Спосіб виготовлення порожнистих виробів із порошкових матеріалів
Номер патенту: 71886
Опубліковано: 25.07.2012
Автори: Білошапка Дмитро Володимирович, Літюк Олександр Сергійович, Циркін Аркадій Тимофійович

Формула / Реферат
Спосіб виготовлення порожнистих виробів з порошкових матеріалів, який полягає в тому, що заготовки виготовляють з поглибленням на лицьовій поверхні, який відрізняється тим, що поглиблення виконують у вигляді циліндра, що переходить у сферу, причому розміри поглиблення на заготовці розраховують за співвідношеннями:
![]() ,
,
де ![]() ,
, ![]() - діаметри заготовки і матриці,
- діаметри заготовки і матриці,
![]() - ступінь радіальної деформації заготовки при осадженні на 1-му етапі;
- ступінь радіальної деформації заготовки при осадженні на 1-му етапі;
![]() мм,
мм,
![]() ,
, ![]() - діаметри циліндричної частини поглиблення заготовки і контрпуансона штампа;
- діаметри циліндричної частини поглиблення заготовки і контрпуансона штампа;
![]() ,
,
![]() , м - висоти дна поглиблення і деталі;
, м - висоти дна поглиблення і деталі;
![]() ,
, ![]() - відносна щільність деталі і заготовки,
- відносна щільність деталі і заготовки,
а інші розміри: висоту циліндричної частини поглиблення ![]() , загальну висоту поглиблення
, загальну висоту поглиблення ![]() і висоту заготовки
і висоту заготовки ![]() знаходять з геометричних співвідношень, приймаючи, що сферична частина поглиблення становить 0,5 кулі радіусом
знаходять з геометричних співвідношень, приймаючи, що сферична частина поглиблення становить 0,5 кулі радіусом ![]() .
.
Текст
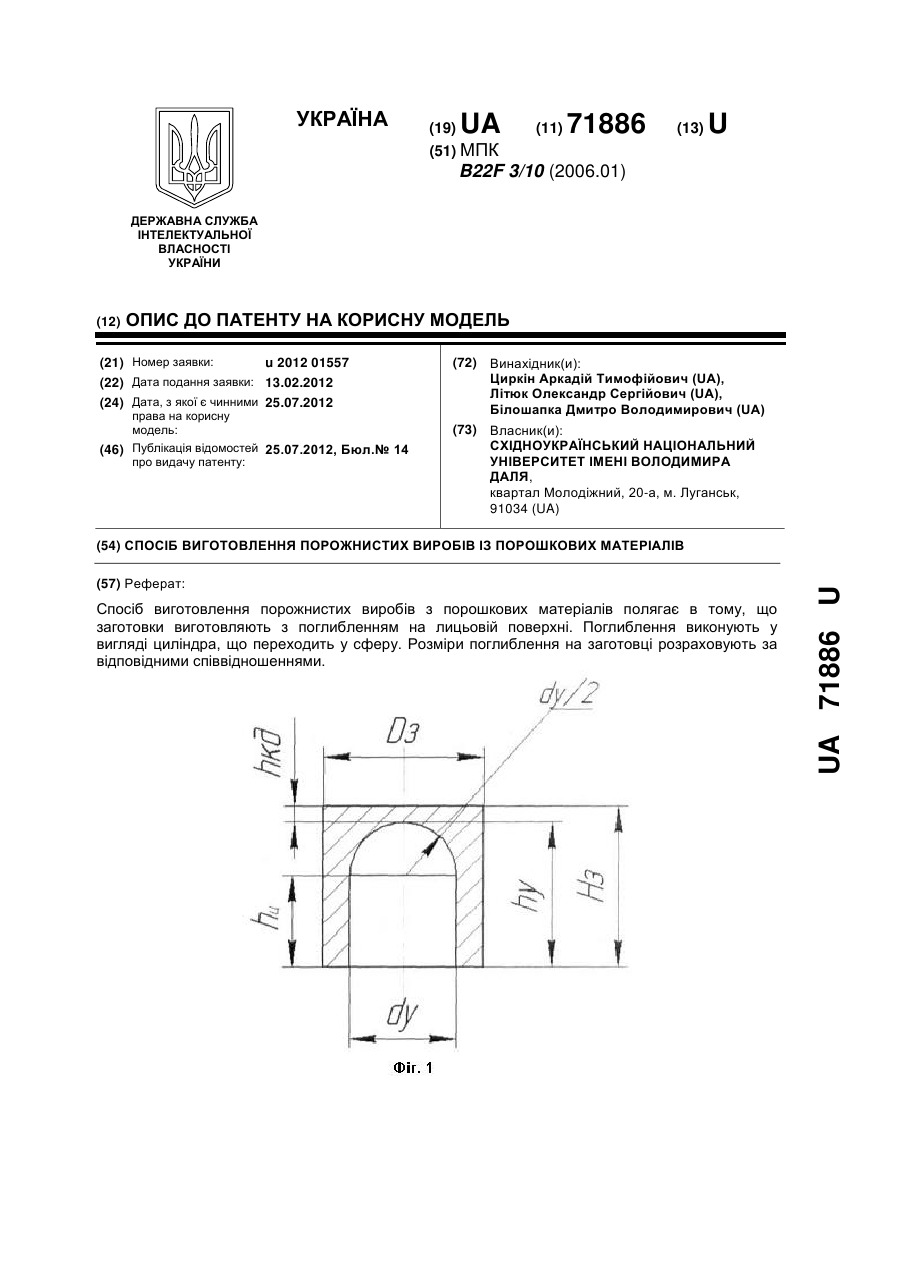
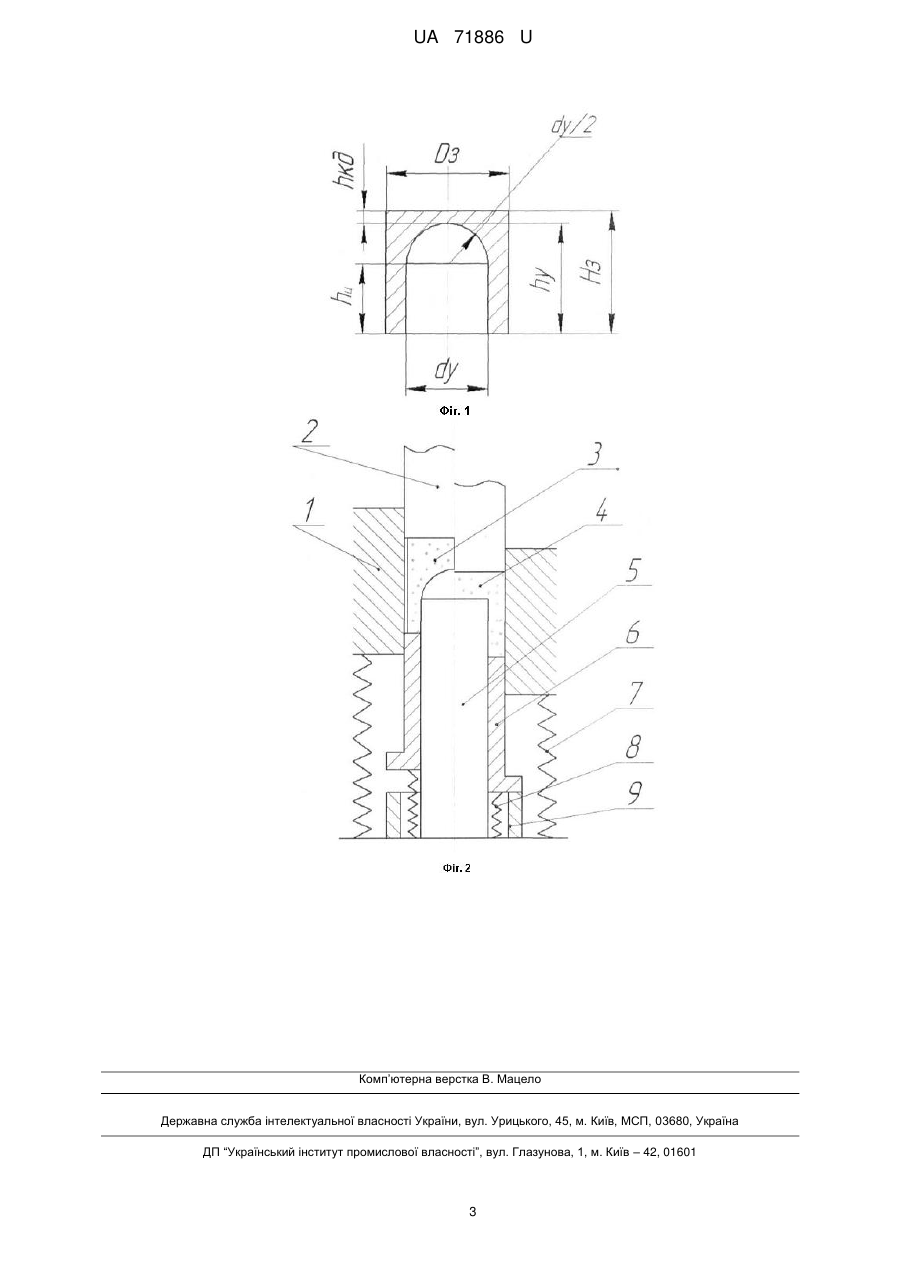
Реферат: Спосіб виготовлення порожнистих виробів з порошкових матеріалів полягає в тому, що заготовки виготовляють з поглибленням на лицьовій поверхні. Поглиблення виконують у вигляді циліндра, що переходить у сферу. Розміри поглиблення на заготовці розраховують за відповідними співвідношеннями. UA 71886 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ ІЗ ПОРОШКОВИХ МАТЕРІАЛІВ UA 71886 U UA 71886 U 5 10 15 20 25 30 Корисна модель належить до порошкової металургії і може бути використана при виготовленні порожнистих виробів з порошкових матеріалів з високою щільністю і рівнощільністю та рівномірним розподілом напружень у донній і кільцевій частинах деталі. Відомо спосіб виготовлення порожнистих виробів з порошкових матеріалів видавлюванням пористих заготовок, при якому для усунення розпушування матеріалу при виході його з осередку деформації, передбачено створення протитиску (підпору). (Див. Баглюк Г.А. Удосконалення процесів деформування на основі управління силами контактного тертя. «Порошковая металургия», 2002, № ½, с. 21-25). Недолік відомого способу - не забезпечується рівномірність пластичної деформації у донній та кільцевій частинах деталі. Відомий спосіб виготовлення порожнистих виробів видавлюванням, що полягає в тому, що заготовки виготовляють з поглибленням на лицьовій поверхні, обсяг і діаметр якого розраховують за формулами: Vk=(0,7-0,8)Vn; dy=(0,85-0,95)dn, де Vk, Vn - обсяги поглиблення у заготовки і порожнини у деталі; dy, dn - діаметри поглиблення у заготовки і порожнини у деталі. (Див. Хыбемяги А.І., Лернер П.С. Выдавливание точных заготовок деталей штампов и пресс - форм. - М.: Машиностроение, 1986. - 152 с. - C. - 37-38 - прототип). Недолік відомого способу полягає в тому, що при виборі форми порожнини і розрахунку її розмірів не враховують особливості порошкових матеріалів - наявність пористості заготовки та зміна її обсягу при видавлюванні, в результаті чого не забезпечується отримання порошкових деталей рівномірним розподілом щільності і напруг у донній та кільцевій частинах, особливо у деталей з глибокою порожниною (відношення глибини порожнини до товщини дна більше 1). В основу корисної моделі поставлено задачу удосконалення способу виготовлення порожнистих виробів з порошкових матеріалів шляхом того, що порошкову заготовку виготовляють з поглибленням на лицьовій поверхні у вигляді циліндра, який переходить у сферу, що призводить до отримання порошкових деталей з високою щільністю і рівномірним розподілом щільності та напружень у донній і кільцевій частинах деталі. Поставлена задача вирішується тим, що в способі виготовлення порожнистих виробів з порошкових матеріалів, який полягає в тому, що заготовки виготовляють з поглибленням на лицьовій поверхні, згідно з корисною моделлю, поглиблення виконують у вигляді циліндра, який переходить у сферу, причому розміри заготовки та поглиблення на її лицьовій поверхні розраховують за співвідношеннями: Dз 35 Dм , (1) 1 де Dз, Dм - діаметри заготовки і матриці, ε - ступінь радіальної деформації заготовки при осадженні на 1-му етапі; dy=dк+(0,5.....1,0), (2) dy, dк - діаметр циліндричної частини поглиблення заготовки і контрпуансона штампа; hk h 40 45 50 , (3) з hk∂, h∂ - висоти дна поглиблення заготовки і деталі; Θ∂, Θз - - відносна щільність деталі і заготовки, а інші розміри: висоту циліндричної частини поглиблення hц, загальну висоту поглиблення hy і висоту заготовки Hз знаходять з геометричних співвідношень, приймаючи, що сферична частина поглиблення становить 0,5 кулі радіусом dy/2. Спосіб реалізується наступним чином. Розраховують розміри заготовки та поглиблення на її на лицьовій поверхні: - діаметр заготовки Dз за формулою 1; - діаметр циліндричної частини поглиблення заготовки dy за формулою 2; - висоту дна поглиблення заготовки hk∂ за формулою 3. Висоту циліндричної частини поглиблення hц знаходять, приймаючи, що сферична частина поглиблення становить 0,5 кулі радіусом dy/2, з геометричного співвідношення: 3 Vnз 2 4 dy , (4) dy hц 4 32 2 Об'єм поглиблення заготовки Vnз знаходять з співвідношення: Vnз Vnn 55 , (5) з де Vnn - об'єм поглиблення у деталі; 1 UA 71886 U 5 10 15 20 25 Θ∂, Θз - відносна щільність деталі і заготовки. Загальна висота поглиблення заготовки становить: hy=hц+dy/2, (6) Висота всієї заготовки Нз: Нз=hу+hk∂ (7) Суть корисної моделі пояснюється ілюстративним матеріалом, де на фіг. 1 зображена заготовка для виготовлення порожнистого виробу, а на фіг. 2 пристрій для здійснення способу, що містить матрицю 1, верхній пуансон 2, заготовку 3, видавлену деталь 4, контрпуансон 5, нижній пуансон 6, пружини 7 і 8, упор 9. У початковому положенні матрицю 1 і нижній пуансон 6 пружинами 7 і 8 піднімають у верхнє положення. У порожнину матриці 1 завантажують заготовку 3, пористістю 10-20 % і видавлюють деталь 4 верхнім пуансоном 2 з протитиском, створюваним пружиною 8. Переміщення нижнього пуансона 6 обмежують упором 9. Запропонована форма заготовки та її розміри забезпечують більш рівномірний розподіл деформацій і напружень у донній і кільцевій частинах деталі, тому що при виборі форми порожнини і розрахунку її розмірів враховуються особливості порошкових матеріалів - наявність пористості заготовки та зміна її об'єму і щільності при видавлюванні. На початковому етапі видавлювання відбувається осадка заготовки, її ущільнення і заповнення порожнини штампа. Метал починає текти у вільну порожнину заготовки, утворену сферичною частиною поглиблення. З ростом напружень відбувається осадка і ущільнення кільцевої частини. Пружина, що створює протитиск, стискається, що сприяє вирівнюванню щільності. Сферична форма верхньої частини поглиблення забезпечує рівномірність виникаючих у деформованому металі напруг, особливо у небезпечному перерізі - переходу від дна до стінки. Об'єм і розміри поглиблення вибирають таким чином, щоб обсяг металу заготовки, що формує донну і циліндричну частини деталі, відповідав, з урахуванням пористості заготовки і деталі, обсягу цих частин деталі. Це приведе до вирівнювання деформацій напружень в цих областях деталі. У результаті отримані з таких заготовок порошкові деталі є більш якісними. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб виготовлення порожнистих виробів з порошкових матеріалів, який полягає в тому, що заготовки виготовляють з поглибленням на лицьовій поверхні, який відрізняється тим, що поглиблення виконують у вигляді циліндра, що переходить у сферу, причому розміри поглиблення на заготовці розраховують за співвідношеннями: 35 Dз Dм , 1 де Dз , Dм - діаметри заготовки і матриці, - ступінь радіальної деформації заготовки при осадженні на 1-му етапі; dy dк 0,5...10 мм, , dy , dк - діаметри циліндричної частини поглиблення заготовки і контрпуансона штампа; 40 hk h , з hk , h - висоти дна поглиблення і деталі; , з - відносна щільність деталі і заготовки, а інші розміри: висоту циліндричної частини поглиблення hц , загальну висоту поглиблення hy і висоту заготовки Нз знаходять з геометричних співвідношень, приймаючи, що сферична 45 частина поглиблення становить 0,5 кулі радіусом dy / 2 . 2 UA 71886 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing hollow articles from powder materials
Автори англійськоюTsyrkin Arkadii Tymofiiovych, Litiuk Oleksandr Serhiiovych, Biloshapka Dmytro Volodymyrovych
Назва патенту російськоюСпособ изготовления полых изделий из порошковых материалов
Автори російськоюЦыркин Аркадий Тимофеевич, Литюк Александр Сергеевич, Билошапка Дмитрий Владимирович
МПК / Мітки
МПК: B22F 3/10
Мітки: спосіб, порожнистих, матеріалів, порошкових, виготовлення, виробів
Код посилання
<a href="https://ua.patents.su/5-71886-sposib-vigotovlennya-porozhnistikh-virobiv-iz-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих виробів із порошкових матеріалів</a>
Спосіб видавлювання порожнистих виробів з порошкових матеріалів
Номер патенту: 65001
Опубліковано: 25.11.2011
Автори: Циркін Аркадій Тимофійович, Любчич Костянтин Володимирович, Рябічева Людмила Олександрівна, Воронкова Катерина Геннадіївна
МПК: B22F 3/20
Мітки: порошкових, матеріалів, порожнистих, спосіб, видавлювання, виробів
Формула / Реферат:
Спосіб видавлювання порожнистих виробів з порошкових матеріалів, який полягає у примусовому переміщенні матриці та деформуючого пуансона, який відрізняється тим, що деформуючий пуансон, матрицю і пуансон, який видавлює порожнину, одночасно переміщують у напрямі течії видавлюваного металу з різною швидкістю, причому відношення швидкостей визначають геометричними параметрами деталі та заготовки: Vм: Vс = (ХП + Нд - Нз) / (ХП + hd -...
Спосіб виготовлення високощільних порошкових порожнистих виробів
Номер патенту: 59376
Опубліковано: 10.05.2011
Автори: Любчич Костянтин Володимирович, Жукова Ірина Павлівна, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/10
Мітки: порожнистих, високощільних, порошкових, виготовлення, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення високощільних порошкових порожнистих виробів, при якому витискування здійснюють примусово, переміщаючи матрицю і нижній пуансон штампа за рахунок ходу верхньої траверси преса, на першому етапі матрицю примусово переміщають при нерухомому пуансоні, а на другому примусово переміщають матрицю і нижній пуансон в одному напрямі, причому до пуансона прикладають протитиск, який відрізняється тим, що витискування здійснюють у три...
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів
Номер патенту: 48505
Опубліковано: 25.03.2010
Автори: Гапонова Оксана Петрівна, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович
МПК: B22F 3/24
Мітки: спосіб, виготовлення, виробів, матеріалів, мідно-титанових, порошкових
Формула / Реферат:
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів, який характеризується тим, що пресування заготовки здійснюють в три етапи: на першому етапі засипають шихту з порошків міді та титану в формуючу камеру прес-форми і проводять холодне пресування пористої заготовки з подальшим спіканням при температурі 900-920 °С протягом 3 годин, на другому етапі заготовку пресують при температурі 100 °С у формуючій камері прес-форми до...
Пристрій для виготовлення багатошарових пористих виробів з порошкових матеріалів
Номер патенту: 61772
Опубліковано: 25.07.2011
Автори: Гапонова Оксана Петрівна, Журенко Аліна Юріївна
МПК: B22F 3/24
Мітки: пористих, пристрій, порошкових, багатошарових, виробів, виготовлення, матеріалів
Формула / Реферат:
Пристрій для виготовлення багатошарових пористих виробів з порошкових матеріалів, що містить живильник, розділений перегородкою на окремі секції для кожного виду порошку, матрицю, верхній пуансон, нижні пуансони, між якими встановлена перегородка з можливістю переміщення по висоті, який відрізняється тим, що перегородка живильника розміщена коаксіально, при цьому знизу живильника розташовані заслінка з можливістю осьового переміщення та...
Спосіб виготовлення виробів із зносостійких порошкових композиційних матеріалів
Номер патенту: 67978
Опубліковано: 12.03.2012
Автори: Гончарук Дмитро Андрійович, Баглюк Геннадій Анатолійович
МПК: C22C 33/02, B22F 3/00
Мітки: виготовлення, виробів, зносостійких, матеріалів, спосіб, композиційних, порошкових
Формула / Реферат:
Спосіб виготовлення виробів із зносостійких порошкових композиційних матеріалів, що включає розмел та змішування суміші з порошків легованої сталі, титановмісного матеріалу та вуглецевмісної добавки, пресування пористих заготівок, їх спікання при температурі на 5-20 °C вище температури солідус порошкової композиції та наступну гарячу деформацію, який відрізняється тим, що як вуглецевмісну добавку використовують карбід бору.