Державка петлі кришки люка піввагона

Формула / Реферат
1. Державка петлі кришки люка піввагона, що виконана у вигляді суцільнолитої деталі та містить з'єднані між собою два округлені ребра з отворами для осі шарніра петлі кришки, і має контактну поверхню для жорсткого закріплення зваркою до несучого елемента піввагона, яка відрізняється тим, що з'єднання округлених ребер та утворення контактної поверхні для жорсткого закріплення деталі до несучого елемента піввагона виконано за допомогою плоскої привалкової основи, ширина якої рівняється габариту суцільнолитої деталі, і плоска привалкова основа з внутрішньої сторони посилена ребром, розташованим нижче за отвори, щодо осі шарніра петлі кришки, та поєднаним з округленими ребрами, при цьому останні утворюють спільно з плоскою привалковою основою контактно-зварювальний контур для закріплення зваркою суцільнолитої деталі до несучого елемента піввагона.
2. Державка петлі кришки люка піввагона за п. 1, яка відрізняється тим, що верхній край плоскої привалкової основи розташований на рівні осі симетрії отворів, щодо шарніра петлі кришки, і закріплення суцільнолитої деталі до несучого елементу передбачено по П-подібному контактно-зварювальному контуру.
3. Державка петлі кришки люка піввагона за пп. 1 і 2, яка відрізняється тим, що в нижній частині привалкової основи виконаний округлений виріз, призначений для зниження маси литва та розміщення зварювальної прихватки при встановленні деталі на несучий елемент піввагона.
Текст
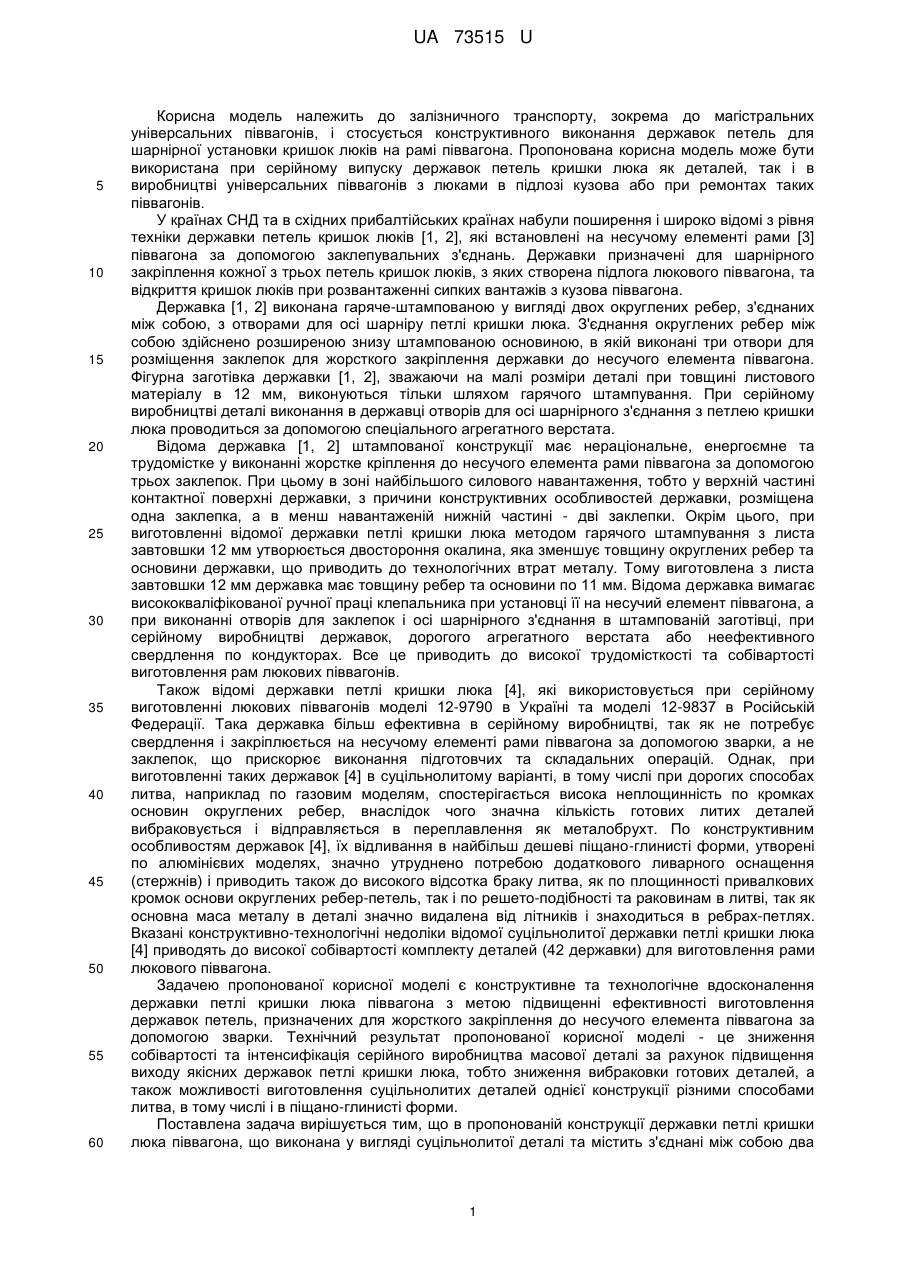
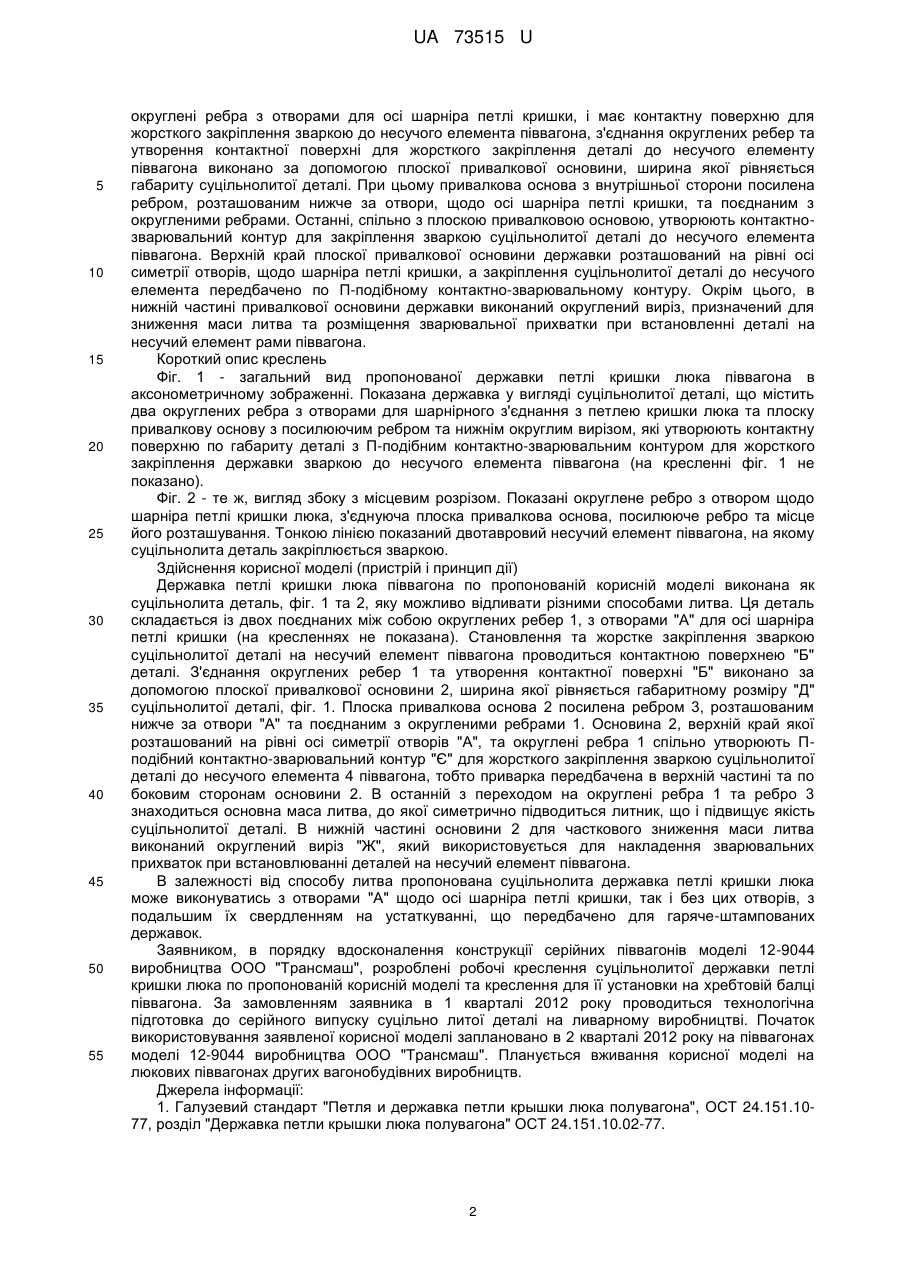
Реферат: UA 73515 U UA 73515 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до залізничного транспорту, зокрема до магістральних універсальних піввагонів, і стосується конструктивного виконання державок петель для шарнірної установки кришок люків на рамі піввагона. Пропонована корисна модель може бути використана при серійному випуску державок петель кришки люка як деталей, так і в виробництві універсальних піввагонів з люками в підлозі кузова або при ремонтах таких піввагонів. У країнах СНД та в східних прибалтійських країнах набули поширення і широко відомі з рівня техніки державки петель кришок люків [1, 2], які встановлені на несучому елементі рами [3] піввагона за допомогою заклепувальних з'єднань. Державки призначені для шарнірного закріплення кожної з трьох петель кришок люків, з яких створена підлога люкового піввагона, та відкриття кришок люків при розвантаженні сипких вантажів з кузова піввагона. Державка [1, 2] виконана гаряче-штампованою у вигляді двох округлених ребер, з'єднаних між собою, з отворами для осі шарніру петлі кришки люка. З'єднання округлених ребер між собою здійснено розширеною знизу штампованою основиною, в якій виконані три отвори для розміщення заклепок для жорсткого закріплення державки до несучого елемента піввагона. Фігурна заготівка державки [1, 2], зважаючи на малі розміри деталі при товщині листового матеріалу в 12 мм, виконуються тільки шляхом гарячого штампування. При серійному виробництві деталі виконання в державці отворів для осі шарнірного з'єднання з петлею кришки люка проводиться за допомогою спеціального агрегатного верстата. Відома державка [1, 2] штампованої конструкції має нераціональне, енергоємне та трудомістке у виконанні жорстке кріплення до несучого елемента рами піввагона за допомогою трьох заклепок. При цьому в зоні найбільшого силового навантаження, тобто у верхній частині контактної поверхні державки, з причини конструктивних особливостей державки, розміщена одна заклепка, а в менш навантаженій нижній частині - дві заклепки. Окрім цього, при виготовленні відомої державки петлі кришки люка методом гарячого штампування з листа завтовшки 12 мм утворюється двостороння окалина, яка зменшує товщину округлених ребер та основини державки, що приводить до технологічних втрат металу. Тому виготовлена з листа завтовшки 12 мм державка має товщину ребер та основини по 11 мм. Відома державка вимагає висококваліфікованої ручної праці клепальника при установці її на несучий елемент піввагона, а при виконанні отворів для заклепок і осі шарнірного з'єднання в штампованій заготівці, при серійному виробництві державок, дорогого агрегатного верстата або неефективного свердлення по кондукторах. Все це приводить до високої трудомісткості та собівартості виготовлення рам люкових піввагонів. Також відомі державки петлі кришки люка [4], які використовується при серійному виготовленні люкових піввагонів моделі 12-9790 в Україні та моделі 12-9837 в Російській Федерації. Така державка більш ефективна в серійному виробництві, так як не потребує свердлення і закріплюється на несучому елементі рами піввагона за допомогою зварки, а не заклепок, що прискорює виконання підготовчих та складальних операцій. Однак, при виготовленні таких державок [4] в суцільнолитому варіанті, в тому числі при дорогих способах литва, наприклад по газовим моделям, спостерігається висока неплощинність по кромках основин округлених ребер, внаслідок чого значна кількість готових литих деталей вибраковується і відправляється в переплавлення як металобрухт. По конструктивним особливостям державок [4], їх відливання в найбільш дешеві піщано-глинисті форми, утворені по алюмінієвих моделях, значно утруднено потребою додаткового ливарного оснащення (стержнів) і приводить також до високого відсотка браку литва, як по площинності привалкових кромок основи округлених ребер-петель, так і по решето-подібності та раковинам в литві, так як основна маса металу в деталі значно видалена від літників і знаходиться в ребрах-петлях. Вказані конструктивно-технологічні недоліки відомої суцільнолитої державки петлі кришки люка [4] приводять до високої собівартості комплекту деталей (42 державки) для виготовлення рами люкового піввагона. Задачею пропонованої корисної моделі є конструктивне та технологічне вдосконалення державки петлі кришки люка піввагона з метою підвищенні ефективності виготовлення державок петель, призначених для жорсткого закріплення до несучого елемента піввагона за допомогою зварки. Технічний результат пропонованої корисної моделі - це зниження собівартості та інтенсифікація серійного виробництва масової деталі за рахунок підвищення виходу якісних державок петлі кришки люка, тобто зниження вибраковки готових деталей, а також можливості виготовлення суцільнолитих деталей однієї конструкції різними способами литва, в тому числі і в піщано-глинисті форми. Поставлена задача вирішується тим, що в пропонованій конструкції державки петлі кришки люка піввагона, що виконана у вигляді суцільнолитої деталі та містить з'єднані між собою два 1 UA 73515 U 5 10 15 20 25 30 35 40 45 50 55 округлені ребра з отворами для осі шарніра петлі кришки, і має контактну поверхню для жорсткого закріплення зваркою до несучого елемента піввагона, з'єднання округлених ребер та утворення контактної поверхні для жорсткого закріплення деталі до несучого елементу піввагона виконано за допомогою плоскої привалкової основини, ширина якої рівняється габариту суцільнолитої деталі. При цьому привалкова основа з внутрішньої сторони посилена ребром, розташованим нижче за отвори, щодо осі шарніра петлі кришки, та поєднаним з округленими ребрами. Останні, спільно з плоскою привалковою основою, утворюють контактнозварювальний контур для закріплення зваркою суцільнолитої деталі до несучого елемента піввагона. Верхній край плоскої привалкової основини державки розташований на рівні осі симетрії отворів, щодо шарніра петлі кришки, а закріплення суцільнолитої деталі до несучого елемента передбачено по П-подібному контактно-зварювальному контуру. Окрім цього, в нижній частині привалкової основини державки виконаний округлений виріз, призначений для зниження маси литва та розміщення зварювальної прихватки при встановленні деталі на несучий елемент рами піввагона. Короткий опис креслень Фіг. 1 - загальний вид пропонованої державки петлі кришки люка піввагона в аксонометричному зображенні. Показана державка у вигляді суцільнолитої деталі, що містить два округлених ребра з отворами для шарнірного з'єднання з петлею кришки люка та плоску привалкову основу з посилюючим ребром та нижнім округлим вирізом, які утворюють контактну поверхню по габариту деталі з П-подібним контактно-зварювальним контуром для жорсткого закріплення державки зваркою до несучого елемента піввагона (на кресленні фіг. 1 не показано). Фіг. 2 - те ж, вигляд збоку з місцевим розрізом. Показані округлене ребро з отвором щодо шарніра петлі кришки люка, з'єднуюча плоска привалкова основа, посилююче ребро та місце його розташування. Тонкою лінією показаний двотавровий несучий елемент піввагона, на якому суцільнолита деталь закріплюється зваркою. Здійснення корисної моделі (пристрій і принцип дії) Державка петлі кришки люка піввагона по пропонованій корисній моделі виконана як суцільнолита деталь, фіг. 1 та 2, яку можливо відливати різними способами литва. Ця деталь складається із двох поєднаних між собою округлених ребер 1, з отворами "А" для осі шарніра петлі кришки (на кресленнях не показана). Становлення та жорстке закріплення зваркою суцільнолитої деталі на несучий елемент піввагона проводиться контактною поверхнею "Б" деталі. З'єднання округлених ребер 1 та утворення контактної поверхні "Б" виконано за допомогою плоскої привалкової основини 2, ширина якої рівняється габаритному розміру "Д" суцільнолитої деталі, фіг. 1. Плоска привалкова основа 2 посилена ребром 3, розташованим нижче за отвори "А" та поєднаним з округленими ребрами 1. Основина 2, верхній край якої розташований на рівні осі симетрії отворів "А", та округлені ребра 1 спільно утворюють Пподібний контактно-зварювальний контур "Є" для жорсткого закріплення зваркою суцільнолитої деталі до несучого елемента 4 піввагона, тобто приварка передбачена в верхній частині та по боковим сторонам основини 2. В останній з переходом на округлені ребра 1 та ребро 3 знаходиться основна маса литва, до якої симетрично підводиться литник, що і підвищує якість суцільнолитої деталі. В нижній частині основини 2 для часткового зниження маси литва виконаний округлений виріз "Ж", який використовується для накладення зварювальних прихваток при встановлюванні деталей на несучий елемент піввагона. В залежності від способу литва пропонована суцільнолита державка петлі кришки люка може виконуватись з отворами "А" щодо осі шарніра петлі кришки, так і без цих отворів, з подальшим їх свердленням на устаткуванні, що передбачено для гаряче-штампованих державок. Заявником, в порядку вдосконалення конструкції серійних піввагонів моделі 12-9044 виробництва ООО "Трансмаш", розроблені робочі креслення суцільнолитої державки петлі кришки люка по пропонованій корисній моделі та креслення для її установки на хребтовій балці піввагона. За замовленням заявника в 1 кварталі 2012 року проводиться технологічна підготовка до серійного випуску суцільно литої деталі на ливарному виробництві. Початок використовування заявленої корисної моделі заплановано в 2 кварталі 2012 року на піввагонах моделі 12-9044 виробництва ООО "Трансмаш". Планується вживання корисної моделі на люкових піввагонах других вагонобудівних виробництв. Джерела інформації: 1. Галузевий стандарт "Петля и державка петли крышки люка полувагона", ОСТ 24.151.1077, розділ "Державка петли крышки люка полувагона" ОСТ 24.151.10.02-77. 2 UA 73515 U 5 2. Каталог ТОВ "Деталь-Снаб" - Фотографія деталі "Державка петлі кришки люка піввагона", http//detal-snab.ucoz.ru/load/2-1-1-38. 3. "Вагони" під редакцією проф. Л.А. Шадура, М.: "Транспорт", 1980. - С. 315-316, мал. ХІ.21. 4. Опис корисної моделі по патенту України № 64108 "Державка петлі кришки люка", МПК B61D 17/10 (2006.01). Дата публікації відомостей про видачу патенту - 25.10.2011, номер бюлетеня - № 20. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 1. Державка петлі кришки люка піввагона, що виконана у вигляді суцільнолитої деталі та містить з'єднані між собою два округлені ребра з отворами для осі шарніра петлі кришки, і має контактну поверхню для жорсткого закріплення зваркою до несучого елемента піввагона, яка відрізняється тим, що з'єднання округлених ребер та утворення контактної поверхні для жорсткого закріплення деталі до несучого елемента піввагона виконано за допомогою плоскої привалкової основи, ширина якої рівняється габариту суцільнолитої деталі, і плоска привалкова основа з внутрішньої сторони посилена ребром, розташованим нижче за отвори, щодо осі шарніра петлі кришки, та поєднаним з округленими ребрами, при цьому останні утворюють спільно з плоскою привалковою основою контактно-зварювальний контур для закріплення зваркою суцільнолитої деталі до несучого елемента піввагона. 2. Державка петлі кришки люка піввагона за п. 1, яка відрізняється тим, що верхній край плоскої привалкової основи розташований на рівні осі симетрії отворів, щодо шарніра петлі кришки, і закріплення суцільнолитої деталі до несучого елементу передбачено по П-подібному контактно-зварювальному контуру. 3. Державка петлі кришки люка піввагона за пп. 1 і 2, яка відрізняється тим, що в нижній частині привалкової основи виконаний округлений виріз, призначений для зниження маси литва та розміщення зварювальної прихватки при встановленні деталі на несучий елемент піввагона. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюLoop holder of hatch flap of gondola car
Автори англійськоюYalovoi Andrii Ivanovych
Назва патенту російськоюДержавка петли крышки люка полувагона
Автори російськоюЯловой Андрей Иванович
МПК / Мітки
МПК: B61D 17/10
Мітки: кришки, петлі, державка, піввагона, люка
Код посилання
<a href="https://ua.patents.su/5-73515-derzhavka-petli-krishki-lyuka-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Державка петлі кришки люка піввагона</a>
Державка петлі кришки люка піввагона

Номер патенту: 64108
Опубліковано: 25.10.2011
Автори: Жовтобрюх Григорій Дем'янович, Пасько Володимир Володимирович, Кучер Валерій Никифорович
МПК: B61D 17/10
Мітки: піввагона, люка, кришки, петлі, державка
Формула / Реферат:
1. Державка петлі кришки люка піввагона, що виконана у вигляді з'єднаних між собою двох округлених ребер, з отворами для осі шарніра кришки, і має контактну поверхню для жорсткого кріплення до несучого елемента піввагона, яка відрізняється тим, що контактна поверхня утворена кромками основин округлених ребер, і з'єднання останніх між собою виконано за допомогою похилої перемички, верхній край якої розташований в площині кромок основин...
Пристрій для закривання кришки люка піввагона

Номер патенту: 22987
Опубліковано: 25.04.2007
Автори: Панасенко Віталій Якович, Ковальчук Надія Іванівна, Клименко Ірина Володимирівна
МПК: B61D 7/30
Мітки: люка, піввагона, кришки, закривання, пристрій
Формула / Реферат:
Пристрій для закривання кришки люка піввагона, який складається з силового циліндра, шарнірно закріпленого на рамі візка, і захвата кришки люка, який відрізняється тим, що силовий циліндр має два розхідні поршні, штоки яких мають пружини різної жорсткості, причому жорсткість пружини верхнього штока менша, ніж нижнього на величину ваги кришки люка, захват кришки виконаний на верхній частині верхнього штока, а нижня частина штока рухомо...
Пристрій для закривання кришки люка піввагона
Номер патенту: 28131
Опубліковано: 26.11.2007
Автори: Клименко Ірина Володимирівна, Панасенко Віталій Якович
МПК: B61D 7/30
Мітки: кришки, пристрій, люка, закривання, піввагона
Формула / Реферат:
Пристрій для закривання кришки люка піввагона, який складається з візка та жорстко закріпленої на ньому станини, до яких шарнірно приєднано силовий циліндр з розхідними поршнями, верхній шток якого через шарнір закріплено до стінок станини візка, котрий переміщається колесами з ребордами по рейках, розташованих паралельно колії розташування піввагона, який відрізняється тим, що шарнір верхнього штока разом з кареткою та закріпленою на ній...
Замковий пристрій кришки люка кузова універсального піввагона
Номер патенту: 34372
Опубліковано: 11.08.2008
Автори: Пасько Володимир Володимирович, Жовтобрюх Григорій Дем'янович, Кучер Валерій Никифорович
МПК: B61D 17/00
Мітки: замковий, кришки, кузова, пристрій, піввагона, універсального, люка
Формула / Реферат:
1. Замковий пристрій кришки люка кузова універсального піввагона, що містить встановлені на нижньому обв׳язуванні кузова скобу притискування кришки до кузова і два замкові механізми, кожний з яких складається з двозубого крюка-закидання для замикання кришки та ексцентрикового сектора-фіксатора, шарнірно встановлених на нижньому обв'язуванні кузова за допомогою підігнутих планок-державок, закріплених на останньому, який відрізняється...
Кришка люка піввагона
Номер патенту: 61185
Опубліковано: 11.07.2011
Автори: Сидор Олег Ярославович, Кушнір Анастасія Володимирівна, Кебал Юрій Вікторович, Пшінько Олександр Миколайович, Ягода Павло Олександрович, Мямлін Сергій Віталійович
МПК: B61D 17/16
Мітки: піввагона, люка, кришка
Формула / Реферат:
Кришка люка піввагона, що має петлі та складається з двох поперечних бічних і трьох поздовжніх (передньої, середньої і задньої) обв'язок, перекритих штампованим листом з гофрами, які розташовані поперек поздовжньої осі піввагона, яка відрізняється тим, що обв'язки кришки люка мають П-подібний профіль, між кріпленнями петель розміщена підсилююча планка, при цьому петлі люка виконані клепаними.
Попередній патент: Нижнє обв’язування бічної стінки кузова люкового піввагона
Наступний патент: Спосіб одержання водню метало-паровим методом
Випадковий патент: Механізм для примусової вертикальної подачі відходів у реактор