Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва п-подібної кліпси

Формула / Реферат
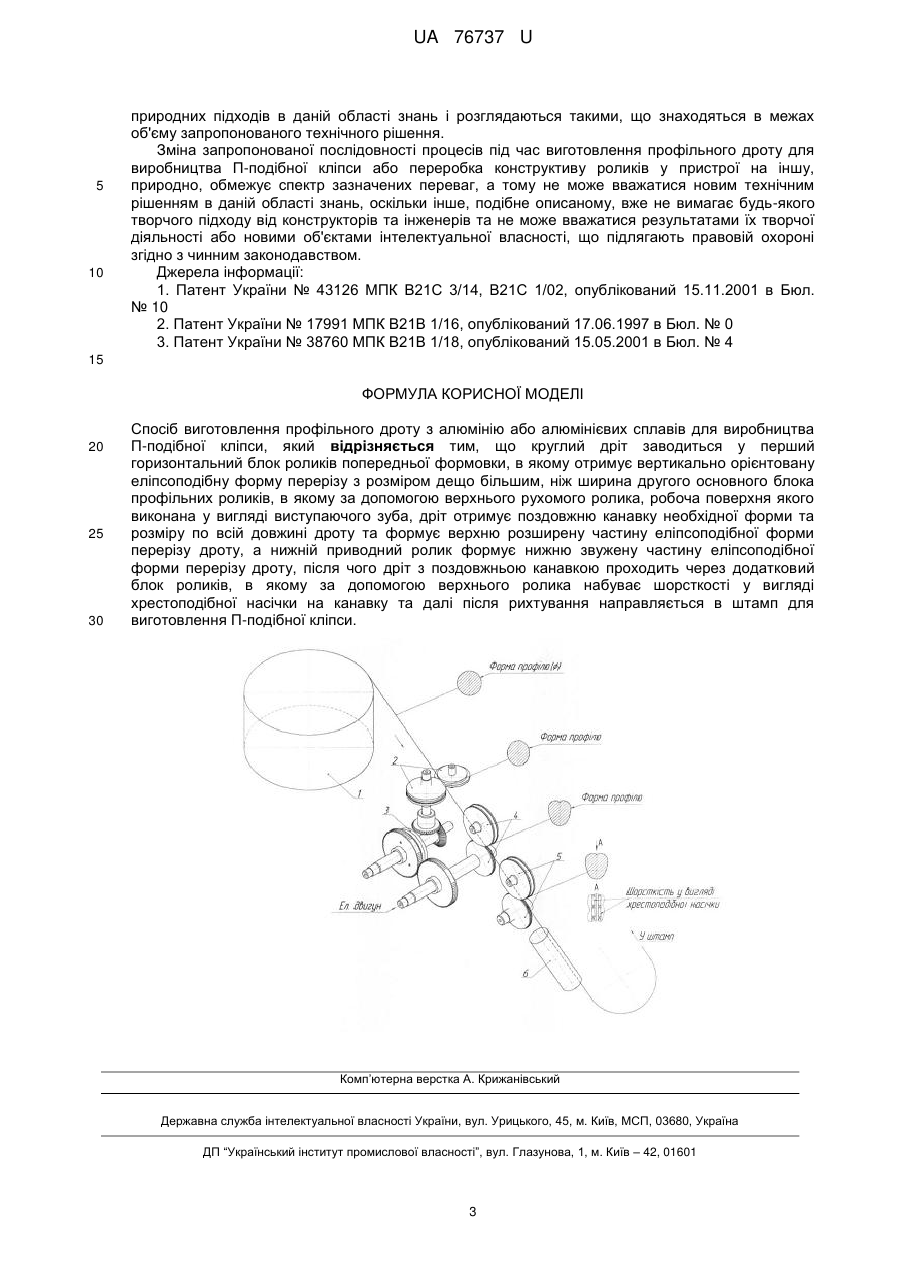
Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси, який відрізняється тим, що круглий дріт заводиться у перший горизонтальний блок роликів попередньої формовки, в якому отримує вертикально орієнтовану еліпсоподібну форму перерізу з розміром дещо більшим, ніж ширина другого основного блока профільних роликів, в якому за допомогою верхнього рухомого ролика, робоча поверхня якого виконана у вигляді виступаючого зуба, дріт отримує поздовжню канавку необхідної форми та розміру по всій довжині дроту та формує верхню розширену частину еліпсоподібної форми перерізу дроту, а нижній приводний ролик формує нижню звужену частину еліпсоподібної форми перерізу дроту, після чого дріт з поздовжньою канавкою проходить через додатковий блок роликів, в якому за допомогою верхнього ролика набуває шорсткості у вигляді хрестоподібної насічки на канавку та далі після рихтування направляється в штамп для виготовлення П-подібної кліпси.
Текст
Реферат: UA 76737 U UA 76737 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі прокатного виробництва з металу. Може бути використана для виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси, що використовується у харчовій промисловості як витратний матеріал для пакування переважно ковбасних продуктів. Існує велика кількість способів прокату металу. Відомий аналог "Спосіб волочіння дроту", що включає волочіння дроту з технологічним мастилом, деформацію в декількох волоках з протинатягом дроту перед наступною волокою, проміжними тяговими пристроями, згідно з винаходом протинатяг дроту виконують неприводними проміжними тяговими пристроями, контактна поверхня яких має профіль твірної, яка відповідає поперечному перерізу дроту, що протягується. Винахід забезпечує зниження зношення волок та зниження витрат волок до руйнування, внаслідок значного зниження напруження волочіння, що дозволить отримати необхідний діаметр дроту при меншій кількості волочильних блоків в безперервному стані [див. Патент України № 43126 МПК В21С 3/14, В21С 1/02, опублікований 15.11.2001 в Бюл. № 10]. Недоліком відомого способу є те, що напруження протинатягу повинно постійно суворо контролюватися, оскільки при збільшенні напруги протинатягу завбільшки so/st > 0,885 на деяких ділянках довжини заготовки виникає пластична деформація металу ще до входу у волоку, а в деяких випадках - обрив заготовки. Відомий також "Безперервний стан прокатки дроту", що містить послідовний ряд тривалкових клітей, у кожній з котрих валки створюють калібр у вигляді стрілчастого трикутника і розташовані під кутом 120°, валки кожної наступної кліті зміщені відносно валків попередньої кліті на кут 60°, а валки останньої кліті створюють круглий калібр. При цьому, на вихідній стороні стана безпосередньо за останньою кліттю з круглим калібром розміщена додаткова кліть з чотиривалковим калібром, вісь якої збігається з повздовжньою віссю останньої кліті [див. Патент України № 17991 МПК В21В 1/16, опублікований 17.06.1997 в Бюл. № 0]. При використанні даного стана має місце скручування дроту навколо повздовжньої осі у процесі прокатки і, як наслідок, порушення заданих режимів деформації у клітях і викривлення профілю, зазначене явище має назву "звалювання" профілю. При прокатці дроту на стані відомої конструкції у валках з калібром, маючим форму стрілчастого трикутника, поперечний переріз дроту набуває аналогічної форми. Далі по ходу прокатки, дріт надходить у наступну кліть, валки якої створюють також стрілчастий трикутник. Валки цієї кліті (і, відповідно, стрілчастий трикутник, створений ними) повернуті відносно попередньої кліті на кут 60°. При цьому, кожний кут сформованого перерізу дроту у вигляді стрілчастого трикутника при переході з одної кліті у другу потрапляє у центральну зону у вершині калібру, розташовану на мінімальній відстані від центра калібру. У цих зонах при прокатці виникають контактні тиски, які значно перевищують тиски у бокових зонах, розташованих від центра калібру на суттєво більшій відстані. Недоліком даного аналогу є те, що при контакті з зазначеною центральною зоною метал дроту (у кутах стрілчастого трикутника) відповідно закону найменшого опору і під діянням виникаючого при цьому крутного моменту видавлюється у бік однієї з бокових зон, де контактні тиски менші, тобто відбувається скручування дроту навколо повздовжньої осі - "звалювання" профілю. Метал дроту при цьому затікає у зазори між валками, створюючи на поверхні дроту повздовжні задирки - "вуса". Як прототип приймається найбільш близький за своєю суттю та ефектом, що досягається, "Безперервний стан для прокатки дроту", який містить у собі послідовний ряд тривалкових клітей, у котрих валки створюють калібр у вигляді стрілчастого трикутника і розташовані під кутом 120°, валки кожної наступної кліті відносно валків попередньої кліті зміщені на кут 60°, а валки останньої кліті стана створюють круглий калібр, відповідно винаходу, у клітей, розташованих між першою і останньою клітями, в центральній зоні робочої поверхні кожного з валків виконаний додатковий рівчак, створений дугою кола з центром, розташованим між центром калібру у вигляді стрілчастого трикутника і дугою, яка створює його сторону [див. Патент України № 38760 МПК В21В 1/18, опублікований 15.05.2001 в Бюл. № 4]. Відміною даного стану від попереднього аналогу є виконання у центральній зоні кожного з валків тривалкових клітей, крім першої і останньої, додаткового рівчака з зазначеними параметрами. Основним суттєвим недоліком відомого способу є складність лінії, що дозволяє здійснювати спосіб відповідно до запропонованого технічного рішення. В основу корисної моделі поставлено задачу розробки якомога простого та економного способу виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси із звичайного дроту, дотримуючись точних технічних характеристик, що 1 UA 76737 U 5 10 15 20 25 30 35 40 45 50 55 60 дозволяли б використання кліпс у кліпсаторах ΚΟΜΠΟ, КОРУНД, Technopack та Polyclip або їх аналогах. Рішення поставленої задачі досягається завдяки спрощенню відомих процесів, що застосовуються під час виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси із звичайного дроту, що досягається завдяки прокату круглого дроту з алюмінію або алюмінієвих сплавів через три пари роликів задля отримання яйцеподібного вигляду перерізу дроту з одночасним нанесенням канавки з одного боку по всій довжині дроту з характерним малюнком, що виконує роль шорсткості з дотриманням високоточних геометричних та технічних характеристик. Суть способу розкривається за допомогою обладнання, суть якого розкрита у ілюстративному матеріалі фіг. 1, що складається з 1 - пристрою для розмотування з бухтою дроту з алюмінію або алюмінієвих сплавів, 2 - блока попередньої формовки дроту, 3 фрикціону, за допомогою якого передається обертання від основного блока профільних роликів до блока попередньої формовки, 4 - основний блок профільних роликів, 5 - додатковий блок роликів для нанесення малюнку (шорсткості), 6 - рихтувальний пристрій. Наведена схема обладнання дозволяє перетворювати звичайний круглий дріт у профільний з одночасним нанесенням малюнку. В кожному з трьох блоків один ролик регулюється для отримання точних розмірів. Запропонований спосіб здійснюється за допомогою описаного обладнання наступним чином: круглий дріт заводиться у перший горизонтальний блок роликів 2, для попередньої формовки. Після прокатки через даний блок отриманий еліпсний вертикально орієнтований дріт з розміром дещо більшим, ніж ширина другого основного блока проходить через блок 4, в якому за допомогою верхнього рухомого ролика, робоча поверхня якого виконана у вигляді виступаючого зуба, дріт отримує поздовжню канавку необхідної форми та розміру по всій довжині дроту та формує верхню розширену частину еліпсоподібної форми перерізу дроту, а нижній приводний ролик формує нижню звужену частину еліпсоподібної форми перерізу дроту. Далі отриманий профільний дріт з поздовжньою канавкою проходить через блок 5, в якому за допомогою верхнього ролика набуває шорсткості у вигляді хрестоподібної насічки на канавку. Після чого отриманий профільний дріт проходить через спеціальний рихтувальний пристрій і направляється в штамп для виготовлення П-подібної кліпси. Завдяки отриманій яйцеподібній формі перерізу профілю забезпечується мінімальне стовщення у кутах згинання, що дозволяє без додаткового калібрування кліпс після штамповки рухати їх по направляючій. Завдяки канавці та шорсткості по всій довжині профілю забезпечується більш надійне утримання кліпси на оболонці. Завдяки простоті на невеликій кількості операцій досягається висока швидкість виготовлення профілю зі збереженням точних технічних та геометричних показників. Завдяки нескладній та малогабаритній конструкції обладнання значно зменшується собівартість продукції. Запропоноване технічне рішення перевірене на практиці, складається із звичайних операцій, не містить процесів, яких неможливо було б відтворити на сучасному етапі розвитку науки і техніки, з чого виходить, що воно промислово придатне. У відомих джерелах інформації не виявлено подібних способів виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси з вказаними відмінними суттєвими ознаками та перевагами, що є підтвердженням досягнення зазначеного технічного результату. Отже, запропоноване технічне рішення відповідає критерію "новизна", а тому повинно вважатися таким, що може отримати правову охорону. Порівняльний аналіз запропонованої корисної моделі з відомим технічним рішенням, прийнятим за прототип, показав, що принципова зміна способу впливу на геометрію перерізу дроту, дозволяє пропозиції отримати технічну перевагу, зокрема мінімізувати стовщення у кутах згинання кліпси. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок мінімальних витрат на обладнання, необхідне для зміни геометрії перерізу дроту, що значно зменшує собівартість виготовлення П-подібної кліпси. Після опису запропонованого способу виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі модифікації конструктивів роликів у пристрої, геометрії перерізу дроту, зрозуміло, знаходяться в межах об'єму одного зі звичайних і 2 UA 76737 U 5 10 природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Зміна запропонованої послідовності процесів під час виготовлення профільного дроту для виробництва П-подібної кліпси або переробка конструктиву роликів у пристрої на іншу, природно, обмежує спектр зазначених переваг, а тому не може вважатися новим технічним рішенням в даній області знань, оскільки інше, подібне описаному, вже не вимагає будь-якого творчого підходу від конструкторів та інженерів та не може вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, що підлягають правовій охороні згідно з чинним законодавством. Джерела інформації: 1. Патент України № 43126 МПК В21С 3/14, В21С 1/02, опублікований 15.11.2001 в Бюл. № 10 2. Патент України № 17991 МПК В21В 1/16, опублікований 17.06.1997 в Бюл. № 0 3. Патент України № 38760 МПК В21В 1/18, опублікований 15.05.2001 в Бюл. № 4 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси, який відрізняється тим, що круглий дріт заводиться у перший горизонтальний блок роликів попередньої формовки, в якому отримує вертикально орієнтовану еліпсоподібну форму перерізу з розміром дещо більшим, ніж ширина другого основного блока профільних роликів, в якому за допомогою верхнього рухомого ролика, робоча поверхня якого виконана у вигляді виступаючого зуба, дріт отримує поздовжню канавку необхідної форми та розміру по всій довжині дроту та формує верхню розширену частину еліпсоподібної форми перерізу дроту, а нижній приводний ролик формує нижню звужену частину еліпсоподібної форми перерізу дроту, після чого дріт з поздовжньою канавкою проходить через додатковий блок роликів, в якому за допомогою верхнього ролика набуває шорсткості у вигляді хрестоподібної насічки на канавку та далі після рихтування направляється в штамп для виготовлення П-подібної кліпси. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing profile wire of aluminum or aluminum alloys for production of u-shaped clip
Автори англійськоюTkachenko Oleh Mykolaiovych
Назва патенту російськоюСпособ изготовления профильного провода из алюминия или алюминиевых сплавов для производства п-образной клипсы
Автори російськоюТкаченко Олег Николаевич
МПК / Мітки
МПК: B21B 1/00
Мітки: виробництва, виготовлення, профільного, п-подібної, сплавів, алюмінієвих, дроту, кліпси, спосіб, алюмінію
Код посилання
<a href="https://ua.patents.su/5-76737-sposib-vigotovlennya-profilnogo-drotu-z-alyuminiyu-abo-alyuminiehvikh-splaviv-dlya-virobnictva-p-podibno-klipsi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва п-подібної кліпси</a>
Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів
Номер патенту: 24894
Опубліковано: 25.07.2007
Автор: Луцків Ігор Петрович
МПК: B21B 1/00
Мітки: спосіб, стрічки, безперервної, алюмінієвих, алюмінію, сплавів, виготовлення, кліпсової
Формула / Реферат:
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний малюнок, при цьому...
Кліпса з алюмінію та алюмінієвих сплавів
Номер патенту: 25278
Опубліковано: 10.08.2007
Автор: Луцків Ігор Петрович
МПК: A22C 11/12, B65B 51/00
Мітки: сплавів, алюмінієвих, кліпса, алюмінію
Формула / Реферат:
1. Кліпса алюмінієва, яка виконана зі стрічкового алюмінієвого дроту, що включає основу (1), дві полиці (2), що мають кінці (3) полиць, яка відрізняється тим, що основа (1) кліпси містить внутрішню робочу сторону (4) та разом з полицями (3) має крок (Т) кліпси, значення якого вибрано в межах від 15,0 ± 0,25 мм до 18,0 ± 0,3 мм, висоту (Н) кліпси, значення якої вибрано в межах від 7,0 ± 0,2 мм до 12,0 ± 0,2 мм, ширину (В)...
Виливниця для виливання чушок з алюмінію або алюмінієвих сплавів
Номер патенту: 46671
Опубліковано: 15.08.2005
Автори: Якушев Сергій Олександрович, Сізоненко Михайло Вікторович, Коломеєць Юрій Семенович
МПК: B22D 15/00, B22D 7/06, B22D 21/00
Мітки: алюмінієвих, сплавів, виливання, чушок, виливниця, алюмінію
Формула / Реферат:
1. Спосіб лікування внутрішньочерепних крововиливів , що включає базову медикаментозну терапію і фізіотерапевтичний вплив, який відрізняється тим, що на хворого неінвазивно, дистанційно, тотально на весь організм впливають потоками електромагнітного випромінювання нетеплової інтенсивності в діапазоні 0,01-18 гГц, з потоком потужності в місці перебування пацієнта менш 2,5 мкВт/см22. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
Мітки: спосіб, виготовлення, модифікатора, сплавів, алюмінієвих
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Спосіб виготовлення напівфабрикатів із алюмінієвих сплавів
Номер патенту: 66588
Опубліковано: 15.09.2005
Автори: Тохтуєв Валерій Глібович, Сірко Олександр Іванович, Васильєва Галина Іллівна, Крайніков Олександр Васильович, Нейков Олег Доміанович, Мільман Юлій Вікторович
МПК: B22F 3/115, B22F 9/06
Мітки: алюмінієвих, сплавів, спосіб, виготовлення, напівфабрикатів
Формула / Реферат:
1. Спосіб виготовлення напівфабрикатів з алюмінієвих сплавів, що включає приготування алюмінієвого розплаву, його перегрів на 150-200°С, диспергування розплаву, дегазацію отриманого диспергованого закристалізованого сплаву з наступною його гарячою деформацією, який відрізняється тим, що розплав диспергують струменями водного розчину інгібіторів із групи слабких електролітів з отриманням диспергованого закристалізованого сплаву у вигляді...