Нижнє обв’язування бічної стінки кузова люкового піввагона
Номер патенту: 73514
Опубліковано: 25.09.2012
Формула / Реферат
1. Нижнє обв'язування бічної стінки кузова люкового піввагона, що містить подовжній елемент L-подібного поперечного перерізу, обладнаний приварними скобами для притискування кришки люка до кузова та підігнутими планками-державками для замкових пристроїв кришок люків, і планки-державки мають привалкову площину на підігнутій частині для з'єднання з подовжнім елементом, яке відрізняється тим, що скоби для притискування кришок люків виконані V-подібної форми, і привалкові площини підігнутих частин приварних планок-державок зменшені за площею та довжиною, при цьому на привалкових площинах кожної планки-державки виконано щонайменше по одному отвору або криволінійному вирізу для накладення по контуру останніх зварних швів збільшеної довжини для закріплення підігнутих планок-державок до подовжнього елементу L-подібного поперечного перерізу.
2. Нижнє обв'язування бічної стінки кузова люкового піввагона за п. 1, яке відрізняється тим, що отвір щодо збільшення довжини зварного шва розташовано в нижній частині привалкової площини, при цьому підігнуті частини планок-державок, приварені до подовжнього елемента по Г-подібному контуру привалкової площини, а при виконанні криволінійного вирізу в привалковій площині - по збільшеному контуру останнього.
3. Нижнє обв'язування бічної стінки кузова люкового піввагона за п. 1, яке відрізняється тим, що скоби V-подібної форми виконані квадратного або круглого поперечного перерізу і приварені до вертикальної полиці подовжнього елемента по їх верхнім кінцям похилими зварними швами.
Текст
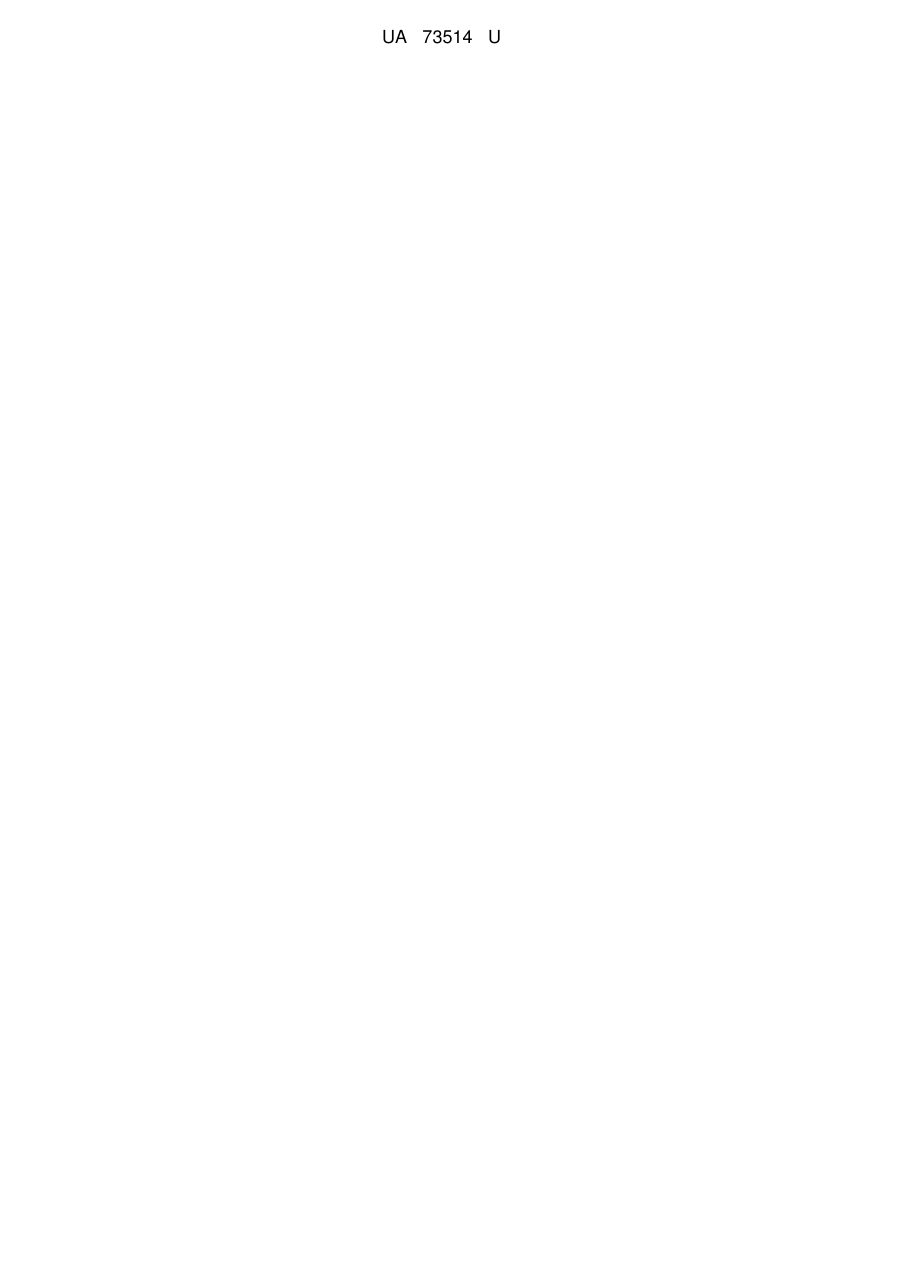
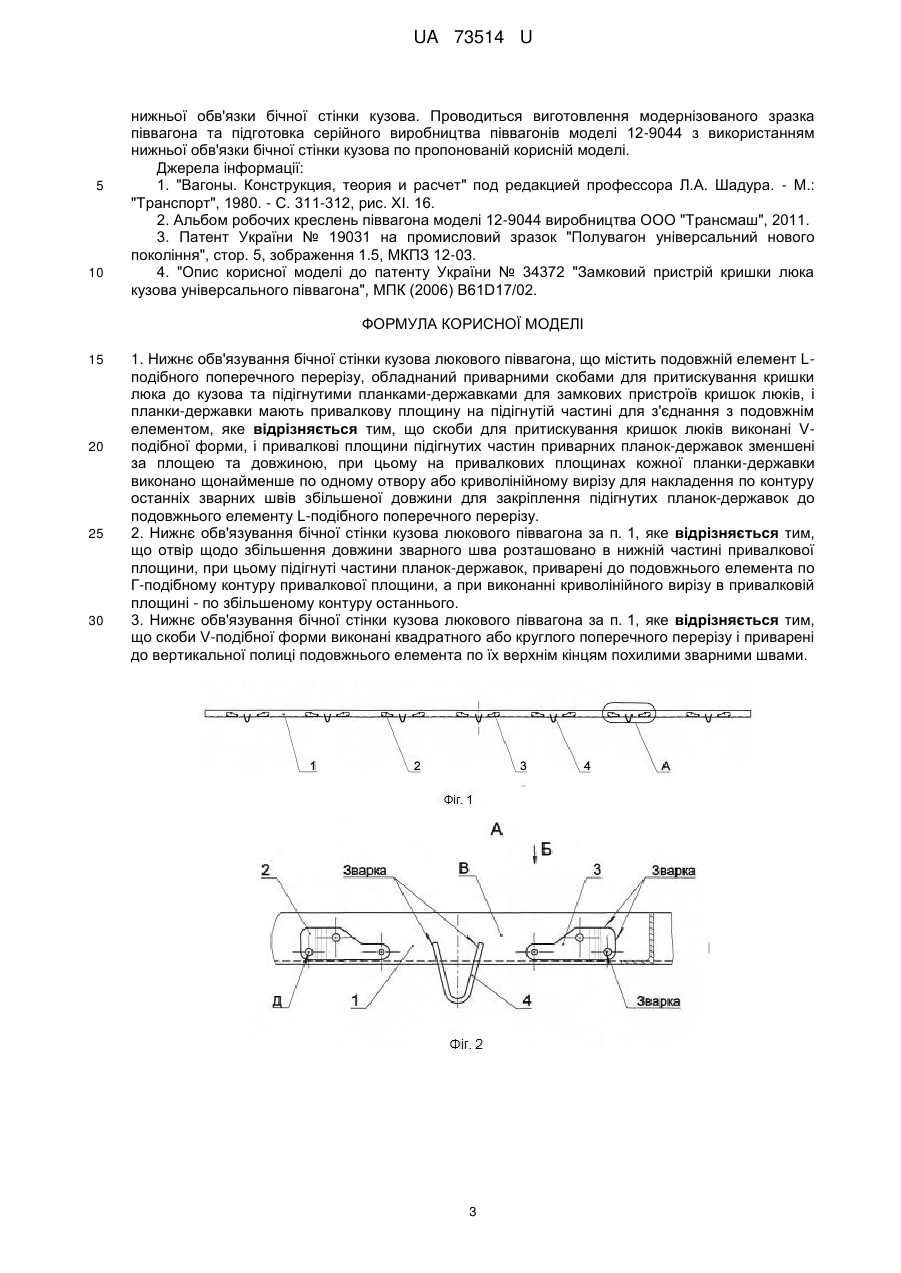
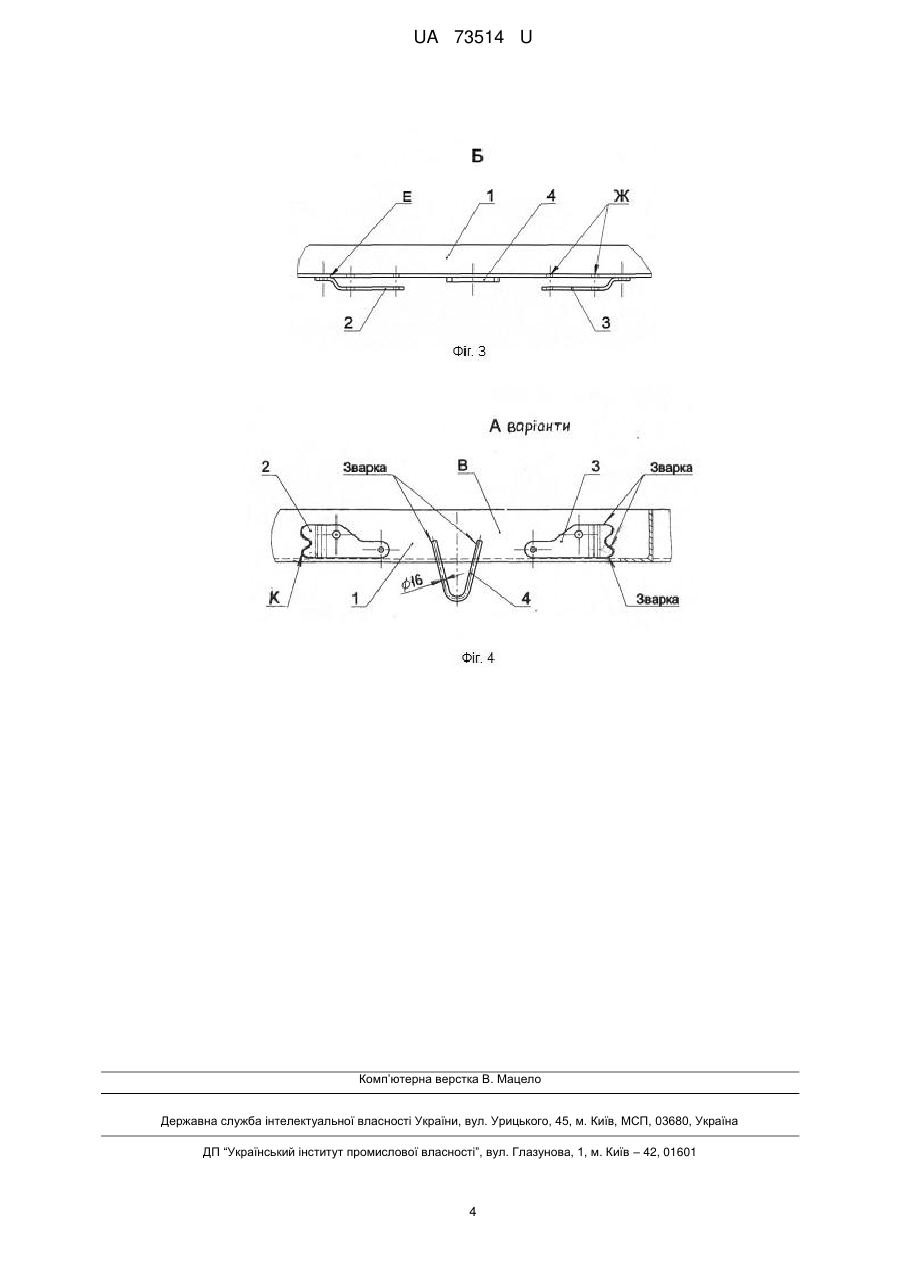
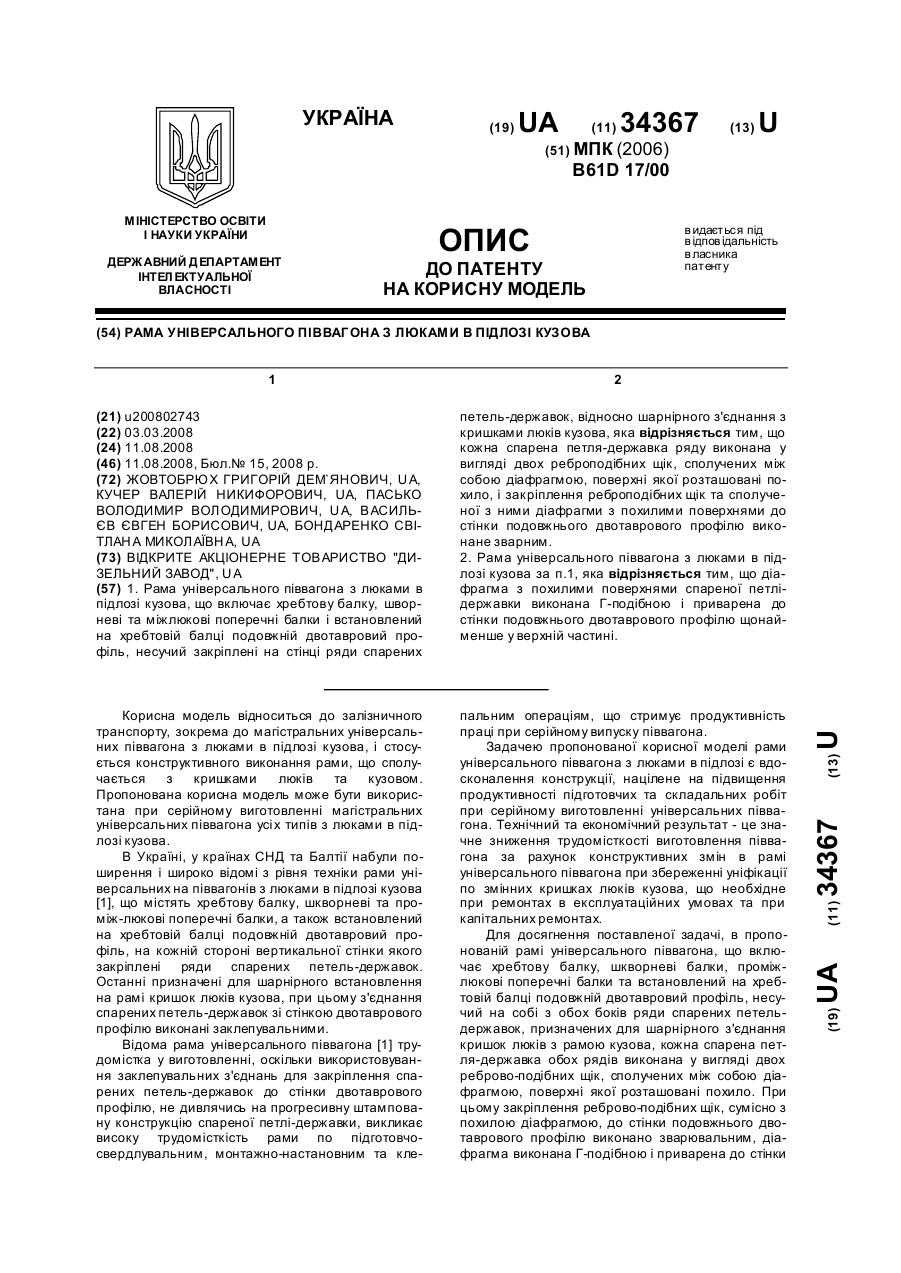
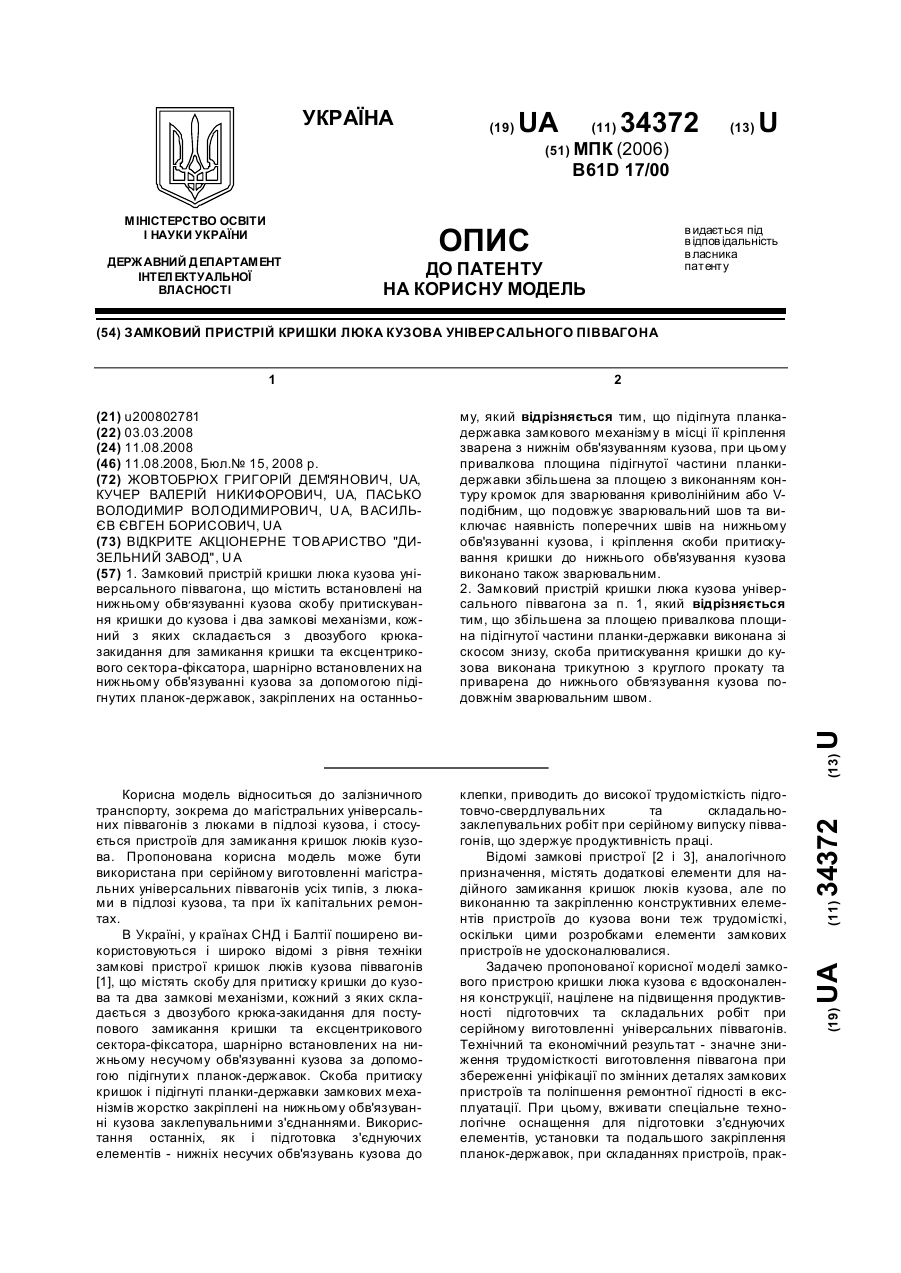
Реферат: Нижнє обв'язування бічної стінки кузова люкового піввагона містить подовжній елемент Lподібного поперечного перерізу, приварні скоби, планки-державки. UA 73514 U (54) НИЖНЄ ОБВ'ЯЗУВАННЯ БІЧНОЇ СТІНКИ КУЗОВА ЛЮКОВОГО ПІВВАГОНА UA 73514 U UA 73514 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до залізничного транспорту, зокрема до магістральних універсальних піввагонів з люками в підлозі кузова і стосується конструктивного виконання нижнього обв'язування бічної стінки кузова з встановленими елементами, які взаємодіють з кришками люків. Пропонована корисна модель може бути використана при серійному випуску піввагонів з люками в підлозі кузова та при їх капітальному ремонті. У країнах СНД і східних прибалтійських країнах набули поширення і широко відомі з рівня техніки суцільнометалеві піввагони з люками в підлозі кузова [1, 2]. До складу кузова люкового піввагона входять дві бічні стінки, що мають нижні обв'язування L-подібного поперечного перерізу (з прокатного косинця 160 × 100 × 10), на вертикальній полиці яких жорстко закріплені планки-державки для встановлення замкових пристроїв кришок люків, та скоби для притискування цих кришок в процесі їх закриття. Для жорсткого закріплення планок-державок та скоб для притиску кришок люків до нижнього обв'язування використовуються заклепувальні з'єднання, які вимагають попереднього свердлення значної кількості отворів під заклепки і утворюють високу трудомісткість підготовчих та слюсарно-складальних робіт, стримуючих продуктивність праці при випуску готових складальних одиниць піввагона, тобто нижніх обв'язувань з елементами пристроїв для взаємодії з кришками люків, а далі бічних стінок та кузовів. Відома конструкція піввагона та його пристроїв для взаємодії з кришками люків [3, 4], приварених на нижніх обв'язуваннях L-подібного поперечного перерізу, не має недоліків відомих аналогів [1, 2] і забезпечує підвищення продуктивності слюсарно-складальних робіт при виготовленні нижніх обв'язувань бічних стінок. Проте, виконані гнуті скоби для притискування кришок трикутної округлої форми є трудомісткими у виготовленні, так як виконуються в одномісному пристосуванні методом ручного гнуття з нагрівом природним газом, що здержує продуктивність праці при виготовленні деталей і являє собою не економічне (не вигідне) виробництво серійних деталей. Окрім цього, вказані скоби приварюються до вертикальної полиці нижнього обв'язування нестандартними зварними швами з підвищеною витратою зварювальних матеріалів (зварювального дроту та зварювальної газової суміші). Також у відомої конструкції нижнього обв’язування бічної стінки піввагона [3, 4] підігнуті частини планокдержавок замкових пристроїв збільшені по привалковій площині, тобто подовжені, що приводить до підвищеної витрати товстолистової сталі, так як для виготовлення одного піввагона потрібна значна кількість таких деталей -28 штук. Скоси на цих вирізних деталях економії матеріалу не забезпечують, в зв'язку з високими відходами вирізного виробництва. Таким чином економічність відомого аналога [4] в порівнянні з аналогами [1 і 2] незначна. В основу корисної моделі поставлена задача вдосконалення конструкції нижнього обв'язування бічної стінки кузова піввагона та її приварних деталей для замкових пристроїв кришок люків, підвищення економічності та технологічності серійного виготовлення нижніх обв'язувань бічних стінок і їх серійно-масових деталей. Технічний результат нової корисної моделі - це зниження собівартості та підвищення продуктивності виготовлення нижніх обв'язувань бічних стінок кузова за рахунок зниження трудомісткості та металомісткості масових деталей - скоб притискування кришок люків і планокдержавок замкових пристроїв та їх приварювання, а також зменшення витрат на природний газ та зварювальні матеріали. Поставлена задача вирішується тим, що в пропонованому нижньому обв'язуванні бічної стінки кузова люкового піввагона, що містить подовжній елемент L-подібного поперечного перерізу, обладнаним приварними скобами для притискування кришок люків до кузова та підігнутими планками-державками для замкових пристроїв кришок люків, і планки-державки якого мають привалкову площину на підігнутій частині для з'єднання з подовжнім елементом, скоби для притискування кришок люків виконані V-подібної форми, і привалкові площини підігнутих частин планок-державок зменшені за площею та довжиною. При цьому на привалкових площинах кожної планки-державки виконано щонайменше по одному отвору або криволінійному вирізу для накладення по контуру останніх зварних швів щодо збільшення їх довжини при закріпленні підігнутих планок-державок до подовжнього елемента. Також, отвір щодо збільшення довжини зварного шва розташовано в нижній частині привалкової площини, при цьому підігнуті частини планок-державок, приварені до подовжнього елемента по Гподібному контуру привалкової площини. При виконанні криволінійного вирізу в привалковій площині підігнутих частин планок-державок зварка виконується по збільшеному зварювальному контуру останнього. Скоби V-подібної форми для притискування кришок люків виготовлені з сортового прокату квадратного або круглого поперечного перерізу і приварені до вертикальної полиці подовжнього елемента по їх верхнім кінцям похилими зварними швами. 1 UA 73514 U 5 10 15 20 25 30 35 40 45 50 55 60 Таке виконання нижнього обв'язування бічної стінки кузова піввагона в порівнянні з відомими аналогами більш економічне. Конструкція нижнього обв'язування бічної стінки зі скобами для притискування кришок люків V-подібної форми, дозволяє виготовляти останні механізованим способом гнуття на пресовому пристосуванні. За один хід преса забезпечується холодне гнуття до 10-ти деталей типу "скоба" з квадратного або круглого сортового прокату. При квадратному поперечному перерізу V-подібних скоб для притискування кришок люків, приварка скоб проводиться по контуру їх верхніх похилих кінців економічними стандартними зварними швами. При виготовленні зменшених по довжині скоб-державок для замкових пристроїв кришок люків з поновленими варіантами приварки скоб-державок до подовжнього елемента, значно економиться товстолистова сталь. Короткий опис креслень Фіг. 1 - загальний вигляд (спереду) нижнього обв'язування бічної стінки кузова люкового піввагона, що складене з подовжнього елемента, планок-державок для замкових пристроїв кришок люків (на кресленнях не показані) та скоб V-подібної форми для притискування кришок люків при закритті. Показано розміщення деталей на вертикальній полиці L-подібного в перерізі подовжнього елемента. Фіг.2 - збільшене місце А на фіг. 1, щодо встановлення та зварного кріплення на вертикальну полицю подовжнього елемента скоби V-подібної форми та планок-державок зі зменшеними привалковими площинами. Фіг. 3 - те ж, вигляд Б (зверху) на фіг. 2. Показані V-подібна скоба квадратного поперечного перерізу та планки-державки (лівого та правого виконання) накладені та приварені на вертикальну полицю подовжнього елемента. Фіг. 4 - збільшене місце А (варіанти) на фіг. 1 - вигляд спереду. Показані планки-державки зі зменшеними привалковими площинами в варіанті їх виконання - з криволінійними вирізами в останніх щодо збільшення довжини зварних швів при закріпленні планок-державок. Також показана V-подібна скоба в варіанті виконання із круглого сортового прокату. Здійснення корисної моделі (пристрій і принцип дії) Нижнє обв'язування бічної стінки кузова піввагона, фіг. 1, 2, 3, являє собою основину бічної стінки кузова у вигляді подовжнього елемента 1 L-подібного поперечного перерізу (стандартного прокатного косинця 160 × 100 × 10 мм). На подовжньому елементі 1 встановлені приварні планки-державки 2 лівого виконання і планки-державки 3 правого виконання, призначені для шарнірного кріплення замкових пристроїв кришок люків (одна пара планокдержавок на 1 кришку люка), та скоби 4 для притискування кришок люків при їх закритті за допомогою важеля (на кресленнях не показано). Скоби 4 виконані V-подібної форми із сортового прокату квадратного або круглого перерізу і своїми верхніми кінцями приварені до вертикальної полиці "В" подовжнього обв'язування 1 похилими зварними швами. При серійному випуску, V-подібні скоби 4 квадратного поперечного перерізу виконуються з сортового квадратного прокату перерізом 15 × 15 мм, їх V-подібні форми формуються одночасно в партії деталей на пресовому пристосуванні без нагріву заготівок. Приварка верхніх кінців V-подібних скоб квадратного перерізу до вертикальної полиці "В" нижнього обв'язування 1 виконується похилими стандартними зварними швами ТІ з катетом зварки 6 мм. При виконанні V-подібних скоб з круглого сортового прокату діаметром 16 мм, приварка останніх виконується похилими не стандартними швами. Планки-державки 2 і 3 виконані зі зменшеними за довжиною та площею привалковими площинами "Е" підігнутих частин. В останніх, в нижній частині, виконано по одному отвору "Д", щодо додаткового закріплення зваркою планок-державок, встановлених на полицю "В" подовжнього елемента 1. Як варіант, на привалкових площинах підігнутих частин планок державок 2 та 3 виконуються криволінійні вирізи К (фіг. 4) щодо збільшення довжини зварних швів при закріпленні деталей. При цьому отвори "Д" не виконуються. Після встановлення планок-державок 2 і 3 привалковими площинами "Е", з осьовим поєднанням отворів "Ж" для шарнірних з'єднань, заздалегідь виконаних в подовжніх елементах 1 та планках-державках 2, 3, виконується приварка останніх по не замкнутому Г-подібному контуру (зверху та з торця підігнутих частин деталей) і по контуру отворів "Д" в підігнутих частинах. При цьому знизу підігнутих частин зварка не виконується для можливості витікання води, в випадках її попадання в привалкові зазори з'єднаних деталей. При варіанті виконання криволінійних вирізів К в привалкових площинах планок-державок 2 та 3, приварка останніх здійснюється тільки по збільшеному зварювальному криволінійному контуру вирізів К. Заявником в порядку вдосконалення конструкції серійного піввагона моделі 12-9044 виробництва ООО "Трансмаш, м. Кривий Ріг, розроблено робочі креслення пропонованої 2 UA 73514 U 5 10 нижньої обв'язки бічної стінки кузова. Проводиться виготовлення модернізованого зразка піввагона та підготовка серійного виробництва піввагонів моделі 12-9044 з використанням нижньої обв'язки бічної стінки кузова по пропонованій корисній моделі. Джерела інформації: 1. "Вагоны. Конструкция, теория и расчет" под редакцией профессора Л.А. Шадура. - М.: "Транспорт", 1980. - С. 311-312, рис. XI. 16. 2. Альбом робочих креслень піввагона моделі 12-9044 виробництва ООО "Трансмаш", 2011. 3. Патент України № 19031 на промисловий зразок "Полувагон універсальний нового покоління", стор. 5, зображення 1.5, МКПЗ 12-03. 4. "Опис корисної моделі до патенту України № 34372 "Замковий пристрій кришки люка кузова універсального піввагона", МПК (2006) B61D17/02. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 1. Нижнє обв'язування бічної стінки кузова люкового піввагона, що містить подовжній елемент Lподібного поперечного перерізу, обладнаний приварними скобами для притискування кришки люка до кузова та підігнутими планками-державками для замкових пристроїв кришок люків, і планки-державки мають привалкову площину на підігнутій частині для з'єднання з подовжнім елементом, яке відрізняється тим, що скоби для притискування кришок люків виконані Vподібної форми, і привалкові площини підігнутих частин приварних планок-державок зменшені за площею та довжиною, при цьому на привалкових площинах кожної планки-державки виконано щонайменше по одному отвору або криволінійному вирізу для накладення по контуру останніх зварних швів збільшеної довжини для закріплення підігнутих планок-державок до подовжнього елементу L-подібного поперечного перерізу. 2. Нижнє обв'язування бічної стінки кузова люкового піввагона за п. 1, яке відрізняється тим, що отвір щодо збільшення довжини зварного шва розташовано в нижній частині привалкової площини, при цьому підігнуті частини планок-державок, приварені до подовжнього елемента по Г-подібному контуру привалкової площини, а при виконанні криволінійного вирізу в привалковій площині - по збільшеному контуру останнього. 3. Нижнє обв'язування бічної стінки кузова люкового піввагона за п. 1, яке відрізняється тим, що скоби V-подібної форми виконані квадратного або круглого поперечного перерізу і приварені до вертикальної полиці подовжнього елемента по їх верхнім кінцям похилими зварними швами. 3 UA 73514 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюBottom rail of side wall of body of hatch gondola car
Автори англійськоюYalovoi Andrii Ivanovych, Kucher Valerii Nykyforovych
Назва патенту російськоюНижняя обвязка боковой стенки кузова люкового полувагона
Автори російськоюЯловой Андрей Иванович, Кучер Валерий Никифорович
МПК / Мітки
МПК: B61F 1/08, B61D 17/10
Мітки: стінки, нижнє, обв'язування, люкового, піввагона, кузова, бічної
Код посилання
<a href="https://ua.patents.su/6-73514-nizhneh-obvyazuvannya-bichno-stinki-kuzova-lyukovogo-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Нижнє обв’язування бічної стінки кузова люкового піввагона</a>
Рама універсального піввагона з люками в підлозі кузова
Номер патенту: 34367
Опубліковано: 11.08.2008
Автори: Кучер Валерій Никифорович, Пасько Володимир Володимирович, Бондаренко Світлана Миколаївна, Жовтобрюх Григорій Дем'янович
МПК: B61D 17/00
Мітки: універсального, кузова, піввагона, рама, люками, підлозі
Формула / Реферат:
1. Рама універсального піввагона з люками в підлозі кузова, що включає хребтову балку, шворневі та міжлюкові поперечні балки і встановлений на хребтовій балці подовжній двотавровий профіль, несучий закріплені на стінці ряди спарених петель-державок, відносно шарнірного з'єднання з кришками люків кузова, яка відрізняється тим, що кожна спарена петля-державка ряду виконана у вигляді двох реброподібних щік, сполучених між собою діафрагмою,...
Замковий пристрій кришки люка кузова універсального піввагона
Номер патенту: 34372
Опубліковано: 11.08.2008
Автори: Кучер Валерій Никифорович, Пасько Володимир Володимирович, Жовтобрюх Григорій Дем'янович
МПК: B61D 17/00
Мітки: люка, пристрій, кузова, піввагона, кришки, замковий, універсального
Формула / Реферат:
1. Замковий пристрій кришки люка кузова універсального піввагона, що містить встановлені на нижньому обв׳язуванні кузова скобу притискування кришки до кузова і два замкові механізми, кожний з яких складається з двозубого крюка-закидання для замикання кришки та ексцентрикового сектора-фіксатора, шарнірно встановлених на нижньому обв'язуванні кузова за допомогою підігнутих планок-державок, закріплених на останньому, який відрізняється...
Обшивка бічної стіни кузова пасажирського вагона
Номер патенту: 60654
Опубліковано: 25.06.2011
Автори: Кебал Юрій Вікторович, Мямлін Сергій Віталійович, Кондратюк Світлана Михайлівна, Пшінько Олександр Миколайович
МПК: B61D 1/02
Мітки: обшивка, стіни, бічної, пасажирського, кузова, вагона
Формула / Реферат:
Обшивка бічної стіни кузова пасажирського вагона, що складається з верхнього та нижнього поясів, яка відрізняється тим, що виготовлена з двох плоских листів металу, які зварені між собою в стик та підсилені з внутрішньої сторони кузова силовими кутиками.
Торцева стінка кузова піввагона

Номер патенту: 72857
Опубліковано: 27.08.2012
Автори: Яловой Андрій Іванович, Кучер Валерій Никифорович
МПК: B61D 17/00, B61F 1/00
Мітки: піввагона, стінка, торцева, кузова
Формула / Реферат:
1. Торцева стінка кузова піввагона, що містить зварний каркас, складений з верхнього обв'язування прямокутного перерізу, трьох горизонтальних несучих поясів, бічних монтажно-з'єднуючих стійок-швелерів та середніх посилюючих стійок, перекритий з внутрішньої сторони кузова нижньою та верхньою обшивками, виконаними з листів різної товщини з потовщенням листа нижньої обшивки, яка відрізняється тим, що кожний горизонтальний несучий пояс виконаний...
Торцева частина кузова універсального піввагона

Номер патенту: 48224
Опубліковано: 10.03.2010
Автори: Жовтобрюх Григорій Дем'янович, Хавіков Виталій Володимирович, Пасько Володимир Володимирович, Кучер Валерій Никифорович
МПК: B61F 1/00, B61D 17/00
Мітки: торцева, піввагона, кузова, універсального, частина
Формула / Реферат:
1. Торцева частина кузова універсального піввагона, що містить зварені лобову балку коробчатого перерізу, яка встановлена на хребтовій балці кузова і містить вертикальні стінки, верхню горизонтальну та нижні похилі полиці, торцеву стінку, виконану з верхньої обв'язки, крайніх та середніх вертикальних стійок, що з'єднують торцеву стінку з лобовою балкою, горизонтальних несучих поясів та листової обшивки, яка відрізняється тим, що верхня...
Попередній патент: Спосіб передопераційної підготовки ранової поверхні трофічної виразки
Наступний патент: Державка петлі кришки люка піввагона
Випадковий патент: Пристрій для оповіщення про наближення потягу під час ремонту залізничних колій