Спосіб одержання захисно-декоративних багатошарових покрить
Номер патенту: 79556
Опубліковано: 25.06.2007
Автори: Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна, Савченко Валерія Олегівна, Байрачний Борис Іванович
Формула / Реферат
Спосіб одержання захисно-декоративних багатошарових покрить на сталевих виробах, що включає нанесення мідно-нікелевого підшару і електроосадження мідного і нікелевого покрить із сірчанокислих електролітів, який відрізняється тим, що мідно-нікелевий підшар наносять у ванні уловлювання сірчанокислих електролітів міднення і нікелювання при катодній густині струму 30-40 А/м2 з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини, у розчині ванни уловлювання підтримують вміст іонів міді 0,02-0,025 Μ, іонів нікелю - 0,05-0,07 Μ і додатково вводять суміш (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення іонів амонію до сумарного вмісту іонів металів (3-3,5) : 1 і рΗ електроліту 8,5-9,5.
Текст
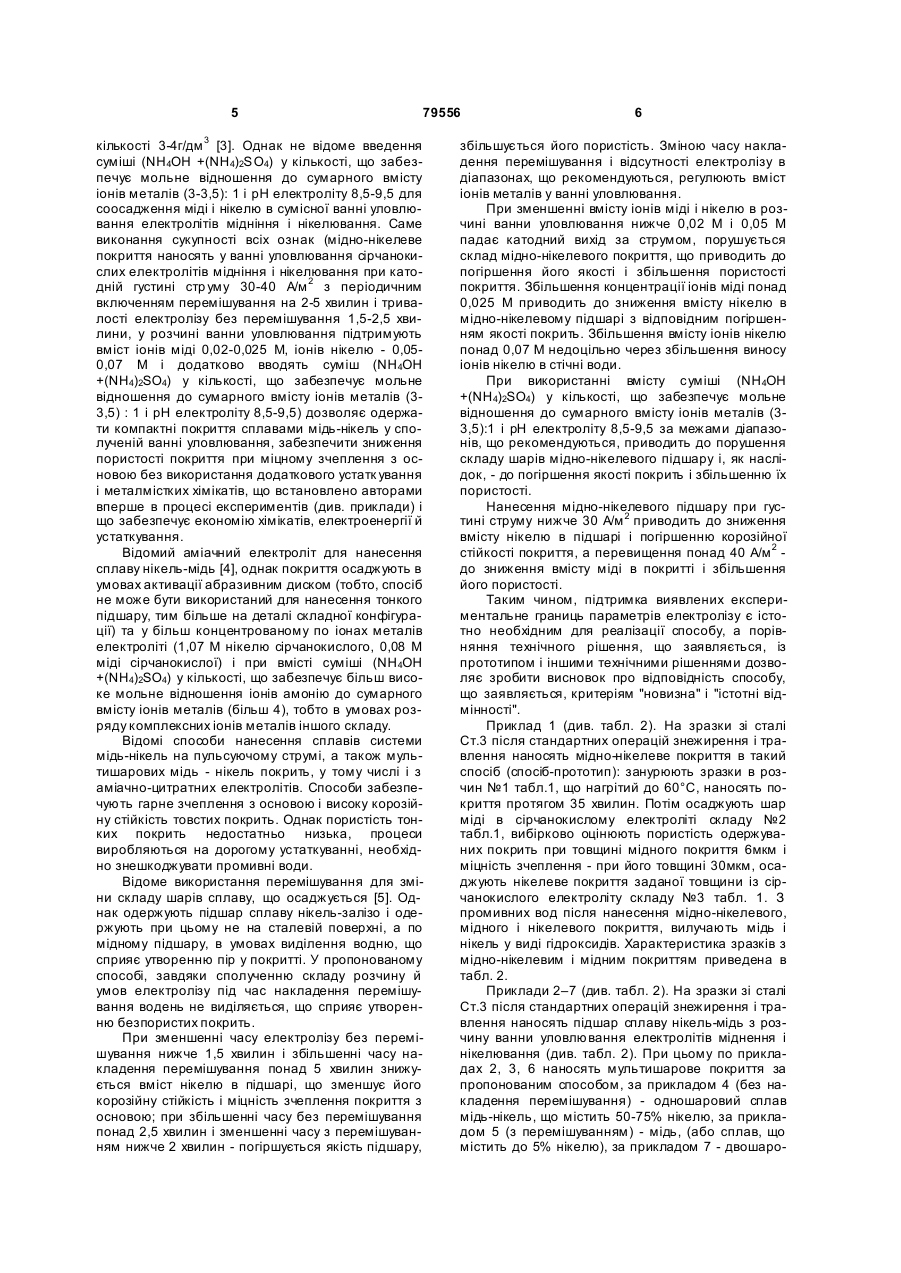
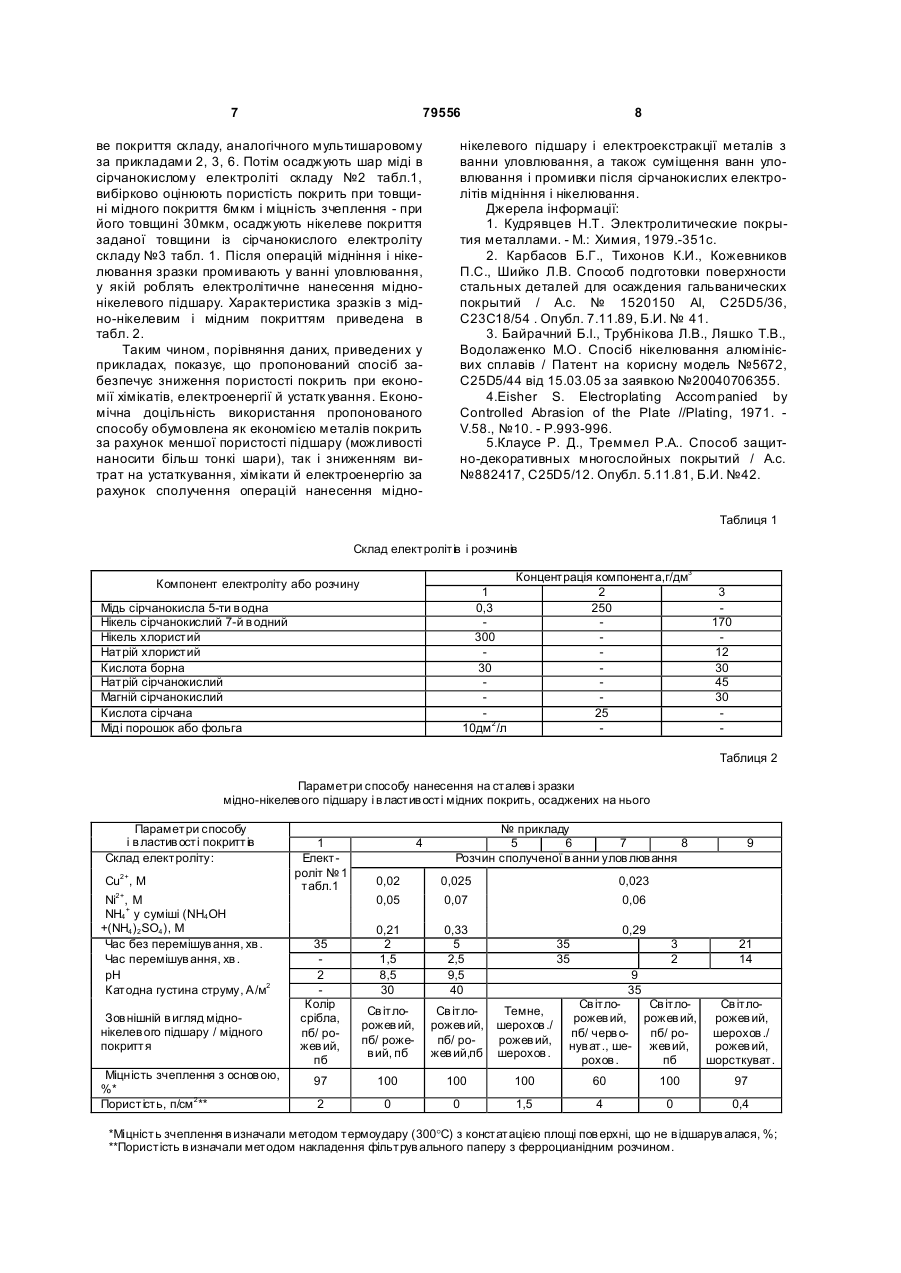
Спосіб одержання захисно-декоративних багатошарових покрить на сталевих виробах, що включає нанесення мідно-нікелевого підшару і електроосадження мідного і нікелевого покрить із сірчанокислих електролітів, який відрізняється тим, що мідно-нікелевий підшар наносять у ванні уловлювання сірчанокислих електролітів міднення і нікелювання при катодній густині струму 30-40 А/м 2 з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини, у розчині ванни уловлювання підтримують вміст іонів міді 0,02-0,025 Μ, іонів нікелю - 0,05-0,07 Μ і додатково вводять суміш (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення іонів амонію до сумарного вмісту іонів металів (3-3,5) : 1 і рΗ електроліту 8,59,5. Винахід відноситься до області гальваностегії. Зокрема, до одержання багатошарових мідьнікель або мідь-нікель-хром захисно-декоративних покрить на сталевої основі по підшару. Відомі способи одержання багатошарових захисно-декоративних покрить на сталевих виробах, що включають міднення і нікелювання [1]. Процес мідніння включає електролітичне нанесення підшару міді товщиною 3мкм із комплексного електроліту, наприклад, ціаністого або пірофосфатного, міднення в більш продуктивному сірчанокислому електроліті і нікелювання в сірчанокислому електроліті. Промивні води після всіх трьох процесів знешкоджують, вилучають метали у виді шламу станцій нейтралізації, або в складі елюата іонообмінних установок, або продукту електрохімічної обробки й ін. Способи забезпечують експлуатацію виробів у жорстких умовах тільки при значній товщині шарів металів через пористість покрить і недостатньо міцне зчеплення мідного підшару зі сталевою основою. Найбільш близьким технічним рішенням є спосіб [2], що включає попередню підготовку поверхні стали перед осадженням гальванічних покрить, яка полягає в обробці сталевих де талей протягом 10-40 хв. при температурі 50-70°С і рН 1,5-2,5 у водному розчині, що містить 300г/дм 3 хлористого нікелю, 0,06-0,6г/дм 3 сірчанокислої міді, 30г/дм 3 борної кислоти і мідь у виді порошку або фольги з площею поверхні 0,5-20дм 2/дм 3. По міднонікелевому підшару, що був нанесений таким способом, електроосаджують потім мідне покриття із сірчанокислого електроліту з добавкою ЛТІ товщиною 6мкм і (або) нікелеве покриття із сірчанокислого електроліту. Промивні води після всіх процесів знешкоджують, вилучають метали у складі шламу станцій нейтралізації, елюата іонообмінних установок або продукта електрохімічної обробки й ін. Підшар покриття сплавом мідь-нікель дозволяє підвищити міцність зчеплення всього багатошарового покриття з основою. Однак безпористе мідне покриття по цьому підшару можна одержати тільки в електроліті з добавками, наприклад, ЛТІ, яки інгибують процес мідніння і дозволяють тому при товщині мідного покриття 6мкм перекрити пори підшару, яки залишилися в процесі реалізації через них контактного способу нанесення мідно (19) UA (11) 79556 (13) (21) a200509969 (22) 24.10.2005 (24) 25.06.2007 (46) 25.06.2007, Бюл. № 9, 2007 р. (72) Трубнікова Лариса Валентинівна, Байрачний Борис Іванович, Савченко Валерія Олегівна, Майзеліс Антоніна Олександрівна (73) НАЦІОН АЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ "ХАРКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" (56) SU, 882417, 15.11.1981 SU, 1520150, A1, 07.11.1989 SU, 1076492, A1, 28.02.1984 RU, 94004210, A, 12.10.1994 RU, 2171316, C2, 27.07.2001 BG, 30413, 15.06.1981 US, 20010001436, A1, 24.05.2001 Кудрявцев Н.Т. Электролитические покрытия металлами.- М.: Химия.- 1979.- С. 246-293 C2 1 3 79556 нікелевого підшару, без значної швидкості контактного витиснення в електроліті мідніння. Спосіб не дозволяє забезпечити безпористість мідних покрить, що осаджують потім зі звичайного сірчанокислого електроліту міднення. Крім того, для осадження підшару необхідні додаткова ванна, хімікати і нагрів розчину. Розчин, як і будь-який розчин для хімічної обробки металів, має потребу в періодичній регенерації, у стічні води деталями, що промиваються від концентрованого розчину, вноситься (а при відсутності регенерації металів із промивних вод - губиться) додаткова кількість іонів дорогих металів. У процесі осадження потрібне використання міді з великою площею поверхні, можливе включення в покриття часточок міді і сполук заліза, що обмежує сфер у застосування способу. Задачею, що розв'язується даним винаходом, є зниження пористості покриття, а також здешевлення процесу за рахунок сполучення операції нанесення мідно-нікелевого підшару і електроекстракції іонів міді і нікелю із ванни уловлювання електролітів мідніння і нікелювання. В основу винаходу покладена задача створення способу одержання захисно-декоративних багатошарових покрить на сталевих виробах, що включає нанесення мідно-нікелевого підшару і електроосадження мідного і нікелевого покрить із сірчанокислих електролітів. Для рішення поставленої задачі запропонований спосіб, по якому мідно-нікелевий підшар наносять у ванні уловлювання сірчанокислих електролітів мідніння і нікелювання при катодній густині струму 30-40 А/м 2 з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини, у розчині ванни уловлювання підтримують вміст іонів міді 0,02-0,025 Μ, іонів нікелю - 0,05-0,07 Μ и додатково вводять суміш (NH4OH +(NH4)2SO4) у кількості, що забезпечує мольне відношення іонів амонію до сумарного вмісту іонів металів (3-3,5) : 1 і рН електроліту 8,5-9,5. Процес здійснюють у такий спосіб. Попередньо знежирені і протравлені по стандартних методиках сталеві деталі завантажують у ванну уловлювання, розчин якої містить 0,02-0,025 Μ іонів міді, 0,05-0,07 Μ іонів нікелю і суміш (NH4OH +(NH4)2SO4) у кількості, що забезпечує мольне відношення іонів амонію до сумарного вмісту іонів металів (3-3,5) : 1 і рН електроліту 8,59,5, також інші компоненти електролітів мідніння і нікелювання, що уловились у ванні уловлювання, у концентрації 20-100% від їхнього вмісту в електролітах. Катодна густина струм у 30-40 А/м 2. Аноди нерозчинні. Покриття наносять протягом 30-40 хвилин при катодній густині струм у 30-40 А/м з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини. Потім деталі міднять у сірчанокислому електроліті, наприклад, в електроліті №2 табл. 1, промивають у ванні уловлювання, тобто, у ванні для нанесення мідно-нікелевого підшару, і промивних ваннах, нікелюють у сірчанокислому електроліті, наприклад, в електроліті №3 табл.1, і 4 промивають у цій же ванні уловлювання й у цих же ваннах промивки. При виконанні сукупності зазначених операцій (підтримка концентрації іонів міді і нікелю в ванні уловлювання на рівні 0,02-0,025 Μ и 0,05-0,07 Μ відповідно, введення в розчин ванни уловлювання додатково суміші (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення до сумарного вмісту іонів металів (3-3,5) : 1 і рН електроліту 8,59,5, електролітичне нанесення підшару в цій ванні уловлювання при катодній густині струму 30-40 А/м 2 з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини) експериментально виявлено, що умови електролізу, яки створилися при нанесенні мідно-нікелевого підшару, дозволяють забезпечити його безпористість при товщині 23мкм (за рахунок зміни складу покриття в шарах і перекривання пір шарів) при відмінному зчепленні зі сталевою основою. Пропонований спосіб реалізується на стандартному уста ткуванні при сумісному використанні ванн уловлювання електролітів мідніння і нікелювання і ванн промивання після міднення і нікелювання, що скорочує їх кількість у лінії, а також при сполученні операцій нанесення мідно-нікелевого підшару і електроекстракції міді і нікелю з розчину ванни уловлювання, завдяки чому заощаджуються хімікати, устаткування, електроенергія. У технічному плані відмінною рисою пропонованого винаходу є те, що мідно-нікелевий підшар наносять електролітично, з періодичним накладенням перемішування, цей підшар є багатошаровим, із шарами, вміст нікелю в яких відрізняється завдяки періодичному накладенню перемішування і складає 0-5% (при накладенні перемішування) і 50-75% (без перемішування), нанесення цього підшару здійснюють з комплексного аміачного розведеного електроліту. Сполучення складу розчину з умовами електролізу сприяють формуванню дрібнокристалевої структури кожного шару підшару, перекриванню пір кожного попереднього шару, що забезпечує одержання безпорістих покрить при дуже малій товщині мідно-нікелевого підшару і міцне зчеплення покриття зі сталевою основою. На поповнення вмісту іонів міді і нікелю за способом-прототипом затрачаються хімреактиви, а за пропонованим способом - утилізуються іони міді і нікелю, винесені у ванну уловлювання деталями при промиванні. Для промивання деталей за способом-прототипом після всіх трьох шарів (мідно-нікелевий підшар, мідне покриття, нікелеве покриття) необхідні ванни промивки й операції очищення промивних вод від іонів металів, а в способі-прототипі за рахунок сполучення операцій промивки скорочується кількість ванн, очищення від іонів металів і утилізація вилучених металів у складі мідно-нікелевого підшару виробляється в цій же гальванічній лінії. Скорочення кількості устатк ування, економія електроенергії і хімікатів дозволяє значно здешевити процес нанесення підшару за пропонованим способом. Відомий спосіб нікелювання алюмінієвих сплавів у розчині ванни уловлювання сірчанокислого електроліту, у який додатково вводять аміак у 5 79556 кількості 3-4г/дм 3 [3]. Однак не відоме введення суміші (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення до сумарного вмісту іонів металів (3-3,5): 1 і рН електроліту 8,5-9,5 для соосадження міді і нікелю в сумісної ванні уловлювання електролітів мідніння і нікелювання. Саме виконання сукупності всіх ознак (мідно-нікелеве покриття наносять у ванні уловлювання сірчанокислих електролітів мідніння і нікелювання при катодній густині стр уму 30-40 А/м 2 з періодичним включенням перемішування на 2-5 хвилин і тривалості електролізу без перемішування 1,5-2,5 хвилини, у розчині ванни уловлювання підтримують вміст іонів міді 0,02-0,025 Μ, іонів нікелю - 0,050,07 Μ і додатково вводять суміш (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення до сумарного вмісту іонів металів (33,5) : 1 і рН електроліту 8,5-9,5) дозволяє одержати компактні покриття сплавами мідь-нікель у сполученій ванні уловлювання, забезпечити зниження пористості покриття при міцному зчеплення з основою без використання додаткового устатк ування і металмістких хімікатів, що встановлено авторами вперше в процесі експериментів (див. приклади) і що забезпечує економію хімікатів, електроенергії й устаткування. Відомий аміачний електроліт для нанесення сплаву нікель-мідь [4], однак покриття осаджують в умовах активації абразивним диском (тобто, спосіб не може бути використаний для нанесення тонкого підшару, тим більше на деталі складної конфігурації) та у більш концентрованому по іонах металів електроліті (1,07 Μ нікелю сірчанокислого, 0,08 Μ міді сірчанокислої) і при вмісті суміші (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує більш високе мольне відношення іонів амонію до сумарного вмісту іонів металів (більш 4), тобто в умовах розряду комплексних іонів металів іншого складу. Відомі способи нанесення сплавів системи мідь-нікель на пульсуючому струмі, а також мультишарових мідь - нікель покрить, у тому числі і з аміачно-цитратних електролітів. Способи забезпечують гарне зчеплення з основою і високу корозійну стійкість товстих покрить. Однак пористість тонких покрить недостатньо низька, процеси виробляються на дорогому устаткуванні, необхідно знешкоджувати промивні води. Відоме використання перемішування для зміни складу шарів сплаву, що осаджується [5]. Однак одержують підшар сплаву нікель-залізо і одержують при цьому не на сталевій поверхні, а по мідному підшару, в умовах виділення водню, що сприяє утворенню пір у покритті. У пропонованому способі, завдяки сполученню складу розчину й умов електролізу під час накладення перемішування водень не виділяється, що сприяє утворенню безпористих покрить. При зменшенні часу електролізу без перемішування нижче 1,5 хвилин і збільшенні часу накладення перемішування понад 5 хвилин знижується вміст нікелю в підшарі, що зменшує його корозійну стійкість і міцність зчеплення покриття з основою; при збільшенні часу без перемішування понад 2,5 хвилин і зменшенні часу з перемішуванням нижче 2 хвилин - погіршується якість підшару, 6 збільшується його пористість. Зміною часу накладення перемішування і відсутності електролізу в діапазонах, що рекомендуються, регулюють вміст іонів металів у ванні уловлювання. При зменшенні вмісту іонів міді і нікелю в розчині ванни уловлювання нижче 0,02 М і 0,05 М падає катодний вихід за струмом, порушується склад мідно-нікелевого покриття, що приводить до погіршення його якості і збільшення пористості покриття. Збільшення концентрації іонів міді понад 0,025 Μ приводить до зниження вмісту нікелю в мідно-нікелевому підшарі з відповідним погіршенням якості покрить. Збільшення вмісту іонів нікелю понад 0,07 Μ недоцільно через збільшення виносу іонів нікелю в стічні води. При використанні вмісту суміші (ΝΗ4ΟΗ +(NH4)2SO4) у кількості, що забезпечує мольне відношення до сумарного вмісту іонів металів (33,5):1 і рН електроліту 8,5-9,5 за межами діапазонів, що рекомендуються, приводить до порушення складу шарів мідно-нікелевого підшару і, як наслідок, - до погіршення якості покрить і збільшенню їх пористості. Нанесення мідно-нікелевого підшару при густині струму нижче 30 А/м 2 приводить до зниження вмісту нікелю в підшарі і погіршенню корозійної стійкості покриття, а перевищення понад 40 А/м 2 до зниження вмісту міді в покритті і збільшення його пористості. Таким чином, підтримка виявлених експериментальне границь параметрів електролізу є істотно необхідним для реалізації способу, а порівняння технічного рішення, що заявляється, із прототипом і іншими технічними рішеннями дозволяє зробити висновок про відповідність способу, що заявляється, критеріям "новизна" і "істотні відмінності". Приклад 1 (див. табл. 2). На зразки зі сталі Ст.3 після стандартних операцій знежирення і травлення наносять мідно-нікелеве покриття в такий спосіб (спосіб-прототип): занурюють зразки в розчин №1 табл.1, що нагрітий до 60°С, наносять покриття протягом 35 хвилин. Потім осаджують шар міді в сірчанокислому електроліті складу №2 табл.1, вибірково оцінюють пористість одержуваних покрить при товщині мідного покриття 6мкм і міцність зчеплення - при його товщині 30мкм, осаджують нікелеве покриття заданої товщини із сірчанокислого електроліту складу №3 табл. 1. З промивних вод після нанесення мідно-нікелевого, мідного і нікелевого покриття, вилучають мідь і нікель у виді гідроксидів. Характеристика зразків з мідно-нікелевим і мідним покриттям приведена в табл. 2. Приклади 2–7 (див. табл. 2). На зразки зі сталі Ст.3 після стандартних операцій знежирення і травлення наносять підшар сплаву нікель-мідь з розчину ванни уловлювання електролітів міднення і нікелювання (див. табл. 2). При цьому по прикладах 2, 3, 6 наносять мультишарове покриття за пропонованим способом, за прикладом 4 (без накладення перемішування) - одношаровий сплав мідь-нікель, що містить 50-75% нікелю, за прикладом 5 (з перемішуванням) - мідь, (або сплав, що містить до 5% нікелю), за прикладом 7 - двошаро 7 79556 ве покриття складу, аналогічного мультишаровому за прикладами 2, 3, 6. Потім осаджують шар міді в сірчанокислому електроліті складу №2 табл.1, вибірково оцінюють пористість покрить при товщині мідного покриття 6мкм і міцність зчеплення - при його товщині 30мкм, осаджують нікелеве покриття заданої товщини із сірчанокислого електроліту складу №3 табл. 1. Після операцій мідніння і нікелювання зразки промивають у ванні уловлювання, у якій роблять електролітичне нанесення міднонікелевого підшару. Характеристика зразків з мідно-нікелевим і мідним покриттям приведена в табл. 2. Таким чином, порівняння даних, приведених у прикладах, показує, що пропонований спосіб забезпечує зниження пористості покрить при економії хімікатів, електроенергії й устатк ування. Економічна доцільність використання пропонованого способу обумовлена як економією металів покрить за рахунок меншої пористості підшару (можливості наносити більш тонкі шари), так і зниженням витрат на устаткування, хімікати й електроенергію за рахунок сполучення операцій нанесення мідно 8 нікелевого підшару і електроекстракції металів з ванни уловлювання, а також суміщення ванн уловлювання і промивки після сірчанокислих електролітів мідніння і нікелювання. Джерела інформації: 1. Кудрявцев Н.Т. Электролитические покрытия металлами. - Μ.: Химия, 1979.-351с. 2. Карбасов Б.Г., Тихонов К.И., Кожевников П.С., Шийко Л.В. Способ подготовки поверхности стальных деталей для осаждения гальванических покрытий / А.с. № 1520150 ΑΙ, С25D5/36, С23С18/54 . Опубл. 7.11.89, Б.И. № 41. 3. Байрачний Б.І., Трубнікова Л.В., Ляшко Т.В., Водолаженко Μ.Ο. Спосіб нікелювання алюмінієвих сплавів / Патент на корисну модель №5672, C25D5/44 від 15.03.05 за заявкою №20040706355. 4.Eisher S. Electroplating Accompanied by Controlled Abrasion of the Plate //Plating, 1971. V.58., №10. - P.993-996. 5.Клаусе Р. Д., Треммел Ρ.Α.. Способ защитно-декоративных многослойных покрытий / А.с. №882417, С25D5/12. Опубл. 5.11.81, Б.И. №42. Таблиця 1 Склад електролітів і розчинів Компонент електроліту або розчину 1 0,3 300 30 10дм 2/л Мідь сірчанокисла 5-ти в одна Нікель сірчанокислий 7-й в одний Нікель хлористий Натрій хлористий Кислота борна Натрій сірчанокислий Магній сірчанокислий Кислота сірчана Міді порошок або фольга Концентрація компонента,г/дм3 2 250 25 3 170 12 30 45 30 Таблиця 2 Параметри способу нанесення на сталев і зразки мідно-нікелев ого підшару і в ластив ості мідних покрить, осаджених на нього Параметри способу і в ластив ості покриттів Склад електроліту: Сu2+, Μ Ni2+, M ΝΗ4+ у суміші (ΝΗ4ΟΗ +(NH4) 2SO4), M Час без перемішув ання, хв . Час перемішув ання, хв . рН Катодна густина струму, А/м2 Зов нішній вигляд міднонікелев ого підшару / мідного покриття Міцність зчеплення з основ ою, %* Пористість, п/см 2** 1 Електроліт № 1 табл.1 35 2 Колір срібла, пб/ рожев ий, пб 4 № прикладу 5 6 7 8 Розчин сполученої в анни улов люв ання 0,02 0,025 0,023 0,05 0,07 0,06 0,21 2 1,5 8,5 30 0,33 5 2,5 9,5 40 9 Св ітлорожев ий, пб/ рожев ий, пб 0,29 35 35 3 2 21 14 9 35 Св ітлоТемне, рожев ий, шерохов ./ пб/ ророжев ий, жев ий,пб шерохов. Св ітлоСв ітлоСв ітлорожев ий, рожев ий, рожев ий, пб/ черв опб/ рошерохов ./ нув ат., ше- жев ий, рожев ий, рохов . пб шорсткуват. 97 100 100 100 60 100 97 2 0 0 1,5 4 0 0,4 *Міцність зчеплення в изначали методом термоудару (300°С) з констатацією площі пов ерхні, що не в ідшарув алася, %; **Пористість в изначали методом накладення фільтрув ального паперу з ферроцианідним розчином. 9 Комп’ютерна в ерстка В. Клюкін 79556 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for preparation of protective and decorative multilayer coatings
Автори англійськоюTrubnikova Larysa Valentynivna, Bairachnyi Borys Ivanovych, Savchenko Valeria Olehivna, Maizelis Antonina Oleksandrivna
Назва патенту російськоюСпособ получения защитно-декоративных многослойных покрытий
Автори російськоюТрубникова Лариса Валентиновна, Байрачный Борис Иванович, Савченко Валерия Олеговна, Майзелис Антонина Александровна
МПК / Мітки
Мітки: спосіб, захисно-декоративних, багатошарових, одержання, покрить
Код посилання
<a href="https://ua.patents.su/5-79556-sposib-oderzhannya-zakhisno-dekorativnikh-bagatosharovikh-pokrit.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання захисно-декоративних багатошарових покрить</a>
Спосіб одержання захисно-декоративних багатошарових покрить
Номер патенту: 12162
Опубліковано: 16.01.2006
Автори: Майзеліс Антоніна Олександрівна, Савченко Валерія Олегівна, Байрачний Борис Іванович, Трубнікова Лариса Валентинівна
Мітки: покрить, одержання, багатошарових, захисно-декоративних, спосіб
Формула / Реферат:
Спосіб одержання захисно-декоративних багатошарових покрить на сталевих виробах, що включає нанесення мідно-нікелевого підшару і електроосадження мідного і нікелевого покрить із сірчанокислих електролітів, який відрізняється тим, що мідно-нікелевий підшар наносять у ванні уловлювання сірчанокислих електролітів міднення і нікелювання при катодній густині струму 30-40 А/м2 з періодичним включенням перемішування на 2-5 хвилин і тривалості...
Спосіб отримання захисно-декоративних покриттів на міді
Номер патенту: 35005
Опубліковано: 15.03.2001
Автор: Смірнов Ігор Володимирович
МПК: C23C 2/00
Мітки: спосіб, міді, покриттів, отримання, захисно-декоративних
Формула / Реферат:
1. Спосіб отримання захисно-декоративних покриттів на міді, шляхом занурювання мідних виробів в металевий розплав, який відрізняється тим, що процес нанесення здійснюють в вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у верхню зону ванни з температурою розплаву 630-760±5°С, а розплав нижньої зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відповідному...
Спосіб отримання захисно-декоративних покриттів на сталі

Номер патенту: 35004
Опубліковано: 15.03.2001
Автор: Смірнов Ігор Володимирович
МПК: C23C 2/02
Мітки: покриттів, спосіб, захисно-декоративних, сталі, отримання
Формула / Реферат:
Спосіб отримання захисно-декоративних покрить на сталі, включаючи насичення з розплаву легкоплавкої евтектики свинець-вісмут, який містить осаджувальні елементи, відрізняється тим, що перед насиченням вироби облуджують і охолоджують до температури , в розплав додають алюміній в кількості 2-3 вес.%, і в якості осаджувальних елементів використовують мідь, бронзу чи латунь,...
Спосіб промивки гальванічних покрить
Номер патенту: 67495
Опубліковано: 15.06.2004
Автор: Дензанов Геннадій Олександрович
МПК: C25D 5/24
Мітки: спосіб, гальванічних, покрить, промивки
Формула / Реферат:
Спосіб промивки гальванічних покрить від електроліту у ваннах накопичення з послідовною промивкою, який відрізняється тим, що промивку проводять луговим розчином складових сполук електроліту з відокремленням осаду, що утворюється.
Спосіб одержання композиційних покрить
Номер патенту: 32210
Опубліковано: 15.12.2000
Автори: Наливайко Володимир Миколайович, Солових Євген Костянтинович, Солових Андрій Євгенович, Лопата Лариса Анатоліївна, Шепеленко Ігор Віталійович, Черновол Михайло Іванович
МПК: C25D 5/00
Мітки: спосіб, композиційних, покрить, одержання
Текст:
...визначеної кількості дисперсного полімерного з порошку. Призначення дисперсних матеріалів заключаться в наданні композиційним електрохімічним покриттям властивостей не характерних для метала покриття. Для підвищення змочуваності покрить, порошкові неметалеві речовини попередньо, перед введення в електроліт, плакували шаром того металу, іони якого знаходяться в розчині електроліта. Процес одержання композиційного електрохімічного...
Попередній патент: Спосіб зниження навантаження на внутрішніх поверхнях протезно-ортопедичного виробу
Наступний патент: Спосіб одержання полімерного композиційного матеріалу
Випадковий патент: Магнітний тримач