Спосіб правки торцевих абразивних кругів на шліфувальних верстатах з вертикальним шпинделем
Номер патенту: 76444
Опубліковано: 10.01.2013
Автори: Грабченко Анатолій Іванович, Кравченко Сергій Іванович, Кліменко Віталій Григорович, Пижов Іван Миколайович

Формула / Реферат
Спосіб правки торцевих абразивних кругів на шліфувальних верстатах з вертикальним шпинделем, при якому використовують алмазний олівець, встановлений на столі верстата, а зону правки охолоджують за допомогою рідинного змащувально-охолоджувального технологічного середовища, який відрізняється тим, що використовують ванну з розташованою в ній плитою з системою технологічних пазів і отворів, алмазний олівець встановлюють в плиті, висоту вильоту його робочої поверхні над рівнем плити приймають не менше 0,1 мм, ванну заповнюють рідинним змащувально-охолоджувальним технологічним середовищем, останнє примусово подають у внутрішню порожнину круга через систему технологічних пазів і отворів в плиті за рахунок використання методу сполучених посудин, причому його рівень у ванні забезпечують вище за рівень робочої поверхні олівця на величину не менше 5 мм.
Текст
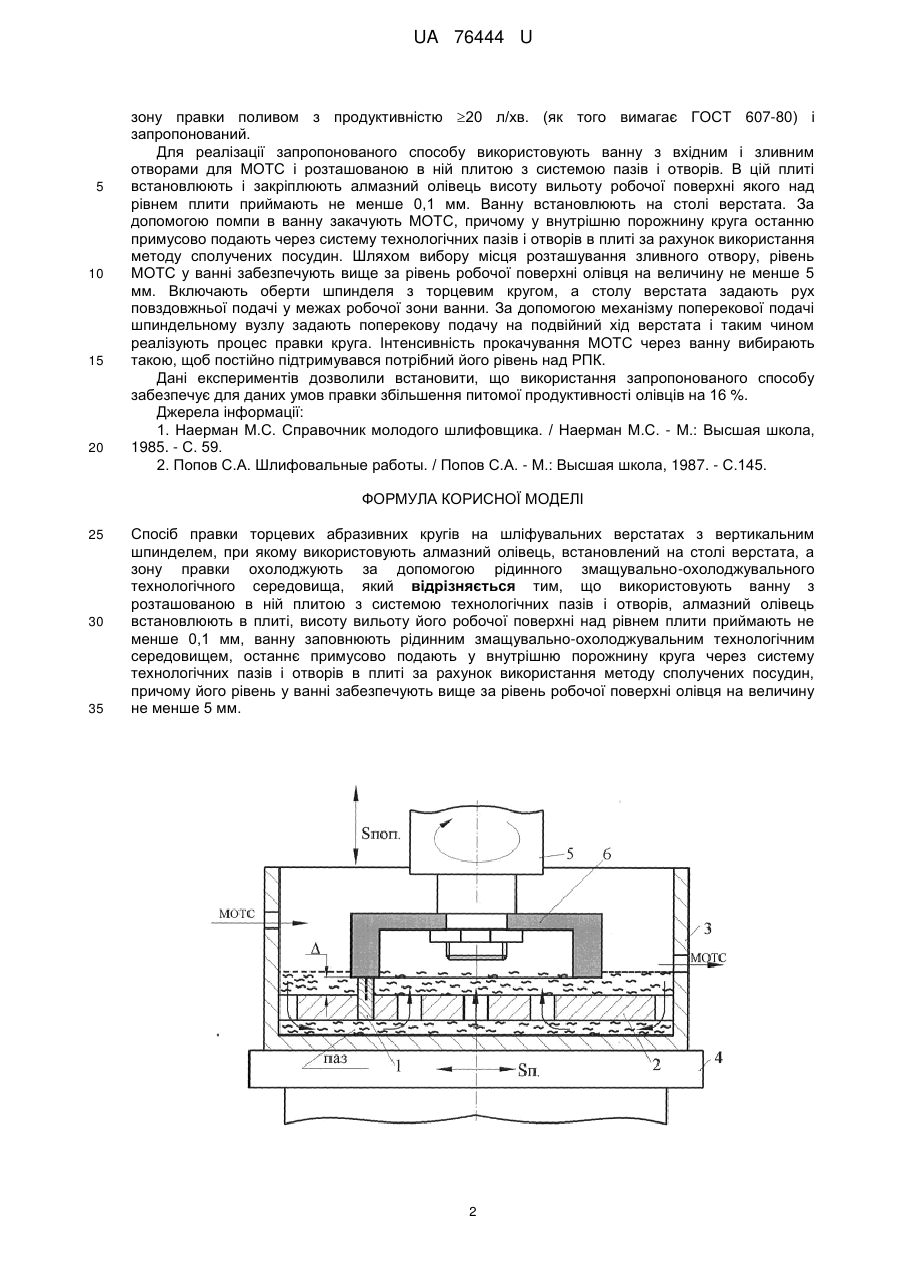
Реферат: Спосіб правки торцевих абразивних кругів на шліфувальних верстатах з вертикальним шпинделем, при якому використовують алмазний олівець, встановлений на столі верстата, а зону правки охолоджують за допомогою рідинного змащувально-охолоджувального технологічного середовища. Використовують ванну з розташованою в ній плитою з системою технологічних пазів і отворів, алмазний олівець встановлюють в плиті, висоту вильоту його робочої поверхні над рівнем плити приймають не менше 0,1 мм, ванну заповнюють рідинним змащувально-охолоджувальним технологічним середовищем, останнє примусово подають у внутрішню порожнину круга через систему технологічних пазів і отворів в плиті за рахунок використання методу сполучених посудин, причому його рівень у ванні забезпечують вище за рівень робочої поверхні олівця на величину не менше 5 мм. UA 76444 U (54) СПОСІБ ПРАВКИ ТОРЦЕВИХ АБРАЗИВНИХ КРУГІВ НА ШЛІФУВАЛЬНИХ ВЕРСТАТАХ З ВЕРТИКАЛЬНИМ ШПИНДЕЛЕМ UA 76444 U UA 76444 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, стосується технології обробки різанням і може бути використана при торцевому шліфуванні виробів на плоскошліфувальних верстатах з вертикальним розташуванням шпинделя. Відомий спосіб правки абразивних кругів, при якому як інструмент використовують правлячий алмазно-металевий ролик згідно з яким останньому примусово надають обертання від індивідуального електроприводу, а правку проводять на робочій швидкості шліфувального круга [1]. При цьому для охолодження зони правки використовують рідинне мастильноохолоджувальне технологічне середовище (МОТС). Недоліком відомого способу є його висока собівартість, що обумовлено дорожнечею інструменту, громіздкістю конструкції пристосування для правки та складністю його налагоджування. Відомий спосіб правки абразивних кругів на плоскошліфувальному верстаті згідно з яким використовують алмазний олівець, встановлений в пристосуванні на столі верстата, а зону правки рясно охолоджують за допомогою рідинного МОТС [2] - прототип. Цей спосіб є найбільш близьким до об'єкта, що заявляється, за технічною суттю й призначенням, тому і прийнятий як прототип. Недоліком відомого способу є складність і нестабільність подачі в зону правки МОТС стосовно використання абразивних торцевих кругів на плоскошліфувальних верстатах з вертикальним шпинделем. Це негативно позначається на загальному терміні служби алмазних олівців, бо температура є одним з факторів, який суттєво впливає на абразивну стійкість алмазу. В основу корисної моделі поставлено задачу збільшення загального строку служби алмазних олівців за рахунок забезпечення стабільності рясного охолодження зони правки мастильно-охолоджувальної речовини (МОР). Поставлена задача вирішується тим, що використовують ванну з розташованою в ній плитою з системою технологічних пазів і отворів, алмазний олівець встановлюють в плиті, висоту вильоту його робочої поверхні над рівнем плити приймають не менше 0,1 мм, ванну заповнюють рідинною МОТС, останнє примусово подають у внутрішню порожнину круга через систему технологічних пазів і отворів в плиті за рахунок використання методу сполучених посудин, причому рівень МОТС у ванні забезпечують вище за рівень робочої поверхні олівця на величину не менше 5 мм. Технічний результат полягає в тому, що у зоні контакту алмазу з робочою поверхнею круга (РПК) забезпечується мінімально низький рівень температури. Це стає можливим завдяки тому, що по-перше процес правки виконують у суцільному шарі МОТС, а по-друге рідина, яка подається у внутрішню порожнину круга в подальшому під дією відцентрових сил інтенсивно прокачується через зазор між РПК і плитою, а отже, і через зону контакту алмазу з РПК. Це гарантовано забезпечує надійність процесу охолодження алмазу. Суть корисної моделі пояснюється кресленням, де наведено пристрій для реалізації запропонованого способу правки. Алмазний правлячий олівець 1 встановлюють в плиті 2 ванни 3, яка в свою чергу розташована на столі 4 верстата. При цьому робоча поверхня олівця 1 має виліт над плитою 2 не менше =0,1 мм. На вертикальному шпинделі 5 верстату встановлений торцевий абразивний круг 6, який підлягає процесу правки. Стіл 4 верстата виконує поворотний поступальний рух з повздовжньою подачею Sп, a шпиндельний вузол має можливість виконувати поперекову подачу Sпоп. Для подачі МОТС у ванну і зливу її з неї в останній виконані два отвори, причому отвір для подачі МОТС знаходиться дещо вище за отвір для зливу. Останній розташовують таким чином, щоб рівень шару МОТС перевищував рівень РПК на величину не менше ніж 5 мм. При обертанні круга створюється повітряний потік, який перешкоджає попаданню МОТС в зону правки. Але в даному випадку МОТС, яка подається в ванну, через отвори і пази у плиті 2 завдяки методу сполучених посудин примусово подається у внутрішню порожнину круга 6 і під дією відцентрових сил прокачується через зазор . Таким чином у процесі правки круга відбувається гарантоване інтенсивне охолодження алмазу в олівці 1. Приклад використання способу. Експериментальні дослідження проводилися на базі модернізованого універсальнозаточувального верстата мод. ЗЕ642. Модернізація полягала в оснащенні верстата спеціальною вертикальною шпиндельною головкою для реалізації процесу плоского торцевого шліфування. Проводили правку чашково-циліндричного шліфувального круга 6 200 63 32-13 18 24А25СТ1 К на режимах: Vk.=35 м/с; Sп=0,5 м/хв.; Sпоп=0,03 мм/подв. х. Використовувалися олівці з CVD-алмазів (тип 02). Порівнювали два методи - згідно з прототипом з подачею МОТС у 1 UA 76444 U 5 10 15 20 зону правки поливом з продуктивністю 20 л/хв. (як того вимагає ГОСТ 607-80) і запропонований. Для реалізації запропонованого способу використовують ванну з вхідним і зливним отворами для МОТС і розташованою в ній плитою з системою пазів і отворів. В цій плиті встановлюють і закріплюють алмазний олівець висоту вильоту робочої поверхні якого над рівнем плити приймають не менше 0,1 мм. Ванну встановлюють на столі верстата. За допомогою помпи в ванну закачують МОТС, причому у внутрішню порожнину круга останню примусово подають через систему технологічних пазів і отворів в плиті за рахунок використання методу сполучених посудин. Шляхом вибору місця розташування зливного отвору, рівень МОТС у ванні забезпечують вище за рівень робочої поверхні олівця на величину не менше 5 мм. Включають оберти шпинделя з торцевим кругом, а столу верстата задають рух повздовжньої подачі у межах робочої зони ванни. За допомогою механізму поперекової подачі шпиндельному вузлу задають поперекову подачу на подвійний хід верстата і таким чином реалізують процес правки круга. Інтенсивність прокачування МОТС через ванну вибирають такою, щоб постійно підтримувався потрібний його рівень над РПК. Дані експериментів дозволили встановити, що використання запропонованого способу забезпечує для даних умов правки збільшення питомої продуктивності олівців на 16 %. Джерела інформації: 1. Наерман М.С. Справочник молодого шлифовщика. / Наерман М.С. - М.: Высшая школа, 1985. - С. 59. 2. Попов С.А. Шлифовальные работы. / Попов С.А. - М.: Высшая школа, 1987. - С.145. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб правки торцевих абразивних кругів на шліфувальних верстатах з вертикальним шпинделем, при якому використовують алмазний олівець, встановлений на столі верстата, а зону правки охолоджують за допомогою рідинного змащувально-охолоджувального технологічного середовища, який відрізняється тим, що використовують ванну з розташованою в ній плитою з системою технологічних пазів і отворів, алмазний олівець встановлюють в плиті, висоту вильоту його робочої поверхні над рівнем плити приймають не менше 0,1 мм, ванну заповнюють рідинним змащувально-охолоджувальним технологічним середовищем, останнє примусово подають у внутрішню порожнину круга через систему технологічних пазів і отворів в плиті за рахунок використання методу сполучених посудин, причому його рівень у ванні забезпечують вище за рівень робочої поверхні олівця на величину не менше 5 мм. 2 UA 76444 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dressing end abrasive wheels on grinding machines with vertical spindle
Автори англійськоюHrabchenko Anatolii Ivanovych, Pyzhov Ivan Mykolaiovych, Kravchenko Serhii Ivanovych, Klymenko Vitalii Hryhorovych
Назва патенту російськоюСпособ правки торцевых абразивных кругов на шлифовальных станках с вертикальным шпинделем
Автори російськоюГрабченко Анатолий Иванович, Пыжов Иван Николаевич, Кравченко Сергей Иванович, Клименко Виталий Григорьевич
МПК / Мітки
МПК: B24B 53/00
Мітки: вертикальним, спосіб, торцевих, правки, шліфувальних, кругів, верстатах, шпинделем, абразивних
Код посилання
<a href="https://ua.patents.su/5-76444-sposib-pravki-torcevikh-abrazivnikh-krugiv-na-shlifuvalnikh-verstatakh-z-vertikalnim-shpindelem.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки торцевих абразивних кругів на шліфувальних верстатах з вертикальним шпинделем</a>
Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Номер патенту: 81353
Опубліковано: 25.12.2007
Автор: Черенов Олексій Борисович
МПК: B24B 53/06, B24B 53/12
Мітки: пристрій, верстатах, кругів, правки, торцешліфувальних, шліфувальних
Формула / Реферат:
1. Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах, що містить два зустрічно і співвісно один до одного встановлені правильні інструменти, зв'язані з закріпленим на валу поворотним важелем за допомогою пружних елементів, виконаних у вигляді двох плоских пружин, на обернених одна до одної внутрішніх поверхнях яких є виступи, з якими взаємодіє двосторонній клиноподібний елемент, що має можливість регульованого подовжнього...
Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Номер патенту: 70593
Опубліковано: 15.06.2006
Автор: Черенов Олексій Борисович
МПК: B24B 7/00, B24B 53/06
Мітки: шліфувальних, верстатах, пристрій, кругів, правки, торцешліфувальних
Формула / Реферат:
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклеювання мертелем вкладиша в підставу, термообробку зібраної плити для отвердіння мертеля, свердловку зливального каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертеля просочують вуглецевомістким матеріалом і термооброблюють для полімеризації матеріалу, що...
Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 52804
Опубліковано: 10.09.2010
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Семенюк Дмитро Юрійович, Калафатова Людмила Павлівна, Мєдвєдєв Андрій Леонідович, Вяльцев Микола Васильович
МПК: B24B 53/00
Мітки: вільним, правки, шліфувальних, абразивом, кругів, спосіб
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, що включає подання вільного абразиву у зазор між шліфувальним кругом, що обертається, і притиром, що виконує зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота коливань...
Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 56262
Опубліковано: 10.01.2011
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Вяльцев Микола Васильович, Мєдвєдєв Андрій Леонідович, Байков Анатолій Вікторович
МПК: B24B 53/00
Мітки: шліфувальних, абразивом, правки, вільним, спосіб, кругів
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом і притиром, здійснюючим безперервний рух у напрямку по нормалі до робочої поверхні круга, який відрізняється тим, що притиру додатково надають обертового руху навколо осі, нормальної до робочої поверхні шліфувального круга, причому найбільша лінійна швидкість на притирі повинна бути не більше лінійної швидкості на...
Спосіб правки шліфувальних кругів вільним абразивом

Номер патенту: 96351
Опубліковано: 25.10.2011
Автори: Гусєв Володимир Владиленович, Калафатова Людмила Павлівна, Мєдвєдєв Андрій Леонідович, Семенюк Дмитро Юрійович, Вяльцев Микола Васильович, Молчанов Олександр Дмитрович
МПК: B24B 53/00
Мітки: правки, вільним, абразивом, шліфувальних, кругів, спосіб
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом, що обертається, і притиром, що робить зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота...