Машина для контактного стикового зварювання оплавленням “чайка”
Номер патенту: 77255
Опубліковано: 15.11.2006
Автори: Чайка Денис Володимирович, Чайка Володимир Григорович
Формула / Реферат
Машина для контактного стикового зварювання оплавленням, яка містить нерухомий та рухомий затискачі, з'єднані з приводом оплавлення та осадки, до складу якого входить гідроциліндр, яка відрізняється тим, що рухомий затискач встановлений на основі, підвішеній на чотирьох пласкихпружинах, встановлених на корпусі машини, до складу приводу оплавлення і осадки додатково входить коромисло, встановлене з можливістю повороту навколо осі, закріпленої на основному важелі, з’єднаному з гідроциліндром, один кінець коромисла через трос та обвідний ролик з’єднаний з основою рухомого затискача, а другий його кінець оснащений кулачком, встановленим з можливістю контакту з зубом та підпружиненим штоком, закріпленими на корпусі, крім цього, до складу приводу оплавлення і осадки входить важіль зведення, оснащений упором та виступом, при цьому важіль зведення встановлений на осі повороту з можливістю контакту з коромислом через упор та контакту з основним важелем через виступ.
Текст
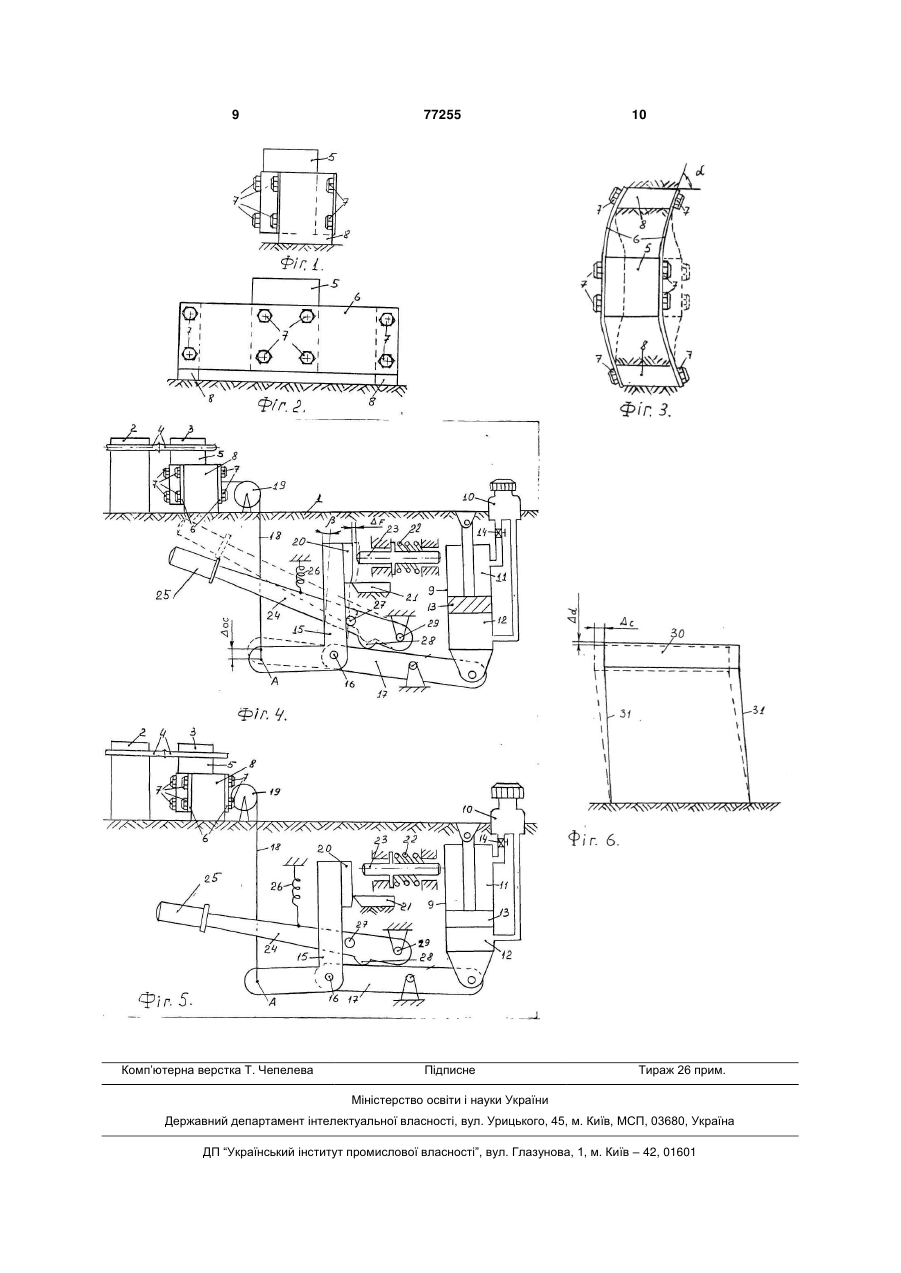
Машина для контактного стикового зварювання оплавленням, яка містить нерухомий та рухомий затискачі, з'єднані з приводом оплавлення та осадки, до складу якого входить гідроциліндр, яка відрізняється тим, що рухомий затискач встанов 3 77255 4 як по направляючих, за допомогою гідроциліндрів гідроциліндрів по направляючих. осадки. В обох колонах розташовані гідропреси Ця машина має ті ж недоліки, що і вищезгадазатискання. Основою конструкції кожного гідропна: підвищена матеріалоємність, наявність складресу є його гідроциліндр з поршнем, на торці якого ної системи управління гідроциліндрами, і головне закріплений затискний механізм [Контактная сты- складність точного центрування кінців смуг, що ковая сварка непрерывным оплавлением. Под підлягають з'єднанню, та висока ймовірність поред. Патона Б.Е., «Наукова думка», К.:, 1976, рушення вже зцентрованих кінців. с.206-208]. За прототип винаходу прийнята машина для Ця машина має високі техніко-експлуатаційні контактного стикового зварювання оплавленням, характеристики і забезпечує якісне зварювальне що містить нерухомий та рухомий затискач, з'єдз'єднання, але сфера її використання обмежена наний з приводом оплавлення та осадки, до склавона розрахована на зварювання деталей досить ду якого входить гідро циліндр [Машина для стывеликого профілю - рейок, швелерів, кутників, двоковой сварки оплавлением. [«Инструкция по таврів тощо. Звичайно, при зварюванні таких деэксплуатации и обслуживанию», фирма талей високоточне центрування не є обов'язковою SHLATTER, тип Amg 20/170, 1979г.]. умовою. Через це така машина практично неприРухомий затискач цієї машини розміщений на датна для зварювання деталей малої товщини, основі, яка утримується на закріплених на корпусі наприклад, металевих смуг, стрічок. Окрім цього, машини гнучких опорах, що являють собою метадля забезпечення функціонування гідроциліндрів леві листи. По-суті, основа є кареткою (приводом), машина укомплектована окремою громіздкою гідяка рухається за рахунок згинання гнучких опор, ронасосною станцією, що в цілому суттєво усклапричому останні приводяться до руху гідроциліндднює її конструкцію. А розташування затискних ром. Траєкторія, яку описує каретка, цілковито механізмів на торцях поршнів гідроциліндрів, які залежить від положення опор. Опори (гнучкі листи) для налагодження нормальної роботи контактної під дією зусилля гідроциліндру не тільки згинаютьмашини потребують постійного змащування, сутся в горизонтальному напрямку, а і відхиляються тєво ускладнює обслуговування установки. по вертикалі, і відповідно, основа змінює своє поБільш прийнятною з позиції можливості зваложення по відношенню до горизонталі - чим бірювання деталей малої товщини є конструкція льше прогинаються листи, тим більше відхилення машини, описана [в а.с. №1824271 (МПК7: у вертикальному напрямку вона отримує. Іншими В23К11/04, опубл. в Бюл. №24, 1993p.]. Машина словами, при прогині листів основа зміщується розрахована на зварювання кінців металевих смуг донизу по дузі, несучи за собою затискач з деталі являє собою станину з направляючою, дві всталю. А це означає, що деталь, розміщена на рухоновлені одна на одній рухомі каретки з механізмамому затискачі, при центруванні може зміститись ми затискання кінців смуг, і гідроциліндри, з'єднані по відношенню до деталі, зафіксованій у нерухоз гідросистемою. мому затискачі. Для великогабаритних деталей, на Конструктивне виконання машини доволі зварювання яких розрахована машина, цей факт ускладнене - вона є стаціонарною і громіздкою, не має визначального значення, зате для з'єднанчерез чцо неможливо змінювати її місцерозташуня елементів малих товщин він є вирішальним. вання без демонтажу. Таким чином, одержання якісного зварного Пересування каретки із затискними механізз'єднання деталей малих товщин на цій машині є мами по направляючим пов"язане з необхідністю вкрай проблематичним. усунення деяких вагомих негативних факторів: поБезумовною перевагою відомої контактної перше, для забезпечення плавного пересування машини є спрощений у порівнянні з вищеописанинеобхідно мінімізувати зусилля тертя між роликами конструкціями варіант організації вузла пересуми каретки та поверхнею направляючих, а це потвання каретки - він позбавлений направляючих, ребує додаткових операцій по обслуговуванні мавузлів тертя, підшипників і багатьох інших деташини. По-друге, точне стикування кінця смуги, лей, які присутні в пересувних вузлах (приводах) розміщеного в затискачі, який розташований на інших машин. А це суттєво спрощує обслуговувантакій каретці, з другим кінцем смуги, є дещо проня. Але складність точного центрування деталей блематичним через те, що будь-які зміщення, начерез вертикальне зміщення рухомого затискача, віть незначні, які завжди можуть виникнути в будьяке обумовлене саме тим, що його основа закріпякий момент роботи машини, позначаються на лена на гнучких листах, не дозволяє використовуположенні каретки, через що закріплений на ній вати зварювальну машину для з'єднання деталей кінець може зміститись як в горизонтальному, так і типу стрічок, смуг або пил. у вертикальному напрямку. До недоліків відомої машини слід також віднеПодібна конструкція зварювальної машини, сти її громіздкість, матеріалоємність та наявність призначеної для з'єднання металевих смуг, предскладної системи управління роботою машини, ставлена [в а.с № 1098711 (МПК7: В23К11/04, зокрема, гідросистеми, яка забезпечує функціонуопубл. в Бюл. №23, 1984p.]. Машина містить нерування гідроциліндра. хому станину, на якій встановлений трансформаСлід зазначити, що гідроциліндр у цій конструтор. З нерухомою станиною зв'язана рухома, яка кції служить для того, щоб регулювати швидкість взаємодіє з гідроциліндром, що переміщує її при оплавлення та розвивати зусилля, необхідне для осадці. З цією станиною також жорстко зв'язані здійснення осадки зварювальних деталей, через механізми для встановлення заднього та передщо робота такої машини потребує підвищених нього кінців смуг, виконані у вигляді кареток із зазатрат енергоресурсів. тискачами. Каретки пересуваються за допомогою В основу винаходу поставлена задача підви 5 77255 6 щення ефективності роботи машини для контактще, контактуючі поверхні зварювальних деталей ного стикового зварювання оплавленням "Чайка" зміщуються одна відносно одної, що недопустимо шляхом удосконалення конструктивного виконанпри з'єднанні кінців тонких деталей. ня її робочих вузлів, зокрема, закріплення основи Неможливість пересування у вертикальному рухомого затискача на гнучких пласких пружинах, напрямку пласких пружин забезпечує центрування а також встановлення оптимального взаємозв'язку кінців з високим ступенем точності, виключаючи між введеними до складу приводу оплавлення і будь-яке зміщення. Таким чином, пружинні опори осадки конструктивними елементами, що обумовоснови рухомого затискача запропонованої машилює прогин пласких пружин по горизонталі і вини є найбільш оптимальним конструктивним варіключає „ймовірність пересування рухомого затисантом приводного вузла для забезпечення зварюкача у вертикальному напрямку, обумовлюючи вання деталей типу стрічок чи стрічкових пил. Цей тим самим точне центрування поверхонь зварюпривідний вузол (його можна назвати вузлом підвальних деталей, забезпечує високу швидкість віски рухомого затискача) не має направляючих та закриття оплавленого зазору, а також зусилля та частин, які перебувають під дією тертя (наприклад, швидкість осадки кінців зварювальних деталей за підшипників або якихось інших традиційних елерахунок енергії пласких пружин, а не гідроментів зв'язку), тому не потребує обслуговування в циліндра. процесі експлуатації машини. Поставлена задача досягається за рахунок тоВведені до складу приводу оплавлення та го, що в машині для контактного стикового зварюосадки такі конструктивні елементи, як пласкі прування оплавленням, що містить нерухомий та ружини, важіль зведення з упором і виступом, корохомий затискач, з'єднаний з приводом оплавлення мисло з кулачком, основний важіль, трос з обвідта осадки, до складу якого входить гідроциліндр, ним роликом, зворотна пружина та ін., які згідно до винаходу, рухомий затискач встановлекінематично пов'язані між собою в одну систему, ний на основі, підвішеній на чотирьох пласких створюють умови для регулювання швидкості пепружинах, встановлених на корпусі машини, до ресування рухомого затискача та розвитку зусилля складу приводу оплавлення і осадки додатково осадки, при яких гідроциліндру (якщо проводити входить коромисло, встановлене з можливістю порівняння з відомою машиною) відводиться друповороту навколо осі, закріпленій на основному горядна роль. Це дозволяє спростити обслуговуважелі, під'єднаному до гідроциліндра, один кінець вання контактної машини, зменшити її матеріалокоромисла через трос та обвідний ролик під'єднаємність і вагу та забезпечити компактність. ний до основи рухомого затискача, а другий його Завдяки цьому можна змінювати місцерозташукінець оснащений кулачком, встановленим з можвання машини без особливих зусиль. ливістю контакту з зубом та підпружиненим штоДжерелом зусилля осадки деталей є не гідроком, закріпленими на корпусі, крім цього, до складу циліндр (як це має місце у відомих конструкціях), а приводу оплавлення і осадки входить важіль звегнучкі пружини, які при взаємодії з переліченими дення, оснащений упором та виступом, при цьому конструктивними елементами приводу забезпечуважіль зведення встановлений на oсі повороту з ють стискання деталей. В запропонованому винаможливістю контакту з коромислом через упор, та ході гідроциліндр по суті лише виконує роль «законтакту з основним важелем через виступ. тримувача» розгинання пружин при оплавленні Вказаний вище технічний результат, який додеталей, тобто регулює швидкість оплавлення. сягається в процесі експлуатації запропонованої Можна сказати, що привод запропонованої зварюзварювальної машини, обумовлений ознаками, які вальної машини є пружинно-гідравлічним, а не відрізняють її від ознак подібних контактних магідравлічним, як у відомому контактношин, описаних згідно відомого технічного рівня, зварювальному обладнанні, а це обумовлює пезокрема, описаних у джерелі інформації, взятому релічені вище переваги, основною з яких є те, що за прототип. пружинно-гідравлічний привід не потребує наявноРухомий вузол як відомої, так і запропонованої сті складної гідростанції, яка присутня у відомій конструкції - основа із затискачем - змонтовані на конструкції. гнучких опорах, які і визначають траєкторію руху Запропоноване технічне рішення демонструзатискача (а, значить, і закріпленої в ньому детають наведені креслення, де схематично зобралі). На відміну від опор відомої машини, виконаних жено: у вигляді двох листів, опори запропонованого прина Фіг.1 - вузол підвіски рухомого затискача строю являють собою пласкі пружини, фізичні вла(вид збоку); стивості яких використані у даному винаході для на Фіг.2 - вузол підвіски рухомого затискача забезпечення переміщення затискача лише по (вид спереду); горизонталі. Основа рухомого затискача з двох на Фіг.3 - вузол підвіски рухомого затискача сторін підвішена на чотирьох пласких пружинах, (вид зверху), де штриховими лініями показано його які на відміну від листів, легко згинаються вбік, положення в режимі термообробки; тобто у горизонтальному напрямку, і неспроможні на Фіг.4 - положення важелів приводу оплавзгинатися по вертикалі. По вертикалі їх можна хіба лення і осадки в момент зіскакування кулачка з що зламати, і то за допомогою великих зусиль. В зуба і після осадки (пунктирна лінія); той час як гнучкі листи відомої машини відхиляна Фіг.5 - положення важелів приводу оплавються вбік під дією прикладеного до них зусилля лення і осадки у вихідному положенні "зварюгідроциліндру, і при цьому основа затискача також вання"; відхиляється разом з листами, переміщуючись на Фіг.6 - положення зміщеної основи рухомодонизу по дузі. За таких умов, як було сказано виго затискача внаслідок прогину опорних листів у 7 77255 8 зварювальній машині, прийнятій за прототип (пуннуть за трос 18 коромисло 15. Коромисло 15, спиктирна лінія). раючись кулачком 20 на зуб 21, повертає за гоМашина для контактного стикового зварювандинниковою стрілкою основний важіль 17. Окружня оплавленням має корпус 1, на якому встановна швидкість цього повороту визначається тиском лений трансформатор (не показаний), нерухомий масла в верхній камері 11 гідроциліндра 9 і швид2 та рухомий З затискачі, в яких закріплюються кістю його перетікання через дросель 14 в бачок зварювальні деталі 4. Рухомий затискач встанов10. В процесі повороту основного важеля 17 королений на основі 5, яка прикріплюється до пласких мисло 15 піднімається доверху з деяким поворопружин 6 болтами 7. Кінці пласких пружин 6 приктом навкруги своєї вісі 16, величина якого залеріплені під кутом α до кронштейнів 8, встановлежить від геометричної форми кулачка 20. Таким них на корпусі машини (Фіг.3). чином, швидкість переміщення рухомого затискача До складу приводу оплавлення і осадки вхопри оплавленні (швидкість оплавлення) визначадить гідроциліндр 9 з бачком 10. Гідроциліндр 9 ється сумою окружних швидкостей основного вамає верхню 11 і нижню 12 камери, а також поржеля 17 (регулюється дроселем гідроциліндру) і шень 13 та дросель 14. До складу приводу, окрім коромисла 15 (залежить від форми кулачка). Пегідроциліндра 9, входить коромисло 15, встановреміщення рухомого затискача 3 зі швидкістю лене на осі 16. Вісь 16 встановлена на основному оплавлення здійснюється, допоки кулачок 20 не важелі17, під'єднаному до гідроциліндра 9. Один зіскочить з зуба 21. При зіскакуванні швидкість кінець коромисла 16 через трос 18 та обвідний різко підвищується і обмежується лише масою ролик 19 під'єднаний до основи 5 рухомого затисрухомих частин, зусиллям пласких пружин 6, теркача, а другий його кінець оснащений кулачком 20, тям і опором деформації зварювальних кінців деякий має можливість своєю поверхнею ковзати по талей. торцю зуба 21. На корпусі машини за допомогою Осадка з високою швидкістю забезпечується пружини 22 закріплений шток 23, який входить до вільним поворотом коромисла 15 навкруг осі 16 на складу вузла регулювання зусилля осадки. (До кут β. При цьому точка А закріплення тросу 18 на складу цього вузла входять також не показані на коромислі 15 підіймається вверх на величину Δοc, кресленнях механізми регулювання зазору ΔF між на таку ж величину рухомий затискач 3 переміщукулачком 20 та штоком 23). Привод оплавлення і ється вліво. осадки містить також важіль 24 з рукояткою 25, При зварюванні тонких деталей для одержанпідпружинений зворотною пружиною 26. Важіль ня якісних з'єднань зусилля осадки потрібно регузведення 24 призначений для виведення із зачеплювати в бік зменшення. Це раціонально робити лення кулачка 20 з зубом 21 після осадки, а також після закриття оплавлюваного зазору. В запроподля відведення рухомого затискача в положення нованій машині зусилля осадки і, відповідно, його зварювання та термообробки. Важіль зведення 24 швидкість на початковому етапі деформації звамає упор 27 та виступ 28 і встановлений з можлирювальних кінців деталей максимальні і визначавістю повороту навколо осі 29. ються зусиллям пласких пружин 6 вузла підвіски На Фіг.6 умовно показано зміщення положення рухомого затискача 3. Після закриття оплавлюваоснови 30 рухомого затискача зварювальної маного зазору (наприклад, через 0,1мм, 0,2мм, 0,3мм шини, прийнятої за прототип. Основа 30 із затисі т.д. після початку осадки) зусилля осадки зменкачем при оплавленні і осадці пересувається на шують до заданої величини, обумовленої хімічним величину Δс, і водночас зміщується по вертикалі складом і перерізом зварювальних кінців. на величину Δd. Як було сказано вище, у запропоЦе регулювання здійснюється наступним чинованій машині такого зміщення нема. ном: осадка відбувається в два етапи - на першоЗапропонована машина функціонує наступним му етапі від моменту зіскакування кулачка 20 з чином: зуба 21 до упору кулачка 20 об шток 23 швидкість і Для виконання зварювання кінців деталей незусилля осадки максимальні, хід рухомого затисобхідно відвести рухомий затискач 3 у вихідне кача 3 при цьому визначається величиною зазору положення зварювання. Для цього потрібно опусΔF між кулачком 20 і штоком 23. На другому етапі тити важіль зведення 24 вниз від початкового повід моменту упору кулачка 20 об шток 23 до кінця ложення (на Фіг.4 показано пунктиром). При опусосадки (повороту коромисла 15 на кут β) кулачок канні важеля зведення 24 спочатку упор 27 20 переміщує шток 23, долаючи зусилля пружини натискає на коромисло 15 і виводить із зачеплення 22. Зусилля осадки при цьому зменшується не кулачок 20 з зубом 21. Далі виступ 28 натискає на величину, пропорційну зусиллю пружини 22. основний важіль 17, повертаючи його проти гоЗусилля пласких пружин забезпечує максимадинникової стрілки, і опускає вниз коромисло 15, льну швидкість осадки на всіх режимах зварюванвідводячи рухомий затискач 3 у вихідне положення ня. Це дозволяє підвищити якість одержуваних зварювання. В цьому положенні важіль зведення з'єднань, тому що прискорене закриття оплавлює24 фіксується. (Важіль зведення 24 має фіксацію мого зазору при осадці зменшує окислення розппо вертикалі рухомого затискача 3 у вихідному лавленого металу, а велика швидкість деформації положенні зварювання та термообробки (на кресзони з'єднання забезпечує одержання мілкозерниленнях не показано). Пласкі пружини 6 вузла підвістої структури металу шва. ски рухомого затискача створюють зусилля і тяг 9 Комп’ютерна верстка Т. Чепелева 77255 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for contact flash welding chaika
Назва патенту російськоюМашина для контактной стыковой сварки плавлением чайка
МПК / Мітки
МПК: B23K 11/04
Мітки: стикового, чайка, контактного, зварювання, машина, оплавленням
Код посилання
<a href="https://ua.patents.su/5-77255-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam-chajjka.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання оплавленням “чайка”</a>
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: процесу, стикового, контактного, оплавленням, зварювання, контролю, спосіб
Формула / Реферат:
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56816
Опубліковано: 15.05.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: зварювання, спосіб, оплавленням, процесу, контролю, стикового, контактного
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичне відхилення за період мережі живлення та відношення...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 58109
Опубліковано: 15.07.2003
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: контактного, контролю, стикового, оплавленням, спосіб, процесу, зварювання
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56886
Опубліковано: 15.05.2003
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: процесу, контролю, стикового, оплавленням, спосіб, зварювання, контактного
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичні відхилення за кожен період мережі живлення та дисперсію...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: зварювання, стикового, оплавленням, машина, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Попередній патент: Кабель тягової мережі системи електропостачання транспорту з безконтактною передачею енергії на електровоз
Наступний патент: Спосіб одержання дихлорангідриду 2,5-ди(п-карбоксифеніл)-1,3,4-оксадіазолу
Випадковий патент: Спосіб одержання циклічних лактамів