Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки
Номер патенту: 77662
Опубліковано: 25.02.2013
Автори: Максакова Анна Анатоліївна, Максаков Анатолій Іванович, Алімов Валерій Іванович, Максаков Антон Анатолійович

Формула / Реферат
Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, що включає безперервний вимір магнітних характеристик, який відрізняється тим, що прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, паралельної напряму руху дроту, встановлюють між плазмотроном і намотувальним пристроєм і відмічають ділянки дроту з відхиленням магнітних характеристик більш ніж на 20÷25 % від середніх значень для партії мотків дроту.
Текст
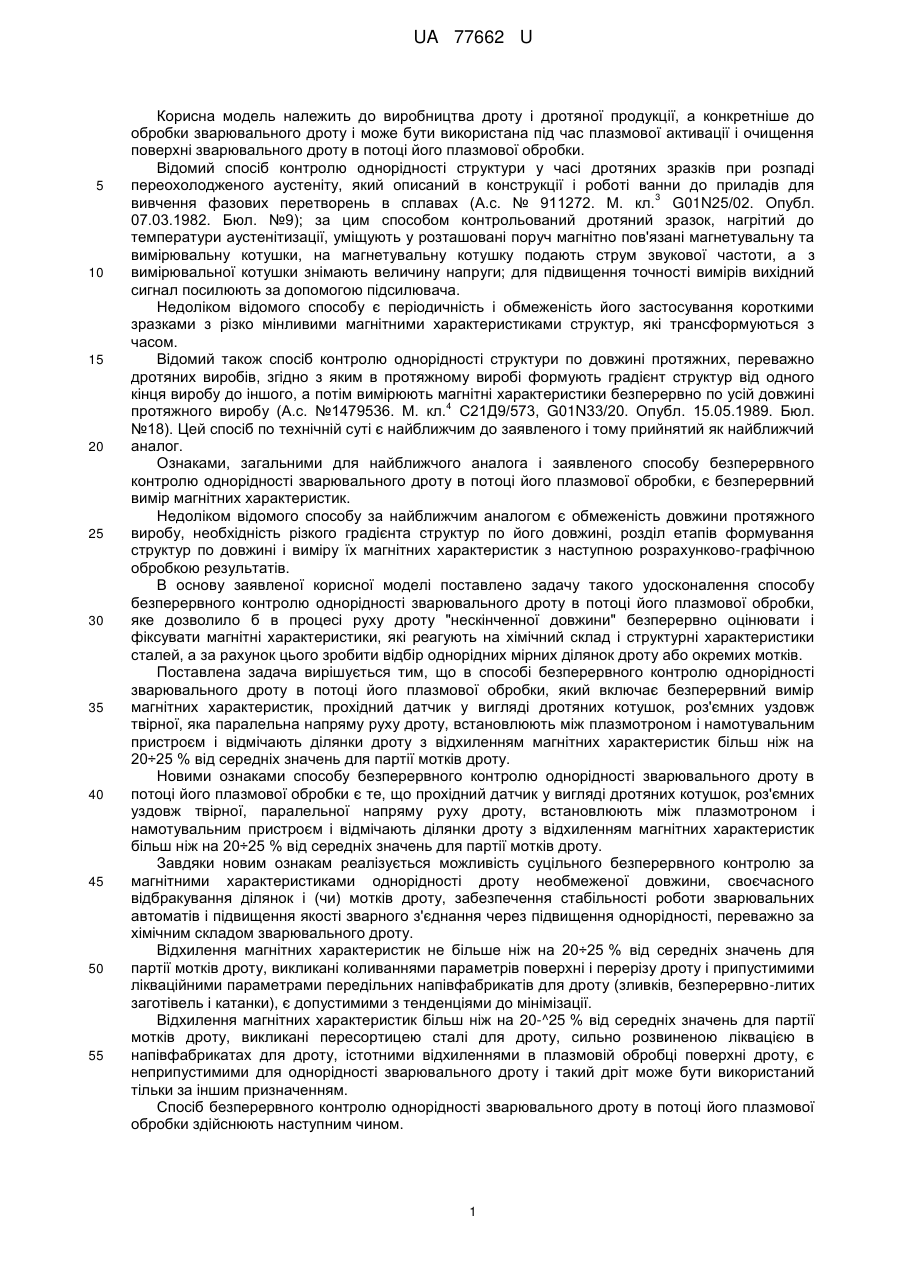
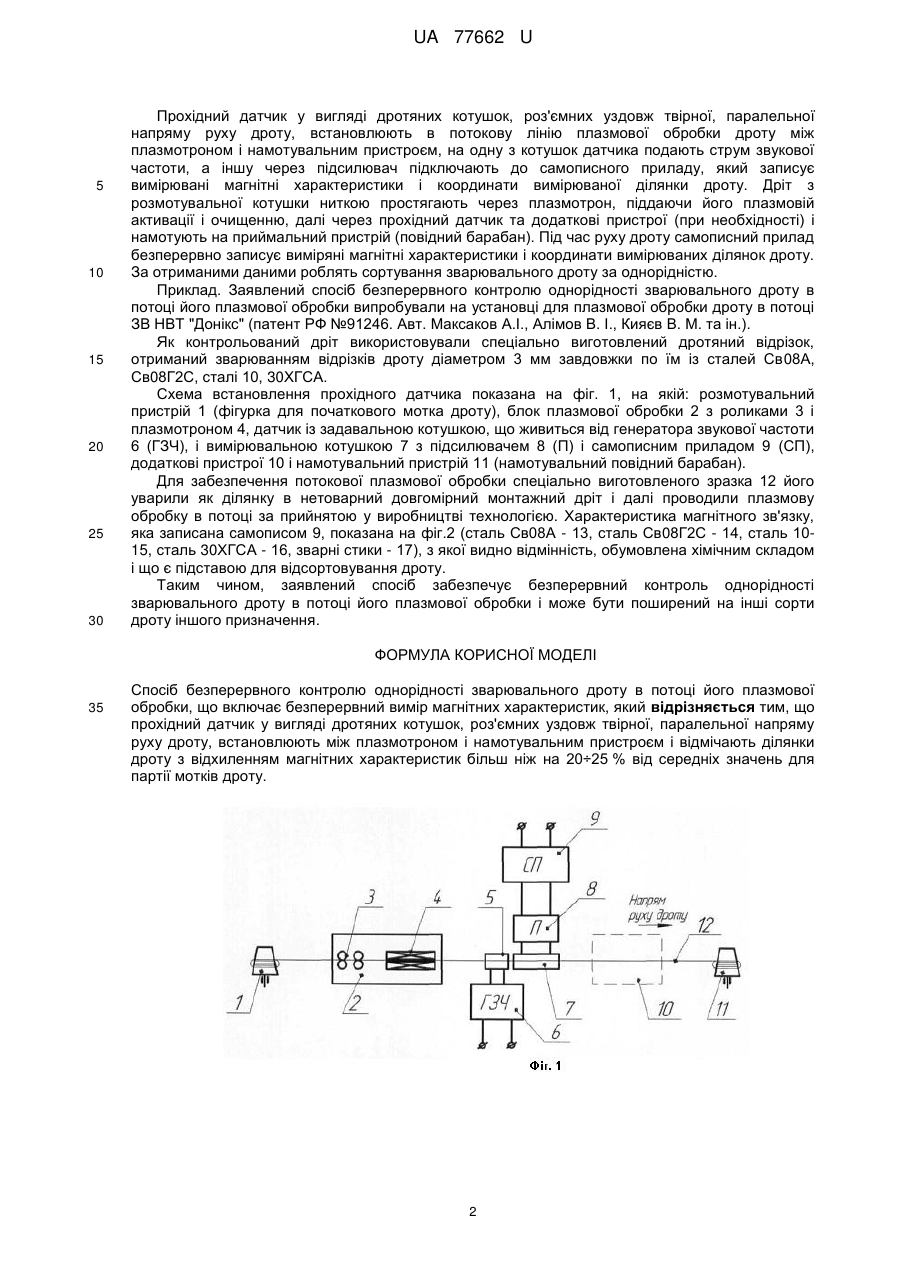
Реферат: Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, що включає безперервний вимір магнітних характеристик, крім того, прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, паралельної напряму руху дроту, встановлюють між плазмотроном і намотувальним пристроєм і відмічають ділянки дроту з відхиленням магнітних характеристик більш ніж на 20÷25 % від середніх значень для партії мотків дроту. UA 77662 U (12) UA 77662 U UA 77662 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виробництва дроту і дротяної продукції, а конкретніше до обробки зварювального дроту і може бути використана під час плазмової активації і очищення поверхні зварювального дроту в потоці його плазмової обробки. Відомий спосіб контролю однорідності структури у часі дротяних зразків при розпаді переохолодженого аустеніту, який описаний в конструкції і роботі ванни до приладів для 3 вивчення фазових перетворень в сплавах (А.с. № 911272. М. кл. G01N25/02. Опубл. 07.03.1982. Бюл. №9); за цим способом контрольований дротяний зразок, нагрітий до температури аустенітизації, уміщують у розташовані поруч магнітно пов'язані магнетувальну та вимірювальну котушки, на магнетувальну котушку подають струм звукової частоти, а з вимірювальної котушки знімають величину напруги; для підвищення точності вимірів вихідний сигнал посилюють за допомогою підсилювача. Недоліком відомого способу є періодичність і обмеженість його застосування короткими зразками з різко мінливими магнітними характеристиками структур, які трансформуються з часом. Відомий також спосіб контролю однорідності структури по довжині протяжних, переважно дротяних виробів, згідно з яким в протяжному виробі формують градієнт структур від одного кінця виробу до іншого, а потім вимірюють магнітні характеристики безперервно по усій довжині 4 протяжного виробу (А.с. №1479536. М. кл. С21Д9/573, G01N33/20. Опубл. 15.05.1989. Бюл. №18). Цей спосіб по технічній суті є найближчим до заявленого і тому прийнятий як найближчий аналог. Ознаками, загальними для найближчого аналога і заявленого способу безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, є безперервний вимір магнітних характеристик. Недоліком відомого способу за найближчим аналогом є обмеженість довжини протяжного виробу, необхідність різкого градієнта структур по його довжині, розділ етапів формування структур по довжині і виміру їх магнітних характеристик з наступною розрахунково-графічною обробкою результатів. В основу заявленої корисної моделі поставлено задачу такого удосконалення способу безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, яке дозволило б в процесі руху дроту "нескінченної довжини" безперервно оцінювати і фіксувати магнітні характеристики, які реагують на хімічний склад і структурні характеристики сталей, а за рахунок цього зробити відбір однорідних мірних ділянок дроту або окремих мотків. Поставлена задача вирішується тим, що в способі безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, який включає безперервний вимір магнітних характеристик, прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, яка паралельна напряму руху дроту, встановлюють між плазмотроном і намотувальним пристроєм і відмічають ділянки дроту з відхиленням магнітних характеристик більш ніж на 20÷25 % від середніх значень для партії мотків дроту. Новими ознаками способу безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки є те, що прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, паралельної напряму руху дроту, встановлюють між плазмотроном і намотувальним пристроєм і відмічають ділянки дроту з відхиленням магнітних характеристик більш ніж на 20÷25 % від середніх значень для партії мотків дроту. Завдяки новим ознакам реалізується можливість суцільного безперервного контролю за магнітними характеристиками однорідності дроту необмеженої довжини, своєчасного відбракування ділянок і (чи) мотків дроту, забезпечення стабільності роботи зварювальних автоматів і підвищення якості зварного з'єднання через підвищення однорідності, переважно за хімічним складом зварювального дроту. Відхилення магнітних характеристик не більше ніж на 20÷25 % від середніх значень для партії мотків дроту, викликані коливаннями параметрів поверхні і перерізу дроту і припустимими лікваційними параметрами передільних напівфабрикатів для дроту (зливків, безперервно-литих заготівель і катанки), є допустимими з тенденціями до мінімізації. Відхилення магнітних характеристик більш ніж на 20-^25 % від середніх значень для партії мотків дроту, викликані пересортицею сталі для дроту, сильно розвиненою ліквацією в напівфабрикатах для дроту, істотними відхиленнями в плазмовій обробці поверхні дроту, є неприпустимими для однорідності зварювального дроту і такий дріт може бути використаний тільки за іншим призначенням. Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки здійснюють наступним чином. 1 UA 77662 U 5 10 15 20 25 30 Прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, паралельної напряму руху дроту, встановлюють в потокову лінію плазмової обробки дроту між плазмотроном і намотувальним пристроєм, на одну з котушок датчика подають струм звукової частоти, а іншу через підсилювач підключають до самописного приладу, який записує вимірювані магнітні характеристики і координати вимірюваної ділянки дроту. Дріт з розмотувальної котушки ниткою простягають через плазмотрон, піддаючи його плазмовій активації і очищенню, далі через прохідний датчик та додаткові пристрої (при необхідності) і намотують на приймальний пристрій (повідний барабан). Під час руху дроту самописний прилад безперервно записує виміряні магнітні характеристики і координати вимірюваних ділянок дроту. За отриманими даними роблять сортування зварювального дроту за однорідністю. Приклад. Заявлений спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки випробували на установці для плазмової обробки дроту в потоці ЗВ НВТ "Донікс" (патент РФ №91246. Авт. Максаков А.І., Алімов В. І., Кияєв В. М. та ін.). Як контрольований дріт використовували спеціально виготовлений дротяний відрізок, отриманий зварюванням відрізків дроту діаметром 3 мм завдовжки по їм із сталей Св08А, Св08Г2С, сталі 10, 30ХГСА. Схема встановлення прохідного датчика показана на фіг. 1, на якій: розмотувальний пристрій 1 (фігурка для початкового мотка дроту), блок плазмової обробки 2 з роликами 3 і плазмотроном 4, датчик із задавальною котушкою, що живиться від генератора звукової частоти 6 (ГЗЧ), і вимірювальною котушкою 7 з підсилювачем 8 (П) і самописним приладом 9 (СП), додаткові пристрої 10 і намотувальний пристрій 11 (намотувальний повідний барабан). Для забезпечення потокової плазмової обробки спеціально виготовленого зразка 12 його уварили як ділянку в нетоварний довгомірний монтажний дріт і далі проводили плазмову обробку в потоці за прийнятою у виробництві технологією. Характеристика магнітного зв'язку, яка записана самописом 9, показана на фіг.2 (сталь Св08А - 13, сталь Св08Г2С - 14, сталь 1015, сталь 30ХГСА - 16, зварні стики - 17), з якої видно відмінність, обумовлена хімічним складом і що є підставою для відсортовування дроту. Таким чином, заявлений спосіб забезпечує безперервний контроль однорідності зварювального дроту в потоці його плазмової обробки і може бути поширений на інші сорти дроту іншого призначення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки, що включає безперервний вимір магнітних характеристик, який відрізняється тим, що прохідний датчик у вигляді дротяних котушок, роз'ємних уздовж твірної, паралельної напряму руху дроту, встановлюють між плазмотроном і намотувальним пристроєм і відмічають ділянки дроту з відхиленням магнітних характеристик більш ніж на 20÷25 % від середніх значень для партії мотків дроту. 2 UA 77662 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the continuous control of welding wire uniformity in the flow of its plasma treatment
Автори англійськоюMaksakov Anatolii Ivanovych, Alimov Valerii Ivanovych, Maksakova Anna Anatoliivna, Maksakov Anton Anatoliiovych
Назва патенту російськоюСпособ непрерывного контроля однородности сварочной проволоки в потоке ее плазменной обработки
Автори російськоюМаксаков Анатолий Иванович, Алимов Валерий Иванович, Максакова Анна Анатольевна, Максаков Антон Анатольевич
МПК / Мітки
МПК: C21D 1/26
Мітки: обробки, плазмової, дроту, контролю, спосіб, потоці, однорідності, зварювального, безперервного
Код посилання
<a href="https://ua.patents.su/5-77662-sposib-bezperervnogo-kontrolyu-odnoridnosti-zvaryuvalnogo-drotu-v-potoci-jjogo-plazmovo-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного контролю однорідності зварювального дроту в потоці його плазмової обробки</a>
Спосіб обробки високоміцного дроту в потоці
Номер патенту: 31124
Опубліковано: 25.03.2008
Автори: Дурягіна Зоя Антонівна, Алімов Валерій Іванович, Максаков Анатолій Іванович, Шевченко Тетяна Іванівна
МПК: C21D 9/52
Мітки: обробки, високоміцного, спосіб, потоці, дроту
Формула / Реферат:
Спосіб обробки високоміцного дроту в потоці, який включає волочіння, намотування з перемотуванням, тепловий вплив та пасування в рідкому розчині, який відрізняється тим, що після намотування дріт перемотують у пасивуючому розчині, а перед перемотуванням виконують короткочасний тепловий вплив низькотемпературною плазмою.
Спосіб деформаційно-термічної обробки дроту в потоці
Номер патенту: 28126
Опубліковано: 26.11.2007
Автори: Алімов Валерій Іванович, Штихно Алла Петрівна, Шевченко Тетяна Іванівна, Максаков Анатолій Іванович
МПК: C21D 9/52
Мітки: дроту, спосіб, потоці, обробки, деформаційно-термічної
Формула / Реферат:
Спосіб деформаційно-термічної обробки дроту в потоці, наприклад канатного, що включає волочіння, намотування і тепловий вплив в рідкому середовищі, який відрізняється тим, що тепловий вплив проводять безпосередньо після намотування шляхом догріву до 50-100 °С в пасивувальному рідкому розчині.
Спосіб вакуумно-плазмової обробки рідкого металу в потоці

Номер патенту: 96962
Опубліковано: 26.12.2011
Автори: Мельник Сергій Григорович, Нарівський Анатолій Васильович, Діюк Євген Пилипович, Сотник Володимир Ілліч, Гончар Борис Семенович, Найдек Володимир Леонтійович
МПК: C22B 9/05, C21C 7/10, C21C 7/00, C22B 9/22, H05H 1/26
Мітки: потоці, металу, вакуумно-плазмової, рідкого, обробки, спосіб
Формула / Реферат:
Спосіб вакуумно-плазмової обробки рідкого металу в потоці, який включає плазмове продування та нагрівання розплаву при постійному вакуумуванні його в камері, вакуумне ущільнення якої здійснюють оброблюваним металом, що рухається через проміжний ківш та вертикальну перегородку в ньому, який відрізняється тим, що плазмовий струмінь подають в розплав крізь вертикальну стінку в уступі, що розташований в днищі цього ковша, і пропускають сплав...
Пристрій для очищення зварювального дроту
Номер патенту: 54722
Опубліковано: 17.03.2003
Автор: Микитюк Василь Васильович
Мітки: зварювального, дроту, пристрій, очищення
Формула / Реферат:
Пристрій для очистки зварювального дроту, що включає підпружинений притискач, абразивні круги, які встановлені між двома напрямними втулками та барабанами змотування-розмотування, який відрізняється тим, що абразивні круги рівномірно розташовані вздовж і в поперечному перерізі дроту, кожний з кругів вільно посаджений на свою вісь та виконаний у вигляді гіперболоїда обертання з прямолінійними твірними з можливістю взаємодії по них дроту, а...
Спосіб виготовлення високолегованого зварювального дроту

Номер патенту: 8928
Опубліковано: 15.08.2005
Автори: Попов Борис Анатольович, Литвинов Володимир Олегович, Литвинов Олег Миколаевич, Попов Анатолій Васильович, Литвинов Дмитро Олегович
МПК: B23K 35/40
Мітки: дроту, зварювального, високолегованого, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення високолегованого зварювального дроту, що включає виплавку злитка, прокатку блюма з блюма-катанки і з катанки протягування дроту, який відрізняється тим, що на злиток або блюм із високолегованої сталі, по периметру наплавляють технологічний шар низьковуглецевої сталі, при цьому товщину шару, що наплавляють, приймають рівною 1,0-5 % від товщини заготівки.2. Спосіб за п. 1, який відрізняється тим, що як...
Попередній патент: Спосіб вимірювання об’ємної активності радону в ґрунтовому повітрі
Наступний патент: Система передачі-прийому інформації в шахтному стволі
Випадковий патент: Спосіб приготування на пару кукурудзи в стакані