Спосіб безцентрового шліфування сферичних поверхонь
Номер патенту: 74141
Опубліковано: 25.10.2012
Автори: Насачевський Олександр Михайлович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Формула / Реферат
Спосіб безцентрового шліфування сферичних поверхонь торцем абразивного круга, вісь обертання якого схрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, переміщення центрів кульок відбувається по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій виконано скіс в напрямку ведучого круга, а шліфувальний та ведучий круги мають дзеркальні профілі, які забезпечують переміщення центру кульки в одній площині, перпендикулярній осі обертання барабана, причому на виході сфер із зони обробки на торцях кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворюючі ділянки, розташовані на відстані діаметра вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску, який відрізняється тим, що на калібруючій ділянці шліфувального круга шляхом узгодження обертань ведучого круга та рухомого опорного диска досягається можливість регулювання параметра точності вихідної поверхні кульки, тобто подачу на стрічку вибирають в залежності від потрібної шорсткості та визначають з виразу:
![]() ,
,
де So - подача точки контакту круга з виробом на стрічку по дузі, мм/об;
R - радіус кульки, мм;
Н - висота мікронерівностей, мм.
Текст
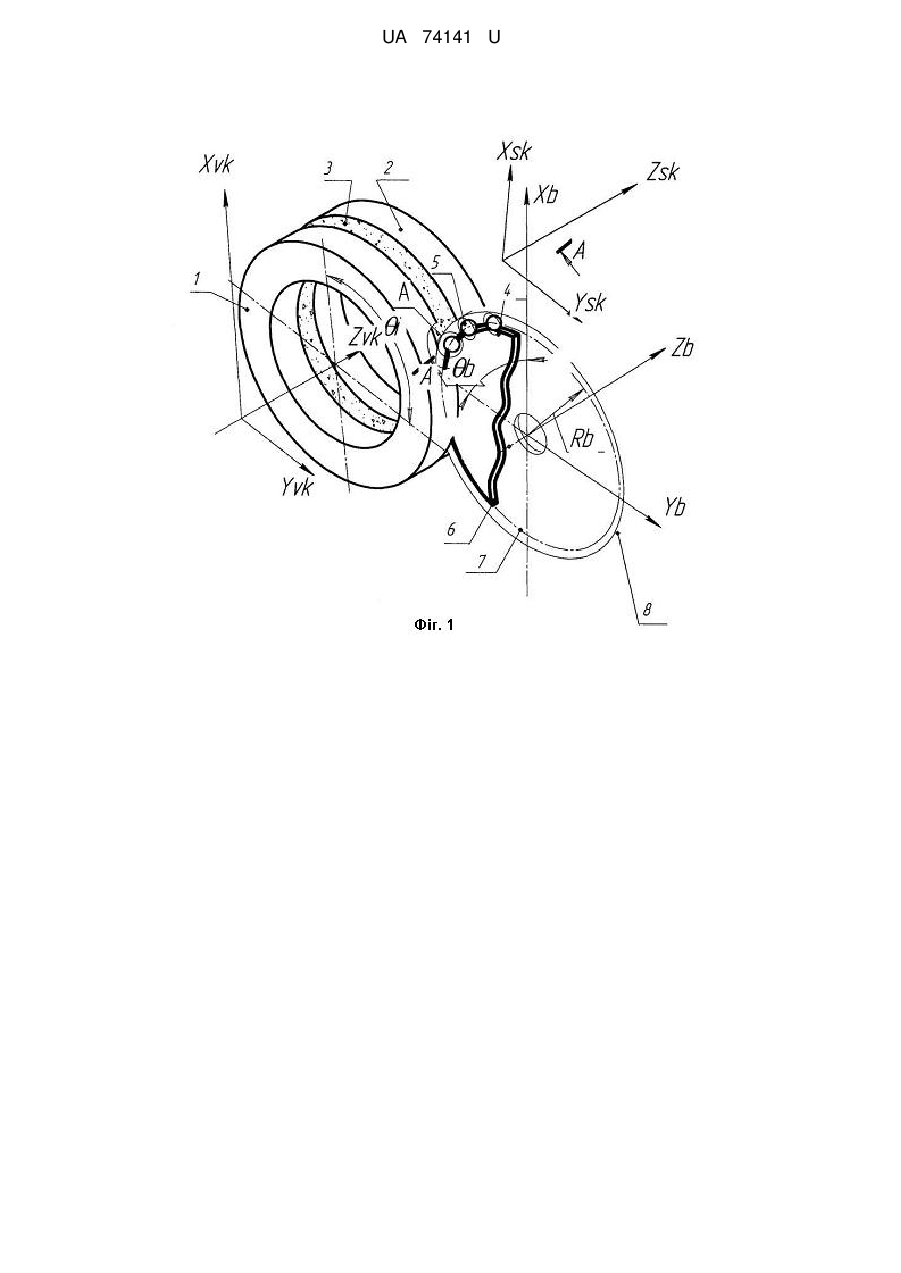
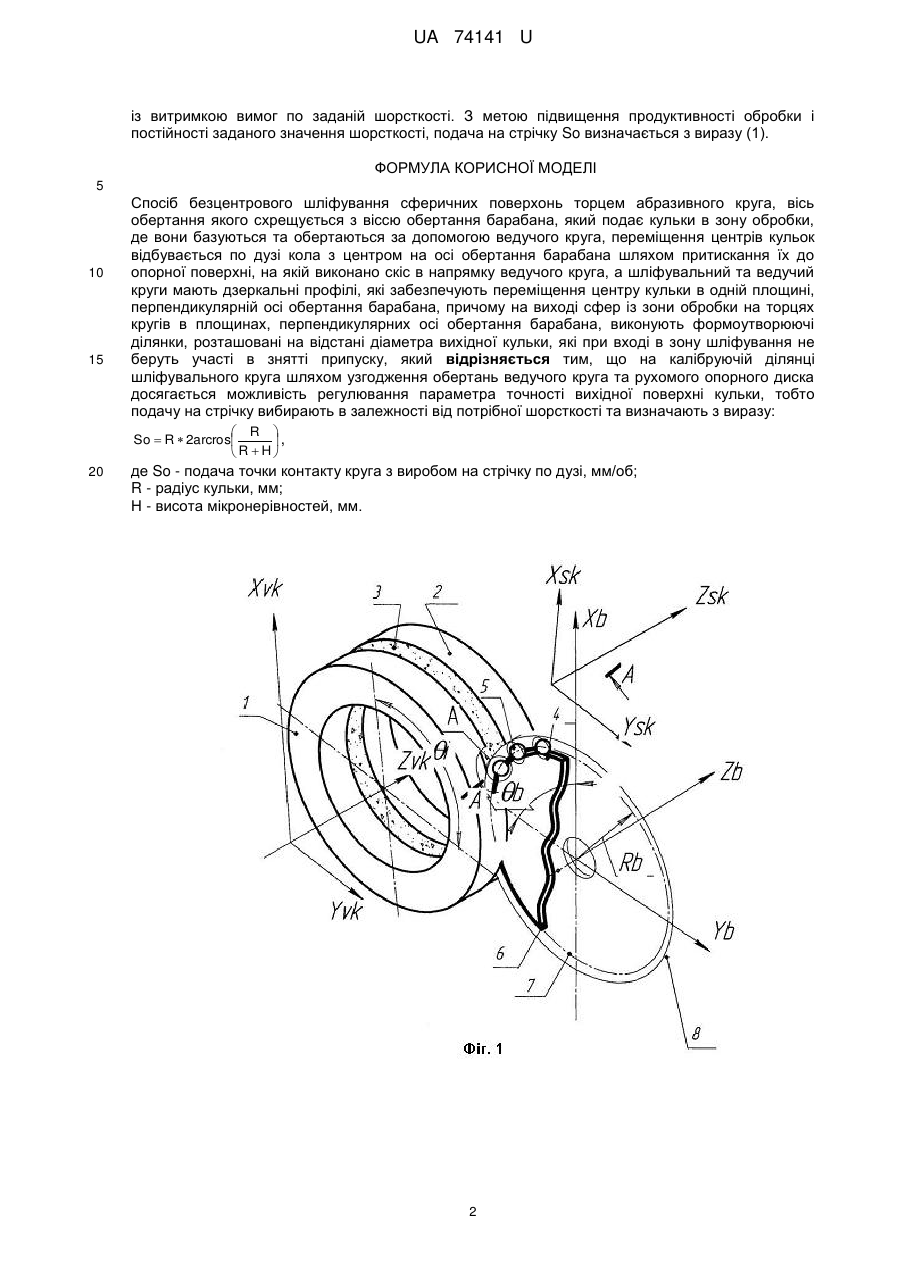
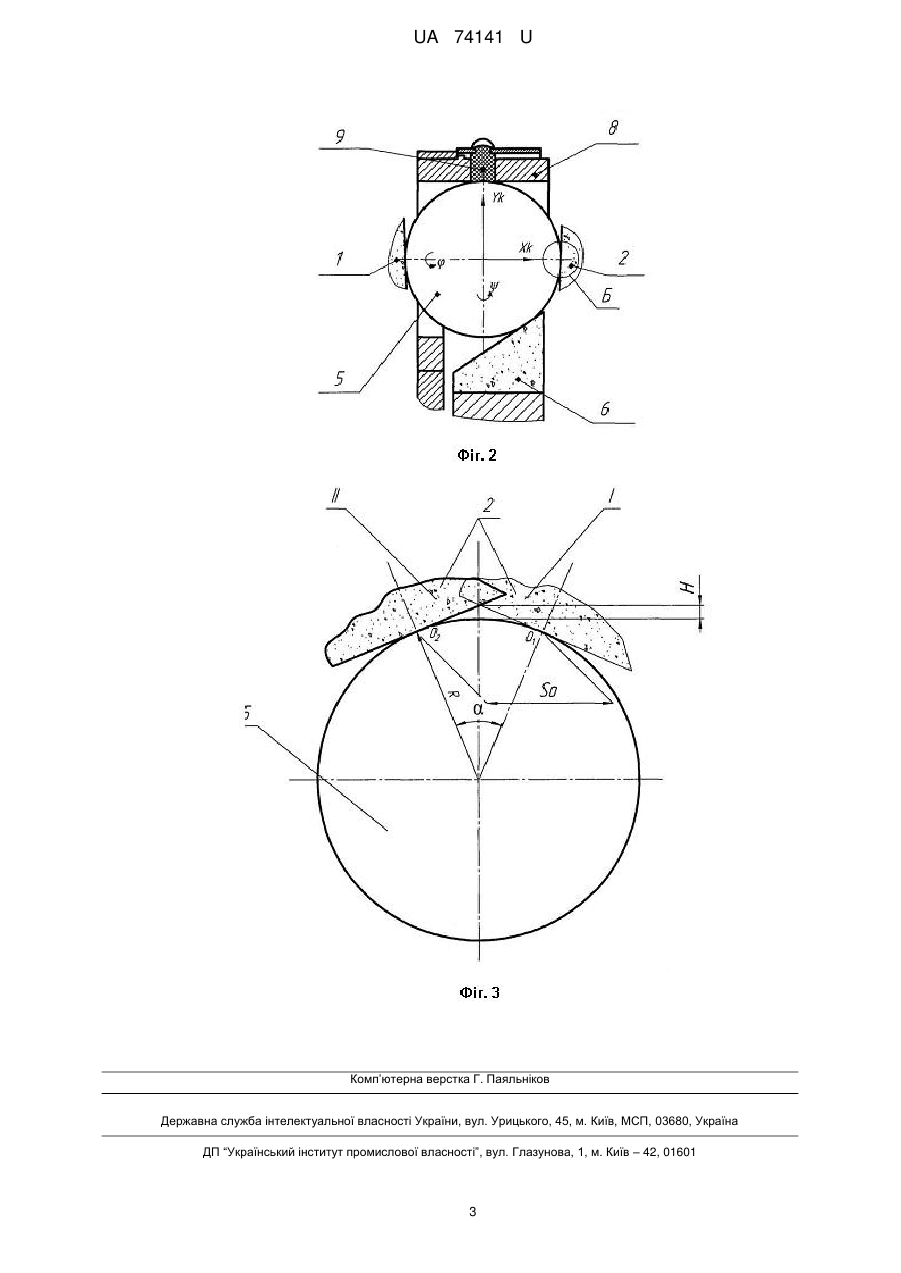
Реферат: UA 74141 U UA 74141 U 5 10 15 20 25 Корисна модель належить до абразивної обробки і може бути використана у підшипниковій, автотракторній, авіаційній промисловості при фінішній обробці деталей типу куля. Відомим є спосіб безцентрового шліфування сферичної поверхні за допомогою спеціального пристрою, який складається з шліфувального круга, опорного ножа та ведучого круга, на робочій поверхні якого виконана гвинтова канавка з постійним профілем западини, по якій в процесі обробки переміщуються кульки, а гвинтова канавка виконана з неперервною зміною положення бісектриси кута нахилу западини відносно осі обертання ведучого круга (а. с. 1158330, СРСР МКИ В 24 В 11/02). Недоліками даного способу є жорсткий зв'язок двох складових у швидкості обертання кульки в процесі обробки та можливість застосування даного способу лише для фінішної обробки. Прототипом даної моделі є спосіб безцентрового шліфування сферичних поверхонь торцем абразивного круга, вісь обертання якого схрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, де переміщення центрів кульок відбувається по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, за яку використано рухомий опорний диск і на якій виконано скіс в напрямку ведучого круга Шліфувальний та ведучий круги мають дзеркальні профілі, які забезпечують переміщення центру кульки в одній площині, перпендикулярній осі обертання барабана, причому на виході сфер із зони обробки на торцях кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворюючі ділянки, розташовані на відстані діаметра вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску (Патент №10545 (Україна), кл. В 24 В 11/02, 2005). Недоліком даного способу є те, що він враховує тільки процес формоутворення і не описує значення кінцевої шорсткості на калібруючій ділянці. Задача корисної моделі - підвищення точності та продуктивності обробки сферичних поверхонь. А також можливість задавати кінцеву шорсткість кульки, що має на меті зменшення витратності виробництва. Тобто за рахунок залежності величини подачі від висоти мікронерівностей ми маємо змогу контролювати процес отримання відповідного значення точності. Для цього здійснюють розрахунок за наступним виразом: R , (1) So R 2arcros R H 30 35 40 45 50 55 де So - подача точки контакту круга з виробом на стрічку по дузі, мм/об; R - радіус кульки, мм; Н - висота мікронерівностей, мм. На фіг. 1 зображено схему обробки кульки. На фіг.2 показано переріз А-А. На фіг. 3 зображена збільшена виноска Б. На фігурах 1, 2, 3: 1 - ведучий круг, 2 - шліфувальний круг, 3 - профіль шліфувального круга, 4 - отвір барабана подач, 5 - кулька, 6 опорна поверхня, 7 - дуга переміщення кульки, 8 подавальний барабан, 9 - пружина. На фіг. 1: Xvk, Yvk, Zvk, Xsk, Ysk, Zsk, Xb, Yb, Zb - осі координат ведучого та шліфувального кругів, барабана подач відповідно. Θi, Θb - кути поворотів барабана та абразивних кругів відповідно, Rb - радіус дуги кола. На фіг. 2: Xk, Yk горизонтальна та вертикальна осі обертання кульки, φ та ψ - кути повороту кульки навколо осей Xk, Yk. На фіг. 3: І - початкове положення інструменту, II - кінцеве положення інструменту; R радіус кульки, Η - висота мікронерівностей, О1, О2 - точки, що відповідають положенню центру інструменту, S0 - подача точки контакту круга з виробом на стрічку, α - кут повороту кульки. Розглянемо фіг. 1, на якій зображено схему обробки кульки на верстаті. Установка складається з подавального барабана 8, в отворах 4 якого розміщуються кульки 5, ведучого 1 та шліфувального 5 кругів, опорної поверхні 6. Шліфування здійснюється профілем 3 шліфувального круга 2. Під час обробки кулька 5 переміщується по дузі кола 7 радіусом Rb. На фіг. 2 зображено обертання кульки навколо власних осей Xk, Yk на кути φ та ψ відповідно, що викликане обертанням ведучого круга 1 та опорної поверхні 6. Завдяки скосу опорної поверхні 6 в напрямку ведучого круга 1 забезпечується притиск кульок до опорної поверхні, який керується за допомогою пружини 9. Тим самим досягається базування кульки незалежно від контакту з шліфувальним кругом. Завдяки обертанню кульки на кути φ та ψ (фіг. 2) точка контакту поверхні кульки та шліфувального круга 2 здійснює переміщення на кут α (фіг. 3). Тим самим здійснюється обробка поверхні між точками О1 та О2 на радіусі R, що дорівнює величині подачі точки контакту круга з виробом на стрічку So. При цьому на поверхні кульки залишаються мікронерівності висотою Н. Висота мікронерівностей Η фактично є параметром шорсткості оброблювальної поверхні. На практиці часто вирішується задача знаходження подачі на стрічку So для шліфування поверхні 1 UA 74141 U із витримкою вимог по заданій шорсткості. З метою підвищення продуктивності обробки і постійності заданого значення шорсткості, подача на стрічку So визначається з виразу (1). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб безцентрового шліфування сферичних поверхонь торцем абразивного круга, вісь обертання якого схрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, переміщення центрів кульок відбувається по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій виконано скіс в напрямку ведучого круга, а шліфувальний та ведучий круги мають дзеркальні профілі, які забезпечують переміщення центру кульки в одній площині, перпендикулярній осі обертання барабана, причому на виході сфер із зони обробки на торцях кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворюючі ділянки, розташовані на відстані діаметра вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску, який відрізняється тим, що на калібруючій ділянці шліфувального круга шляхом узгодження обертань ведучого круга та рухомого опорного диска досягається можливість регулювання параметра точності вихідної поверхні кульки, тобто подачу на стрічку вибирають в залежності від потрібної шорсткості та визначають з виразу: R So R 2arcros , R H 20 де So - подача точки контакту круга з виробом на стрічку по дузі, мм/об; R - радіус кульки, мм; Н - висота мікронерівностей, мм. 2 UA 74141 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centerless grinding spherical surfaces
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Nasachevskyi Oleksandr Mykhailovych
Назва патенту російськоюСпособ бесцентрового шлифования сферических поверхностей
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Насачевский Александр Михайлович
МПК / Мітки
МПК: B24B 11/00
Мітки: поверхонь, спосіб, безцентрового, шліфування, сферичних
Код посилання
<a href="https://ua.patents.su/5-74141-sposib-bezcentrovogo-shlifuvannya-sferichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб безцентрового шліфування сферичних поверхонь</a>
Спосіб безцентрового шліфування сферичних поверхонь

Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Сластьоненко Олена Сергіївна, Кальченко Володимир Віталійович
МПК: B24B 11/00
Мітки: сферичних, шліфування, поверхонь, безцентрового, спосіб
Формула / Реферат:
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Шам Максим Костянтинович
МПК: B24B 5/00
Мітки: спосіб, безцентрового, шліфування, поверхонь, циліндричних, поздовжного
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Олійник Валерій Петрович, Петраков Юрій Володимирович, Саєд Мортеза Хашемінежад, Субін Анатолій Анатолійович
МПК: B24B 1/00
Мітки: спосіб, шліфування, сферичних, поверхонь, торцевих
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Пристрій для шліфування сферичних поверхонь

Номер патенту: 58955
Опубліковано: 26.04.2011
Автори: Білик Стефанія Григорівна, Гевко Ігор Богданович, Квас Мирон Іванович, Івасечко Роман Романович
МПК: B24B 11/00
Мітки: поверхонь, сферичних, шліфування, пристрій
Формула / Реферат:
Пристрій для шліфування сферичних поверхонь, який містить приводний диск, який обертається з можливістю горизонтального і вертикального переміщення, привід, підпружинений плунжер, кульки, який відрізняється тим, що пристрій містить корпус, зверху до якого жорстко встановлений бункер з кульками, а знизу бункера виконано вікно для їх подачі в циліндр подавального механізму, який розміщений горизонтально і внутрішній отвір якого є у взаємодії з...
Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей
Номер патенту: 14243
Опубліковано: 15.05.2006
Автори: Родіонов Дмитро Володимирович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: деталей, циліндричних, безцентрового, поверхонь, шліфування, зовнішніх, підтримуючий, поздовжного, верстата
Формула / Реферат:
1. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей, що містить ділянку, де базується заготовка в процесі чорнового шліфування, яка спрягається з калібруючою ділянкою, де закінчується формоутворення деталі, який відрізняється тим, що в поздовжньому напрямку базова поверхня має похилу прямолінійну або криволінійну твірну на ділянці для чорнового шліфування, спряжену з прямолінійною...
Попередній патент: Спосіб елктрошлакового наплавлення
Наступний патент: Спосіб діагностики порушення моторно-евакуаторної функції кишечнику
Випадковий патент: Система калібрів для прокатки кутових профілів