Шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей
Номер патенту: 74492
Опубліковано: 25.10.2012

Формула / Реферат
1. Шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей, що має верхню і бічні стінки, які утворять внутрішню порожнину заданої форми, й елементи кріплення, який відрізняється тим, що додатково містить нижню стінку, центрувальні елементи та вбудовану нагрівальну станцію з підведенням теплоносія у внутрішню порожнину шаблону.
2. Шаблон для виготовлення футерівки сухими вогнетривкими сумішами за п. 1, який відрізняється тим, що в нижній стінці шаблону виконані технологічні отвори.
3. Шаблон для виготовлення футерівки сухими вогнетривкими сумішами за п. 1, який відрізняється тим, що зовнішня поверхня бічних стінок покрита шаром вапняного молочка або графітової емульсії.
Текст
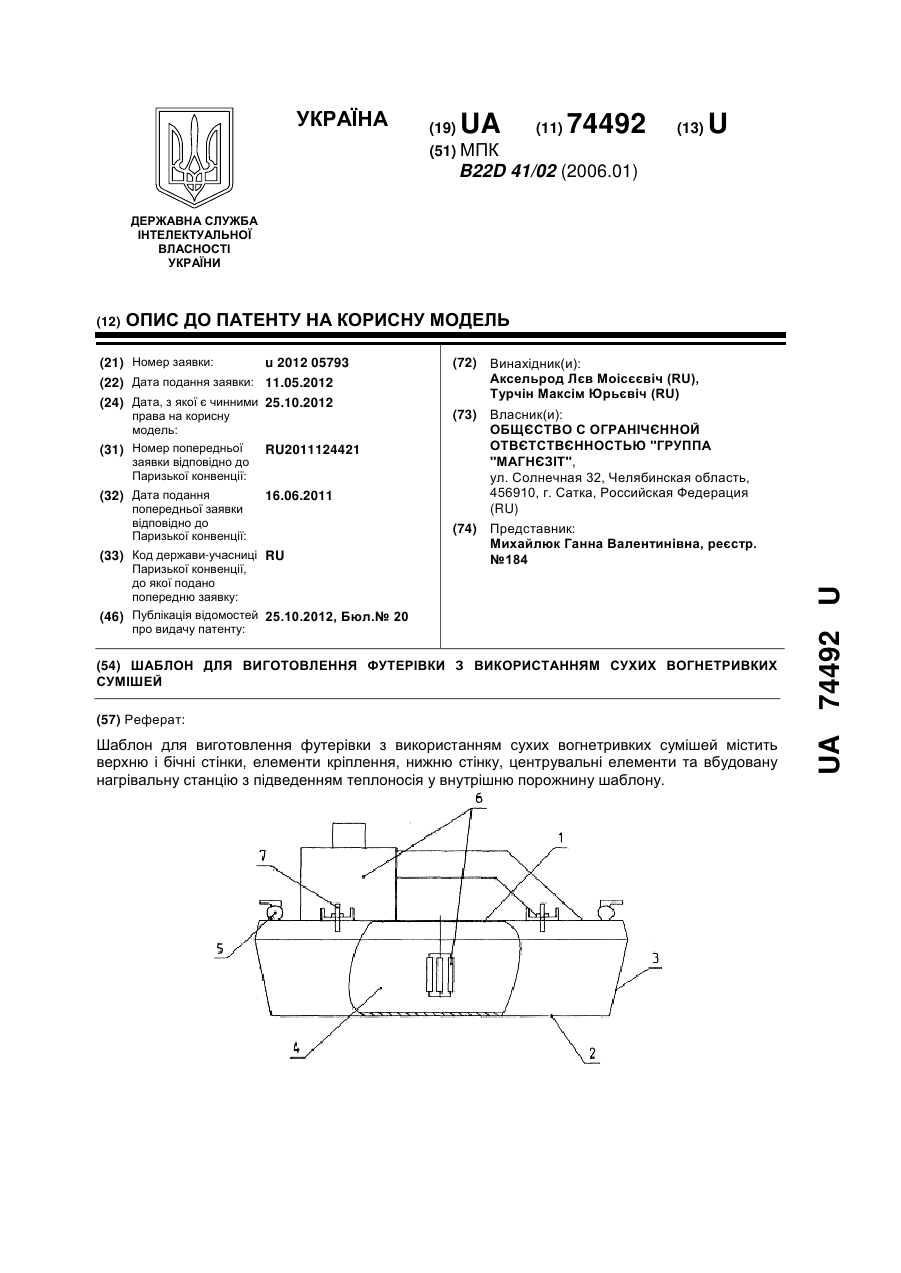
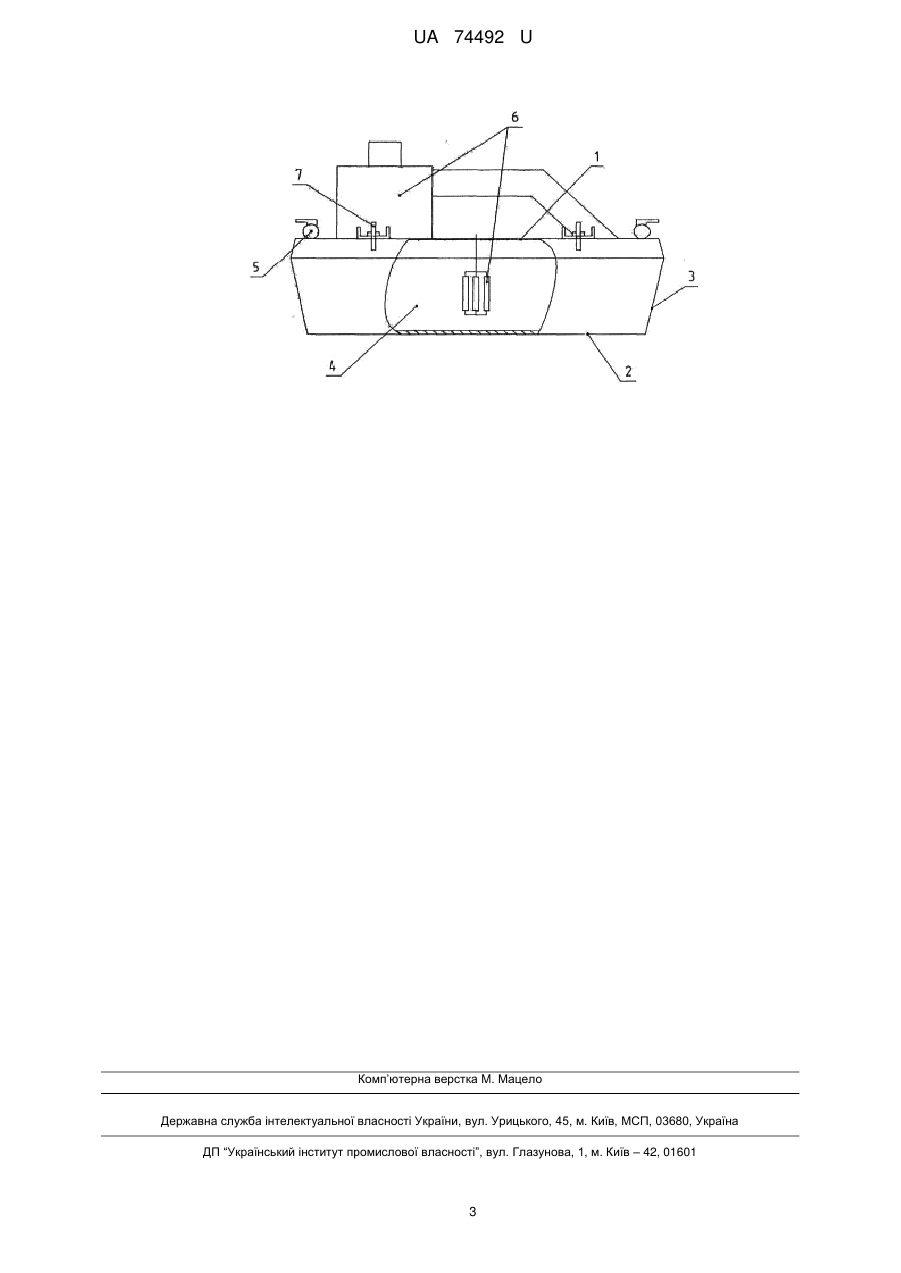
Реферат: Шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей містить верхню і бічні стінки, елементи кріплення, нижню стінку, центрувальні елементи та вбудовану нагрівальну станцію з підведенням теплоносія у внутрішню порожнину шаблону. UA 74492 U (12) UA 74492 U UA 74492 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана для виготовлення футерівок металургійних агрегатів, переважно проміжних ковшів, сухими вогнетривкими сумішами. Відома установка для виготовлення монолітної футерівки металургійних ємностей, що містить шаблон і вузол готування і подачі вогнетривких мас, причому шаблон розміщений у ковші в підвішеному стані за допомогою кронштейнів і амортизаторів на відстані товщини футерівки від його стінок і днища, у днище шаблону вмонтовані пневмоклапани (UA 60615 від 14.01.2003 р., МПК B22D 41/02). Також відомий шаблон для формування монолітних футерівок проміжних ковшів, що містить корпус з нижньою основою і вібратори, причому корпус у верхній частині містить кріпильні вузли з амортизаторами, нижня основа з вмонтованими в неї пневмоклапанами виконана як єдине ціле зі стінками корпусу, а вібратори спрямованих коливань установлені на опорах нижньої основи симетрично до поперечної осі шаблону (UA 30828 від 03.12.2007 р., МПК B22D 41/00). У відомих конструкціях установлені вібратори, що створюють спрямовані коливання уздовж шаблону, це призводить до розфракціонування сухої суміші, що збільшує пористість робочого шару футерівки і знижує її стійкість. Відомі технічні рішення не призначені для виготовлення футерівки із сухих сумішей, оскільки за умов вібрації відбувається розпушення верхнього шару, а так само має місце переміщення дрібнодисперсних часток у верхню частину віброваного шару, явище "спливання", і нижні шари футерівки з утратою тонкодисперсного компонента втрачають міцнісні характеристики в період тужавіння маси. Відсутність нагрівальних елементів вимагає додаткових операцій по сушінню і нагріванню металургійних ємностей - спеціалізованих стендів. Найбільш близьким аналогом є шаблон (форма) для проміжного розливального пристрою з розмірами, що дозволяють помістити її в проміжний розливальний пристрій з вогнетривкою футерівкою. Шаблон має верхню стінку, форма якої, в основному, збігається з внутрішньою порожниною проміжного пристрою, і бічні стінки, що відходять від неї вниз, і нижній торець (крайку). Верхня і бічна стінки шаблону утворюють внутрішню камеру. Бічна стінка шаблону і вогнетривка футерівка, розміщена з внутрішньої сторони металевого корпусу проміжного пристрою, утворюють проміжок, що проходить навколо шаблону. Конфігурація шаблону забезпечує у верхній частині порожнини більш широкий проміжок між бічною стінкою шаблону і вогнетривкою футерівкою проміжного пристрою, ніж проміжок у нижній частині порожнини. Крізь верхню стінку шаблону проходить канал для передачі теплоносія для нагрівання внутрішньої камери шаблону (US 7,611,666 від 07.02.2008 р., МПК С21С 5/44). Недоліком даного пристрою є необхідність використання додаткового устаткування для одержання власне теплоносія, що подається через згаданий канал і нагріває внутрішню камеру шаблону, тому що нагрівальні елементи не вмонтовані в конструкцію пристрою. Нижня стінка виконана у вигляді крайки, що призводить до ушкодження футерівки днища проміжного ковша під час витягнення форми. Крім того, відомий пристрій не має напрямних для фіксованого центрування шаблону в ковші. В основу корисної моделі поставлена задача створення автономного устаткування для виготовлення якісного робочого шару футерівки проміжного пристрою. Поставлена задача вирішується тим, що шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей, що має верхню і бічні стінки, які утворюють внутрішню порожнину заданої форми й елементи кріплення, відповідно до пропонованої корисної моделі, додатково містить нижню стінку, центрувальні елементи і нагрівальну станцію з підведенням тепла у внутрішню порожнину шаблону, з організацією розподілу теплоносія у внутрішньому об'ємі шаблону. Основні геометричні параметри, включаючи розміри шаблону, визначені формою і розмірами проміжного розливального пристрою (ковша) і конструкцією вогнетривкої футерівки, розміщеної на внутрішній поверхні металевого корпусу проміжного ковша, таким чином, що шаблон повторює профіль проміжного ковша. У нижній стінці шаблону виконані технологічні отвори, що враховують конструкцію і конфігурацію конкретного розливального пристрою. Наприклад, отвору для сталевипускних каналів і металоприймача (відбійника для струменя металу, що падає зі сталерозливального ковша). Центрувальні елементи призначені для центрування шаблону відносно футерівки з внутрішньої бічної поверхні проміжного ковша і являють собою закріплені у верхній частині шаблону металеві планки (вушка) з напрямними стрижнями. Шаблон центрується таким чином, щоб при його установці в проміжний ківш утворився проміжок заданої товщини по всій висоті проміжного ковша й уздовж футерівки бічної стінки на всьому периметрі. 1 UA 74492 U 5 10 15 20 25 30 35 40 Нагрівальна станція може бути розміщена на верхній стінці шаблону. Для рівномірного розподілу і циркуляції розігрітого повітря (теплоносія) у внутрішній ємності шаблону нагрівальна станція має двигун і вентилятор, що може бути розташований також на верхній стінці шаблону або інтегрований усередину шаблону. Корисна модель пояснюється на кресленні, де показаний шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей, що має верхню 1, нижню 2 і бічні стінки 3, що утворюють внутрішню порожнину заданої форми 4, і елементи кріплення 5, а також розміщену на верхній стінці нагрівальну станцію 6 з підведенням теплоносія (газоподібного) у внутрішню порожнину шаблону і центрувальні елементи 7. За необхідності зовнішня (робоча) поверхня шаблону може бути покрита, наприклад, шаром вапняного молочка або графітової емульсії. Нанесення по всій металевій робочій поверхні тонкого рівномірного шару покриття призначено для зниження адгезії спеченої сухої суміші до поверхні шаблону, що дозволяє видаляти шаблон без ушкодження футерівки. Пропонованою конструкцією шаблону забезпечується швидке і рівномірне нагрівання робочого шару до температури, необхідної для сушіння згаданого робочого шару. За умов правильної експлуатації термін служби шаблону не обмежений. Шаблон не вимагає ні запасних частин, ані спеціального устаткування для обслуговування. Основний елемент системи нагрівання нагрівальна станція, встановлена, наприклад, на верхній стінці. Час нагрівання і сушіння робочого шару залежить від розміру проміжного пристрою і складає від 30 до 90 хвилин. Після короткої фази остигання, приблизно 45 хвилин, шаблон витягується. Приклад виготовлення робочої вогнетривкої футерівки проміжного ковша з використанням сухих сумішей. Футерівка днища виробляється попередньо шляхом формування рівномірного шару маси на арматурній футерівці днища проміжного ковша. Після цього в проміжний ківш установлюється металевий шаблон, що повторює профіль ковша. Шаблон центрується таким чином, щоб проміжок між арматурною футерівкою ковша та шаблоном відповідав товщині робочого шару проміжного ковша, 40-100 мм. Простір між шаблоном і футерівкою проміжного ковша заповнюється сухою сумішшю. Спікання і набирання міцності засипаного шару відбувається під впливом тепла від газоподібного теплоносія. Розігрів вогнетривкого матеріалу здійснюється в автоматичному режимі крізь стінку шаблону до температури ~280 °C з наступною витримкою протягом 1 години й охолодженням. Нагрівання внутрішньої камери шаблону до визначеної температури забезпечує рівномірне спікання сухої вогнетривкої суміші по висоті футерівки, при цьому забезпечується достатнє зміцнення робочої зони футерівки і надійність експлуатації футерівки проміжного ковша в період розливання сталі на МБЛЗ. Упроваджена технологія виготовлення робочої футерівки проміжних ковшів з використанням сухих вогнетривких сумішей дозволяє поліпшити основні техніко-економічні показники процесу розливання сталі - знизити питомі витрати на вогнетривкі матеріали й енергоресурси, що використовуються для сушіння і розігріву робочої футерівки, скоротити час циклу підготовки проміжних ковшів до розливання. Створена технологія дозволяє не тільки істотно збільшити технологічність операцій виготовлення робочої футерівки проміжних ковшів, але і забезпечити умови для поліпшення якості безперервної заготівки і забезпечити безаварійний режим роботи агрегату. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 1. Шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей, що має верхню і бічні стінки, які утворять внутрішню порожнину заданої форми, й елементи кріплення, який відрізняється тим, що додатково містить нижню стінку, центрувальні елементи та вбудовану нагрівальну станцію з підведенням теплоносія у внутрішню порожнину шаблону. 2. Шаблон для виготовлення футерівки сухими вогнетривкими сумішами за п. 1, який відрізняється тим, що в нижній стінці шаблону виконані технологічні отвори. 3. Шаблон для виготовлення футерівки сухими вогнетривкими сумішами за п. 1, який відрізняється тим, що зовнішня поверхня бічних стінок покрита шаром вапняного молочка або графітової емульсії. 2 UA 74492 U Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюTemplate for making lining using dry refractory mixtures
Автори англійськоюAkselrod Liev Moisieievich, Turchin Maksim Yurievich
Назва патенту російськоюШаблон для изготовления футеровки с использованием сухих огнеупорных смесей
Автори російськоюАксельрод Лев Моисеевич, Турчин Максим Юрьевич
МПК / Мітки
МПК: B22D 41/02
Мітки: сухих, футерівки, вогнетривких, використанням, сумішей, виготовлення, шаблон
Код посилання
<a href="https://ua.patents.su/5-74492-shablon-dlya-vigotovlennya-futerivki-z-vikoristannyam-sukhikh-vognetrivkikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Шаблон для виготовлення футерівки з використанням сухих вогнетривких сумішей</a>
Шаблон для виготовлення футерівки металургійних ковшів
Номер патенту: 53221
Опубліковано: 15.01.2003
Автори: Макшеєв Володимир Миколайович, Слівченко Анатолій Іванович, Тонконог Анатолій Олексійович, Учитель Лев Михайлович, Музирін Олександр Олегович, Несвіт Володимир Васильович, Сітало Олександр Олексійович, Івко Володимир Вікторович
МПК: B22D 41/02
Мітки: металургійних, виготовлення, футерівки, ковшів, шаблон
Формула / Реферат:
Шаблон для виготовлення футерівки металургійних ковшів, що містить установлені одна на одну і з’єднані між собою із зазором конусоподібні секції, верхня з яких виконана з вушками, пристрій для взаємного регулювання секцій і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що вушка виконані не виступаючими за зовнішню поверхню верхньої секції, а величина зазору між нижньою секцією та попередньою перевищує величину...
Установка для виготовлення монолітної футерівки металургійних ємкостей
Номер патенту: 60615
Опубліковано: 15.10.2003
Автори: Величенко Людмила Іванівна, Макшеєв Володимир Миколайович, Слівченко Анатолій Іванович, Пихтін Володимир Володимирович, Івко Володимир Вікторович, Тонконог Анатолій Олексійович, Гринюк Сергій Іванович, Учитель Лев Михайлович, Публіка Ганна Яківна
МПК: B22D 41/02
Мітки: ємкостей, виготовлення, установка, металургійних, монолітної, футерівки
Формула / Реферат:
Установка для виготовлення монолітної футерівки металургійних ємкостей, переважно ковшів, що має шаблон, розміщений у ковші, та вузли готування і подавання вогнетривких мас, яка відрізняється тим, що шаблон розміщено у ковші в підвішеному стані і закріплено через амортизатори на кронштейнах ковша на відстані товщини футерівки від його стінок і днища, причому у днище шаблона вмонтовані пневмоклапани, а вузол подавання вогнетривких мас і ківш...
Шаблон для виготовлення футеровки металургійних ковшів
Номер патенту: 692
Опубліковано: 15.11.2000
Автори: Учитель Лев Михайлович, Слівченко Анатолій Іванович, Зеленін Іван Матвійович, Музирін Олександр Олегович, Бродський Сергій Сергійович, Тарасенко Віталій Андрійович, Анісімов Леонід Олександрович
МПК: B22D 41/02
Мітки: ковшів, шаблон, виготовлення, футеровки, металургійних
Формула / Реферат:
Шаблон для виготовлення футеровки металургійних ковшів, що містить установлені одна на одну і з'єднані між собою конусоподібні секції, пристрій для їх взаємного регулювання і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що нижня опорна секція виконана у вигляді основи і контактуючого з нею за допомогою кульової опори плаваючого сегменту, а механізм їх з'єднання суміщений з механізмом регулювання положення...
Установка для піскометного набивання футерівки металургійних ковшів
Номер патенту: 65795
Опубліковано: 15.04.2004
Автори: Слівченко Анатолій Іванович, Гринюк Сергій Іванович, Івко Володимир Вікторович, Несвіт Володимир Васильович, Тонконог Анатолій Олексійович, Музирін Олександр Олегович, Єрмоленко Ганна Володимирівна
МПК: B22D 41/02, B22C 15/00
Мітки: металургійних, ковшів, піскометного, набивання, установка, футерівки
Формула / Реферат:
Установка для піскометного набивання футерівки металургійних ковшів, що містить піскометні головки з системою подавання вогнетривкої маси, встановлені на обертовій круговій рамі, і секційний шаблон на кульовій опорі, яка відрізняється тим, що вона додатково містить пристрій для захисту футерівки, виконаний у вигляді горизонтального диска з кільцевим елементом жорсткості, встановлений на монолітну футерівку із зазором відносно верхньої секції...
Спосіб виготовлення рівностійкої монолітної футерівки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 17.02.2003
Автори: Кренделев Василій Миколайович, Панченко Олександр Іванович, Король Леонід Наумович, Булат Володимир Олександрович, Казаков Сергій Сергійович, Кійко Генадій Васильович, Тонкушин Анатолій Федорович
МПК: B22D 41/02
Мітки: рівностійкої, ковшів, монолітної, футерівки, спосіб, виготовлення, сталерозливних
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Попередній патент: Устаткування для опоросу і утримання свиноматки з поросятами
Наступний патент: Спосіб діагностики порушень взаємодії функціональних систем організму
Випадковий патент: Портативний пристрій для безполуменевого нагрівання їжі