Спосіб діагностики зносу елементів трансмісій прокатних клітей
Номер патенту: 79859
Опубліковано: 25.07.2007
Автори: Далічук Анатолій Пантелійович, Крот Павло Вікторович, Коренной Володимир Віталійович, Большаков Вадим Іванович, Соловйов Кирило Володимирович
Формула / Реферат
Спосіб діагностики зносу елементів трансмісій прокатних клітей, який полягає у періодичному вимірі вібрації в період наростання моменту навантаження в лінії головного приводу прокатних станів, який відрізняється тим, що визначають амплітуди і фази коливань на власних частотах усієї крутильної системи трансмісії, і абсолютні величини зносу окремих вузлів обчислюють за різницею обмірюваних параметрів коливань і розрахованих на лінійній моделі без зазорів.
Текст
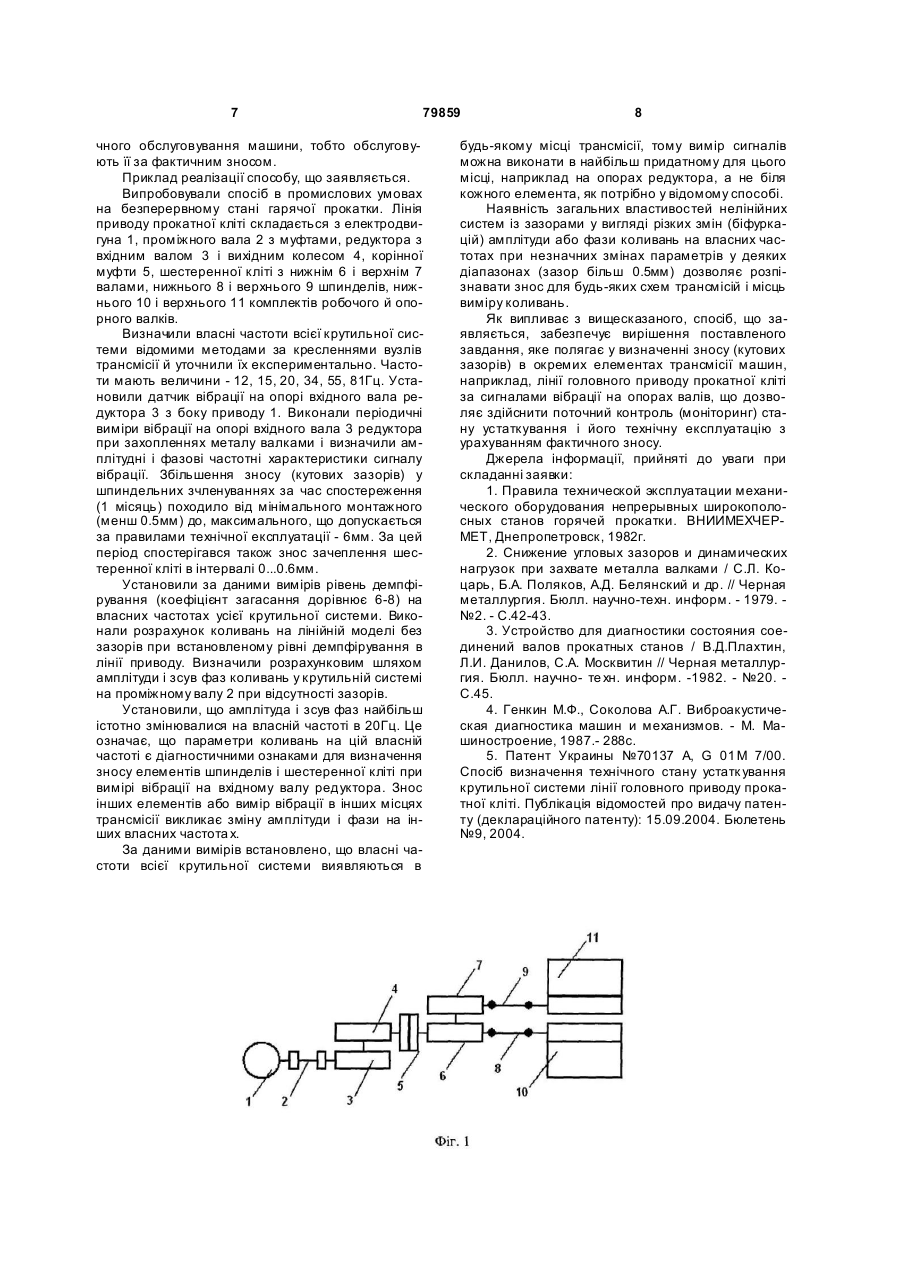
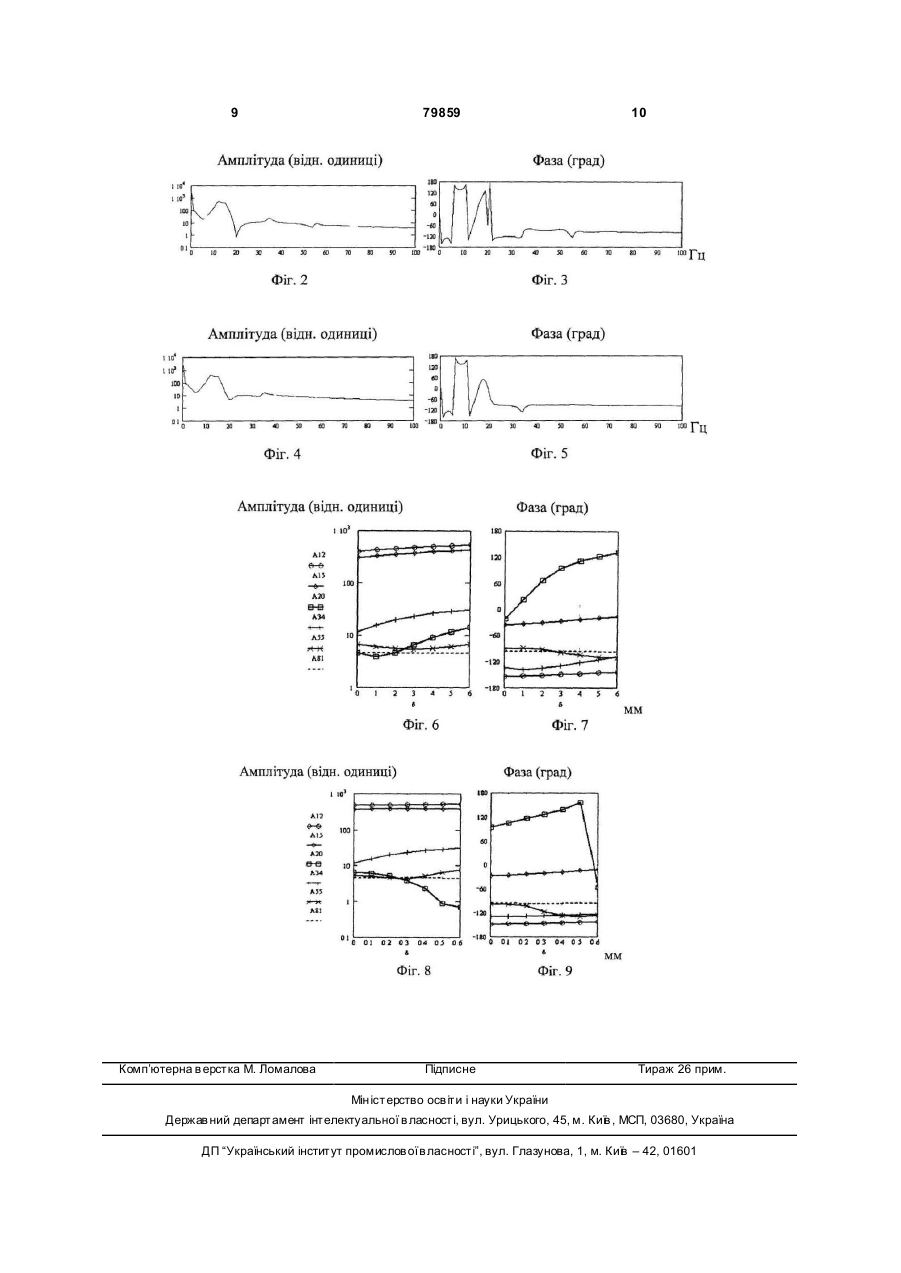
Спосіб діагностики зносу елементів трансмісій прокатних клітей, який полягає у періодичному вимірі вібрації в період наростання моменту навантаження в лінії головного приводу прокатних станів, який відрізняється тим, що визначають амплітуди і фази коливань на власних частота х усієї крутильної системи трансмісії, і абсолютні величини зносу окремих вузлів обчислюють за різницею обмірюваних параметрів коливань і розрахованих на лінійній моделі без зазорів. (19) (21) a200508854 (22) 19.09.2005 (24) 25.07.2007 (46) 25.07.2007, Бюл. №11, 2007р. (72) Большаков Вадим Іванович, Крот Павло Вікторович, Коренной Володимир Віталійович, Соловйов Кирило Володимирович, Далічук Анатолій Пантелійович (73) Інститут чорної металургії Н АН України (56) UA 70137, 15.09.2004 SU 576526, 15.10.1977 SU 979655, 07.12.1982 3 79859 сигналу вібрації здійснюють на підшипникових опорах валів трансмісії. Недолік відомого способу полягає в тому, що на основі аналізу амплітуди спектра вібрації на кінематичних частотах окремих вузлів машини можна визначити тільки окремі дефекти й ушкодження поверхні зубів, підшипників (зовнішні, внутрішні кільця, сепаратор, тіла кочення) і деякі інші. Відомий спосіб не дозволяє визначити кутові зазори крутильної системи трансмісії, наприклад, головної лінії приводу прокатної кліті, обумовлені зносом контактуючи х елементів, оскільки при навантаженні обертаючим моментом усі зазори замкнуті і себе ніяк не виявляють, а при холостому ході вони знаходяться у випадковому положенні (напіввідчинені). Тому відомий спосіб несприйнятливий до зносу (кутовим зазорам) між елементами трансмісії, що передають обертаючий момент від двигуна до робочого органа (робочим валком у прокатних станах). Крім того, датчики вібрації необхідно встановлювати безпосередньо на опорах кожного з елементів трансмісії, що має певні обмеження під час експлуатації машин, особливо на ділянці шпиндельних з'єднань безперервних прокатних станів. Іншим недоліком відомого способу, що впливає на точність визначення зносу, є необхідність завдання нормального (еталонного) рівня сигналу на кінематичних частота х коливань. Для серійних машин еталонний рівень визначають по групі однотипних механізмів або на цілком новій машині після приробляння на постійній швидкості і рівні навантаження. Визначення зносу відомим способом виконують на підставі зміни амплітуди спектра сигналів на кінематичних частотах у порівнянні з декількома попередніми вимірами. У прокатних станах коливання швидкості приводу, наприклад за командами автоматичної системи керування, і випадкові зміни навантаження (моменту прокатки на валках за рахунок зміни сил тертя у осередку деформації) не дозволяють застосувати відомий спосіб діагностики в несталих режимах роботи. Істотні відмінності конструктивних параметрів трансмісій прокатних станів і режимів їхніх навантажень, не дозволяють одержати достовірний еталонний рівень сигналу для визначення абсолютних величин зносу в окремих клітях. Граничні середні рівні вібрації (по всій смузі частот) для прокатних станів не стандартизовані. Найбільш близьким до способу, що заявляється, за технічною сутністю і результатом, що досягається, є спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті [5], за яким періодично вимірюють, щонайменше у двох точках лінії приводу, значущий вібропараметр, зв'язаний з технічним станом лінії приводу, вимірювання здійснюють у період захоплення заготівки валками, при цьому визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, і за часом запізнювання встановлюють технічний стан лінії приводу. 4 Недоліками відомого способу є наступні. 1. Час запізнення ділянок лінії приводу на ударний імпульс залежить не тільки від їхнього зносу, але й від характеру зростання навантаження на валках під час захоплення металу. Чим коротший час зростання та більше значення моменту крутильного навантаження на валках, тим швидше зростають моменти на інших ділянках ліній приводу та швидше закриваються зазори. Тому, враховуючи великий діапазон зміни часів зростання та значень моментів навантаження у прокатних клітях на різному сортаменті металу (до ±50% від середнього значення навантаження), похибка визначення діагностичного параметру (часу запізнення) для різних ділянок лінії приводу буде значно перевищувати його інформативні зміни від зносу самого обладнання. Тому статистична обробка даних вимірювань дає середні значення часів запізнення для деяких параметрів навантаження, а не значення зносу ділянок лінії приводу під час вимірювань. 2. У прикладі реалізації відомого способу наведені дані, які підтверджують можливість діагностики за сигналами вібрації переважно шпиндельної ділянки лінії приводу, де відбувається значно швидший і більший знос бронзових вкладишів (7080% від сумарного зносу лінії приводу), тому інформативні зміни часу запізнення можуть бути більшими у порівнянні з їх статистичним розкидом. Але визначення зносу вкладишів може бути здійснено значно простіше прямим виміром візуально або щупами навіть без розбирання шпинделів. Більш значну проблему складає визначення зносу закритих зубцювати х муфт та зачеплень у редукторах. 3. Таким чином, відомий спосіб дозволяє діагностувати тільки великий і швидкий знос (зазори) шпинделів. Але зазори у шпинделях залежать не тільки від зносу деталей, але й від настройки системи їхнього врівноваження (пружного, ричажного або гідравлічного типу). Оскільки зусилля системи врівноваження шпинделів має змінне значення за рахунок опускання або піднімання робочих валків під час зміни сортаменту металу, то без урахування цього фактору ніякими статистичними методами неможливо виділити ту частин у часу запізнення, яка пов'язана зі зносом самих шпинделів. 4. Крім того, стандартні апаратні і програмні засоби вібродіагностики не дозволяють реалізувати відомий спосіб, що потребує розробки або спеціального пристрою, або програми обробки даних вимірювання для визначення часу запізнення. Завдання, розв'язуване передбачуваним винаходом, полягає у визначенні зносу (кутови х зазорів) в окремих елементах трансмісії машин, наприклад, лінії головного приводу прокатної кліті стандартними методами за амплітудними і фазовими спектрами сигналів вібрації на опорах валів. Зміни амплітуди та фази коливань (вібрації) на декількох власних частотах усієї крутильної системи кліті більш чутливі до зазорів саме в муфтах та редукторах, а не тільки у шпинделях. Розрахунок амплітуди та фази за лінійною моделлю без зазорів дозволяє отримати еталон для порівняння виміряних даних вібрації. 5 79859 Вирішення поставленого завдання досягається тим, що вимірюють вібрацію в період наростання моменту навантаження в лінії головного приводу прокатних станів, визначають амплітуди і фази коливань на власних частотах усієї крутильної системи трансмісії, обчислюють абсолютні величини зносу окремих вузлів за різницею обмірюваних параметрів коливань і розрахованих на лінійній моделі без зазорів. Технічний результат, одержуваний при вирішенні поставленого завдання, полягає в можливості здійснити поточний контроль (моніторинг) стану устаткування і його технічну експлуатацію з урахуванням фактичного зносу. Порівняння способу, що заявляється, із прототипом показує, що запропонований спосіб відрізняється тим, що визначають амплітуди і фази коливань на власних частотах усієї крутильної системи трансмісії, обчислюють абсолютні величини зносу окремих вузлів за різницею обмірюваних параметрів коливань і розрахованих на лінійній моделі без зазорів. Таким чином, спосіб, що заявляється, відповідає критерієві "новизна". При вивченні інших відомих технічних рішень у даній галузі і суміжних галузях те хніки, ознаки, що відрізняють винахід, що заявляється, від прототипу, не були виявлені. Таким чином, технічне рішення, що заявляється, відповідає критерієві "винахідницький рівень". Сутність запропонованого винаходу пояснюється кресленням, де на Фіг.1 приведена розрахункова схема лінії головного приводу кліті кварто стана гарячої прокатки. На Фіг.2, 3 приведені амплітудна і фазова частотні характеристики обмірюваного сигналу вібрації. На Фіг.4, 5 приведені амплітудна і фазова частотні характеристики сигналу вібрації, отриманого на лінійній моделі без зазорів. На Фіг.6, 7 приведені графіки залежності амплітуди і фази коливань на власних частотах крутильної системи від зносу в шпиндельному зчленуванні, на Фіг.8, 9 - від зносу в зачепленні шестеренної кліті. Запропонований спосіб здійснюють таким чином. На опорах одного з валів трансмісії прокатної кліті встановлюють датчики вібрації. Вимірюють вібрацію в період наростання моменту навантаження на робочому органі машини (моменту прокатки на робочих валках), визначають амплітуду і фазу коливань на власних частотах усієї крутильної системи. Проводять розрахунок коливань на лінійній моделі без зазорів з демпфіруванням, установленим за даними вимірів. Обчислюють абсолютні величини зносу за різницею обмірюваних параметрів коливань і розрахованих на лінійній моделі без зазорів. Сутність способу, що заявляється, полягає в наступному. У прокатних станах знос суміжних елементів трансмісій таких, як хвостовик робочого валка, муфта, лопата, бронзові вкладиші шпинделів, зубчастих передач редукторів викликає появу кутових зазорів. Під час холостого ходу зазори розмикаються, а після початку наростання 6 навантаження на робочому органі машини (моменту прокатки на валках при захопленні металу) швидко замикаються. Відкриті кутові зазори обумовлюють нелінійність характеристики жорсткості в елементах трансмісії (пружних в'язях) зі зносом, що приводить до значного збільшення амплітуди ударних навантажень. У період наростання навантаження на робочому органі машини (під час захоплення металу валками) у трансмісії, наприклад, головного приводу кліті прокатного стана, формується обертаючий момент на власних частотах усієї крутильної системи. Реакція (крутильне навантаження і вібрація на опорах) кожного наступного елемента трансмісії на ударний вплив у крутильній системі залежить від обумовлених конструкцією вузлів співвідношення жорсткості пружних в'язів і моментів інерції, кількості попередніх елементів у напрямку від робочого органа до двигуна і їхнього зносу (кутови х зазорів). При цьому, чим більше знос (кутові зазори), тим більше амплітуда і зсув фаз коливань на власних частотах крутильної системи. Таким чином, амплітуда і зсув фаз коливань на власних часто тах є діагностичними ознаками, що залежать від зносу елементів крутильної системи лінії головного приводу. Зі збільшенням зносу в окремих елементах трансмісії амплітуда і зсув фаз коливань змінюються на різних власних часто тах по-різному. Тому алгоритм діагностики зносу (кутових зазорів) будується в залежності від конструкції кожної конкретної трансмісії, місця виміру вібрації по лінії приводу й елемента трансмісії, знос якого необхідно визначити. Частоти власних коливань крутильної системи трансмісії машини визначають відомими методами за кресленнями вузлів і уточнюють експериментально. Експериментально встановлено, що амплітуди коливань на власних частотах крутильної системи прокатної кліті можуть бути визначені за сигналами вібрації на опорах валів трансмісії. Під час експлуатації трансмісії власні частоти не змінюються, тому що жорсткість пружних зв'язків і моменти інерції мас, що обертаються, практично постійні (при переточуванні робочих або опорних валків). Тому запропонований спосіб має велику перешкодозахищеність у порівнянні з відомим способом. Збіг однієї або декількох кінематичних частот машини з власними частотами крутильної системи може вносити перешкоду при визначенні зносу за зміною амплітуди і фази коливань на власній частоті запропонованим способом. При такому збігу деякі власні частоти можуть бути виключені з розгляду, а діагностику проводять на інших власних частотах (за кількістю пружних зв'язків на схемі трансмісії). Крім того, такий збіг вимагає зміну конструкції трансмісії або робочої швидкості приводу, тому, що можливі резонансні коливання на власній частоті небезпечні для трансмісії. Виконуючи поточні виміри (моніторинг), установлюють тенденцію зміни амплітуди і зсув фаз коливань на власних частота х крутильної системи і по цій тенденції прогнозують знос елементів трансмісії і приймають рішення про терміни техні 7 79859 чного обслуговування машини, тобто обслуговують її за фактичним зносом. Приклад реалізації способу, що заявляється. Випробовували спосіб в промислових умовах на безперервному стані гарячої прокатки. Лінія приводу прокатної кліті складається з електродвигуна 1, проміжного вала 2 з муфтами, редуктора з вхідним валом 3 і вихідним колесом 4, корінної муфти 5, шестеренної кліті з нижнім 6 і верхнім 7 валами, нижнього 8 і верхнього 9 шпинделів, нижнього 10 і верхнього 11 комплектів робочого й опорного валків. Визначили власні частоти всієї крутильної системи відомими методами за кресленнями вузлів трансмісії й уточнили їх експериментально. Частоти мають величини - 12, 15, 20, 34, 55, 81Гц. Установили датчик вібрації на опорі вхідного вала редуктора 3 з боку приводу 1. Виконали періодичні виміри вібрації на опорі вхідного вала 3 редуктора при захопленнях металу валками і визначили амплітудні і фазові частотні характеристики сигналу вібрації. Збільшення зносу (кутових зазорів) у шпиндельних зчленуваннях за час спостереження (1 місяць) походило від мінімального монтажного (менш 0.5мм) до, максимального, що допускається за правилами технічної експлуатації - 6мм. За цей період спостерігався також знос зачеплення шестеренної кліті в інтервалі 0...0.6мм. Установили за даними вимірів рівень демпфірування (коефіцієнт загасання дорівнює 6-8) на власних частотах усієї крутильної системи. Виконали розрахунок коливань на лінійній моделі без зазорів при встановленому рівні демпфірування в лінії приводу. Визначили розрахунковим шляхом амплітуди і зсув фаз коливань у крутильній системі на проміжному валу 2 при відсутності зазорів. Установили, що амплітуда і зсув фаз найбільш істотно змінювалися на власній частоті в 20Гц. Це означає, що параметри коливань на цій власній частоті є діагностичними ознаками для визначення зносу елементів шпинделів і шестеренної кліті при вимірі вібрації на вхідному валу редуктора. Знос інших елементів або вимір вібрації в інших місцях трансмісії викликає зміну амплітуди і фази на інших власних частота х. За даними вимірів встановлено, що власні частоти всієї крутильної системи виявляються в 8 будь-якому місці трансмісії, тому вимір сигналів можна виконати в найбільш придатному для цього місці, наприклад на опорах редуктора, а не біля кожного елемента, як потрібно у відомому способі. Наявність загальних властивостей нелінійних систем із зазорами у вигляді різких змін (біфуркацій) амплітуди або фази коливань на власних частотах при незначних змінах параметрів у деяких діапазонах (зазор більш 0.5мм) дозволяє розпізнавати знос для будь-яких схем трансмісій і місць виміру коливань. Як випливає з вищесказаного, спосіб, що заявляється, забезпечує вирішення поставленого завдання, яке полягає у визначенні зносу (кутових зазорів) в окремих елементах трансмісії машин, наприклад, лінії головного приводу прокатної кліті за сигналами вібрації на опорах валів, що дозволяє здійснити поточний контроль (моніторинг) стану устаткування і його технічну експлуатацію з урахуванням фактичного зносу. Джерела інформації, прийняті до уваги при складанні заявки: 1. Правила технической эксплуатации механического оборудования непрерывных широкополосных станов горячей прокатки. ВНИИМЕХЧЕРМЕТ, Днепропетровск, 1982г. 2. Снижение угловых зазоров и динамических нагрузок при захвате металла валками / С.Л. Коцарь, Б.А. Поляков, А.Д. Белянский и др. // Черная металлургия. Бюлл. научно-техн. информ. - 1979. №2. - С.42-43. 3. Устройство для диагностики состояния соединений валов прокатных станов / В.Д.Плахтин, Л.И. Данилов, С.А. Москвитин // Черная металлургия. Бюлл. научно- те хн. информ. -1982. - №20. С.45. 4. Генкин М.Ф., Соколова А.Г. Виброакустическая диагностика машин и механизмов. - М. Машиностроение, 1987.- 288с. 5. Патент Украины №70137 A, G 01 M 7/00. Спосіб визначення технічного стану устатк ування крутильної системи лінії головного приводу прокатної кліті. Публікація відомостей про видачу патенту (деклараційного патенту): 15.09.2004. Бюлетень №9, 2004. 9 Комп’ютерна в ерстка М. Ломалова 79859 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDiagnosis methods of wear of elements of transmissions of rolling stands
Автори англійськоюBolshakov Vadym Ivanovych, Korennoi Volodymyr Vitaliiovych, Dalichuk Anatolii Panteliiovych
Назва патенту російськоюСпособ диагностирования износа элементов трансмиссий прокатных клетей
Автори російськоюБольшаков Вадим Иванович, Коренной Владимир Витальевич, Даличук Анатолий Пантелеевич
МПК / Мітки
МПК: G01M 7/02, B21B 28/00, G01N 3/56
Мітки: спосіб, елементів, клітей, діагностики, трансмісій, зносу, прокатних
Код посилання
<a href="https://ua.patents.su/5-79859-sposib-diagnostiki-znosu-elementiv-transmisijj-prokatnikh-klitejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностики зносу елементів трансмісій прокатних клітей</a>
Спосіб відновлення геометрії робочих поверхонь станин групи прокатних клітей
Номер патенту: 46016
Опубліковано: 15.05.2002
Автори: Білобров Юрій Миколайович, Райгородецький Леонід Якович, Савенко Юрій Євдокимович, Промисловський Веніамін Давидович
МПК: B23C 1/00
Мітки: робочих, групи, прокатних, клітей, поверхонь, станин, геометрії, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення геометрії робочих поверхонь станин групи прокатних клітей, при якому ведуть почергову обробку станин усіх клітей комплексом переносних верстатів, що складається принаймні з двох основ і обробляючих модулів, з встановленням в кожній з клітей основи переносного верстата і обробляючого модуля, який відрізняється тим, що обробку поверхонь станин здійснюють у такій послідовності, що у першу кліть на основу переносного верстата...
Гідравлічний зрівноважувальний пристрій робочих клітей прокатних станів
Номер патенту: 40413
Опубліковано: 16.07.2001
Автор: Данько Надія Олексіївна
МПК: B21B 31/16
Мітки: клітей, пристрій, станів, прокатних, зрівноважувальний, робочих, гідравлічний
Формула / Реферат:
Гідравлічний зрівноважувальний пристрій робочих клітей прокатних станів, що складається з гідроциліндрів зрівноважування, які за допомогою системи тяг підтискають подушки валків до натискних гвинтів, трубопровода, що з'єднує гідроциліндри з гідро/ акумулятором через розподілювач робочої рідини та із зливною магістраллю - через напірний клапан, який відрізняється тим, що між розподілювачем робочої рідини і гідроциліндрами, паралельно...
Переносний верстат переважно для обробки прорізів клітей прокатних станів
Номер патенту: 36233
Опубліковано: 16.04.2001
Автори: Марченко Дмитро Анатолійович, Савенко Юрій Євдокимович, Промисловський Веніамін Давидович
МПК: B23C 1/00
Мітки: прорізів, клітей, переважно, переносний, станів, прокатних, обробки, верстат
Текст:
...розміщена з можливістю переміщення від приводу 9 каретка 10 з поперечними полозками 11, на яких встановлена поворотна плита 12. На поворотній плиті 12 виконані напрямні для повзуна 13, який 2 36233 несе фрезерну головку 14. Повзун 13 оздоблено ручним механізмом переміщення по поворотній плиті. Поперечні полозки 11 мають механізований привод подачі, наприклад, у вигляді гідроциліндра, або рейки-шестерні. Основа 2 змонтована на опорній плиті...
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана
Номер патенту: 79681
Опубліковано: 10.07.2007
Автори: Коренной Володимир Віталійович, Крот Павло Вікторович, Соловйов Кирило Володимирович, Большаков Вадим Іванович, Далічук Анатолій Пантелійович
МПК: G01M 13/00, G01N 3/56, G01M 7/02
Мітки: стана, спосіб, приводу, діагностики, опор, лінії, головної, підшипникових, прокатного
Формула / Реферат:
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана, який полягає у вимірюванні вібрації на опорі вала, який відрізняється тим, що в прокатних станах вимірюють вібрації в період наростання моменту навантаження на робочих валках з певним інтервалом часу між вимірюваннями, визначають у спектрі коливань вала значення власної частоти коливань вала в опорі і значення її вищих гармонік, визначають величину зносу в...
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Ільїн Володимир Петрович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович
МПК: B21B 31/00
Мітки: кварто, клітей, здійснення, робочих, прокатних, пристрій, опорних, заміни, спосіб, валків
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Попередній патент: Пристрій для роздрібнення
Наступний патент: Фреза алмазна торцева для обробки заготовок із вуглецевих або вуглеграфітових матеріалів
Випадковий патент: Пристрій для обробляння пластичних матеріалів