Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі

Формула / Реферат
1. Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі, який відрізняється тим, що напрямок прокачування робочої рідини в торцевому зазорі періодично змінюють.
2. Спосіб за п. 1, який відрізняється тим, що частоту ![]() зміни напрямку прокачування робочої рідини в торцевому зазорі вибирають із умови
зміни напрямку прокачування робочої рідини в торцевому зазорі вибирають із умови
![]() , Гц
, Гц
де ![]() - продуктивність обробки, мм3/хв;
- продуктивність обробки, мм3/хв;
![]() - середній об'єм торцевого зазору, мм3;
- середній об'єм торцевого зазору, мм3;
![]() - зовнішній діаметр валка, мм;
- зовнішній діаметр валка, мм;
![]() - внутрішній діаметр валка, мм;
- внутрішній діаметр валка, мм;
![]() - середнє значення торцевого зазору, мм.
- середнє значення торцевого зазору, мм.
Текст
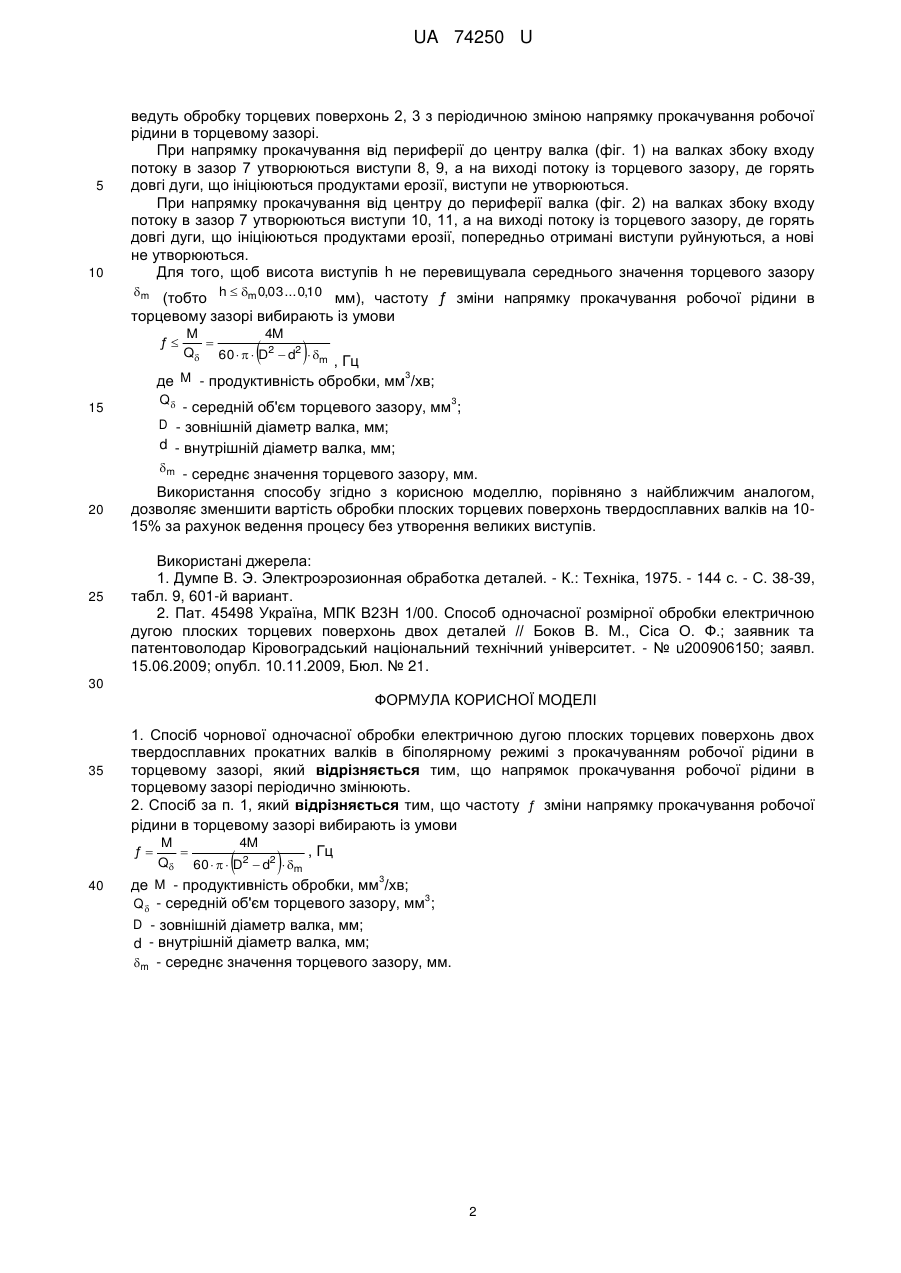
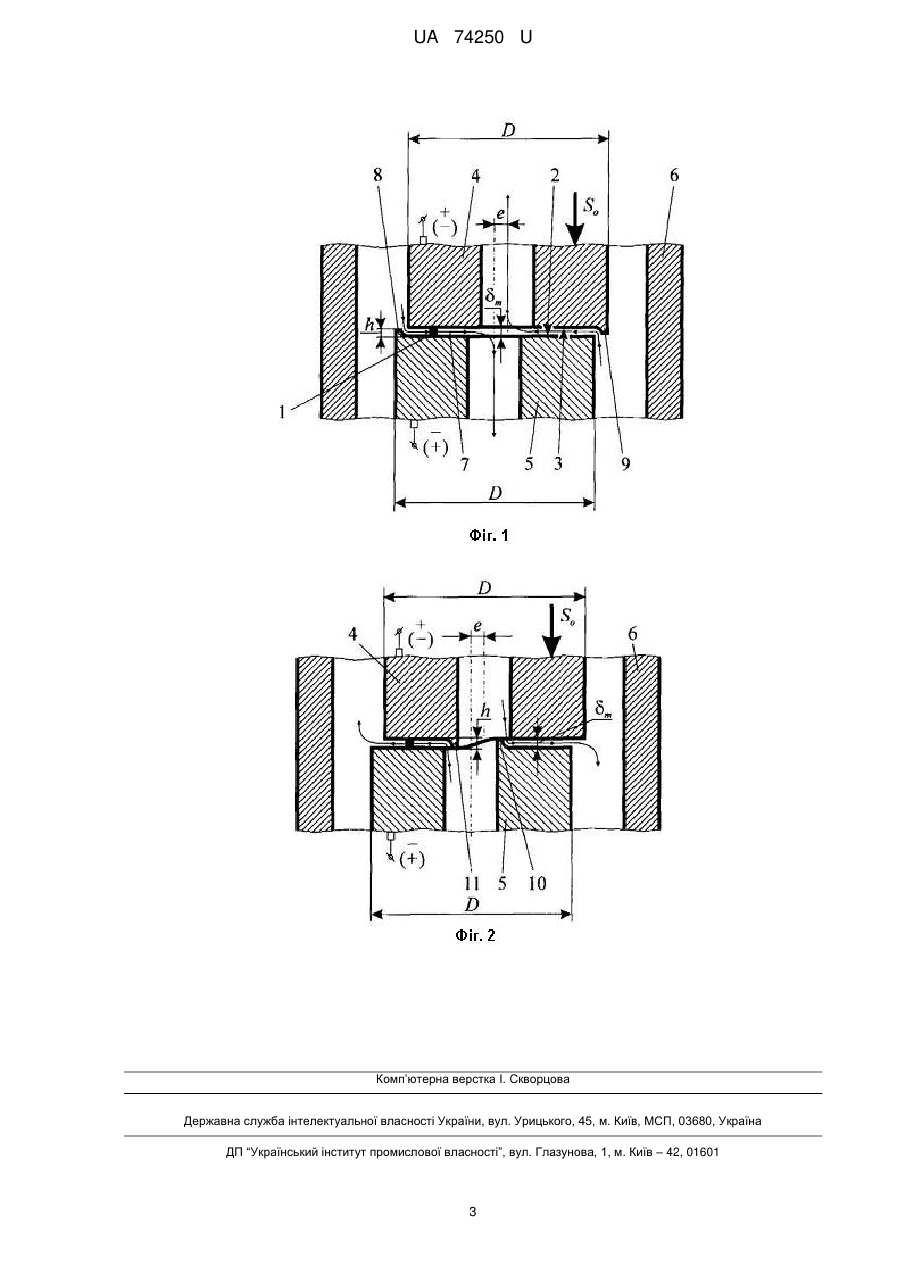
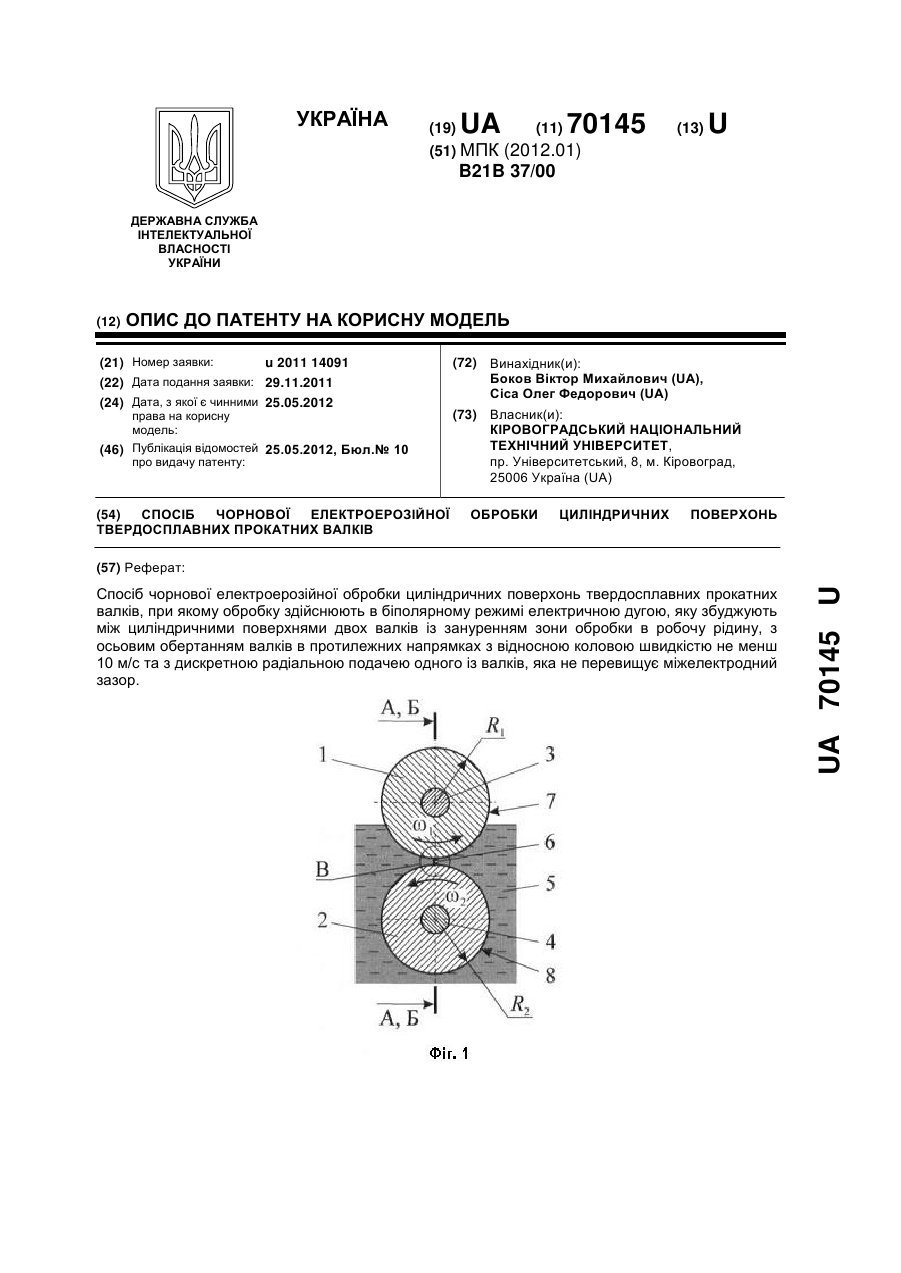
Реферат: Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі включає періодичну зміну напрямку прокачування робочої рідини в торцевому зазорі. UA 74250 U (54) СПОСІБ ЧОРНОВОЇ ОДНОЧАСНОЇ ОБРОБКИ ЕЛЕКТРИЧНОЮ ДУГОЮ ПЛОСКИХ ТОРЦЕВИХ ПОВЕРХОНЬ ДВОХ ТВЕРДОСПЛАВНИХ ПРОКАТНИХ ВАЛКІВ В БІПОЛЯРНОМУ РЕЖИМІ З ПРОКАЧУВАННЯМ РОБОЧОЇ РІДИНИ В ТОРЦЕВОМУ ЗАЗОРІ UA 74250 U UA 74250 U 5 10 15 20 25 30 35 40 Корисна модель належить до області електроерозійної обробки і може бути використана в машинобудуванні як високопродуктивний спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків для зняття великих припусків. Відомі аналогічні способи електроерозійної обробки, які можуть бути використані для обробки плоских торцевих поверхонь твердосплавних валків [1], де обробку здійснюють в уніполярному режимі імпульсним електричним розрядом, який збуджують між електродомінструментом та електродом-заготівкою (валком). Недоліком даних способів є низька продуктивність обробки, що пов'язана з дискретним підведенням енергії в зону обробки (обробка з паузами), а також з неефективним використанням енергії (суттєва частка енергії витрачається на руйнування графітового електрода-інструмента, а не на обробку валка). Відомий спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі [2]. Напрямок прокачування - від периферії до центра валка. Біполярний режим забезпечує рівномірне за об'ємом знімання припуску з обох валків. Даний спосіб має значно більшу продуктивність обробки, так як процес здійснюється з безперервним підведенням енергії в зону обробки (без пауз). Крім того, енергія, що підводиться, ефективно використовується для одночасної обробки двох валків без застосування графітового електродаінструмента. Однак, відомий спосіб не гарантує обробку всієї торцевої поверхні кожного валка, навіть якщо валки мають однакові розміри цієї поверхні. Так, при позиціонуванні заготовок валків перед обробкою їх осьове зміщення на декілька десятих часток міліметра призводить до не обробки периферійної частини обох валків, що проявляється в утворенні гострих виступів, які мають висоту припуску на обробку (звичайно від 5 до 20 мм). Дані виступи потребують додаткової механічної обробки, що підвищує вартість валків. Крім того, дані виступи створюють асиметричність гідравлічного опору у прокачуванні робочої рідини крізь торцевий зазор, внаслідок чого форма торцевої поверхні валка асиметрично викривляється. Це змушує підвищувати припуск на подальшу чистову низькопродуктивну обробку торцевих поверхонь валків, що також не доцільно. Більш того, якщо зовнішні діаметри заготовок валків відрізняються на 1-2 мм, що звичайно допустимо, виступи, що утворюються, є більш жорсткими і потребують додаткового застосування низькопродуктивного чорнового алмазного шліфування, що негативно відбивається на вартості валків. Задачею корисної моделі є зменшення вартості обробки плоских торцевих поверхонь валків за рахунок ведення процесу без утворення великих виступів. Поставлена задача вирішується у способі чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі за рахунок того, що напрямок прокачування робочої рідини в торцевому зазорі періодично змінюють. Крім того, частоту ƒ зміни напрямку прокачування робочої рідини в торцевому зазорі вибирають із умови M 4M Q 60 D2 d2 m , Гц M - продуктивність обробки, мм3/хв; де Q ƒ 45 3 - середній об'єм торцевого зазору, мм ; D - зовнішній діаметр валка, мм; d - внутрішній діаметр валка, мм; m 50 55 - середнє значення торцевого зазору, мм. На приведених фігурах схематично показані фази реалізації способу, що пропонується: фіг. 1 - фаза, що відповідає зворотному напрямку прокачування робочої рідини крізь торцевий зазор (від периферії до центру валка); фіг. 2 - фаза, що відповідає прямому напрямку прокачування робочої рідини крізь торцевий зазор (від центра до периферії валка). Для чорнової одночасної обробки електричною дугою 1 плоских торцевих поверхонь 2, 3 двох однакових за розмірами твердосплавних прокатних валків 4, 5 способом, що пропонується (фіг. 1, 2), нижній валок нерухомо закріплюють на столі верстата (на схемах не показано), а верхній - на шпинделі верстата (на схемах не показано). Точність встановлення валків характеризується ексцентриситетом e, який може складати 1-2 мм. Зону обробки обмежують герметичною камерою 6. Далі вмикають електродвигун насоса подачі робочої рідини в міжелектродний торцевий зазор 7 під технологічним тиском, технологічний біполярний струм і 1 UA 74250 U 5 10 ведуть обробку торцевих поверхонь 2, 3 з періодичною зміною напрямку прокачування робочої рідини в торцевому зазорі. При напрямку прокачування від периферії до центру валка (фіг. 1) на валках збоку входу потоку в зазор 7 утворюються виступи 8, 9, а на виході потоку із торцевого зазору, де горять довгі дуги, що ініціюються продуктами ерозії, виступи не утворюються. При напрямку прокачування від центру до периферії валка (фіг. 2) на валках збоку входу потоку в зазор 7 утворюються виступи 10, 11, а на виході потоку із торцевого зазору, де горять довгі дуги, що ініціюються продуктами ерозії, попередньо отримані виступи руйнуються, а нові не утворюються. Для того, щоб висота виступів h не перевищувала середнього значення торцевого зазору m (тобто h m 0,03 ... 0,10 мм), частоту ƒ зміни напрямку прокачування робочої рідини в торцевому зазорі вибирають із умови M 4M Q 60 D2 d2 m , Гц 3 де M - продуктивність обробки, мм /хв; Q ƒ 3 - середній об'єм торцевого зазору, мм ; D - зовнішній діаметр валка, мм; d - внутрішній діаметр валка, мм; 15 m 20 25 - середнє значення торцевого зазору, мм. Використання способу згідно з корисною моделлю, порівняно з найближчим аналогом, дозволяє зменшити вартість обробки плоских торцевих поверхонь твердосплавних валків на 1015% за рахунок ведення процесу без утворення великих виступів. Використані джерела: 1. Думпе В. Э. Электроэрозионная обработка деталей. - К.: Техніка, 1975. - 144 с. - С. 38-39, табл. 9, 601-й вариант. 2. Пат. 45498 Україна, МПК В23Н 1/00. Способ одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей // Боков В. М., Сіса О. Ф.; заявник та патентоволодар Кіровоградський національний технічний університет. - № u200906150; заявл. 15.06.2009; опубл. 10.11.2009, Бюл. № 21. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 1. Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі, який відрізняється тим, що напрямок прокачування робочої рідини в торцевому зазорі періодично змінюють. 2. Спосіб за п. 1, який відрізняється тим, що частоту ƒ зміни напрямку прокачування робочої рідини в торцевому зазорі вибирають із умови M 4M , Гц Q 60 D2 d2 m 3 де M - продуктивність обробки, мм /хв; 3 Q - середній об'єм торцевого зазору, мм ; ƒ 40 D - зовнішній діаметр валка, мм; d - внутрішній діаметр валка, мм; m - середнє значення торцевого зазору, мм. 2 UA 74250 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAmethod of simultaneous processing by electric arc of flat end surfaces of two carbide rolls in bipolar mode with pumping fluid in end gap
Автори англійськоюBokov Viktor Myhailovych, Sisa Oleh Fedorovych
Назва патенту російськоюСпособ черновой одновременной обработки электрической дугой плоских торцевых поверхностей двух твердосплавных прокатных валков в биполярном режиме с прокачкой рабочей жидкости в торцевом зазоре
Автори російськоюБоков Виктор Михайлович, Сиса Олег Федорович
МПК / Мітки
МПК: B23H 9/04
Мітки: рідини, твердосплавних, торцевому, двох, дугою, одночасної, робочої, режимі, прокатних, чорнової, зазорі, поверхонь, плоских, електричною, торцевих, обробки, спосіб, валків, прокачуванням, біполярному
Код посилання
<a href="https://ua.patents.su/5-74250-sposib-chornovo-odnochasno-obrobki-elektrichnoyu-dugoyu-ploskikh-torcevikh-poverkhon-dvokh-tverdosplavnikh-prokatnikh-valkiv-v-bipolyarnomu-rezhimi-z-prokachuvannyam-robocho-ridini.html" target="_blank" rel="follow" title="База патентів України">Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі</a>
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: одночасної, спосіб, розмірної, поверхонь, електричною, деталей, дугою, плоских, двох, обробки, торцевих
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку
Номер патенту: 48189
Опубліковано: 10.03.2010
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: деталей, дугою, розмірної, одночасної, спосіб, торцевих, різними, припусками, електричною, обробку, двох, поверхонь, обробки, плоских
Формула / Реферат:
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: спосіб, поверхонь, розмірної, торцевих, плоских, обробки, електричною, деталей, кільцевих, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків
Номер патенту: 70145
Опубліковано: 25.05.2012
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B21B 37/00
Мітки: обробки, прокатних, поверхонь, електроерозійної, чорнової, твердосплавних, спосіб, валків, циліндричних
Формула / Реферат:
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не...
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу

Номер патенту: 19947
Опубліковано: 15.01.2007
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, електричною, рельєфу, дугою, розмірної, обробки, торцевих, складного, поверхонь
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, а обробку здійснюють двошаровим електродом-інструментом, причому торцеву поверхню внутрішнього шару виконують еквідистантною поверхні виробу, в той же час як торцеву робочу поверхню зовнішнього шару – еквідистантною поверхні заготовки, а шар...
Попередній патент: Спосіб діагностування трибосполучень двигуна внутрішнього згорання, які працюють в режимі гідродинамічного мащення
Наступний патент: Пристрій ранньої ідентифікації типу ожеледо-паморозевих відкладень на проводах повітряних ліній електропередачі
Випадковий патент: Система для супроводження рухомих об'єктів з використанням сигналів глобальної супутникової системи радіонавігації