Роликова гартувальна машина
Номер патенту: 77775
Опубліковано: 25.02.2013
Автори: Гриценко Сергій Анатолійович, Гаврильченко Євген Юрійович, Тіунов Володимир Миколайович, Суков Генадій Сергійович, Гребенюк Надія Павлівна, Бердніков Олег Костянтинович, Єлецьких Володимир Іванович, Алдохін Деніс Володимирович

Формула / Реферат
Роликова гартувальна машина, що включає декілька технологічних секцій, кожна з яких містить раму, нижню й рухому верхню роликові траверси із приводними роликами, гідропривод переміщення у вертикальному напрямку верхніх траверс, колектори для подачі охолодної води, приводні ролики кожної секції розташовані відповідно один одному, яка відрізняється тим, що вона обладнана роликоправильною секцією й роликовіджимною секцією, що містять рухому верхню та нижню траверси, при цьому в роликоправильній секції встановлено декілька приводних правильних роликів у шаховому порядку, а в роликовіджимній секції встановлена пара віджимних роликів, причому роликовіджимна секція розташована між роликоправильною секцією та першою технологічною секцією машини, крім того приводи вертикального переміщення верхніх траверс для кожної з доданих секцій - індивідуальні.
Текст
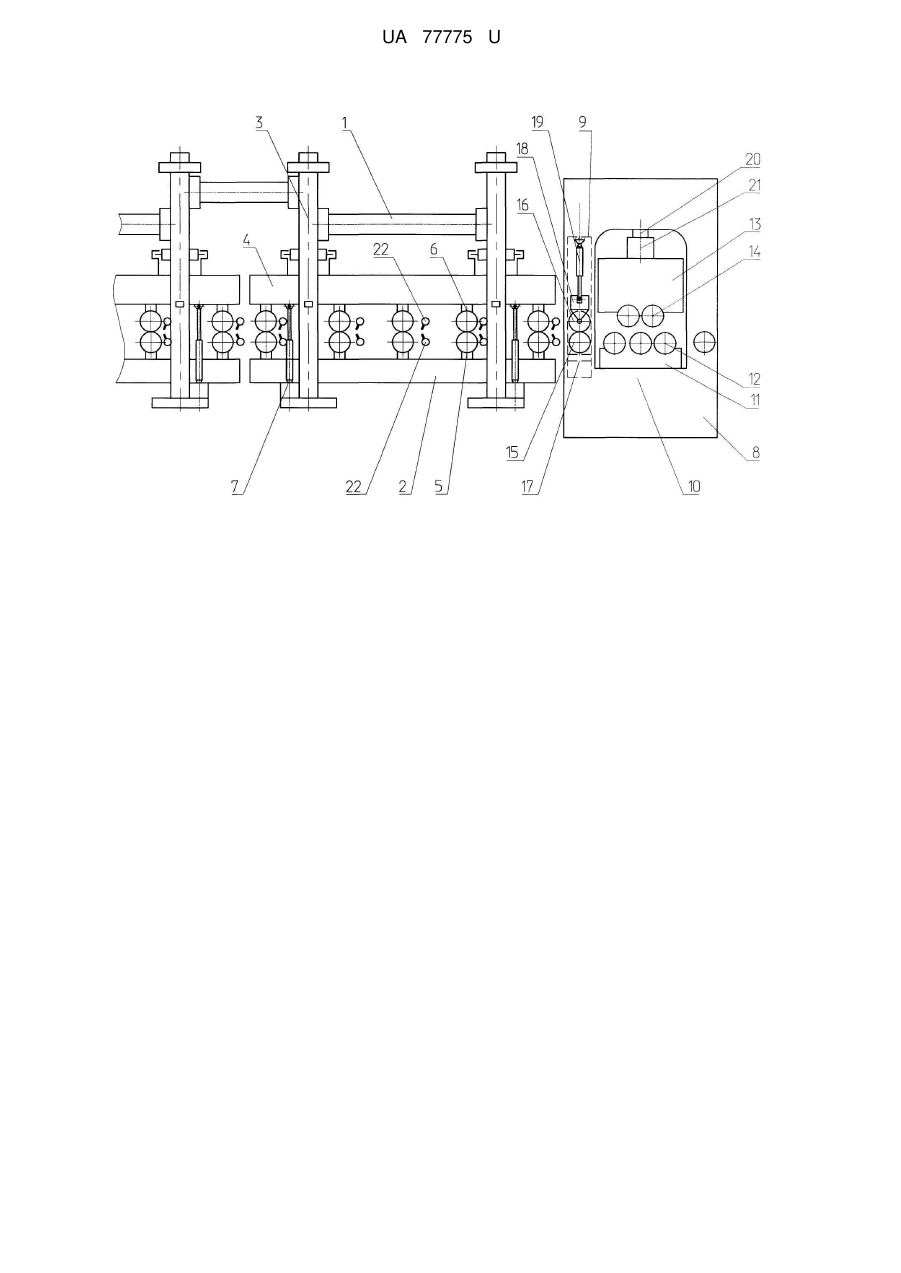
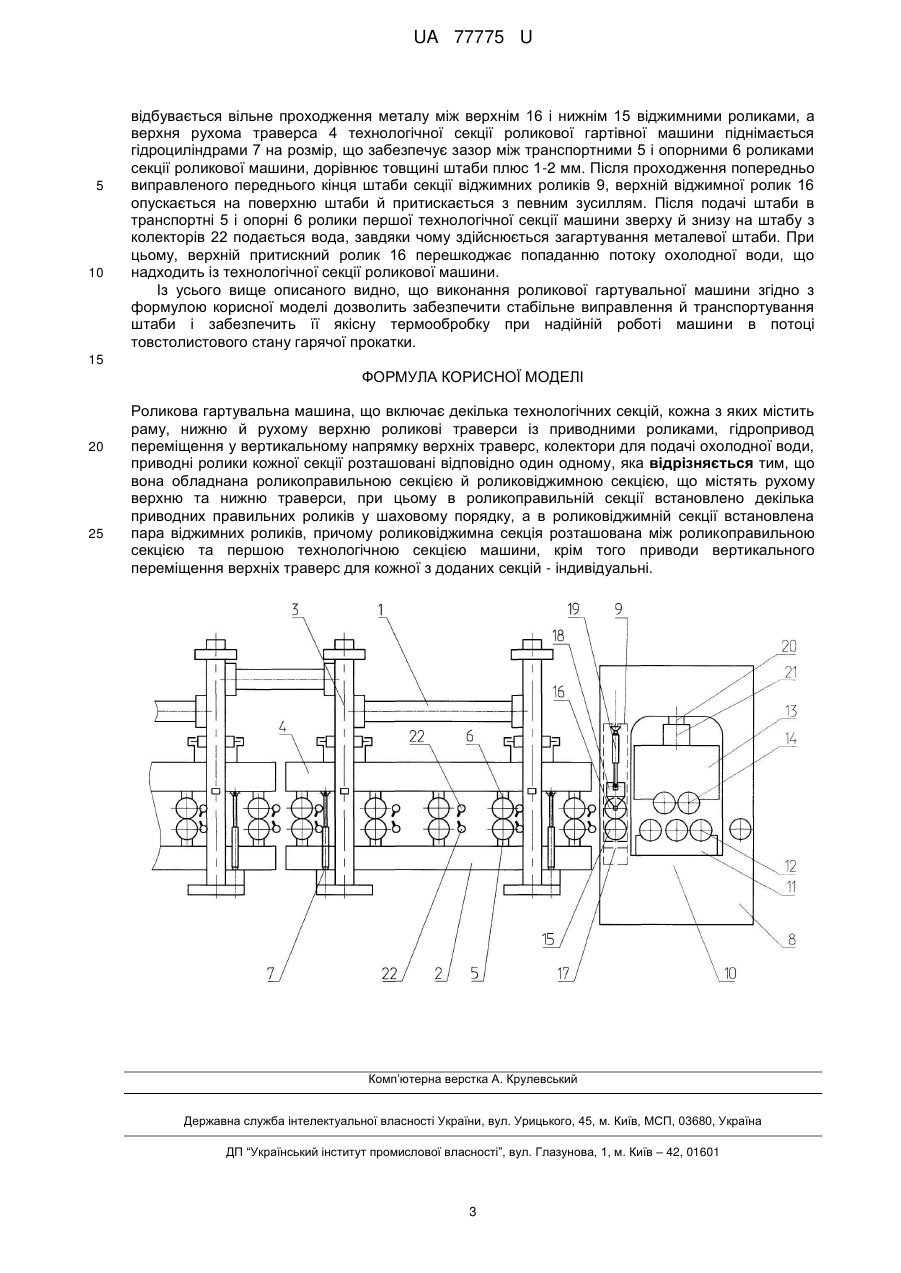
Реферат: Роликова гартувальна машина включає декілька технологічних секцій, кожна з яких містить раму, нижню й рухому верхню роликові траверси із приводними роликами, гідропривод переміщення у вертикальному напрямку верхніх траверс, колектори для подачі охолодної води, приводні ролики кожної секції розташовані відповідно один одному. Машина обладнана роликоправильною секцією й роликовіджимною секцією, що містять рухому верхню та нижню траверси. В роликоправильній секції встановлено декілька приводних правильних роликів у шаховому порядку. В роликовіджимній секції встановлена пара віджимних роликів. Роликовіджимна секція розташована між роликоправильною секцією та першою технологічною секцією машини, крім того приводи вертикального переміщення верхніх траверс для кожної з доданих секцій - індивідуальні. UA 77775 U (12) UA 77775 U UA 77775 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургійного машинобудування, а саме, до пристроїв для термообробки штаби з прокатного нагріву в потоці прокатного стану. Відома роликова гартувальна машина (патент US № 3420083, МПК C21D1/78), яка включає раму, нижню стаціонарну траверсу та верхню рухому траверсу із приводом вертикального переміщення. Нижня стаціонарна траверса обладнана транспортними приводними роликами і двома задавальними роликами більшого діаметра. Верхня рухома траверса обладнана приводними опорними роликами і двома задавальними роликами з більшими діаметрами. У горизонтальних проміжках між роликами верхньої та нижньої траверс установлені колектори для подачі охолодної води на нижню й верхню поверхні штаби. Недоліком відомої конструкції машини є недостатньо надійне захоплення штаби, тому що між задавальними роликами установлений такий же зазор по вертикалі, як і між транспортними роликами, тобто такий, що дорівнює товщині штаби плюс 1-2 мм. Це приводить до складання штаби по довжині на вході в роликогартувальну машину. Як прототип вибрана роликова гартувальна машина (UA № 87769, В21В 45/02), яка включає раму, нижню стаціонарну траверсу із транспортними роликами, верхню рухому траверсу, яка містить опорні приводні ролики, привод вертикального переміщення верхньої рухомої траверси, колектори для подачі охолодної води, а також секцію з нижньою стаціонарною траверсою й верхньою рухомою траверсою, кожна з яких містить приводні подавальні ролики. Роликова гартувальна машина призначена для загартування штаби після нагрівання в потоці товстолистового стану гарячої прокатки. На товстолистових станах гарячої прокатки проводиться прокатка штаби товщиною від 5 до 100 мм. У процесі прокатки на штабах з'являються загнуті передні й задні кінці, а також хвилястість по довжині. Загин кінців може досягати до 200 мм, крім загнуття на штабі може виникати хвилястість по довжині металу. Роликова гартувальна машина має зазор між верхніми роликами й штабою у межах 1…2 мм. Секція подавальних роликів забезпечує захоплення штаби й подачу її в першу технологічну секцію машини. Подача штаби з дефектними краями в технологічну секцію машини приводить до можливої деформації колекторів з форсунками, які розташовані між приводними роликами й надалі до зупинки роботи машини для необхідного ремонту. Установка в машині секції з подавальними роликами не забезпечує надійну роботу всієї роликової гартувальної машини, яка встановлена в потоці стану гарячої прокатки. В основу корисної моделі поставлена задача підвищення надійності роботи роликової гартувальної машини для загартування прокатної штаби. Ця задача вирішується за рахунок технічного результату, що складається в виправленні кінців прокатувальної штаби та хвилястість по довжині прокату перед технологічною секцією машини, що забезпечує далі термообробку штаби в роликовій машині. Для досягнення вищевказаного технічного результату роликова гартувальна машина, що включає декілька технологічних секцій, кожна з яких містить раму, нижню й рухому верхню роликові траверси із приводними роликами, гідропривод переміщення у вертикальному напрямку верхніх траверс, колектори для подачі охолодної води, приводні ролики кожної секції розташовані відповідно один одному, згідно з корисною моделлю, вона обладнана роликоправильною секцією й роликовіджимною секцією, що містять рухому верхню та нижню траверси, при цьому в роликоправильній секції встановлено декілька приводних правильних роликів у шаховому порядку, а в роликовіджимній секції встановлена пара віджимних роликів, причому роликовіджимна секція розташована між роликоправильною секцією та першою технологічною секцією машини, крім того приводи вертикального переміщення верхніх траверс для кожної з доданих секцій - індивідуальні. У результаті порівняльного аналізу запропонованого технічного рішення із прототипом установлено, що вони мають наступні загальні ознаки: декілька технологічних секцій, кожна з яких містить раму, нижню й рухому верхню роликові траверси із приводними роликами; гідропривод переміщення у вертикальному напрямку верхніх траверс; колектори для подачі охолодної води; приводні ролики кожної секції розташовані відповідно один одному; а також відмітні ознаки: обладнання роликоправильною секцією й роликовіджимною секцією, що містять рухому верхню та нижню траверси; встановлення в роликоправильній секції декілька приводних правильних роликів у шаховому порядку; встановлення в роликовіджимній секції пари віджимних роликів; розташування роликовіджимної секції між роликоправильною секцією та першою технологічною секцією машини; 1 UA 77775 U 5 10 15 20 25 30 35 40 45 50 55 60 приводи вертикального переміщення верхніх траверс для кожної з доданих секцій індивідуальні Таким чином, запропонована конструкція роликової гартувальної машини має нові конструктивні елементи, нові зв'язки вузлів і деталей, нову форму виконання деталей і вузлів. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що роликова гартувальна машина обладнана роликоправильною секцією із правильними роликами, стало можливим установлювати роликову гартувальну машину в потоці стану й правити штабу перед подачею її в технологічні секції машини. Завдяки тому, що між секцією із правильними роликами й першою технологічною секцією встановлена роликовіджимна секція, стало можливим відокремити потік води, яку подають на штабу для термообробки, від її попадання у підшипникові опори роликів та від попадання на поверхню той частини прокату, яка знаходиться поза зоною гартувальної машини. Крім того, відбувається стабілізація заднього кінця штаби. Завдяки індивідуальним приводам вертикального переміщення верхніх траверс для кожної з доданих секцій стало можливим настроювати зазори відповідно до товщини й нерівностей штаби. Усе це забезпечує надійну роботу роликової гартувальної машини в потоці стану й стабільне переміщення штаби, яка має нерівні кінцівки й хвилястість по довжині на вході в роликову гартувальну машину, через технологічні секції машини. Виключення з вищевказаних сукупності відмітних ознак хоча б одної з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, не відомо з рівня техніки й тому воно є новим. Технічне рішення, яке заявляється, промислово застосовне, тому що його технологічне й технічне виконання не представляє труднощів. По цьому рішенню виконаний робочий проект роликової гартувальної машини для Ашинського металургійного заводу (Росія). Таким чином, технічному рішенню може надаватися правова охорона, тому що воно є новим і промислово застосовне, тобто відповідає всім критеріям корисної моделі. Корисна модель пояснюється кресленням, на якому зображена схема роликової гартувальної машини. Роликова гартувальна машина складається з декількох технологічних секцій, кожна з яких містить раму 1, у якій стаціонарно встановлена нижня траверса 2 і з можливістю вертикального переміщення уздовж колон 3 рами верхня траверса 4. У нижній траверсі 2 установлені транспортні приводні ролики 5, а у верхній траверсі 4 установлені опорні приводні ролики 6 (привод умовно не показаний). Привод вертикального переміщення верхньої траверси 4 виконаний у вигляді чотирьох гідроциліндрів 7 попарно встановлених шарнірно на колонах 3 рами 1 та зчленованих штоками з верхньою траверсою 4. На вході в роликову гартувальну машину перед першою технологічною секцією встановлені додаткові секції: роликоправильна секція 8 і роликовіджимна секція 9. У станині 10 роликоправильної секції 8 установлені стаціонарна нижня траверса 11, у якій розміщені, наприклад, три нижні правильні ролики 12 та рухома у вертикальному напрямку верхня траверса 13, у якій розміщені два верхні правильні ролики 14 (привод умовно не показаний). При цьому верхні правильні ролики 14 установлені в шаховому порядку щодо нижніх правильних роликів 12. Між роликоправильною секцією 8 із правильними роликами 12 і 14 та першою технологічною секцією роликової гартувальної машини встановлена роликовіджимна секція 9, з нижнім 15 і верхнім 16 віджимними роликами. При цьому нижній віджимний ролик 15 установлений на нижній траверсі 17, яка закріплена на станині 10 стаціонарно, а верхній віджимний ролик 16 установлений у верхній рухомій траверсі 18 з можливістю вертикального переміщення за допомогою пари гідроциліндрів 19. Верхня рухома траверса 13 правильної секції 8 упирається у верхню частину станини 10 плунжерами 20 гідроциліндрів 21. Переміщення верхньої траверси 13 забезпечується чотирма гідроциліндрами 21. У горизонтальних проміжках між роликами транспортними 5 і опорними 6 верхньої 4 та нижньої 2 траверс установлені колектори 22 для подачі охолодної води. Приводи всіх роликів виконані від електродвигунів, мають традиційну конструкцію й тому не показані на кресленні. Працює роликова гартувальна машина наступним чином. Перед подачею металевої штаби в роликову гартувальну машину рухома верхня траверса 13 правильної секції 8 установлюється за допомогою гідроциліндрів 21 на величину, яка забезпечує зазор між верхніми 14 і нижніми 12 правильними роликами, що необхідний для проходження переднього загнутого кінця штаби. При цьому верхня траверса 18 з верхнім віджимним роликом 16 секції віджимних роликів 9 піднімається за допомогою гідроциліндрів 19, 2 UA 77775 U 5 10 відбувається вільне проходження металу між верхнім 16 і нижнім 15 віджимними роликами, а верхня рухома траверса 4 технологічної секції роликової гартівної машини піднімається гідроциліндрами 7 на розмір, що забезпечує зазор між транспортними 5 і опорними 6 роликами секції роликової машини, дорівнює товщині штаби плюс 1-2 мм. Після проходження попередньо виправленого переднього кінця штаби секції віджимних роликів 9, верхній віджимної ролик 16 опускається на поверхню штаби й притискається з певним зусиллям. Після подачі штаби в транспортні 5 і опорні 6 ролики першої технологічної секції машини зверху й знизу на штабу з колекторів 22 подається вода, завдяки чому здійснюється загартування металевої штаби. При цьому, верхній притискний ролик 16 перешкоджає попаданню потоку охолодної води, що надходить із технологічної секції роликової машини. Із усього вище описаного видно, що виконання роликової гартувальної машини згідно з формулою корисної моделі дозволить забезпечити стабільне виправлення й транспортування штаби і забезпечить її якісну термообробку при надійній роботі машини в потоці товстолистового стану гарячої прокатки. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Роликова гартувальна машина, що включає декілька технологічних секцій, кожна з яких містить раму, нижню й рухому верхню роликові траверси із приводними роликами, гідропривод переміщення у вертикальному напрямку верхніх траверс, колектори для подачі охолодної води, приводні ролики кожної секції розташовані відповідно один одному, яка відрізняється тим, що вона обладнана роликоправильною секцією й роликовіджимною секцією, що містять рухому верхню та нижню траверси, при цьому в роликоправильній секції встановлено декілька приводних правильних роликів у шаховому порядку, а в роликовіджимній секції встановлена пара віджимних роликів, причому роликовіджимна секція розташована між роликоправильною секцією та першою технологічною секцією машини, крім того приводи вертикального переміщення верхніх траверс для кожної з доданих секцій - індивідуальні. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller hardening machine
Автори англійськоюSukov Henadii Serhiiovych, Tiunov Volodymyr Mykolaiovych, Aldokhin Denis Volodymyrovych, Hrytsenko Serhii Anatoliovych, Yeletskikh Volodymyr Ivanovych, Berdnikov Oleh Kostiantynovych, Havrylchenko Yevhen Yuriiovych, Hrebeniuk Nadia Pavlivna
Назва патенту російськоюРоликовая закалочная машина
Автори російськоюСуков Геннадий Сергеевич, Тиунов Владимир Николаевич, Алдохин Денис Владимирович, Гриценко Сергей Анатольевич, Елецких Владимир Иванович, Бердников Олег Константинович, Гаврильченко Евгений Юрьевич, Гребенюк Надежда Павловна
МПК / Мітки
МПК: C21D 1/78, B21B 45/02
Мітки: гартувальна, машина, роликова
Код посилання
<a href="https://ua.patents.su/5-77775-rolikova-gartuvalna-mashina.html" target="_blank" rel="follow" title="База патентів України">Роликова гартувальна машина</a>
Роликова гартувальна машина
Номер патенту: 87769
Опубліковано: 10.08.2009
Автори: Волошин Олексій Іванович, Гребенюк Надія Павлівна, Гриценко Сергій Анатолійович, Білобров Юрій Миколайович, Васільєв Юрій Андрійович, Єлецьких Володимир Іванович
МПК: C21D 1/62, B21D 1/00, B21D 7/02, C21D 1/78, B21B 45/02
Мітки: роликова, гартувальна, машина
Формула / Реферат:
1. Роликова гартувальна машина, що включає раму, нижню стаціонарно встановлену в рамі траверсу з транспортними приводними роликами, верхню рухому траверсу, що містить опорні приводні ролики, дві пари приводних задавальних роликів, привод вертикального переміщення верхньої рухомої траверси, а також колектори для подачі охолодної води, яка відрізняється тим, що вона обладнана додатковою парою приводних віджимних роликів, додатковими...
Машина догинальна роликова

Номер патенту: 47080
Опубліковано: 17.06.2002
Автори: Калашніков Олег Юрієвич, Танічев Олексій Григорович, Запорожченко Валерій Федорович, Коваленко Віталій Іванович, Вальченко Сергій Борисович, Товпига Олексій Петрович
МПК: B21D 5/00
Мітки: машина, роликова, догинальна
Формула / Реферат:
1. Машина догинальна роликова, що складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блока верхніх профільних натискних робочих роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догинання, установлених з можливістю зворотного переміщення цих заготівок, роликів:...
Машина дозгинальна роликова

Номер патенту: 60633
Опубліковано: 15.10.2003
Автор: Артеменко Микола Григорович
МПК: B21D 5/00
Мітки: дозгинальна, машина, роликова
Формула / Реферат:
Машина дозгинальна роликова, яка складається зі станини, нижнього профільного робочого ролика із приводом його обертання, блока верхніх профільних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх роликів, засобів розформування трубної заготівки і механізмів вирівнювання і переміщення заготівок на позицію їх догнуття, кожний із яких містить з'єднані гідроциліндром нижній важіль і верхній, оснащений профільним...
Роликогартувальна машина

Номер патенту: 83589
Опубліковано: 25.07.2008
Автори: Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Гриценко Сергій Анатолійович, Васільєв Юрій Андрійович, Цівковський Олександр Григорович, Гребенюк Надія Павлівна, Брехов Євген Володимирович
МПК: C21D 1/78, B21B 45/02
Мітки: машина, роликогартувальна
Формула / Реферат:
Роликогартувальна машина, що складається із секцій, кожна з яких містить нижню траверсу з приводними роликами, нерухомо встановлену на станині, що оснащена колонами, та верхню траверсу з приводними роликами, встановлену на колонах з можливістю вертикального переміщення, механізм вертикального переміщення верхньої траверси з гідравлічним циліндром та засоби подачі охолодної рідини, яка відрізняється тим, що кожна секція оснащена трьома...
Листоправильна машина
Номер патенту: 7596
Опубліковано: 15.06.2005
Автори: Смирнов Віктор Григорович, Титаренко Олександр Іванович, Гриценко Сергій Анатолійович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
Листоправильна машина, що містить встановлені в станині нижню касету з правильними роликами і зчленовану з механізмом переміщення по вертикалі верхню касету з правильними роликами, яка відрізняється тим, що механізм переміщення по вертикалі верхньої касети виконаний у вигляді клинової пари, причому верхня касета прикріплена до нижнього клина клинової пари, а верхній клин клинової пари зчленований із приводом переміщення.
Попередній патент: Комбінаторний сукцинільований галотанін з протигрибковою активністю
Наступний патент: Екологобезпечний тепловий насос низького тиску
Випадковий патент: Грохот