Спосіб отримання захисно-декоративних покриттів на міді
Формула / Реферат
1. Спосіб отримання захисно-декоративних покриттів на міді, шляхом занурювання мідних виробів в металевий розплав, який відрізняється тим, що процес нанесення здійснюють в вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у верхню зону ванни з температурою розплаву 630-760±5°С, а розплав нижньої зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відповідному співвідношенні, мас.%:
2. Спосіб по п. 1, відрізняється тим, що для одержання покриття жовтого кольору, верхню зону ванни нагрівають до температури 760±5°С.
3. Спосіб по п. 1, відрізняється тим, що для одержання покриття темно-жовтого кольору, верхню зону ванни нагрівають до температури 720± 5°С.
4. Спосіб по п. 1, відрізняється тим, що для одержання покриття рожевого кольору, верхню зону ванни нагрівають до температури 680±5°С.
5. Спосіб по п. 1, відрізняється тим, що для одержання покриття червоного кольору, верхню зону ванни нагрівають до температури 630±5°С.
Текст
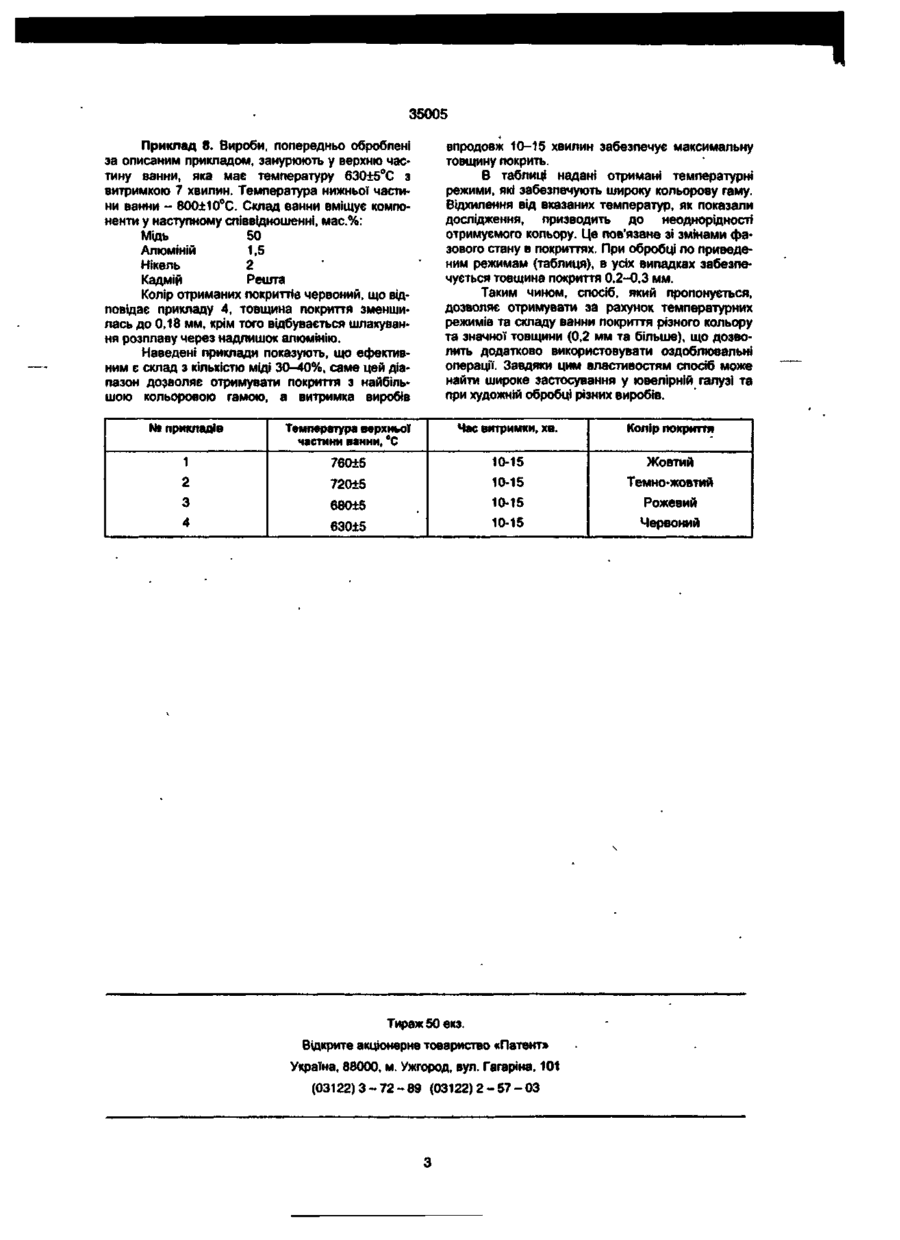
1 Спосіб отримання захисно-декоративних покриттів на МІДІ, шляхом занурювання мідних виробів в металевий розплав, який відрізняється тим, що процес нанесення здійснюють в вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у •верхню зону ванни з температурою розплаву 6307Є0±5°С, а розплав нижньої зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відпповідному співвідношенні, мас.%1 Винахід належить до хіміко-термічної обробки металів та сплавів, а саме до нанесення захистно-декоративних багатокомпонентих покриттів з мідно-кадмієвою основою на мідні вироби, і може бути використаним при виробі ювелірних, побутових та інших предметів художнього оздоблення Відомо про спосіб нанесення мідно-кадмієвих покриттів на МІДНІ вироби шляхом електролітичного осадження (Вячеславов П М. Электролитическое осаждение сплавов. Л. "Машиностроение", 1971 г., с 28-29). Недоліки цього способу, покриття мають незначну товщину (5-43 мкм), обмежену кольорову гаму, неміцне зчеплення осаджуємого металу з основним, не екологічність процесу. Відомі способи луження, цинкування та кадміювання мідних виробів, які здійснюються шляхом їх занурювання у розплав відповідного металу (Флеров А.В Материаловедение и технология художественной обработки металлов. М. Высш школа, 1981 г., с. 239-244) усувають недоліки, належні електролітичному способу (неміцне зчеплення осаджуємого металу з основним, не екологічність процесу). Однак ці способи не дозволяють отримувати Мідь 30-^0 Алюміній 0,5-f Нікель 1-1.5 Кадмій Решта 2. Спосіб по п 1, відрізняється тим, що для одержання покриття жовтого кольору, верхню зону а ванни нагрівають до температури 760±5 С. 3 Спосіб по п 1, відрізняється тим, що для одержання покриття темно-жовтого кольору, верхню зону ванни нагрівають до температури 720± 5°С. 4 Спосіб по п 1, відрізняється тим, що для одержання покриття рожевого кольору, верхню зону ванни нагрівають до температури 680±5°С 5 Спосіб по п 1, відрізняється тим, що для одержання покриття червоного кольору, верхню зону ванни нагрівають до температури 630±5°С. покриттів, що обмежує застосування подальших технологічних оздоблювальних операцій (шліфування, полірування та ін) В основу винаходу покладена задача створити спосіб отримання захисно-декоративних покриттів на міді, в якому занурення виробів проводили б в такий розплав і при таких умовах, що забезпечило б можливість одержання покриттів з широкою кольоровою гамою та значною товщиною Це досягається тим, що в способі отримання захисно-декоративних покрить на міді шляхом занурювання мідних виробів в металевий розплав процес нанесення здійснюють у вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у верхню зону ванни з температурою розплаву 630-760±5°С, а розплав нижньої* зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відповідному співвідношенні, мас %: Мідь 30-40 Алюміній 0,5-1 Нікель 1-1,5 Кадмій Решта Перепад'температур по висоті ванни приво г> ю ІП со ня розплаву через надлишок алюмінію. Наведені приклади показують, що ефеї ним є склад з кількістю міді 30-40%, саме цей пазон дозволяє отримувати покриття з найї шою кольоровою гамою, а витримка вир № прикладів Температура пері частини ванни. 1 760±5 2 720+5 3 680+5 4 630±5 Відкрите акціоі УКРАЇНА (19) UA (ID 35005 із) А ( (51) 6С23С2/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ОПИС ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) СПОСІБ ОТРИМАННЯ ЗАХИСНО-ДЕКОРАТИВНИХ ПОКРИТТІВ НА МІДІ (21)99074373 (22)29.07.1999 (24)15.03.2001 (46) 15.03.2001, Бюл. № 2, 2001 р. (72) Смірнов Ігор Володимирович (73) ХЕРСОНСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (57) 1. Спосіб отримання захисно-декоративних покриттів на міді, шляхом занурювання мідних виробів в металевий розплав, який відрізняється тим, що процес нанесення здійснюють в вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у •верхню зону ванни з температурою розплаву 630760±5°С, а розплав нижньої зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відпповідному співвідношенні, мас.%: Винахід належить до хіміко-термічної обробки металів та сплавів, а саме до нанесення захистно-декоративних багатокомпонентих покриттів з мідно-кадмієвою основою на мідні вироби, і може бути використаним при виробі ювелірних, побутових та інших предметів художнього оздоблення. Відомо про спосіб нанесення мідно-кадмієвих покриттів на мідні вироби шляхом електролітичного осадження (Вячеславов П.М. Электролитическое осаждение сплавов. Л. "Машиностроение". 1971 г., с. 28-29). Недоліки цього способу, покриття мають незначну товщину (5-6 мкм), обмежену кольорову гаму, неміцне зчеплення осаджуємого металу з основним, не екологічність процесу. Відомі способи луження, цинкування та кадміювання мідних виробів, які здійснюються шляхом їх занурювання у розплав відповідного металу (Флеров А.В. Материаловедение и технология художественной обработки металлов. М.: Высш школа, 1981 г., с. 239-244) усувають недоліки, належні електролітичному способу (неміцне зчеплення осаджуємого металу з основним, не екологічність процесу). Однак ці способи не дозволяють отримувати широку кольорову гаму та необхідну товщину Мідь 30-40 Алюміній 0,5-1 Нікель 1-1,5 Кадмій Решта 2. Спосіб по п 1 , відрізняється тим, що для одержання покриття жовтого кольору, верхню зону ванни нагрівають до температури 760±5°С. 3. Спосіб по п 1, відрізняється тим, що для одержання покриття темно-жовтого кольору, верхню зону ванни нагрівають до температури 720± 5°С. 4. Спосіб по п 1, відрізняється тим, що для одержання покриття рожевого кольору, верхню зону ванни нагрівають до температури 680±5°С 5. Спосіб по п 1, відрізняється тим, що для одержання покриття червоного кольору, верхню зону ванни нагрівають до температури 630±5°С. покриттів, що обмежує застосування подальших технологічних оздоблювальних операцій (шліфування, полірування та ін). В основу винаходу покладена задача створити спосіб отримання захисно-декоративних покриттів на міді, в якому занурення виробів проводили б в такий розплав і при таких умовах, що забезпечило б можливість одержання покриттів з широкою кольоровою гамою та значною товщиною Це досягається тим, що в способі отримання захисно-декоративних покрить на міді шляхом занурювання мідних виробів в металевий розплав процес нанесення здійснюють у вертикальній ванні, яка має по висоті різні температурні зони, мідні вироби занурюють на 10-15 хвилин у верхню зону ванни з температурою розплаву 630-760±5°С, а розплав нижньої' зони ванни нагрівають до 800±10°С, при цьому розплав містить компоненти у відповідному співвідношенні, мас. %: Мідь 30-40 Алюміній 0,5-1 Нікель 1-1,5 Кадмій Решта Перепад'температур по висоті ванни приводить до конвективного руху компонентів розплаву, ю о о ю со 35005 у результаті чого вони піднімаються у верхню частину ванни, де охолоджуються. При охолодженні розплаву шари покриття, формуючись на поверхні мідного виробу збагачуються міддю внаслідок її більшої температури плавлення. Зі зміною перепаду температур змінюється концентрація міді у покритті, що приводить до зміни кольору. Введення у розплав міді в кількості 30-40% забезпечує отримування на поверхні виробу необхідного діапазону концентрацій, в якому мідь з кадмієм, згідно діаграмі стану, утворює інтерметалічиі з'єднання, що мають різноманітний колір (жовтий, темножовтий, рожевий, червоний), а також тверді розчини альфа-фази з різними відтінками червоного кольору. Збільшення кількості міді у розплаві більше ніж 40% не призводить до одержання покриттів інших кольорів, а зменшення менше ніж 30% приводить до скорочення кольорової гами. Проведені дослідження показали, що введення у розплав невеликої кількості алюмінію 0,51% та нікелю 1-1,5% надає блиск покриттям. Введення алюмінію більше 1% викликає шлакування розплаву, а при збільшенні кількості нікелю більше 1,5% необхідно збільшувати температуру розплаву, що небажано, при цьому якість покриття не покращується. Кількість цих елементів нижче вказаних меж не забезпечує отримування блискучої поверхні. Технологічно процес нанесення покриття здійснюють наступним чином, У вертикальну ванну завантажують компоненти у такому співвідношенні, мас.%: Мідь 30-40 Алюміній 0,5-1 Нікель 1-1,5 Кадмій Решта Потім ванну поміщають у регулюєму електропіч, яка забезпечує нагрів ванни з різними температурними зонами по висоті, а саме у нижній частині 800±10°С, у верхній частині 630-760±5°С у залежності від кольору, що вимагається. Нагрів нижче 630±5°С не допустимий, бо це приводить до згущення та налипання розплаву на поверхні виробу. Нагрів вище 760±5°С приводить до утворення покриття тільки сірого- кольору через малий перепад,температур. Температура нижчої частини ванни обмежується 800±10°С, що достатньо для конвективного руху елементів в розплаві. Мідні вироби обробляють до заданої чистоти поверхні відомими засобами, наприклад, протравляють у 40% водному розчині хлористого цинку на протязі ЗО хвилин. Після розплавлення металу та досягнення вказаних температур виріб занурюють у верхню частину ванни з витримкою на протязі 10-15 хвилин. Зменшення часу витримки менше, ніж 10 хв приводить до отримання неоднорідного по кольору покриття і незначної товщини. Збільшення часу витримки більше 15 хвилин не доцільно, так як товщина покриття не збільшується, а якість погіршується. Приклад 1. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 760±5°С з витримкою 10 хвилин. Температура нижної части ни 800+10°С Склад ванни вміщує компоненти у наступному співвідношенні, мас.%: Мідь 40 Алюміній 1 Нікель 1,5 Кадмій Решта Колір отриманих покриттів жовтий, товщиною 0,2 мм. Приклад 2. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 720±5°С з витримкою 10 хвилин. Склад та температура нижньої частини ванни відповідає прикладу 1. Колір отриманих покрить темно-жовтий, товщина 0,21 мм. . Приклад 3. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 680+5°С з витримкою 10 хвилин. Склад і температура нижньої частини ванни відповідає прикладу 1. Колір отриманих покриттів рожевий, товщина 0,21 мм. Приклад 4. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 630±5°С з витримкою 10 хвилин. Склад та температура нижньої частини ванни відповідає прикладу 1. Колір отриманих покриттів червоний, товщина 0,22 мм Приклад 5. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 780±5°С з витримкою 10 хвилин. Склад та температура нижньої частини ванни відповідає прикладу 1. Колір отриманих покриттів сірий, товщина 0,2 мм. Таким чином, з зміною температури верхньої зони ванни від 780 до 630±5°С колір покриттів змінювався від сірого до червоного. Приклад 6. Вироби, попередньо оброблені за описаним прикладом, занурюють в верхню частину ванни, яка має температуру 630±5°С з витримкою 15 хвилин. Температура нижньої частини ванни 800±10°С. Склад вміщує компоненти у наступному співвідношенні, мас.%: Мідь ЗО Алюміній 0,5 Нікель 1 Кадмій Решта Колір отриманих покриттів червоний, що відповідає прикладу 4. Товщина покриття збільшилась до 0,3 мм. Приклад 7. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 630±5°С з витримкою 20 хвилин. Температура нижньої частини - 800±10°С. Склад ванни вміщує компоненти у наступному співвідношенні, мас.%: Мідь 25 Алюміній 0,3 Нікель 0,5 Кадмій Решта Колір отриманих покрить рожевий, відповідає прикладу 3, товщина - 0,3 мм, тобто не зменшилась. Покриття не блискучі через недостатню кількість нікелю. 35005 Приклад 8. Вироби, попередньо оброблені за описаним прикладом, занурюють у верхню частину ванни, яка має температуру 630±5°С з витримкою 7 хвилин. Температура нижньої частини ванни - 800±10°С. Склад ванни вміщує компоненти у наступному співвідношенні, мас.%: Мідь 50 Алюміній 1,5 Нікель 2 Кадмій Решта Колір отриманих покриттів червоний, що відповідає прикладу 4, товщина покриття зменшилась до 0,18 мм, крім того відбувається шлакування розплаву через надлишок алюмінію. Наведені приклади показують, що ефективним є склад з кількістю міді 30-40%, саме цей діапазон дозволяє отримувати покриття з найбільшою кольоровою гамою, а витримка виробів впродовж 10-15 хвилин забезпечує максимальну товщину покрить. В таблиці надані отримані температурні режими, які забезпечують широку кольорову гаму. Відхилення від вказаних температур, як показали дослідження, призводить до неоднорідності отримуємого кольору. Це пов'язане зі змінами фазового стану в покриттях. При обробці по приведеним режимам (таблиця), в усіх випадках забезпечується товщина покриття 0,2-0,3 мм. Таким чином, спосіб, який пропонується, дозволяє отримувати за рахунок температурних режимів та складу ванни покриття різного кольору та значної товщини (0,2 мм та більше), що дозволить додатково використовувати оздоблювальні операції. Завдяки цим властивостям спосіб може найти широке застосування у ювелірній галузі та при художній обробці різних виробів. № прикладів Температура верхньої частини ванни, °С Час витримки, хв. Колір покриття 1 760±5 10-15 Жовтий 2 720±5 10-15 Темно-жовтий 3 68015 10-15 Рожевий 4 630±5 10-15 Червоний Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of protactive-decorative coatings on copper
Автори англійськоюSmirnov Ihor Volodymyrovych
Назва патенту російськоюСпособ получения защитно-декоративных покрытий на миди
Автори російськоюСмирнов Игорь Владимирович
МПК / Мітки
МПК: C23C 2/00
Мітки: міді, покриттів, захисно-декоративних, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/6-35005-sposib-otrimannya-zakhisno-dekorativnikh-pokrittiv-na-midi.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання захисно-декоративних покриттів на міді</a>
Спосіб отримання захисно-декоративних покриттів на сталі

Номер патенту: 35004
Опубліковано: 15.03.2001
Автор: Смірнов Ігор Володимирович
МПК: C23C 2/02
Мітки: захисно-декоративних, спосіб, отримання, сталі, покриттів
Формула / Реферат:
Спосіб отримання захисно-декоративних покрить на сталі, включаючи насичення з розплаву легкоплавкої евтектики свинець-вісмут, який містить осаджувальні елементи, відрізняється тим, що перед насиченням вироби облуджують і охолоджують до температури , в розплав додають алюміній в кількості 2-3 вес.%, і в якості осаджувальних елементів використовують мідь, бронзу чи латунь,...
Спосіб нанесення захисно-декоративних та зносостійких покриттів
Номер патенту: 10972
Опубліковано: 25.12.1996
Автори: Вус Олександр Степанович, Дудкін Володимир Олександрович, Пуха Володимир Єгорович
МПК: C23C 14/32, C23C 14/00
Мітки: нанесення, спосіб, захисно-декоративних, зносостійких, покриттів
Формула / Реферат:
1. Способ нанесения защитно-декоративных и износостойких покрытий, включающий создание потока вещества, содержащего нейтральные частицы и плазму из положительных ионов материала металлического катода и электронов, путем инициирования вакуумной дуги на поверхности металлического катода и дозированную подачу в вакуумную камеру активного газа, отличающийся тем, что часть положительных ионов материала металлического катода извлекают...
Спосіб виготовлення дерев’яної панелі для декоративних покриттів
Номер патенту: 27336
Опубліковано: 15.09.2000
Автор: Агустин Сансано Санц
МПК: B44C 5/00
Мітки: декоративних, дерев'яної, виготовлення, панелі, спосіб, покриттів
Текст:
...поскольку желаемое _ _ давление не может быть приложено деревянному листу, поскольку сегменты (с их часто скругленными поверхностями) и каналы уже образованы на деревянном листе, перед тем, когда он должен быть нанесен на основу. Давление должно быть небольшим, чтобы гарантировать то, что форма сегментов не будет повреждена. Известен способ обработки панели (плиты), изготовленной, например, из целлюлозы, описанный в пат. США 4 073 672....
Пристрій отримання багатошарових плівкових покриттів у вакуумі

Номер патенту: 33483
Опубліковано: 15.02.2001
Автори: Болтовець Микола Силович, Коростинська Тамара Василівна, Веремійченко Георгій Микитович
МПК: C23C 30/00, C23C 28/00
Мітки: багатошарових, отримання, покриттів, вакуумі, пристрій, плівкових
Текст:
...(15) - 1995-C. 2305-2309]. Пристрій містить вакуумну камеру з розміщеними в ній електронно-променевим випарником та сітковим іонізатором, утримувач з підкладкою і газову систему. Процес отримання плівок TiN реалізований при тиску азоту 5-Ю" 4 мм.рт.ст. З швидкістю 0.16 мкміхв при температурі підкладки 350ч-370 °С. Бар'єрні плівки високої пластичності були отримані при прискорюючій напрузі 5 кВ. Параметри електронно-променевого випарника — U =...
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Ляшенко Борис Артемович, Єрмолаєв Володимир Васильович
МПК: C23C 4/02
Мітки: спосіб, покриттів, зносостійких, дискретних, нанесення
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Попередній патент: Спосіб отримання захисно-декоративних покриттів на сталі
Наступний патент: Електрохімічний газовий сенсор
Випадковий патент: Пристрій для визначення зсуву фаз між сигналами в електричних колах