Спосіб автоматичного керування процесом механічної обробки
Номер патенту: 73471
Опубліковано: 25.09.2012

Формула / Реферат
Спосіб автоматичного керування процесом механічної обробки, що включає зміну параметрів режиму обробки за виміряними значеннями сил різання, температури в зоні обробки і вібрацій, який відрізняється тим, що додатково вимірюють зміну сигналів вібрацій технологічної системи у плині часу, перетворюють їх значення у параметр Ra шорсткості поверхні деталі, що обробляється, порівнюють із заданим значенням параметра шорсткості, який забезпечують задані параметри режиму обробки і, згідно з відхиленням, коректують параметри процесу механічної обробки.
Текст
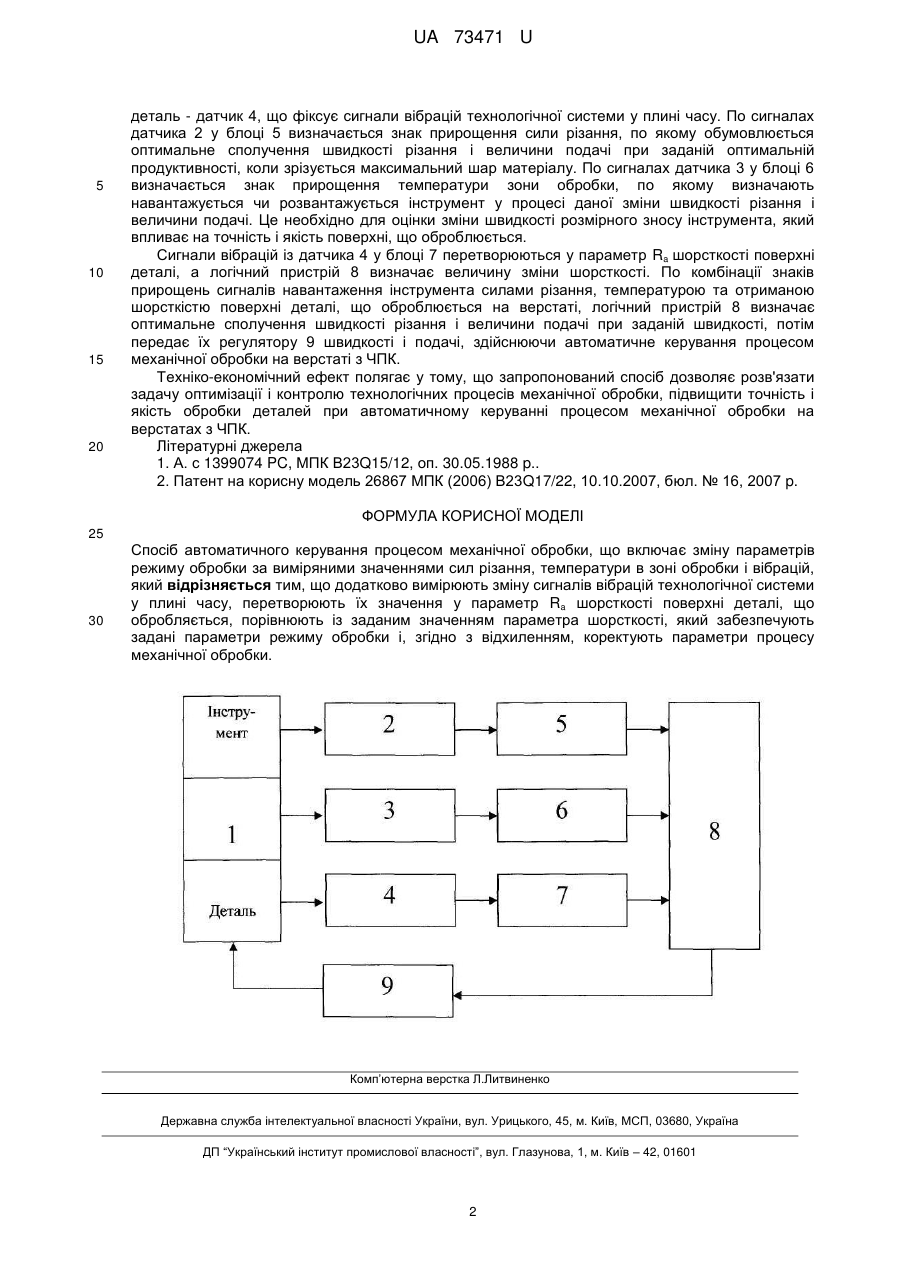
Реферат: Спосіб автоматичного керування процесом механічної обробки включає зміну параметрів режиму обробки за виміряними значеннями сил різання, температури в зоні обробки і вібрацій. Вимірюють зміну сигналів вібрацій технологічної системи у плині часу, перетворюють їх значення у параметр шорсткості поверхні деталі, що обробляється, порівнюють із заданим значенням параметра шорсткості. Згідно з відхиленням коректують параметри процесу механічної обробки. UA 73471 U (54) СПОСІБ АВТОМАТИЧНОГО КЕРУВАННЯ ПРОЦЕСОМ МЕХАНІЧНОЇ ОБРОБКИ UA 73471 U UA 73471 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до автоматичного управління якістю технологічного процесу металообробки на верстатах з системою числового програмного керування (ЧПК). Як аналог прийнятий спосіб автоматичного управління процесом обробки [1], який полягає у тому, що по виміряних значеннях сили різання та температури в зоні обробки змінюють параметри режиму обробки. Проводять одночасний вимір силових і температурних характеристик навантажень зони обробки, перетворюють ці значення в енергетичний критерій, аналізують критерій і на підставі аналізу результатів вимірів, коректують параметри режиму обробки для заданих значень показників параметрів якості і продуктивності обробки. В результаті можна отримати оптимальні показники точності та якості поверхонь деталі, що оброблюється. Недоліком даного способу є те, що забезпечення заданої якості поверхні деталі і отримання деталей високої точності неможливо без врахування змін сили різання у плині часу і вібрацій, які виникають у технологічній системі обробки під час різання і мають великий вплив на отримання заданої шорсткості поверхні, тому використання цього способу для керування процесом обробки має ряд обмежень. Найбільш близьким аналогом є спосіб автоматичного керування процесом обробки [2], який виключає зміну режиму обробки за виміряними значеннями сил різання та температури в зоні обробки і в якому додатково вимірюють зміну сили різання у часі та вібрації, перетворюють їх значення в енергетичний критерій, порівнюють його з заданим значенням енергетичного критерію, що забезпечує задані параметри якості обробки, та згідно з відхиленням коректують режим обробки. Недоліком найближчого аналога є те, що автоматичним керуванням процесом обробки при забезпеченні заданої точності і якості поверхонь, що оброблюються, неможливо без врахування зміни параметрів шорсткості у плині часу. В основу корисної моделі поставлена задача удосконалення способу автоматичного керування процесом механічної обробки, розширення діагностичних можливостей з метою керування процесом металообробки з урахуванням змін параметрів шорсткості поверхні, що оброблюється, у плині часу до зміни режимів різання і динамічних параметрів технологічної схеми обробки. Поставлена задача вирішується тим, що у способі автоматичного керування процесом механічної обробки, що включає зміну параметрів режиму обробки за виміряними значеннями сил різання, температури зони обробки та вібрацій, новим є те, що додатково вимірюється зміна сигналів вібрацій у плині часу, перетворюють їх значення у параметр Ra шорсткості поверхні деталі, що обробляється, порівнюють із заданими значеннями параметра шорсткості, які забезпечуються заданими параметрами режиму обробки, і згідно з відхиленням коректують параметри процесу механічної обробки. Суть корисної моделі полягає в тому, що для автоматичного керування процесом механічної обробки на верстаті з ЧПК, на його логічний пристрій, який керує регулятором швидкості різання і величини подачі, подаються знаки сигналів зміни у плині часу сили різання, температури зони обробки і вібрацій технологічної схеми, які перетворені в параметр Ra шорсткості поверхні деталі, що оброблюється на верстаті. Фізично корисна модель базується на тому, що у процесі формування поверхні деталі відбувається утворення механічних коливань, які відображають процеси деформації і руйнування матеріалу, що оброблюється. Характеристикою змін у стані поверхні деталі, яка визначає одночасне проходження процесів деформації і руйнування, є параметри шорсткості поверхні. Логічний пристрій по знаках прирощень визначає оптимальне сполучення швидкості різання і величини подачі, коли сили різання і температура у зоні різання підтримуються рівними заданому оптимальному значенню, зрізується максимальний шар матеріалу при заданій шорсткості поверхні, що оброблюється. Схема реалізації корисної моделі включає в себе (креслення): зону 1 обробки деталі, датчик 2 - реєстрації сигналів сили різання у плині часу, датчик 3 - реєстрації сигналів температури зони обробки, датчик 4 - реєстрації сигналів вібрацій технологічної системи, блок 5 - визначення знака прирощення сили різання на інструменті, блок 6 - визначення знака прирощення температури зони обробки, блок 7 - перетворення сигналів вібрацій технологічної схеми у параметр Ra шорсткості поверхні деталі, логічний пристрій 8 і регулятор 9 швидкості різання та величини подач. Корисна модель реалізується наступним чином: У зоні обробки 1 на інструмент установлюють датчик 2, яким реєструють сигнали сили різання у плині часу, і датчик 3, яким реєструють сигнали температури зони обробки, а на 1 UA 73471 U 5 10 15 20 деталь - датчик 4, що фіксує сигнали вібрацій технологічної системи у плині часу. По сигналах датчика 2 у блоці 5 визначається знак прирощення сили різання, по якому обумовлюється оптимальне сполучення швидкості різання і величини подачі при заданій оптимальній продуктивності, коли зрізується максимальний шар матеріалу. По сигналах датчика 3 у блоці 6 визначається знак прирощення температури зони обробки, по якому визначають навантажується чи розвантажується інструмент у процесі даної зміни швидкості різання і величини подачі. Це необхідно для оцінки зміни швидкості розмірного зносу інструмента, який впливає на точність і якість поверхні, що оброблюється. Сигнали вібрацій із датчика 4 у блоці 7 перетворюються у параметр Ra шорсткості поверхні деталі, а логічний пристрій 8 визначає величину зміни шорсткості. По комбінації знаків прирощень сигналів навантаження інструмента силами різання, температурою та отриманою шорсткістю поверхні деталі, що оброблюється на верстаті, логічний пристрій 8 визначає оптимальне сполучення швидкості різання і величини подачі при заданій швидкості, потім передає їх регулятору 9 швидкості і подачі, здійснюючи автоматичне керування процесом механічної обробки на верстаті з ЧПК. Техніко-економічний ефект полягає у тому, що запропонований спосіб дозволяє розв'язати задачу оптимізації і контролю технологічних процесів механічної обробки, підвищити точність і якість обробки деталей при автоматичному керуванні процесом механічної обробки на верстатах з ЧПК. Літературні джерела 1. А. с 1399074 PC, МПК В23Q15/12, оп. 30.05.1988 p.. 2. Патент на корисну модель 26867 МПК (2006) В23Q17/22, 10.10.2007, бюл. № 16, 2007 p. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб автоматичного керування процесом механічної обробки, що включає зміну параметрів режиму обробки за виміряними значеннями сил різання, температури в зоні обробки і вібрацій, який відрізняється тим, що додатково вимірюють зміну сигналів вібрацій технологічної системи у плині часу, перетворюють їх значення у параметр Ra шорсткості поверхні деталі, що обробляється, порівнюють із заданим значенням параметра шорсткості, який забезпечують задані параметри режиму обробки і, згідно з відхиленням, коректують параметри процесу механічної обробки. Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of machining process
Автори англійськоюDatsenko Mykhailo Andriiovych, Usachov Petro Antonovych
Назва патенту російськоюСпособ автоматического управления процессом механической обработки
Автори російськоюДаценко Михаил Андреевич, Усачев Петр Антонович
МПК / Мітки
МПК: B23Q 17/22
Мітки: процесом, автоматичного, спосіб, обробки, механічної, керування
Код посилання
<a href="https://ua.patents.su/4-73471-sposib-avtomatichnogo-keruvannya-procesom-mekhanichno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом механічної обробки</a>
Спосіб автоматичного керування процесом обробки
Номер патенту: 26867
Опубліковано: 10.10.2007
Автори: Вислоух Сергій Петрович, Барабаш Ярослав Васильович
МПК: B23Q 17/22
Мітки: автоматичного, обробки, процесом, керування, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, що включає зміну режиму обробки за виміряними значеннями сил різання та температури в зоні обробки, який відрізняється тим, що додатково вимірюють зміну сили різання у часі, вібрації та перетворюють їх значення в енергетичний критерій, який визначають за формулою:де а - товщина зрізу, м; b - ширина...
Спосіб автоматичного керування процесом обробки
Номер патенту: 44267
Опубліковано: 25.09.2009
Автори: Юр'єв Максим Віталійович, Вислоух Сергій Петрович, Катрук Орест Вікторович
МПК: B23B 1/00
Мітки: процесом, обробки, автоматичного, спосіб, керування
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, який полягає в тому, що проводять вимірювання вхідних та вихідних прямих і непрямих параметрів процесу обробки і на підставі аналізу результатів визначають залежності параметрів якості поверхні від режимів обробки і на їх основі корегують швидкість або подачу різання, який відрізняється тим, що як непрямий параметр контролю процесу обробки, який відповідає заданим параметрам якості обробленої...
Спосіб автоматичного керування процесом термічної обробки томатного соку в пастеризаційно-охолоджувальній установці
Номер патенту: 53375
Опубліковано: 11.10.2010
Автори: Борщ Артем Анатолійович, Муратов Віктор Георгійович
МПК: A23L 2/06
Мітки: обробки, спосіб, процесом, термічної, пастеризаційно-охолоджувальній, томатного, соку, автоматичного, установці, керування
Формула / Реферат:
Спосіб автоматичного керування процесом термічної обробки томатного соку в ПОУ, що включає вимірювання температури нагрівання й охолодження відповідно в підігрівачі і регенераторі, який відрізняється тим, що додатково підтримують температуру в агрегатах на заданих значеннях за допомогою зміни подачі гріючої пари і одночасно підвищують динамічну точність системи управління завдяки компенсації запізнення в каналі регулювання температури.
Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі
Номер патенту: 61565
Опубліковано: 25.07.2011
Автор: Корнієнко Богдан Ярославович
МПК: B01J 8/18, B01J 2/00, B01J 8/40
Мітки: спосіб, процесом, псевдозрідженому, шарі, зневоднення, автоматичного, гранулювання, керування
Формула / Реферат:
1. Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що з метою забезпечення ефективного процесу грануляції рідких систем керування витратами робочого розчину проводиться за відповідними показаннями температури в псевдозрідженому шарі.2. Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що керування...
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах
Номер патенту: 69285
Опубліковано: 25.04.2012
Автори: Ревенко Ірина Володимирівна, Філіпова Марина В'ячеславівна, Шевченко Вадим Володимирович
Мітки: обробки, спосіб, металорізальних, верстатах, керування, адаптивного, деталей, процесом
Формула / Реферат:
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи, який відрізняється тим, що з метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну...
Попередній патент: Гідрофільний гель
Наступний патент: Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання
Випадковий патент: Електротепломеханічний пристрій для ремонту кабелів