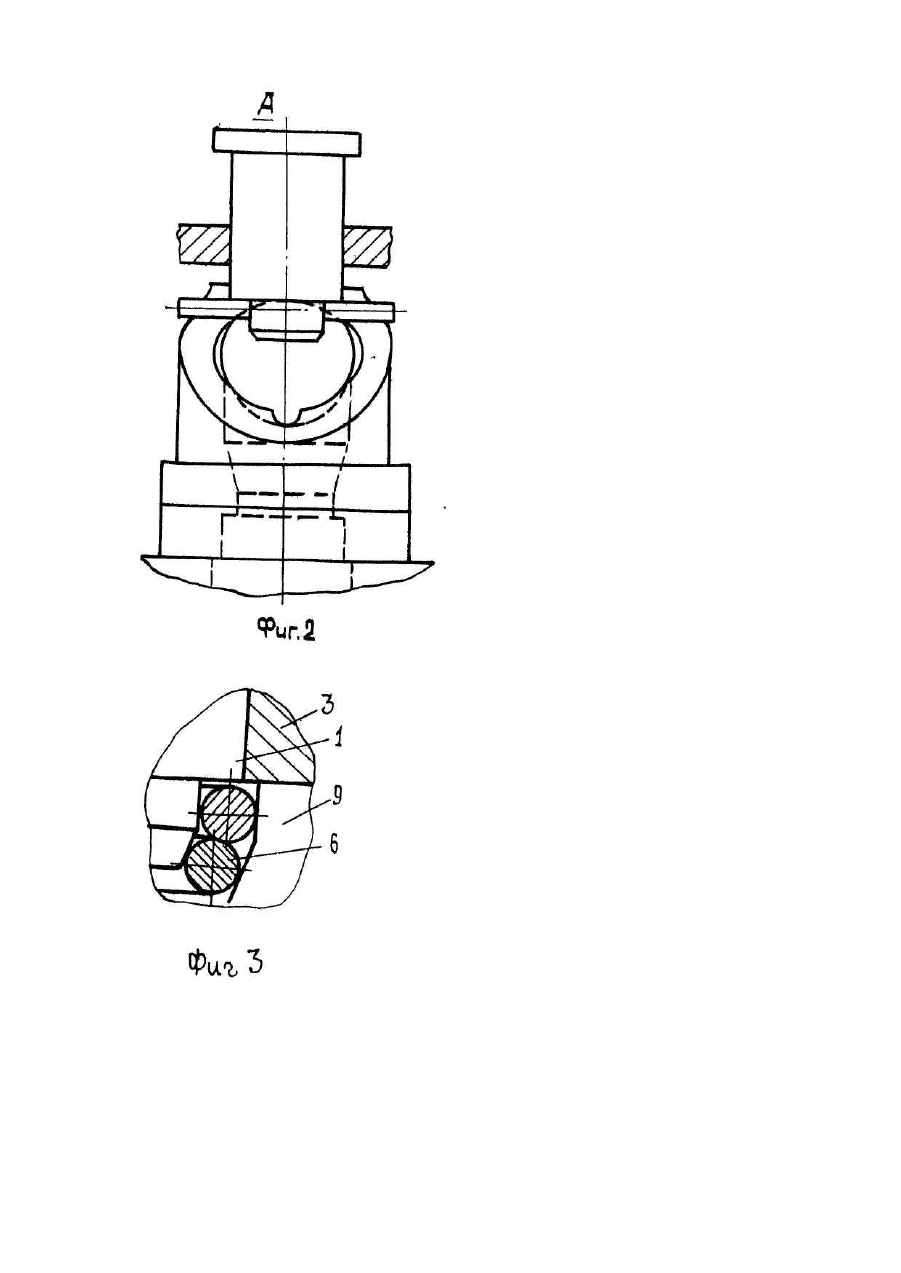
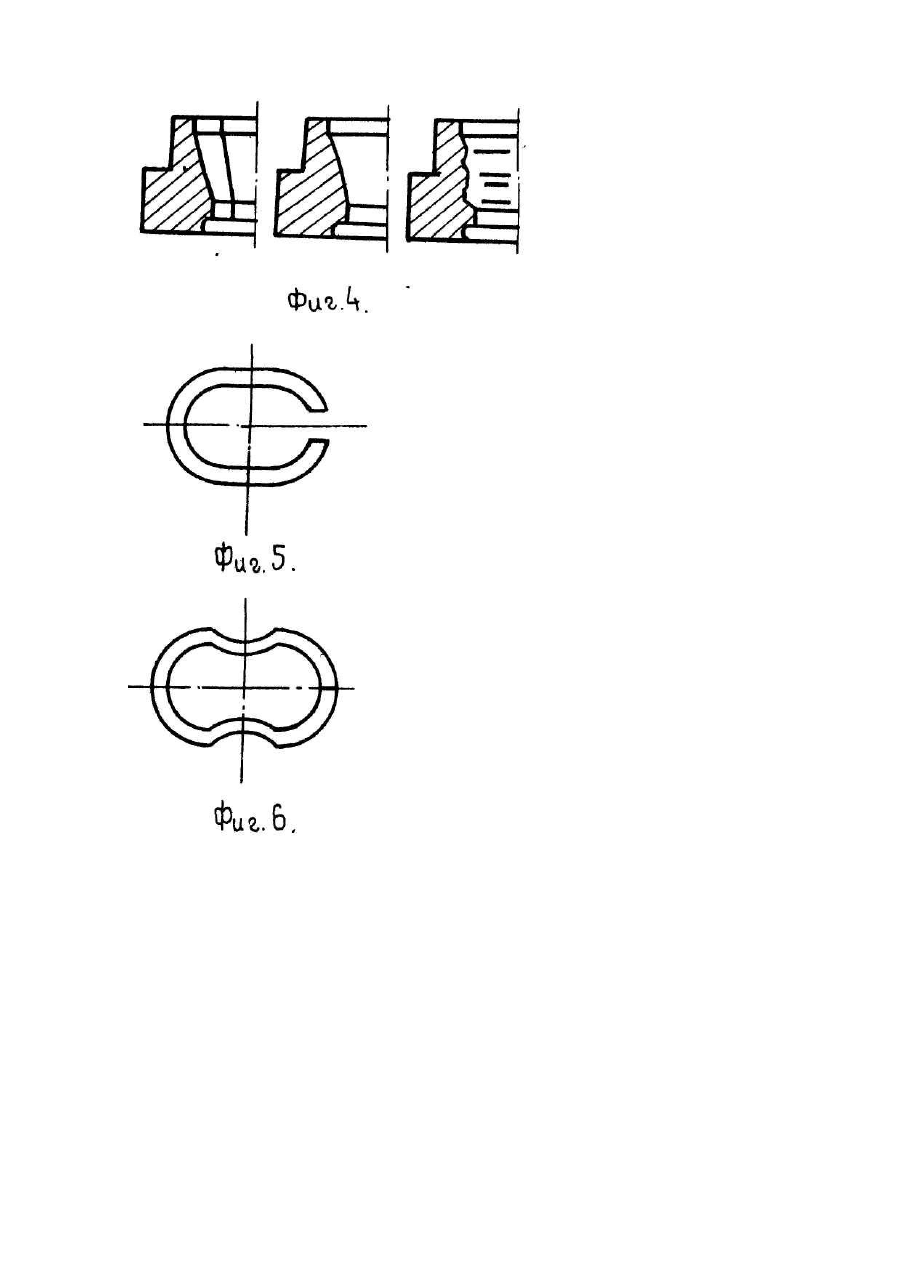
Изобретение относится к области машиностроения, в частности к штампам для получения изделий из проволоки любого сечения путем гибки. Известны штампы для гибки деталей, которые состоят из двух матриц, образующих наружный профиль детали и пуансона с внутренним профилем детали. Заготовка помещается между верхней матрицей и пуансоном и осуществляется ее деформирование сначала верхней матрицей на пуансоне, а затем вместе с пуансоном на нижней матрице. Таким образом формуются детали с замкнутым контуром [Мещерин В.Т. Листовая штамповка. Атлас схем. - М.: Ма шиностроение, 1975, с. 82, 85]. Недостатком штампа является отсутствие замкнутого контура матрицы, что приводит к отклонению формы полученной детали от формы инструмента. Гибка детали на пуансоне требует применения дополнительных устройств для съема детали с пуансона, что усложняет конструкцию штампа. Недостатком является также необходимость изменения контура матриц и пуансона даже при незначительном изменении формы и размеров детали. Известны штампы для гибки проволоки под названием геликоидные. Особенностью этих штампов является наличие подогнанных по посадке пуансона и матрицы, контур которых соответствует наружному профилю детали, причем пуансон имеет выступ на нижнем торце с профилем внутреннего контура детали по ширине соответствующей поперечному размеру сечения проволоки, а матрица со сквозным отверстием, соответствующим профилю пуансона и готовой детали из проволоки, имеет срез на торце со стороны пуансона под углом 10-60° к своей оси. Началом среза является верхний край рабочей полости (отверстия) матрицы, куда по касательной к выступ у пуансона и его наружному диаметру задается проволока [Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. - М: Машиностроение, 1972, с 247248, рис.217]. Недостатком известного геликоидного штампа является ограниченность его технологических возможностей, связанных с тем, что наружные размеры готовой детали должны соответствова ть наружным размерам пуансона и отверстия в матрице и при переходе на другой, даже незначительно отличающийся размерами профиль готовой детали, штамп необходимо менять. Кроме того, остаточное пружинение готовой детали приводит к снижению качества в виде изменения ее размера после выхода из штампа, поэтому перед окончательным пуском штампа требуется большая работа по подгонке отверстия матрицы и пуансона, что часто связано с их дополнительным изготовлением в нескольких экземплярах. На одном штампе можно изготавливать гнутые детали только одного наружного размера и профиля. Известное техническое решение по совокупности признаков принято в качестве прототипа. Задача данного технического решения состоит в том, чтобы, не изменяя размеры подогнанных пуансона и матрицы, получать изделия с различными размерами и формой и получить возможность подгонять размеры получаемой детали к требуемым без подгонки пуансона и матрицы за счет дополнительного формоизменения детали, что приводит к расширению технологических возможностей процесса. Поставленная задача решается тем, что в штампе, содержащем ступенчатый пуансон, который входит в отверстие матрицы, выполненное по пуансону, матрица имеет скос торца со стороны пуансона, наружные размеры пуансона и отверстия матрицы превышают соответствующие размеры готовой детали, а штамп снабжен по крайней мере одной дополнительной матрицей, установленной под основной и имеющей профильную рабочую поверхность, верхняя часть которой соответствует профилю отверстия основной матрицы, а нижняя снабжена калибрующим пояском по наружному профилю получаемой детали, между основной и дополнительной матрицей выполнена радиальная расточка по наружному профилю отверстия основной матрицы. Выполнение размеров пуансона и отверстия в матрице больше размеров детали и другой формы позволяет получать гибкой в матрице более технологичные формы заготовки, с большими радиусами гиба, дает возможность для последующей доводки размеров и формы до требуемой, а также для получения заготовок одинаковой формы для различных по форме деталей. Выполнение профильного отверстия в дополнительной матрице позволяет оптимизировать формоизменение детали при его смещении в продольную матрицу и получить требуемую форму на вы ходе из калибрующего пояска Расположение основной и дополнительной матрицы одна над другой позволяет использовать гибочный пуансон для последовательного проталкивания деталей в профильное отверстие, причем деталь передает усилие предыдущей детали и одновременно деформируется сама. Выполнение кольцевой расточки между матрицами позволяет снять согнутую заготовку с пуансона и одновременно выполнить ее позиционирование в горизонтальном положении, чтобы не было перекосов при проталкивании в продольное отверстие. Известны геликоидные штампы для гибки деталей вокруг пуансона на матрице со скосом. Однако наружная форма детали всегда соответствуе т форме пуансона и отверстия в матрице, поэтому ряд деталей со сложным контуром, например, с поднутрениями, получить невозможно, В предложенном решении на матрице гнется заготовка, технологичная для таких штампов, а пуансон и матрица по размерам и форме не соответствуют го товой детали. Известно также использование профильных матриц для изменения размеров и формы, например при прессовании, волочении, вытяжке, когда происходит объемное формоизменение детали. В данном случае детали последовательно выполняют функции пуансона, проталкивающего детали в профильное отверстие и одновременно сами деформируются изменяя свои размеры. Известно применение уступов и пружинения детали для съема вытянутых деталей с пуансона. Полученный стакан проталкивается в вытяжную матрицу, за счет пружинения упирается в нижний торец матрицы и снимается с пуансона. В предложенном решении также используется пружинение, но одновременно со съемом детали с уступа пуансона производится ее позиционирование в горизонтальном положении, т.к. движение детали вниз ограничено профильным отверстием матрицы. Неизвестно совместное применение гибочных инструментов, один из которых (пуансон) выполняет также функцию проталкивания согнутых деталей в профильное отверстие, а проталкивание через профильное отверстие с изменением формы и размеров осуществляют сами детали, полученные ранее, а позиционирование деталей перед профильным отверстием производится в радиальной расточке. Использование предложенного технического решения по осуществлению гибки пуансона в отверстии на матрице со скосом и дополнительного формоизменения в профильном отверстии позволяет расширить технологические возможности геликоидных штампов за счет получения в одном штампе разных по размерам и форме изделий. Сокращается время на пуск штампа в работу за счет изменения только профильного и калибрующего отверстия. Повышается качество изделий (снижается разброс размеров по наружному профилю за счет появления калибрующей части штампа и возможной быстрой ее замены. Следовательно предлагаемое техническое решение соответствует критерию "изобретательский уровень". Поиск по научно-технической и патентной информации показал, что совокупность всех существенных признаков заявляемого изобретения не известна. Следовательно, техническое решение соответствует требованиям новизны. На фиг. 1 показан геликоидный штамп для получения гибких изделий из проволоки, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид расточки после гибочной матрицы, на фиг. 4 - вид возможных профилей отверстия; на фиг. 5 - вид заготовки после гибки в основной матрице на выходе из отверстия; на фиг. 6 деталь, полученная после выхода из профильной матрицы. Штамп состоит из пуансона 1, размещенного в направляющих 2, которые могут быть совмещены с матрицей 3, имеющей отверстие 4, подогнанное по посадке, с наружными размерами пуансона 1 и детали, снабженного на торце выступом 5. Между выступом 5 и отверстием 4 матрицы 3 размещается заготовка 6 из проволоки. Отверстие 4 в матрице 3 имеет снизу профильные отверстия 7 с калибрующим пояском 8, которые выполнены в дополнительной матрице или матрицах 9, 10, Торец матрицы 3 со стороны пуансона выполнен со скосом 11. В месте сопряжения матриц 3, 9 выполнена кольцевая расточка 13. На фиг. 3 показан вид расточки 12 после гибочной матрицы 3, позволяющей снять заготовку с выступа пуансона 5, а также обеспечить ее позиционирование перед проталкиванием в профильное отверстие 7. На фиг. 4 показан вид возможных профилей отверстия 7. Для профильного отверстия форма может быть, например, конической, параболической, волнистой в осевом сечении. На фиг. 5 показан один из видов заготовок после гибки в основной матрице на выходе из отверстия 4. На фиг. 6 показан вид детали, которую получают из данной заготовки после выхода из профильной матрицы 7 или 10 и которую невозможно получить гибкой в известном геликоидном штампе. Штамп работает следующим образом. Проволочная заготовка 6 подается в зазор между выступом 5 пуансона 1 и скосом 11 матрицы 3. Пуансон 1 начинаетдвижение вниз, заготовка 6, двигаясь по скосу 11 матрицы 3 загибает свои концы, принимая форму отверстия 4. Опустив заготовку до профильного отверстия 7 с расточкой 12, пуансон 1 возвращается в исходное верхнее положение, а заготовка остается в расточке за счет пружинения, в штамп вводится новая проволочная заготовка 6 и цикл повторяется, при этом новая заготовка занимает нижнее положение предыдущей заготовки в расточке, проталкивая ее в профильное отверстие 7 на величину равную высоте (диаметру) проволоки. При этом происходит дополнительное формоизменение заготовки. Затем цикл повторяется. Каждая последующая заготовка проталкивает предыдущие в профильное отверстие 7, в дополнительной матрице или матрицах 9, 10, затем в калибрующий поясок 8, и наконец готовые калиброванные изделия начинают подать из штампа в сборник под ним (на фиг. 1 и 2 не показан). Таким образом в отверстии 4 матрицы 3 происходит предварительная гибка изделия, окончательная гибка и калибровка происходит в отверстиях 7 и 8. Выполнив отверстия 7 и 8 в отдельных опорах 9 и 10 можно их менять, что позволяет переходить на другие размеры и форму готового изделия не меняя пуансона 1 и матрицы 3.
ДивитисяДодаткова інформація
Назва патенту англійськоюHelical die for bending of articles of wire
Автори англійськоюRoganov Levko Leonidovych, Tarasov Oleksandr Fedorovych
Назва патенту російськоюГеликоидный штамп для гибки изделий из проволоки
Автори російськоюРоганов Левко Леонидович, Тарасов Александр Федорович
МПК / Мітки
МПК: B21D 22/02
Мітки: дроту, гелікоїдний, гнуття, виробів, штамп
Код посилання
<a href="https://ua.patents.su/5-23378-gelikodnijj-shtamp-dlya-gnuttya-virobiv-z-drotu.html" target="_blank" rel="follow" title="База патентів України">Гелікоїдний штамп для гнуття виробів з дроту</a>
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Кім Ен Ун, Шупік Микола Семенович
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 22/02
Мітки: штамп, виробів, заготівок, площинних, штампування
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Наливайченко Юрій Михайлович, Гавриленко Володимир Васильович
МПК: B21D 28/14
Мітки: послідовно, штамп, дії
Формула / Реферат:
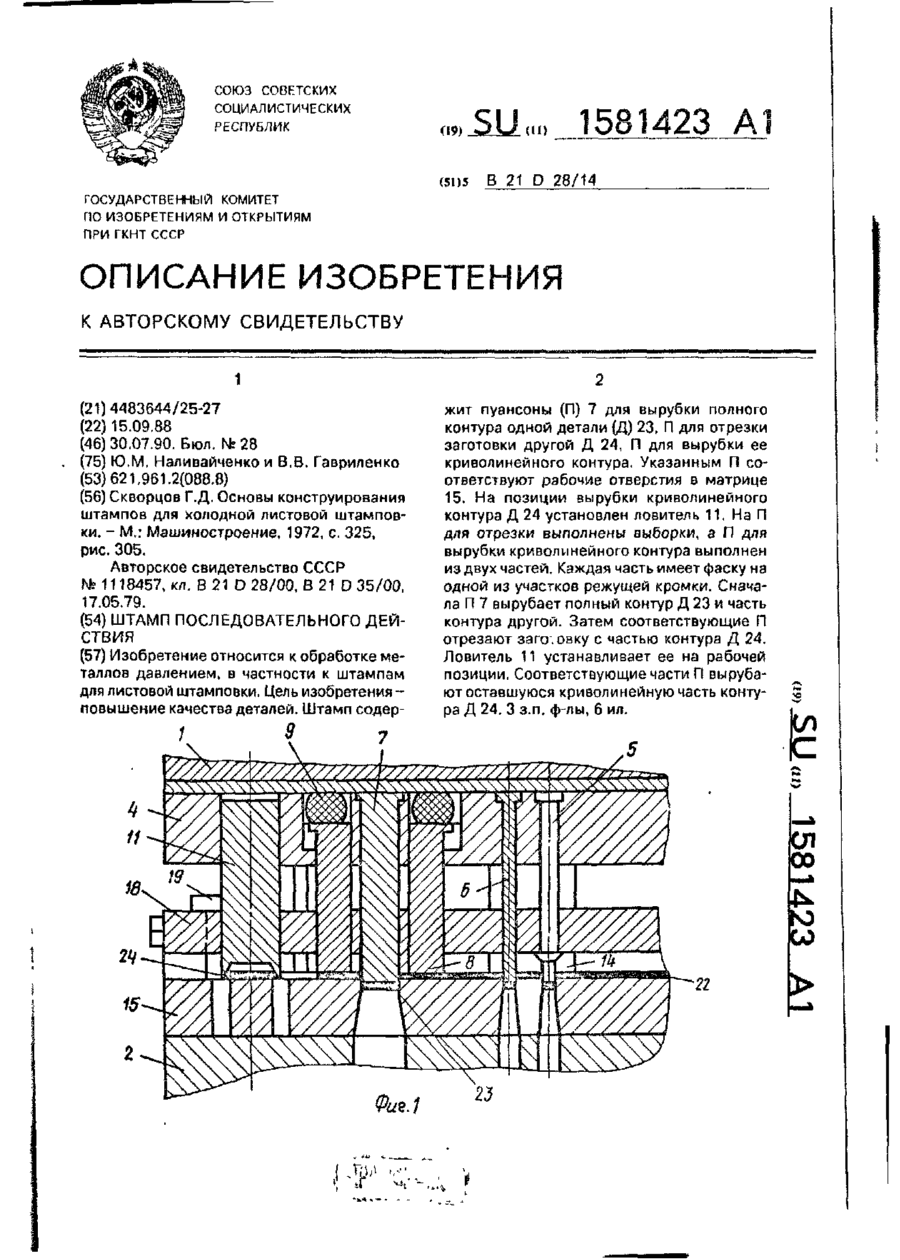
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между...
Штамп для надрізання та відгинання жалюзі на поверхні еліптичного параболоіда
Номер патенту: 160
Опубліковано: 30.06.1998
Автор: Кандиба Юрій Володимирович
МПК: B21D 37/00
Мітки: жалюзі, штамп, надрізання, поверхні, відгинання, параболоіда, еліптичного
Формула / Реферат:
Штамп для надрезки и отгибки-жалюзи на поверхности эллиптического параболоида, содержащий установленную на основании матрицу и эластичный пуансон, размещенный в жестком контейнере, отличающийся тем, что матрица выполнена в виде эллиптического параболоида и снабжена глухими пазами, которые имеют кромки для надрезки.
Пристрій для гнуття фігурних виробів
Номер патенту: 22147
Опубліковано: 30.04.1998
Автор: Плецис Вадим Юрійович
Мітки: виробів, пристрій, фігурних, гнуття
Формула / Реферат:
1. Устройство для гибки фигурных изделий, содержащее основание, приводную каретку, выполненную в виде двух подпружиненных между собой частей с ограничителями их сближения и соединенных ограничителями их взаимного удаления, Г-образные рычаги, несущие гибочные элементы на одном конце, жестко смонтированный на основании шаблон первичной гибки и привод, при этом одна часть каретки связана с приводом и со средней частью Г-образных рычагов, а...
Попередній патент: Пристрій для вимірювання кількості стічних вод, що скидаються в каналізаційний колектор
Наступний патент: Вузол робочих валків прокатного стана
Випадковий патент: Механізм відтяжки полотна круглов`язальної машини