Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 73920
Опубліковано: 10.10.2012
Автори: Алієв Іграмотдін Серажутдінович, Бондарева Олена Миколаївна, Алієва Лейла Іграмотдіновна



Формула / Реферат
Спосіб виготовлення деталей з наскрізним отвором, який полягає у радіальному видавлюванні фланця в поперечну кругову порожнину, створену напівматрицями, висаджування фланця зближенням напівматриць і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що під час висаджування фланця навантаження з пуансонів знімається, а пробивання отвору виконується після завершення висаджування.
Текст
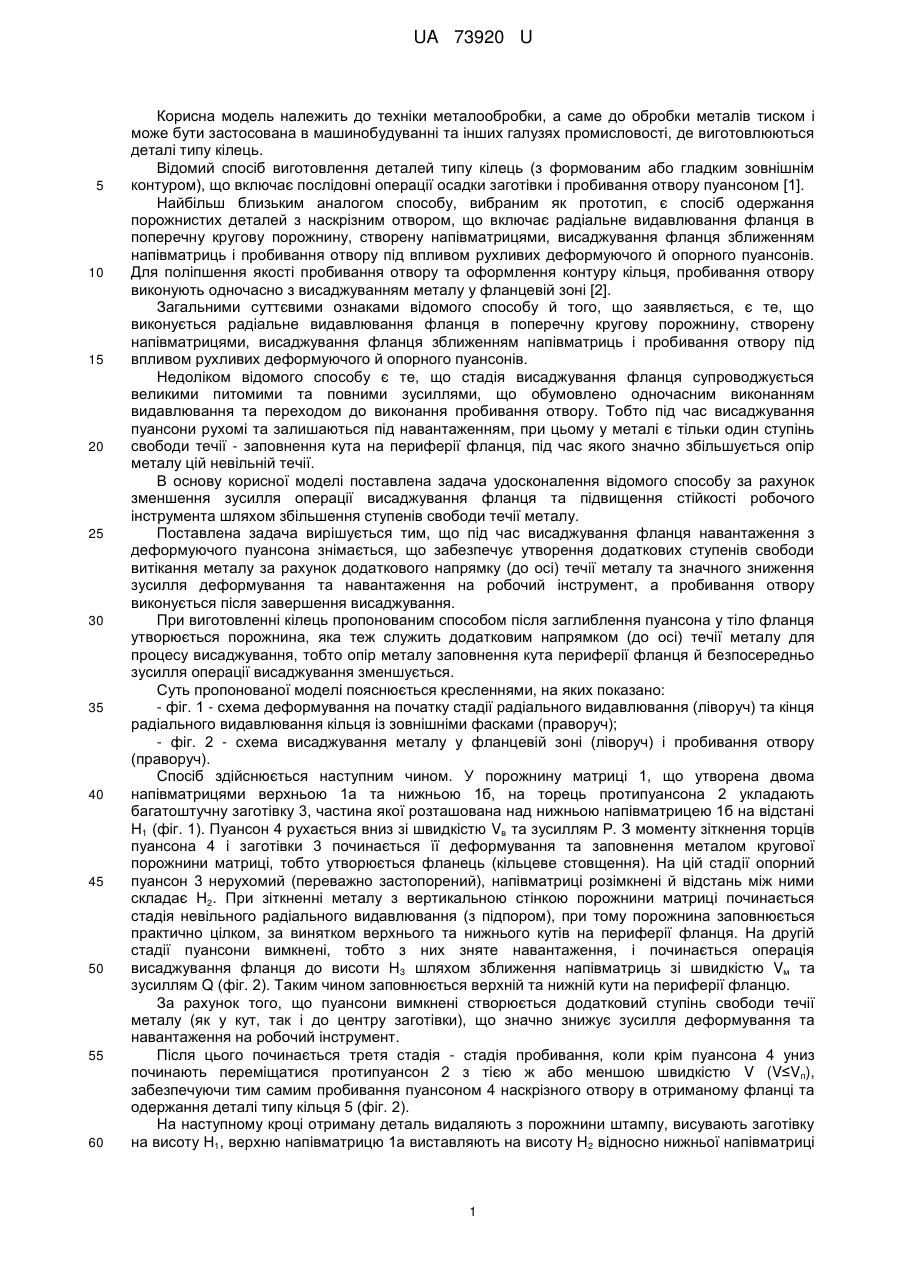
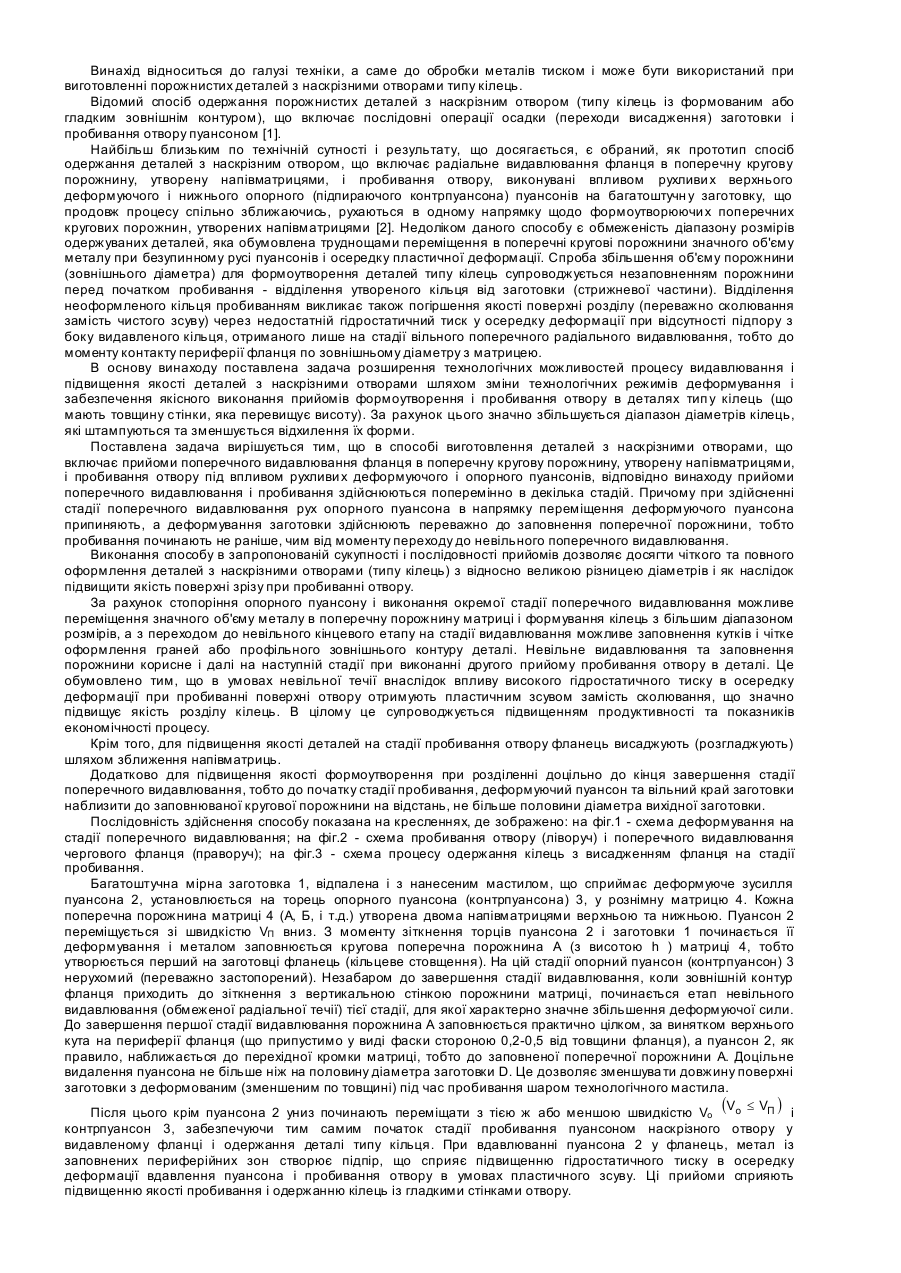
Реферат: UA 73920 U UA 73920 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки металообробки, а саме до обробки металів тиском і може бути застосована в машинобудуванні та інших галузях промисловості, де виготовлюються деталі типу кілець. Відомий спосіб виготовлення деталей типу кілець (з формованим або гладким зовнішнім контуром), що включає послідовні операції осадки заготівки і пробивання отвору пуансоном [1]. Найбільш близьким аналогом способу, вибраним як прототип, є спосіб одержання порожнистих деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, створену напівматрицями, висаджування фланця зближенням напівматриць і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів. Для поліпшення якості пробивання отвору та оформлення контуру кільця, пробивання отвору виконують одночасно з висаджуванням металу у фланцевій зоні [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є те, що виконується радіальне видавлювання фланця в поперечну кругову порожнину, створену напівматрицями, висаджування фланця зближенням напівматриць і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів. Недоліком відомого способу є те, що стадія висаджування фланця супроводжується великими питомими та повними зусиллями, що обумовлено одночасним виконанням видавлювання та переходом до виконання пробивання отвору. Тобто під час висаджування пуансони рухомі та залишаються під навантаженням, при цьому у металі є тільки один ступінь свободи течії - заповнення кута на периферії фланця, під час якого значно збільшується опір металу цій невільній течії. В основу корисної моделі поставлена задача удосконалення відомого способу за рахунок зменшення зусилля операції висаджування фланця та підвищення стійкості робочого інструмента шляхом збільшення ступенів свободи течії металу. Поставлена задача вирішується тим, що під час висаджування фланця навантаження з деформуючого пуансона знімається, що забезпечує утворення додаткових ступенів свободи витікання металу за рахунок додаткового напрямку (до осі) течії металу та значного зниження зусилля деформування та навантаження на робочий інструмент, а пробивання отвору виконується після завершення висаджування. При виготовленні кілець пропонованим способом після заглиблення пуансона у тіло фланця утворюється порожнина, яка теж служить додатковим напрямком (до осі) течії металу для процесу висаджування, тобто опір металу заповнення кута периферії фланця й безпосередньо зусилля операції висаджування зменшується. Суть пропонованої моделі пояснюється кресленнями, на яких показано: - фіг. 1 - схема деформування на початку стадії радіального видавлювання (ліворуч) та кінця радіального видавлювання кільця із зовнішніми фасками (праворуч); - фіг. 2 - схема висаджування металу у фланцевій зоні (ліворуч) і пробивання отвору (праворуч). Спосіб здійснюється наступним чином. У порожнину матриці 1, що утворена двома напівматрицями верхньою 1а та нижньою 1б, на торець протипуансона 2 укладають багатоштучну заготівку 3, частина якої розташована над нижньою напівматрицею 1б на відстані Н1 (фіг. 1). Пуансон 4 рухається вниз зі швидкістю Vв та зусиллям Р. З моменту зіткнення торців пуансона 4 і заготівки 3 починається її деформування та заповнення металом кругової порожнини матриці, тобто утворюється фланець (кільцеве стовщення). На цій стадії опорний пуансон 3 нерухомий (переважно застопорений), напівматриці розімкнені й відстань між ними складає Н2. При зіткненні металу з вертикальною стінкою порожнини матриці починається стадія невільного радіального видавлювання (з підпором), при тому порожнина заповнюється практично цілком, за винятком верхнього та нижнього кутів на периферії фланця. На другій стадії пуансони вимкнені, тобто з них зняте навантаження, і починається операція висаджування фланця до висоти Н3 шляхом зближення напівматриць зі швидкістю Vм та зусиллям Q (фіг. 2). Таким чином заповнюється верхній та нижній кути на периферії фланцю. За рахунок того, що пуансони вимкнені створюється додатковий ступінь свободи течії металу (як у кут, так і до центру заготівки), що значно знижує зусилля деформування та навантаження на робочий інструмент. Після цього починається третя стадія - стадія пробивання, коли крім пуансона 4 униз починають переміщатися протипуансон 2 з тією ж або меншою швидкістю V (V≤Vп), забезпечуючи тим самим пробивання пуансоном 4 наскрізного отвору в отриманому фланці та одержання деталі типу кільця 5 (фіг. 2). На наступному кроці отриману деталь видаляють з порожнини штампу, висувають заготівку на висоту Н1, верхню напівматрицю 1а виставляють на висоту Н2 відносно нижньої напівматриці 1 UA 73920 U 5 10 1б та продовжують процес деформування. Цикл повторюють до закінчення багатоштучної заготівки (переважно для 3-5 деталей). Таким чином, завдяки зняттю навантаження з пуансонів при операції висаджування фланця утворюється додатковий ступінь течії металу, за рахунок чого на стадії висаджування фланця шляхом зближення напівматриць полегшується заповнення зовнішніх верхнього та нижнього кутів фланця. За рахунок впливу високого гідростатичного тиску в осередку деформації, що утворюється завдяки підпору зі сторони фланця, поверхня отвору отримується пластичним зсувом замість сколювання при пробиванні та калібрується при подальшому ході деформуючого пуансона, що значно покращує якість поверхні отвору кільця. Таким чином знижується зусилля процесу висаджування та отримують деталі типу кілець з чітко оформленою зовнішньою поверхнею та з якісною поверхнею отвору. Спосіб забезпечує зниження зусилля основної операції висаджування фланця, підвищення якості деталей з наскрізними отворами шляхом чіткого оформлення зовнішнього контуру деталей і гладкою поверхнею отвору після пробивання отвору в заготівці. 15 20 Джерела інформації: 1. Ковка и штамповка. Справочник. Том 3. - М: Машиностроение, 1987. - с. 256, рис. 45. 2. Деклараційний патент 68115А, МПК В21К 21/00. Спосіб виготовлення деталей з наскрізним отвором / Алієва Л.І., Савчинський І.Г., Лобанов О.І., Сивак К.І. - № 2003109157; заявл. 10.10.2003; опубл. 15.07.2004. Бюл. № 7. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб виготовлення деталей з наскрізним отвором, який полягає у радіальному видавлюванні фланця в поперечну кругову порожнину, створену напівматрицями, висаджування фланця зближенням напівматриць і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що під час висаджування фланця навантаження з пуансонів знімається, а пробивання отвору виконується після завершення висаджування. 2 UA 73920 U Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing parts with through hole
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Aliieva Lieila Ihramotdynivna, Bondareva Olena Mykolaivna
Назва патенту російськоюСпособ изготовления деталей со сквозным отверстием
Автори російськоюАлиев Играмотдин Серажутдинович, Алиева Лейла Играмотдиновна, Бондарева Елена Николаевна
МПК / Мітки
МПК: B21K 21/00
Мітки: виготовлення, наскрізним, спосіб, деталей, отвором
Код посилання
<a href="https://ua.patents.su/5-73920-sposib-vigotovlennya-detalejj-z-naskriznim-otvorom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з наскрізним отвором</a>
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 69057
Опубліковано: 25.04.2012
Автори: Алієва Лейла Іграмотдінівна, Алієв Іграмотдін Серажутдінович, Бондарева Олена Миколаївна
МПК: B21K 21/00
Мітки: виготовлення, наскрізним, отвором, деталей, спосіб
Формула / Реферат:
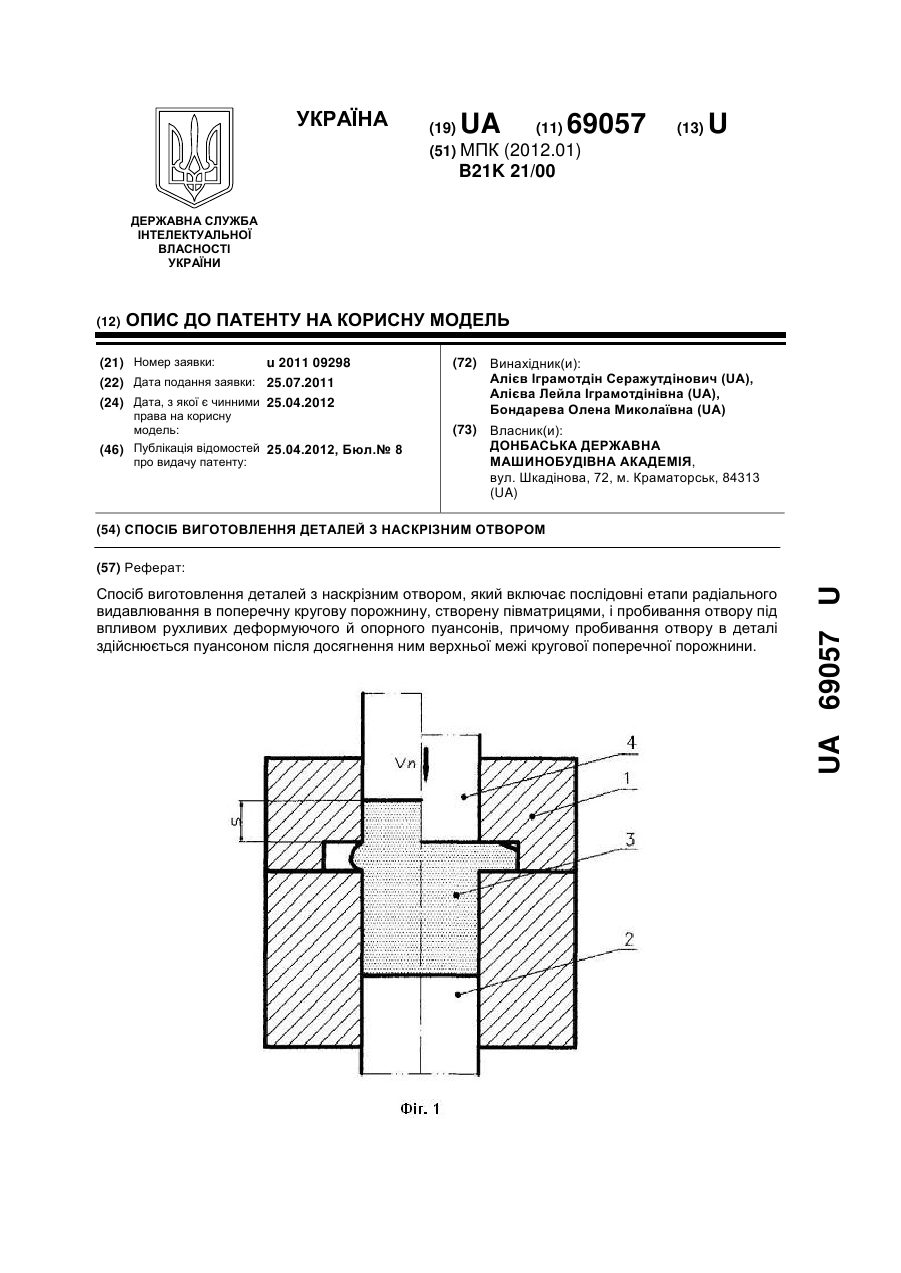
Спосіб виготовлення деталей з наскрізним отвором, який включає послідовні етапи радіального видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що пробивання отвору в деталі здійснюється пуансоном після досягнення ним верхньої межі кругової поперечної порожнини.
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Савчинський Іван Григорович, Лобанов Олександр Іванович, Алієва Лейла Іграмотдіновна, Сивак Катерина Іванівна
МПК: B21K 21/00
Мітки: деталей, виготовлення, отвором, наскрізним, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Спосіб виготовлення формованої деталі, оснащеної наскрізним отвором
Номер патенту: 98890
Опубліковано: 25.06.2012
Автори: Матт Андреас, Вулкан Міхай
МПК: B21K 1/00
Мітки: отвором, виготовлення, формованої, спосіб, оснащеної, деталі, наскрізним
Формула / Реферат:
1. Спосіб виготовлення формованої деталі (FT), оснащеної наскрізним отвором, причому на етапі просування стрижневу заготовку (R) просувають на визначену довжину у подовжньому напрямку через напрямний пристрій (1), який має таку саму форму розрізу, що й заготовка (R), у штамп (2), внутрішня окружна стінка якого утворює зовнішню окружність формованої деталі (FT), яка має бути виготовлена, а потім міцно тримається, принаймні на одному етапі...
Спосіб виготовлення виробу з наскрізним отвором
Номер патенту: 83315
Опубліковано: 25.06.2008
Автори: Алексєєв Володимир Павлович, Дарда Юрій Антонович, Ляшенко Людмила Дмитрівна
Мітки: отвором, наскрізним, виготовлення, спосіб, виробу
Формула / Реферат:
1. Спосіб виготовлення виробу з наскрізним отвором, який полягає в тому, що в капсулі розміщують оправку у вигляді трубки, яка має однакову довжину з капсулою і розташована з зазором по її довжині, заповнюють простір між трубкою і внутрішньою поверхнею капсули металевим порошком, з якого формують виріб, який відрізняється тим, що заповнення здійснюють вільним засипанням порошку, закривають капсулу і поміщають її у вакуумну піч, проводять...
Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Номер патенту: 26725
Опубліковано: 12.11.1999
Автор: БІЛЬГРЕН Пер
Мітки: методом, виготовлення, металургії, наскрізним, виробу, отвором, спосіб, порошкової
Формула / Реферат:
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим...
Попередній патент: Сошник культиваторного типу для розкидного висіву насіння
Наступний патент: Спосіб виготовлення фланців трубопроводів обкочуванням
Випадковий патент: Пристрій для витяжки і корекції хребта в динамічному режимі