Спосіб виробництва високоякісної сталі і технологічна лінія для його здійснення
Номер патенту: 79688
Опубліковано: 10.07.2007
Автори: Бодров Володимир Вікторович, Костюченко Віталій Іванович
Формула / Реферат
1. Спосіб виробництва високоякісної сталі, що включає одержання частково відновленого залізовмісного матеріалу, подачу його в шихту електродугової печі, плавлення шихти, остаточне відновлення розплаву, випуск і розливання сталі, який відрізняється тим, що частково відновлений залізовмісний матеріал одержують шляхом магнітної сепарації при температурі 520 - 570 °С високодисперсної магнетитової руди з наступним її відновленням, а з електродугової печі розплав переливають у першу індукційну піч, туди ж подають розкислювачі і феросплави, більш електропозитивні ніж залізо, в кількості відповідно до заданого хімічного складу сталі, розплав переливають у другу індукційну піч, туди ж подають інші легуючі феросплави.
2. Спосіб за п. 1, який відрізняється тим, що магнетитову руду відновлюють до ступеня металізації порядку 95 %, а всі операції виконують безупинно, феросплави подають у дрібнодисперсному вигляді, в індукційних печах і в проміжному ковші установки безперервного розливання сталі над розплавом підтримують атмосферу інертного газу, а в електродуговій печі над розплавом заліза підтримують шар рідкорухливого розплаву з низькою активністю кисню, наприклад розплав кремнекислого натрію.
3. Технологічна лінія для здійснення способу виробництва високоякісної сталі, що включає встановлені по ходу технологічного процесу і зв'язані між собою транспортними комунікаціями пристрій для виробництва частково відновленого залізовмісного матеріалу, електродугову плавильну піч і установку для розливання сталі, яка відрізняється тим, що пристрій для виробництва частково відновленого залізовмісного матеріалу складається з агрегату попереднього нагрівання і відновлення дрібнодисперсної залізної руди, установки магнітної сепарації, відновного реактора і пневмотранспортної установки, а між електродуговою піччю й установкою для розливання сталі розташовані з'єднані з ними і між собою металопроводами як мінімум дві індукційні печі.
4. Технологічна лінія за п. 3, яка відрізняється тим, що пневмотранспортна установка включає розвантажувальну камеру, що обладнана електромагнітною системою очищення відпрацьованого несучого газу.
Текст
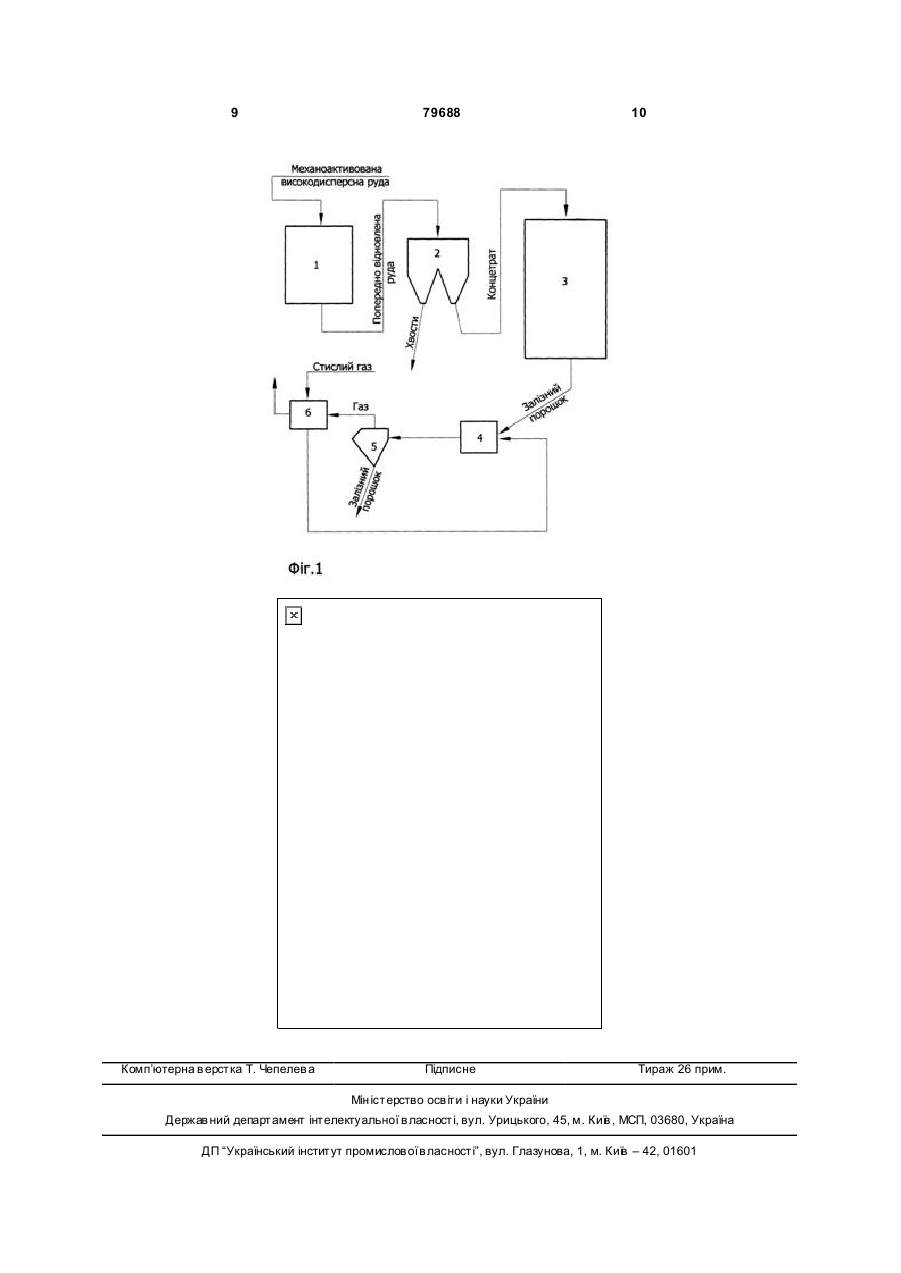
1. Спосіб виробництва високоякісної сталі, що включає одержання частково відновленого залізовмісного матеріалу, подачу його в шихту електродугової печі, плавлення шихти, остаточне відновлення розплаву, випуск і розливання сталі, який відрізняється тим, що частково відновлений залізовмісний матеріал одержують шляхом магнітної сепарації при температурі 520-570°С високодисперсної магнетитової руди з наступним її відновленням, а з електродугової печі розплав переливають у першу індукційну піч, туди ж подають розкислювачі і феросплави, більш електропозитивні ніж залізо, в кількості відповідно до заданого хімічного складу сталі, розплав переливають у др угу індукційну піч, туди ж подають інші легуючі феросплави. 2. Спосіб за п.1, який відрізняється тим, що магнетитову р уду відновлюють до ступеня металіза C2 2 (11) 1 3 шихту електродугової печі, подачу флюсу і відновника, плавлення шихти, остаточне відновлення матеріалу і рафінування розплаву, випуск і розливання стали. Лінія для здійснення цього способу складається з розташованих по ходу технологічного процесу і зв'язаних між собою транспортними комунікаціями установки для одержання частково відновленого залізовмісного окисленого матеріалу, електродугової печі й установки для розливання стали, причому установка для одержання частково відновленого залізовмісного окисленого матеріалу містить ливарну конвеєрну машину і піч одержання залізовуглецевого розплаву. Такий спосіб виробництва стали за рівнем техніки кінця минулого століття має ряд достоїнств, а запропонована лінія технологічного устаткування працездатна і раціональна стосовно до відповідного способу виробництва стали. Разом з тим найбільш істотний недолік практично всіх доведених до практичного здійснення способів одержання сплавів на основі заліза, у тому числі і способу, прийнятого як прототип, полягає в переробці залізовмісного матеріалу, що містить деякі небажані метали і ряд шкідливих елементів у концентрації, що значно перевершує припустимі межі. Ці елементи виводять з розплаву в процесі рафінування з використанням кисню або кисневмісних матеріалів і флюсів, що вимагає часу, енергії, матеріалів, додаткового технологічного устатк ування, але саме головне рафінуванням практично неможливо цілком видалити шкідливі і небажані елементи, а їхній залишковий зміст істотне знижує якість сталі в порівнянні з теоретично можливим. Задачею, на рішення якої спрямований винахід, є підвищення якості стали шляхом нового конструктивного виконання елементів пристрою і нової сукупності дій над об'єктом. Поставлена задача вирішується за рахунок того, що в способі виробництва високоякісної сталі, що включає одержання частково відновленого залізовмісного матеріалу, подачу його в шихту електродугової печі, плавлення шихти, остаточне відновлення розплаву, випуск і розливання стали, відповідно до винаходу, частково відновлений залізовмісний матеріал одержують шляхом магнітної сепарації при температурі 520-570°С високодисперсної магнетитової руди з наступним відновленням магнетиту, з електродугової печі розплав заліза переливають у першу індукційну піч, туди ж подають розкислювачі і феросплави, більш електропозитивні, чим залізо, якщо вони входять у число заданих, розплав переливають у другу індукційну піч, туди ж подають інші легуючі феросплави, причому магнетит відновлюють до ступеня металізації порядку 95%, всі операції виконують безупинно, феросплави подають у дрібнодисперсному виді, в індукційних печах і в проміжному ковші установки безперервного розливання стали над металом підтримують атмосферу інертного газу, а в електродуговій печі над розплавом заліза підтримують шар рідкорухомого розплаву з низькою активністю кисню, наприклад, розплаву кремнекислого натрію. 79688 4 Технологічна лінія для здійснення способу виробництва високоякісної сталі, що включає встановлені по ходу те хнологічного процесу і зв'язані між собою транспортними комунікаціями пристрій для виробництва частково відновленого залізовмісного матеріалу, електродугову плавильну піч і установку для розливання стали, відповідно до винаходу пристрій для виробництва частково відновленого залізовмісного матеріалу складається з агрегату попереднього нагрівання і магнетизуючого відновлення дрібнодисперсної залізної руди, установки магнітної сепарації, відновного реактора і пневмотранспортної установки, а між електродуговою піччю й установкою для розливання стали розташовані з'єднані з ними і між собою металопроводами як мінімум дві індукційні печі, причому розвантажувальна камера пневмотранспортної установки обладнана електромагнітною системою очищення відпрацьованого несучого газ у. При попередним відновленні здрібненої високошвидкісним ударним впливом до розміру часток менш 50мкм залізної руди до перетворення гематиту в магнетит з наступною її сепарацією в слабких (порядку 1000Е) магнітних полях у температурному інтервалі 520-570°С, виділяють концентрат, що складається з практично чистого магнетиту - фосфор при цій температурі не відновлюється, а його з'єднання з залізом, як і сульфіди заліза, слабомагнітні, металеве залізо відсутнє, тому сірка, миш'як і мідь, що можуть відновитися в процесі попереднього відновлення руди, розчинитися в залозі не можуть, а в магнетиті вони не розчинні; точка Кюрі нікелю і усіх феромагнітних з'єднань крім магнетиту - нижче 520°С, при підвищенні температури більш 570°С и магнетит швидко втрачає магнітність, його точка Кюрі - приблизно 580°С. Цими факторами й обумовлений заявлений температурний інтервал магнітної сепарації. При подальшому відновленні магнетиту в цьому температурному інтервалі до ступеня металізації більш 95% газом, що містить більш 60%СО і більш 6%Н2, одержують високодисперсний порошок заліза (злипання свіжевідновлених часток при температурі менш 570°С не відбувається) зі змістом розчиненого і сажистого вуглецю до 2%. Технології відновлення дрібнодисперсної залізної руди до високого ступеня металізації при температурі 580°С відомі [див., наприклад, Н.А.Тулин, В.С.Кудрявцев, С.А.Пчелкин, і ін. Развитие бескоксовой металлургии /под редакцией Тулина Н.А., Майера К. М.: Металлургия, 1987, с.63]. Практично повна відсутність у залозі всіх елементів крім кисню і вуглецю в принципі змінює технологію виплавки стали - відпадає потреба в операції рафінування, а разом з нею і потреба в шлаковому режимі; відсутність усіх небажаних елементів і легування тільки потрібними елементами дають можливість виробництва самих високоякісних сталей. Незначна кількість шлаку, що практично не витрачається, потрібна в електродуговій печі тільки для відділення розплаву заліза від атмосфери печі, незначна витрата флюсу в 5 першу по ходу руху розплаву індукційну піч потрібна тільки для зрідження оксидів, що утворяться при розкисленні стали. Запобігання вторинного окислювання заліза в індукційних печах і в установці для розливання стали досягається підтримкою над металевим розплавом атмосфери інертного газу, наприклад, аргону. Сутність запропонованого винаходу пояснюється кресленнями, де зображені: Фіг.1 - схема пристрою для виробництва частково відновленого залізовмісного матеріалу; Фіг.2 - схема розвантажувальної камери; Фіг.3 - схема комплексу виробництва стали. Пристрій для виробництва частково відновленого залізовмісного матеріалу складається з агрегату попереднього нагрівання і магнетизуючого відновлення в киплячому шарі залізної руди 1 (Фіг.1), установки магнітної сепарації 2, відновного реактора киплячого шару 3 і пневмотранспортної установки, що включає з'єднані трубопроводами двохкамерний насос 4 безперервної дії, розвантажувальну камеру 5 і рекуператор 6. Розвантажувальна камера 5 (Фіг.2), з'єднується трубопроводом 7 з насосом 4, у нижній частині має закритий водоохолоджуваний жолоб в, а у верхньої - трубопровід 9 відводу газу з двома рядами електромагнітів 10 і 10а. Розвантажувальна камера 5 розташована над електродуговою піччю 11 (Фіг.3) так, що жолоб 8 (Фіг.2) проходить через отвір у її зводі. Комплекс виробництва стали включає електродугову піч 11 (Фіг.3), дві стаціонарні індукційні печі 12, 13, наприклад, тигельного типу з закритим тиглем, і установку для розливання стали 14, з'єднані металопроводами 15-17. У вихідному положенні комплексу виробництва стали печі 11,12 і 13 заповнені аргоном, метал відсутній, у кристализатор установки 14 уставлений запал. Комплекс виробництва стали працює в такий спосіб. Стиснутий несучий газ із залізним порошком надходить по трубопроводу 7 (Фіг.2). У камері 5 швидкість газу різко зменшується, порошок осаджується в нижню частину камери і через закритий жолоб 8 зсипається в електродугову піч 11 (Фіг.3), а газ виходить через трубопровід 9 (Фіг.2). Найбільш тонка фракція залізного порошку, що виноситься з камери 5 газом, захоплюється й утримується силовим полем електромагнітів 10. Періодично електромагніти по черзі відключають. При відключенні на кілька секунд нижнього ярусу електромагнітів 10 згустки порошку падають вниз і надходять у піч, а газ очищається верхнім ярусом електромагнітів 10а. Потім на кілька секунд відключають електромагніти 10а, утримувані ними згустки порошку захоплюються електромагнітами 10 і так далі. У зв'язку з тим, що дрібнодисперсний залізний порошок активно окислюється в контакті з повітрям, в якості несучого газу доцільно використовувати азот, що при температурі нижче 600°С практично не розчиняється в залозі. Оскільки при виробництві залізного порошку відновний газ оде 79688 6 ржують з використанням кисню, блок поділу повітря з надлишком забезпечить потребу в азоті. Коли порошком частково заповниться піч 11 (Фіг.3), електроди опускають на порошок і подають напругу. Запалюється дуга, залізо плавиться при безперервному надходженні порошку. По заповненні ванни печі 11 розплавом, метал через металопровод 15 надходить у піч 12, а у ванну печі 11 подають порцію легкоплавкого порошку силікатів, наприклад, силікату натрію. При заповненні тигля печі 12 більш ніж наполовину, на її індуктор подають напругу, у метал уводять порцію розкислювача, розраховану на повний обсяг металу в печі 12. Заповнивши тигель печі 12, метал по метаплопроводу 16 починає надходити в піч 13, при цьому в піч 12 починають безупинно подавати з заданою витратою феросплави. При заповненні тигля печі 13 більш ніж наполовину, на її індуктор подають напругу, у метал починають уводити легуючі феросплави з малою витратою, що збільшується до заданого в міру заповнення тигля. Піднявшись до рівня металопровода 17, розплав надходить у заповнений аргоном проміжний ківш установки 14 для розливання стали. Запал починають висувати з кристализатора установки 14 і комплекс переходить у штатний режим безперервної роботи. З металопроводів 15,16 і 17 періодично відбирають проби металу, визначають хімічний склад і коректують витрату розкислювачів і легуючих, так що в установку 14 сталь надходить зі строго заданим складом. По періодично вимірюваній температурі металу над кристализатором установки 14 регулюють напругу на індукторах печей 12 і 13. Приклад використання способу. Залізна руда зернистої фракції містить Fe2О3 66% магнітних феритів 2% Р в виді фосфористих з'єднань заліза 0,05% S у виді сульфідів заліза 0,03% інше силікати. Руду подрібнюють у дезінтеграторах до середнього розміру часток 20ммк. Пристрій для виробництва частково відновленого залізовмісного матеріалу, який переробляє 180 т/годину залізної руди, видає 83 т/годину порошкового заліза зі ступенем металізації 95%. При високошвидкісному ударному здрібнюванні до 50% енергії удару переходить в енергію утворення нової поверхні (мікротріщин) і в енергію пластичної деформації кристалічних ґрат. Якщо швидкість зустрічного удару частки руди об перешкоду дорівнює 150м/с, то питома поверхня мікротріщин (а значить і поверхня гетерогенної реакції) приблизно дорівнює 16м 2/см 3, на знову утвореній поверхні мікротріщин деформуються кристалічні ґрати матеріалу, а, як відомо, молекули відновного газу хемосорбуються саме на активних центрах, утворених силовими полями перекручених кристалічних ґрат. Така механоактивация структури на кілька порядків прискорює відновні реакції, швидкість яких у звичайних дрібних шматках руди при температурі порядку 500°С досить мала. 7 Активовану р уду подають у шість агрегатів попереднього нагрівання і відновлення 1 (Фіг.1), що представляють собою розділені на дві частини реактори киплячого шару з розташованою усередині багатоярусною системою аерожолобів, по яких з малою швидкістю переміщаються і пересипаються з жолоба на жолоб псевдозріджені шари часток руди. У нижню частину реакторів удмухують відновний газ, що має температуру 550°С и утримуючий 65%СО, 4%Н2. Відпрацьований газ зі змістом 40%СО і 1%Н2 допалюють, дим з температурою 700°С подають у верхню частину реакторів, де руда в псевдозрідженому шарі нагрівається до 530°С. Витрату газу і диму підтримують у межах, що забезпечують вертикальну швидкість газового потоку в реакторі 0,070,12м/с, а кут нахилу аерожолобів до обрію забезпечує швидкість переміщення по них матеріалу, доста тню для нагрівання і повного перетворення гематиту в магнетит. Вихідну з реакторів попереднього відновлення руду подають у шість установок 2 сухої магнітної сепарації, де слабким (порядку 1000Е) магнітним полем вона розділяється на концентрат і хвости. Концентрат, що містить практично чистий магнетит, з витратою 118т/годину подають у шість конструктивно подібних до реактора попереднього відновлення відновних реакторів 3, під нижні аерожолоби яких удм ухують при температурі 560°С відновний газ, що містить 80%СО і 10%Н2. Відпрацьований газ подають в агрегати 1 як відновний газ. Свіжий відновний газ одержують у газогенераторі, де в струмені стиснутого кисню спалюють антрацит. Отриманий газ продувають через камеру з вапном для десульфурации і прохолоджують у рекуператорі до 560°С. Із реакторів 3 виходить з витратою 83т/годину і з температурою 550°С безперервний потік високодисперсного залізного порошку, що містить до 2%О и до 1,8% вуглецю - сажистого і розчиненого в залозі. Порошок у закритих жолобах направляють у три двохкамерних насоси 4 з верхньою видачею матеріалу, де порошком по черзі в автоматичному режимі заповнюється одна з камер, по заповненні завантажувальний канал перекривають і потік направляють в іншу камеру, а в першу подають азот, стиснутий до 400кПа надлишкового тиску і нагрітий до 400°С у рекуператорі 6, порошок аерується і по теплоізольованому транспортному трубопроводі переміщається в три розвантажувальних камери 5, де тиск і швидкість азоту різко зменшуються, залізний порошок з температурою 450°С осаджується на дно камери 5 і по тічці 7 (Фіг.2) зсипається у відповідну електродугову піч 11 (Фіг.3), а азот з температурою 450°С по трубопроводу 8 (Фіг.2) виводиться в рекуператор 6 (Фіг.2), де прохоло 79688 8 джується до 60°С и випускається в атмосферу. Загальна витрата азоту складає 3000нм 3/годину. Дрібнодисперсні хвости магнітної сепарації прохолоджують до 30°С и знову піддають магнітної сепарації в слабкому і сильному магнітному полях, при цьому витягають практично усі ферити, фосфати і сульфіди заліза - 3.65т/годину. Комплекс виробництва стали включає три рівнобіжні лінії. У кожній лінії в печі 11 (Фіг.3) з електричною потужністю 5000ква й обсягом рідкої ванни 4,5м 3 середня тривалість перебування заліза в безперервному потоці складає одну годину. За цей час метал плавиться і нагрівається до 1580°С, інтенсивно кипить, зміст кисню і вуглецю знижується відповідно до 0,16% і 0,19%. Метал відокремлюється шаром шлаку на основі силікату натрію від атмосфери печі, куди вдмухують нагріте повітря і допалюють СО, що виділяється. У печі 12 з ємністю рідкої ванни 0,7м 3 і електричною потужністю 800ква середня тривалість перебування заліза в безперервному потоці складає 10хв. У піч безупинно подають у зернистому виді силікокальцій з витратою 0,195т/годину й алюміній з витратою 0,015т/годину, у разі потреби вводять нікель. При активному перемішуванні і нагріванні індуктором мікрочастинки оксидів кремнію, кальцію й алюмінію зіштовхуються, укрупнюються, зріджуються і спливають, з печі періодично скачують шлак - у середньому 0,26т/годину. У піч 13, аналогічну печі 12, метал перетікає цілком розкисленим, зі змістом вуглецю 0,2%. Туди без упинно подають у зернистому виді легуючі феросплави. При активному перемішуванні феросплави швидко розчиняються, хімічний склад металу усереднюється. Електрична потужність печі визначається витратою тепла на нагрівання і плавлення феросплавів, перемішування розплаву і на втрати в навколишнє середовище. З печі сталь із заданим хімічним складом зливається в установку безперервного розливання 14. При виробництві низьковуглецьових марок стали знижують витрату відновного газу у відновний реактор 3 (Фіг.1) і одержують на виході порошок заліза з меншим ступенем металізації. Таким чином, введення в технологічний процес двох нових операцій - особливо тонкого здрібнювання руди високошвидкісним ударним впливом до розміру часток менш 50мкм і сепарації магнетизованої руди в слабких магнітних полях при температурі 520-570°С дозволяє практично цілком витягати залізо з руди, одержувати з задовільною продуктивністю залізний порошок високого ступеня металізації, що практично не містить інших елементів, крім кисню і вуглецю, що у свою чергу дозволяє істотно спростити процес виплавки стали самої високої якості. Запропонована лінія технологічного устаткування дозволяє вести цей процес безупинно. 9 Комп’ютерна в ерстка Т. Чепелев а 79688 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of high-quality steel and technological line for realization the same
Автори англійськоюBodrov Volodymyr Viktorovych, Kostiuchenko Vitalii Ivanovych
Назва патенту російськоюСпособ производства высококачественной стали и технологическая линия для его осуществления
Автори російськоюБодров Владимир Викторович, Костюченко Виталий Иванович
МПК / Мітки
МПК: F27B 19/00, C21C 5/52, C22B 4/00
Мітки: високоякісної, сталі, здійснення, технологічна, лінія, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/5-79688-sposib-virobnictva-visokoyakisno-stali-i-tekhnologichna-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва високоякісної сталі і технологічна лінія для його здійснення</a>
Спосіб виробництва помідорів очищених у власному соку та технологічна лінія для його здійснення
Номер патенту: 57417
Опубліковано: 16.06.2003
Автор: Денисенко Олексій Олександрович
МПК: A23N 4/00, A23N 15/00
Мітки: власному, технологічна, виробництва, лінія, здійснення, очищених, соку, помідорів, спосіб
Формула / Реферат:
1. Спосіб виробництва помідорів очищених у власному соку, що включає вивантаження помідорів у ванну, їх миття, інспекцію, стерилізацію, закатку, який відрізняється тим, що помідори з ящиків вивантажують у барботажну ванну, де їх первинно миють, потім по транспортеру "гусяча шия" помідори надсилають у барабанну мийку, де їх миють повторно з дощуванням, далі помідори подають на роликовий транспортер, де здійснюють інспекцію помідорів,...
Спосіб виробництва томатних кубиків у власному соку та технологічна лінія для його здійснення
Номер патенту: 57438
Опубліковано: 16.06.2003
Автор: Денисенко Олексій Олександрович
МПК: A23N 4/00, A23N 15/00
Мітки: здійснення, томатних, власному, кубиків, лінія, спосіб, технологічна, виробництва, соку
Формула / Реферат:
1. Спосіб виробництва томатних кубиків у власному соку, що включає вивантаження помідорів у ванну, їх миття, інспектування, стерилізацію, розфасовування, який відрізняється тим, що помідори з ящиків вивантажують у барботажну ванну, де їх миють, потім по транспортеру "гусяча шия" помідори піднімають у барабанну мийку, де їх споліскують, далі помідори подають на роликовий транспортер, де здійснюють інспектування помідорів, потім їх...
Спосіб виробництва ватину з базальтового супертонкого волокна та технологічна лінія для його здійснення
Номер патенту: 24230
Опубліковано: 07.07.1998
Автори: Михайлов Іван Миколайович, Биков Віктор Миколайович, Городецький Олег Володимирович, Барабанщиков Олег Олександрович
МПК: D04H 1/00
Мітки: ватину, волокна, здійснення, технологічна, спосіб, супертонкого, лінія, базальтового, виробництва
Формула / Реферат:
1. Способ производства ватина из базальтового супертонкого волокна, включающий подготовку и прошивку волокнистого ковра, отличающийся тем, что подготовка заключается в расслоении исходного холста на заготовки толщиной 3 - 5 размеров прошивочных игл с последующей прокаткой их на вальцах с зазором равным 0,5 - 1,1 размера игл.2. Технологическая линия производства ватина из базальтового супертонкого волокна, содержащая оборудование для...
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Лісничий Віктор Миколайович, Скосар Вячеслав Юрійович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Сіренко Максим Вікторович
МПК: H01M 10/06, H01M 2/26
Мітки: пластин, акумуляторних, лінія, виготовлення, свинцево-кислотних, електродних, спосіб, батарей, здійснення, блоків, технологічна
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Спосіб виробництва мелючих тіл з кам’яного розплаву і технологічна лінія для його втілення
Номер патенту: 10869
Опубліковано: 25.12.1996
Автори: Пенкісович Олександр Михайлович, Лекаренко Леонід Пилипович, Ярошевський Юрій Анатольевич
МПК: C03B 19/00
Мітки: розплаву, мелючих, лінія, виробництва, спосіб, втілення, кам'яного, тіл, технологічна
Формула / Реферат:
1. Способ производства мелющих тел из каменного расплава, включающий их отливку в формы на карусельно-литьевой установке и термообработку в кристаллизационно-отжиговой печи, отличающийся тем, что заливка производится непрерывно.2. Технологическая линия для производства мелющих тел из каменного расплава, включающая заливочное устройство, формовочно-разгрузочпую карусель и кристаллизационно-отжиговую печь, отличающаяся тем, что...
Попередній патент: Запірний пристрій
Наступний патент: Адсорбційний пристрій
Випадковий патент: Спосіб діагностики стадій імунного дистрес-синдрому у хворих з розповсюдженим гнійним перитонітом