Установка для виготовлення ребристих труб
Номер патенту: 75151
Опубліковано: 26.11.2012
Автори: Белошапка Олександр Федорович, Багрій Петро Іванович, Пасинок Анатолій Опанасович, Письменний Євген Миколайович, Чернієнко Валерій Дмитрович, Романюк Валерій Степанович, Лобунець Микола Петрович, Великий Сергій Йосипович
Формула / Реферат
1. Установка для виготовлення ребристих труб, яка містить засіб для подання пластин у зону зварювання, пристрій для контактного рельєфного зварювання, засіб для подання та кріплення труби, яка відрізняється тим, що пристрій для контактного рельєфного зварювання виготовлений з можливістю приварення щонайменше двох пластин до протилежних граней труби, а засіб для подання та кріплення труби містить пристрій для покрокового подання труби у зону зварювання.
2. Установка за п. 1, яка відрізняється тим, що засіб для подання пластин у зону зварювання містить засіб для забезпечення одночасного проходження щонайменше двох пластин до протилежних граней труби.
3. Установка за п. 1, яка відрізняється тим, що пристрій для контактного рельєфного зварювання містить засіб для одночасної фіксації щонайменше двох пластин.
Текст
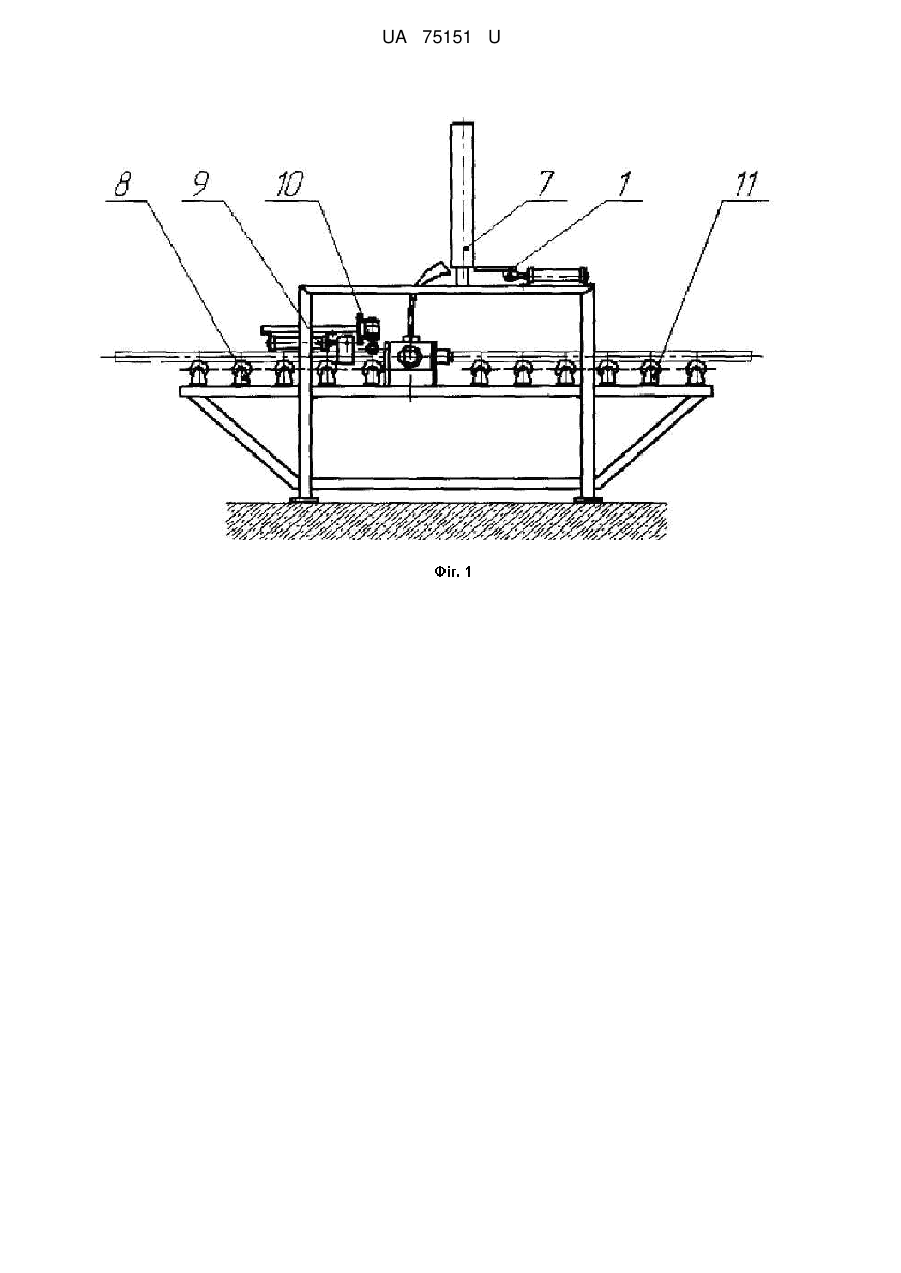
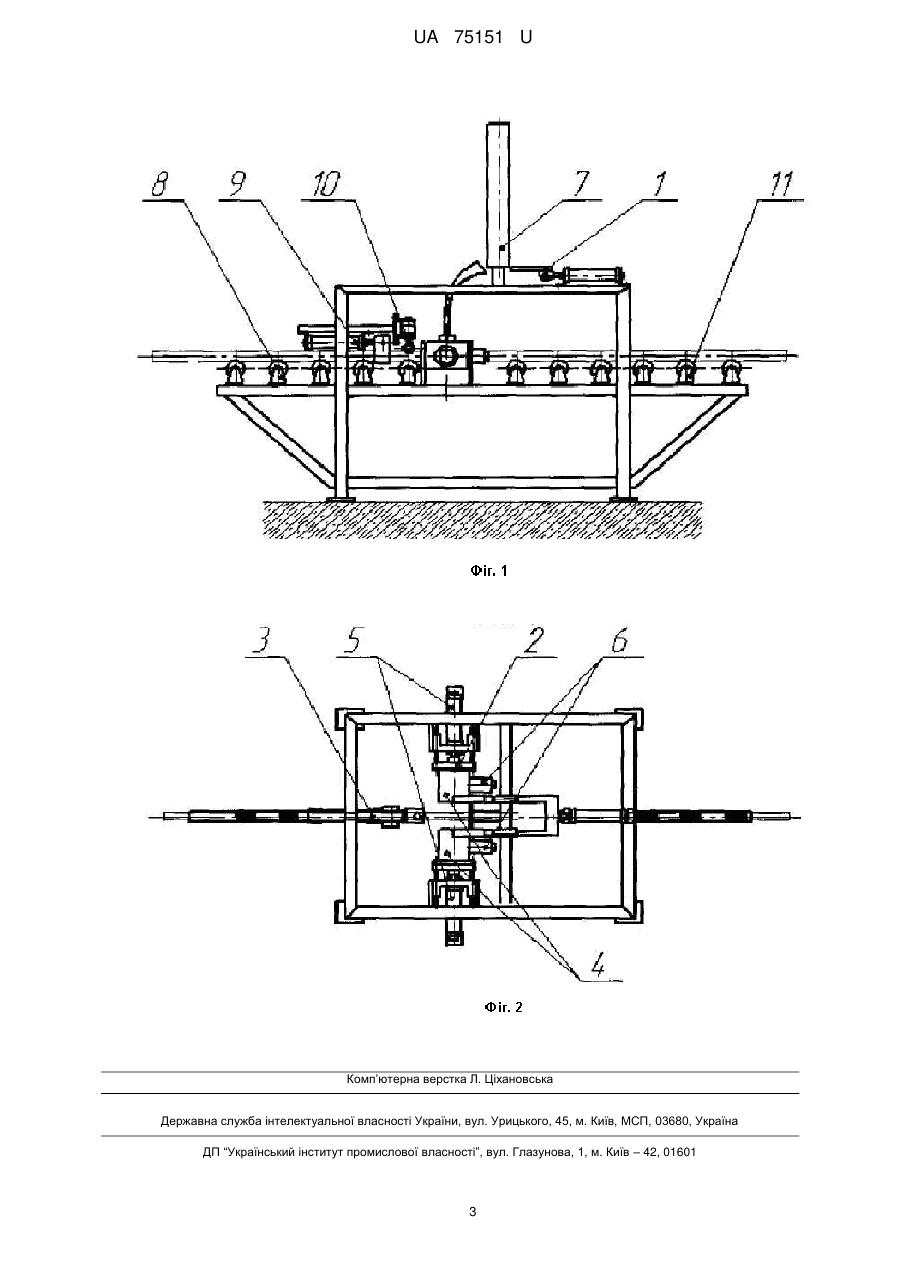
Реферат: Установка для виготовлення ребристих труб містить засіб для подання пластин у зону зварювання, пристрій для контактного рельєфного зварювання, засіб для подання та кріплення труби. Пристрій для контактного рельєфного зварювання виготовлений з можливістю приварення щонайменше двох пластин до протилежних граней труби. Засіб для подання та кріплення труби містить пристрій для покрокового подання труби у зону зварювання. UA 75151 U (12) UA 75151 U UA 75151 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до енергетичної та хімічної галузі та може бути використана для виготовляння оребрених або рифлених труб контактним зварюванням, які можуть бути використані, наприклад, у конструкціях теплообмінних апаратів. Заявнику відомо багато аналогічних установок, серед яких за сукупністю суттєвих ознак близькими до заявленої установки є наступні. Відома установка для виготовлення ребристих труб шляхом обробки металів тиском [RU 16263, опубліковане 20.12.2000, МПК: В21D 53/02]. Відповідно до аналога, установка містить засіб для подання пластин з отвором, підготовленим для напресовки на трубу, у робочу зону, та рухомий механізм для запресовування пластин на трубу у вигляді пересувного візка, на якому фіксуються труби. Недоліком відомої установки є відносна складність конструкції, обумовлена наявністю рухомого механізму та фіксації на ньому саме труб, а також необхідністю попередньої підготовки пластин виконанням на них отвору. Також відома установка для виготовлення ребристих труб шляхом нарізання на поверхні труби поверхонь для оребрення [UA 77244, опубліковане 15.11.2006, бюл. № 11, МПК: В23Р 15/26]. Установка містить стіл з можливістю подовжнього переміщення та закріплену над столом поворотну планшайбу з різцем, за допомогою якої здійснюють вирізання поверхні ребра та її наступне відгинання. Недоліком відомої установки є неможливість оребрення труб пластинами для оребрення, довжина ребер яких повинна перевищувати довжину прямої частини поперечного профілю основи. При цьому наявність розташованого під кутом різця підвищує вимоги до точності позиціювання столу та планшайби, що певним чином ускладнює конструкцію установки. За прототип прийнято установку для виготовлення ребристих труб відповідно до RU 2071897, опублікованого 20.01.1997, МПК: В23K37/04. Установка за прототипом включає засіб для подання пластин у зону зварювання, пристрій для контактного рельєфного зварювання та засіб для подання та кріплення труби. Засіб для подання пластин у зону зварювання містить стіл із закріпленими на ньому пластинами та трубами. Пристрій для контактного рельєфного зварювання розташований на рухомому вузлі та містить притискний механізм та засоби для центрування притискного механізму відносно осі труби. Недоліком установки за прототипом є неможливість її застосування для оребрення труб поперечними ребрами та певна складність конструкції установки, обумовлена наявністю притискного механізму та засобів для центрування притискного механізму відносно осі труби. В основу корисної моделі поставлена задача підвищення продуктивності способу оребрення та зменшення собівартості виготовлення оребреної труби з одночасним підвищенням якості сполучення оребрення з трубою. Поставлена задача вирішується таким чином, що в установці для виготовлення ребристих труб, яка містить засіб для подання пластин у зону зварювання, пристрій для контактного рельєфного зварювання, засіб для подання та кріплення труби, відповідно до корисної моделі, пристрій для контактного рельєфного зварювання виготовлений з можливістю приварення щонайменше двох пластин до протилежних граней труби, а засіб для подання та кріплення труби містить пристрій для покрокового подання труби у зону зварювання. Засіб для подання пластин у зону зварювання може містити засіб для забезпечення одночасного проходження щонайменше двох пластин до протилежних граней труби. Пристрій для контактного рельєфного зварювання може містити засіб для одночасної фіксації щонайменше двох пластин. Сукупність суттєвих ознак корисної моделі і технічний результат, який досягається, мають наступний причинно-наслідковий зв'язок. Наявність пристрою для контактного рельєфного зварювання з можливістю приварення щонайменше двох пластин до протилежних граней труби у установці дозволяє здійснити оребрення труб пластинами для оребрення, зокрема, довжина ребер яких повинна перевищувати довжину прямої частини поперечного профілю основи. Причому такий пристрій дозволяє підвищити продуктивність оребрення та зменшити собівартість виготовлення оребреної труби. При цьому обладнання засобу для подання та кріплення труби пристроєм для покрокового подання труби у зону зварювання дозволяє здійснити оребрення певної довжини, при цьому забезпечити контроль якості оребрення та його довжини. Засіб для забезпечення одночасного проходження щонайменше двох пластин до протилежних граней труби у засобі для подання пластин у зону зварювання дозволяє здійснити дозування подачі пластин до зони зварювання, тобто виключити подання декількох пластин. 1 UA 75151 U 5 10 15 20 25 30 35 40 45 Засіб для одночасної фіксації щонайменше двох пластин пристрою для контактного рельєфного зварювання дозволяє синхронізувати приварювання одночасно двох пластин до протилежних поверхонь труби, що підвищує продуктивності способу оребрення та якість сполучення оребрення з трубою. На фіг. 1 представлено вид збоку установки для виготовлення ребристих труб. На фіг. 2 представлено вид зверху установки для виготовлення ребристих труб. Зображувальні матеріали, що ілюструють заявлену корисну модель, а також наведений приклад конкретного виконання установки ніяким чином не обмежують обсяг домагань, викладений у формулі, а тільки пояснюють суть корисної моделі. Установка для виготовлення ребристих труб містить засіб для подання пластин у зону зварювання 1, пристрій для контактного рельєфного зварювання 2 та засіб для подання та кріплення труби 3. Пристрій для контактного рельєфного зварювання 2 містить ліву та праву зварювальні головки 4, кожна з яких включає пневмопривід переміщення 5 зварювальних електродів та пневмопривід фіксації 6 пластин для оребрення. Засіб для подання пластин у зону зварювання 1 містить живильник 7 з пневмоприводом для подачі пластин на обидві зварювальні головки 4. Засіб для подання та кріплення труби 3 містить рольганг завантаження 8 труби у пристрій для контактного рельєфного зварювання 2, механізм 9 покрокового подання труби у зону зварювання, який включає пневмоприводи для захвату труби та для її переміщення, механізм затиску 10 з пневмоприводом переміщення та рольганг вивантаження 11 труби. Виготовлення ребристих труб здійснюють наступним чином. Спочатку трубу для оребрення подають на рольганг завантаження 8 і встановлюють її до упору. Потім фіксують трубу у заданому положенні механізмом затиску 10 для зварювання одночасно двох пластин на бічні поверхні труби. Також здійснюють завантаження попередньо підготовлених пластин для оребрення до живильника 7, в якому вони зберігаються, наприклад, у вигляді пакетів. Далі здійснюють подачу двох пластин з живильника 7 за допомогою штовхача у ліву та праву зварювальні головки 4 та їх наступний затиск за допомогою пневмоприводу фіксації 6 пластин для оребрення. Після затиску переміщують електроди з пластинами до поверхні труби за допомогою пневомоприводу переміщення 5 зварювальних електродів з наступним притисканням пластин для оребрення до поверхні труби та зварюванням електродами зварювальних головок 4. Після здійснення контактного зварювання виконують розтискання зварювальних електродів та їх відвід за допомогою пневомоприводу переміщення 5 зварювальних електродів. Наступним забезпечують переміщення труби-заготовки на необхідний крок за допомогою механізму 9 покрокового подання труби у зону зварювання та повторюють цикл збираннязварювання. Здійснення та повторення циклів збирання-зварювання можуть забезпечувати в автоматичному режимі. Після отримання оребрення необхідної протяжності здійснюють вивантаження готової оребреної труби за допомогою рольганга вивантаження 11 труби з установки та подачу нової труби на рольганг завантаження 8. Таким чином, можуть здійснювати, зокрема, оребрення труб методом контактного зварювання пластинчатих ребер з пласкими поверхнями несучих труб плоскоовального профілю. При цьому досягають підвищення продуктивності оребрення, зменшення собівартості виготовлення оребреної труби та одночасне підвищення якості сполучення оребрення з трубою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Установка для виготовлення ребристих труб, яка містить засіб для подання пластин у зону зварювання, пристрій для контактного рельєфного зварювання, засіб для подання та кріплення труби, яка відрізняється тим, що пристрій для контактного рельєфного зварювання виготовлений з можливістю приварення щонайменше двох пластин до протилежних граней труби, а засіб для подання та кріплення труби містить пристрій для покроковогоподання труби у зону зварювання. 2. Установка за п. 1, яка відрізняється тим, що засіб для подання пластин у зону зварювання містить засіб для забезпечення одночасного проходження щонайменше двох пластин до протилежних граней труби. 3. Установка за п. 1, яка відрізняється тим, що пристрій для контактного рельєфного зварювання містить засіб для одночасної фіксації щонайменше двох пластин. 2 UA 75151 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for producing finned tubes
Автори англійськоюBahrii Petro Ivanovych, Pysmennyi Yevhen Mykolaiovych, Romaniuk Valerii Stepanovych, Pasynok Anatolii Opanasovych, Cherniienko Valerii Dmytrovych, Lobunets Mykola Petrovych, Velykyi Serhii Yosypovych, Beloshapka Oleksandr Fedorovych
Назва патенту російськоюУстановка для изготовления ребристых труб
Автори російськоюБагрий Петр Иванович, Письменный Евгений Николаевич, Романюк Валерий Степанович, Пасинок Анатолий Афанасьевич, Черниенко Валерий Дмитриевич, Лобунец Николай Петрович, Великий Сергей Иосифович, Белошапка Александр Федорович
МПК / Мітки
МПК: B23P 15/00, B21C 37/22, B23K 11/02, B23P 19/02, B23K 101/14, B21D 39/00
Мітки: труб, виготовлення, установка, ребристих
Код посилання
<a href="https://ua.patents.su/5-75151-ustanovka-dlya-vigotovlennya-rebristikh-trub.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення ребристих труб</a>
Пристрій для виготовлення ребристих труб з плоских
Номер патенту: 77244
Опубліковано: 15.11.2006
Автори: Косенко Володимир Іванович, Орлов Владислав Андріївич
МПК: B23P 15/26
Мітки: пристрій, виготовлення, ребристих, плоских, труб
Формула / Реферат:
1. Пристрій для виготовлення ребристих труб з плоских, що містить стіл, установлений з можливістю подовжнього переміщення та виконаний з можливістю закріплення на ньому заготовки, над яким розміщена планшайба, встановлена з можливістю обертання навколо власної осі і нахилена до площини столу, на торцевій поверхні планшайби на периферії закріплений різець, який відрізняється тим, що різець установлений на планшайбі з можливістю регулювання...
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням
Номер патенту: 14677
Опубліковано: 15.05.2006
Автор: Петимко Олег Павлович
МПК: B29C 65/00
Мітки: навиванням, спосіб, спіральним, виготовлення, поліетиленових, труб, діаметра, великого, багатошарових
Формула / Реферат:
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням, при якому основу стінки труби формують з попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, який подають до спеціальних валків, що формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, зварювання виконують з зовнішньої і внутрішньої поверхні труби, який...
Установка для виготовлення гофрованих труб
Номер патенту: 4410
Опубліковано: 27.12.1994
Автори: Зверлін Валерій Григорович, Корпухов Володимир Миколайович
МПК: B29D 23/18, B29C 49/28, B29C 59/04, B29L 23/18, B29C 53/00
Мітки: виготовлення, гофрованих, установка, труб
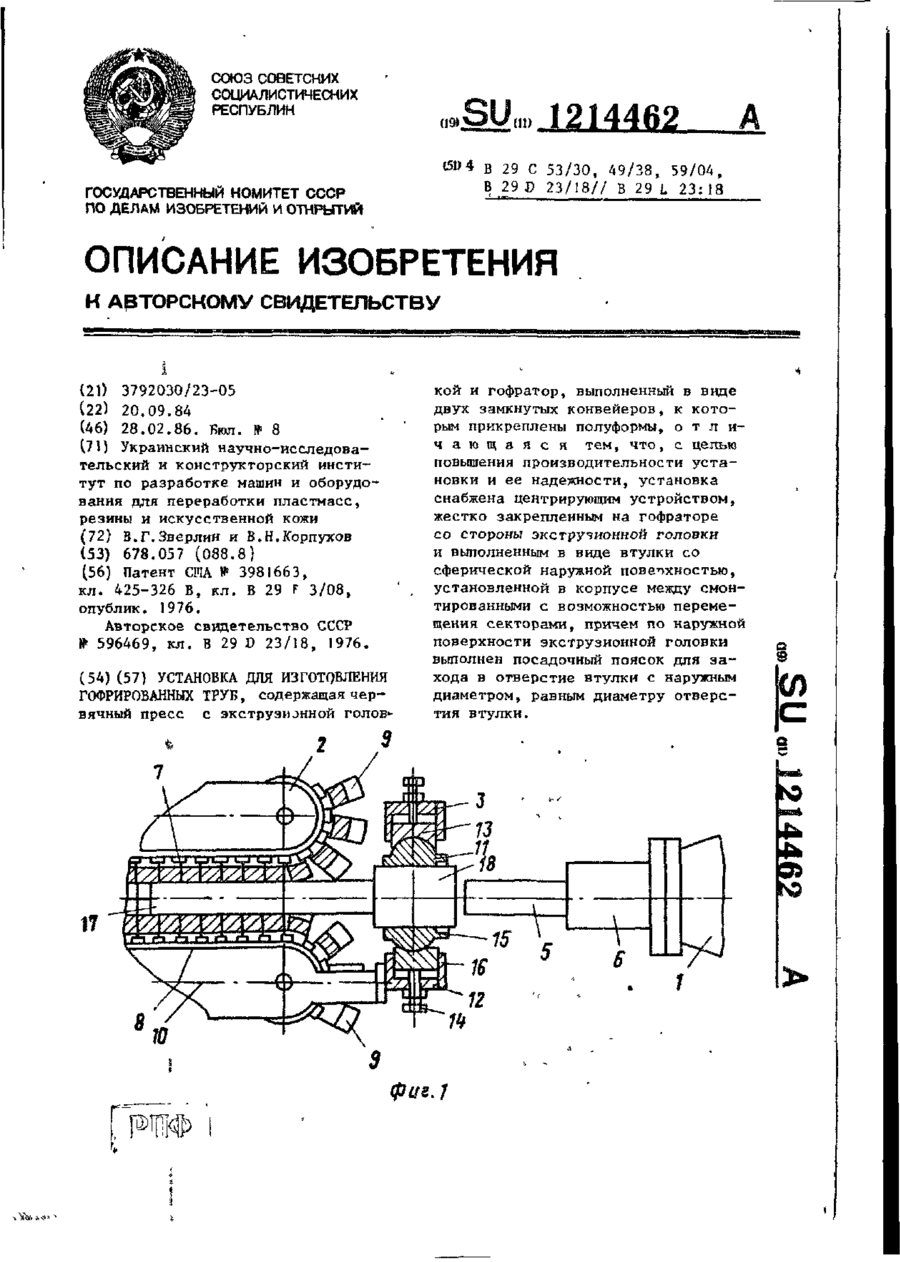
Формула / Реферат:
Установка для изготовления гофрированных труб, содержащая червячный пресс с экстру зионной головкой и гофратор, выполненный в виде двух замкнутых конвейеров, к которым прикреплены полуформы, отличающаяся тем, что, с целью повышения производительности установки и ее надежности, установка снабжена центрирующим устройством, жестко закрепленным на гофраторе со стороны экструзионной голов1си и выполнонным в виде втулки со сферической наружной...
Установка для очищення внутрішньої і зовнішньої поверхонь труб від технологічного мастила
Номер патенту: 70953
Опубліковано: 25.06.2012
Автори: Панченко Сергій Анатолійович, Олексієнко Володимир Олександрович, Лоістенко Володимир Іванович
МПК: B08B 9/027, B08B 9/36, B08B 9/04, B08B 9/023
Мітки: мастила, зовнішньої, очищення, труб, технологічного, внутрішньої, установка, поверхонь
Формула / Реферат:
Установка для очищення внутрішньої і зовнішньої поверхонь труб від технологічного мастила, що містить пружні елементи для очищення зовнішньої та внутрішньої поверхонь, трубопровід з насосом для подання миючої рідини і два герметизуючі елементи, яка відрізняється тим, що пружні елементи для очищення зовнішньої поверхні труби виконані як множина губок із полівінілалкогольних композицій, закріплених у металевих тримачах, кожний з яких...
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою
Номер патенту: 15836
Опубліковано: 17.07.2006
Автори: Березін Олександр Миколайович, Данільченко Борис Васильович, Ніронович Іван Опанасович, Третяк Іван Юрійович
МПК: B29C 65/00, B29C 65/02
Мітки: труб, спіральношовних, стінкою, зварних, багатошарових, великого, діаметра, полімерних, стільниковою, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою, згідно з яким попередньо екструдований матеріал стінки, переважно круглого перерізу, формують за допомогою валків у спіралі необхідного діаметра, направляючи їх під кутом до повздовжньої осі створюваної труби, який відрізняється тим, що складання стінки труби здійснюють шляхом одночасного навивання та всебічного зварювання...
Попередній патент: Спосіб комбінованої пластики діафрагми у новонароджених з несправжньою природженою діафрагмальною грижею
Наступний патент: Віброударний сепаратор для очищення сипучих сумішей
Випадковий патент: Ультразвуковий активатор мінеральних речовин