Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана
Номер патенту: 79681
Опубліковано: 10.07.2007
Автори: Далічук Анатолій Пантелійович, Коренной Володимир Віталійович, Большаков Вадим Іванович, Соловйов Кирило Володимирович, Крот Павло Вікторович

Формула / Реферат
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана, який полягає у вимірюванні вібрації на опорі вала, який відрізняється тим, що в прокатних станах вимірюють вібрації в період наростання моменту навантаження на робочих валках з певним інтервалом часу між вимірюваннями, визначають у спектрі коливань вала значення власної частоти коливань вала в опорі і значення її вищих гармонік, визначають величину зносу в елементах підшипників і величину радіальних зазорів при розкритті стику кріплення опори за значенням амплітуди і фази сигналу вібрації на власній частоті і її вищих гармоніках.
Текст
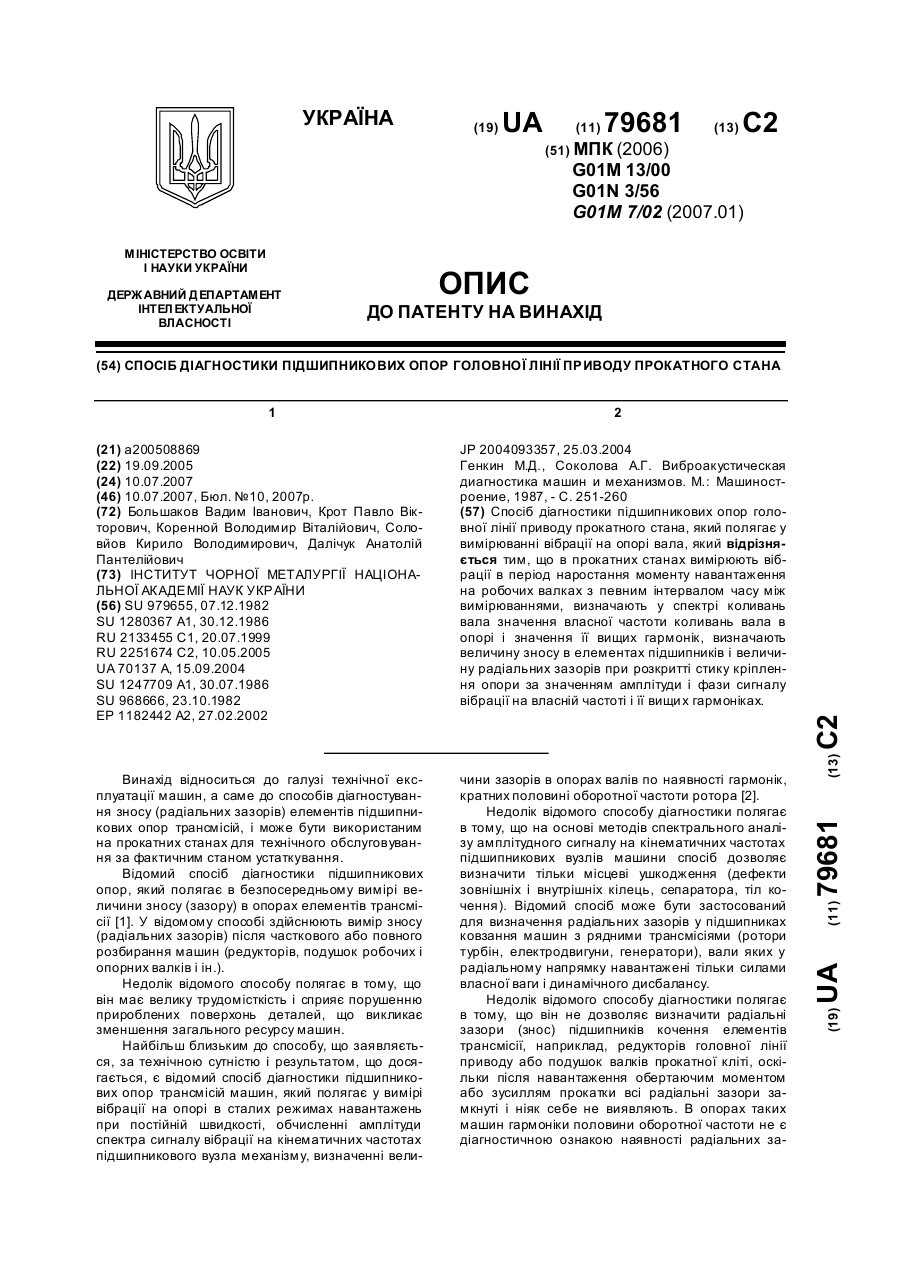
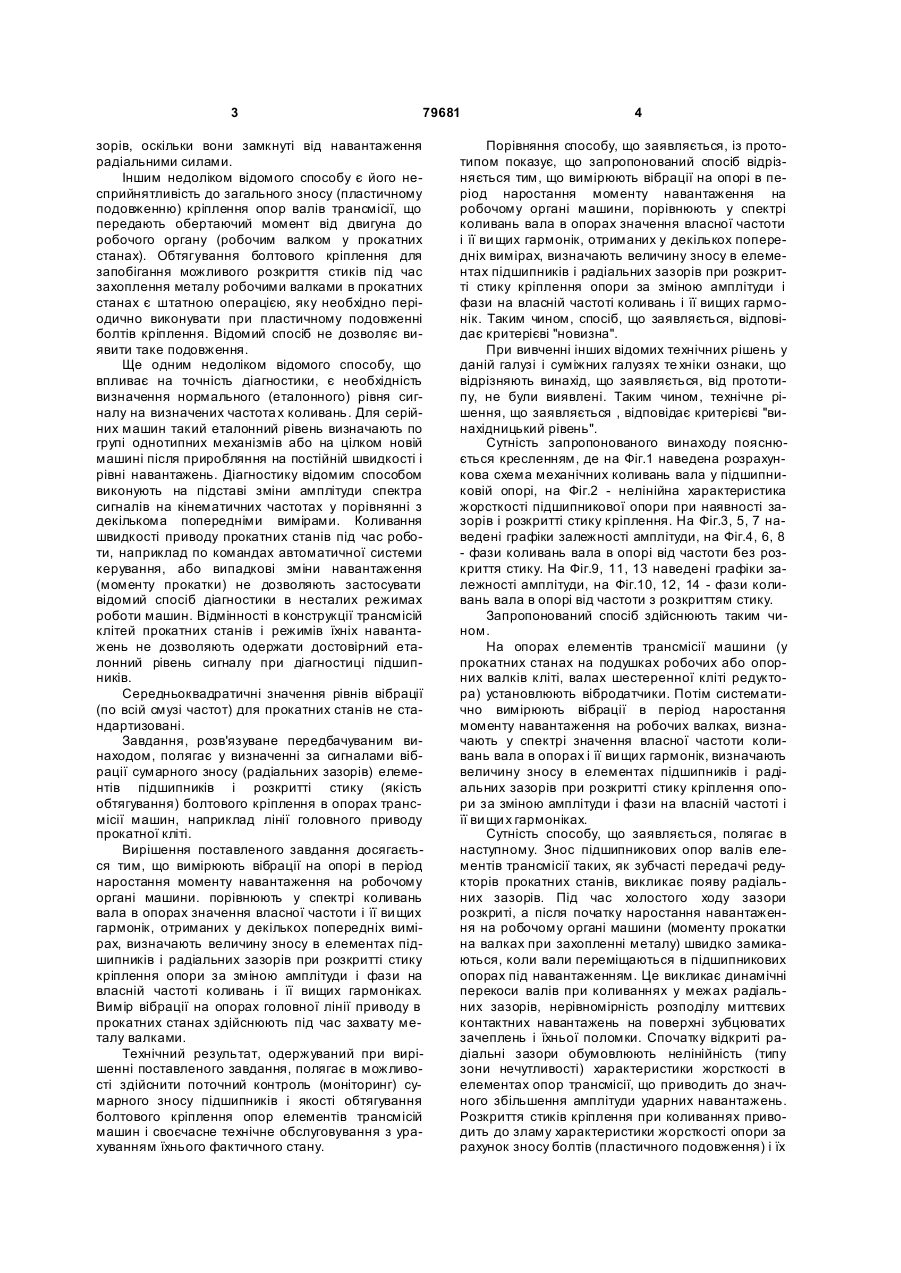
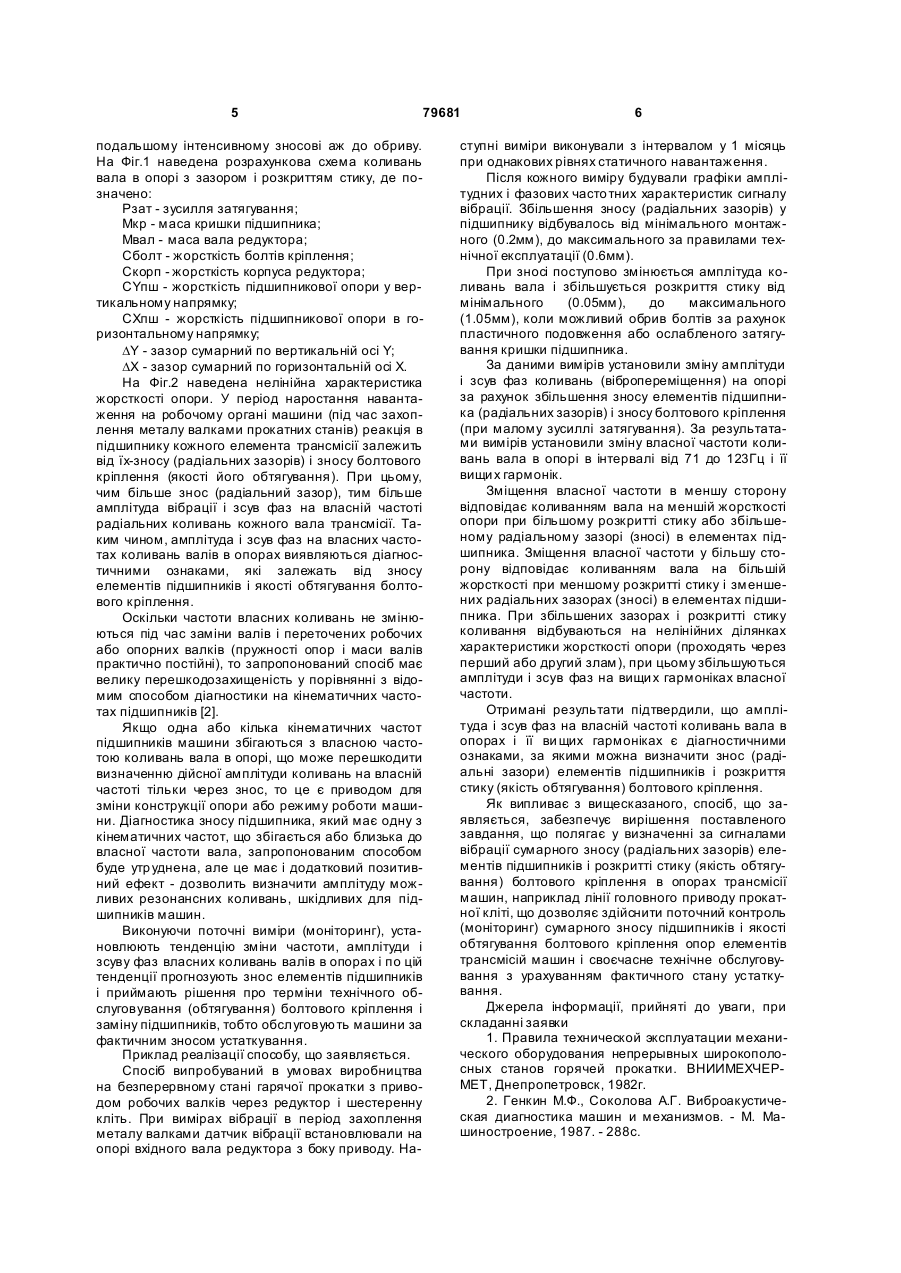
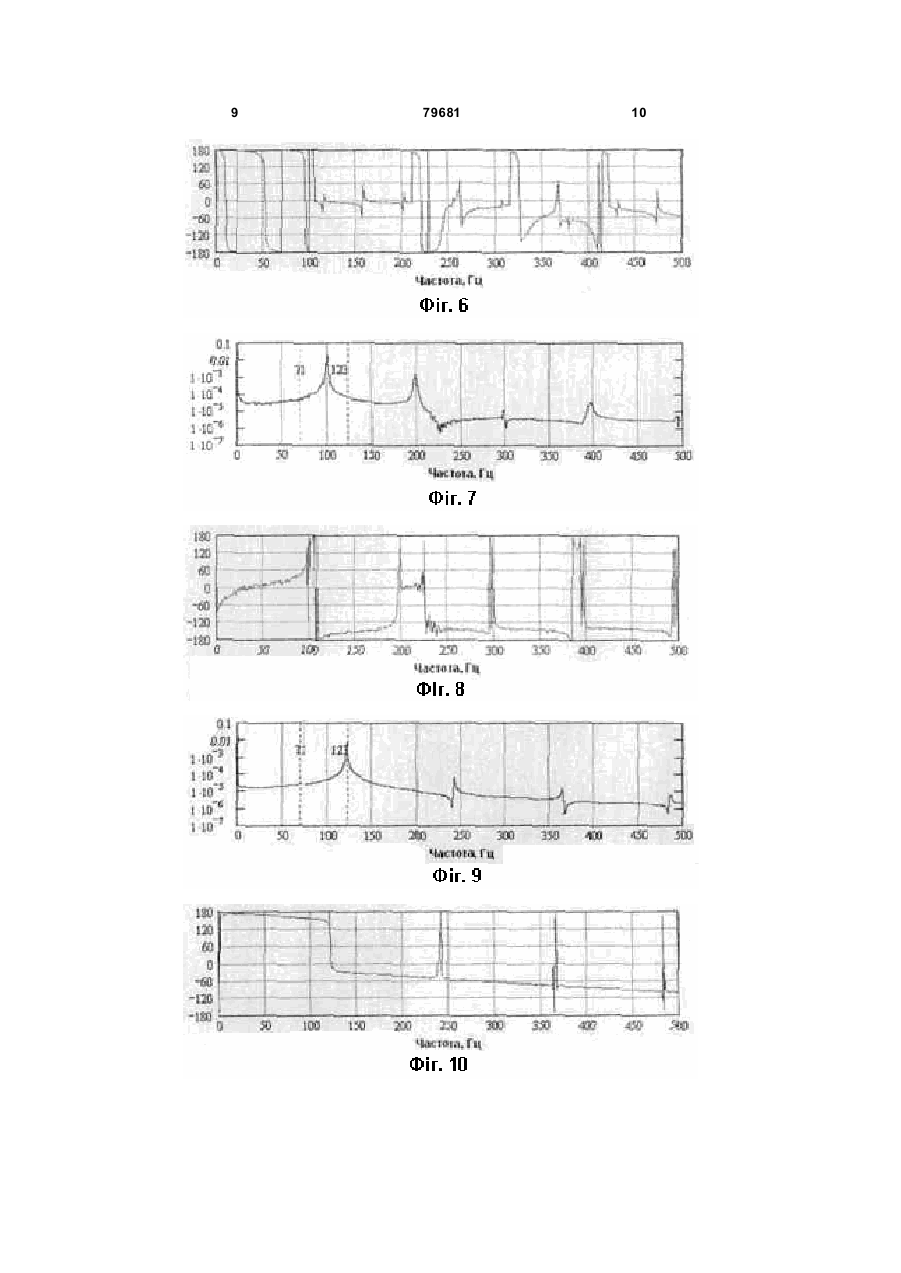
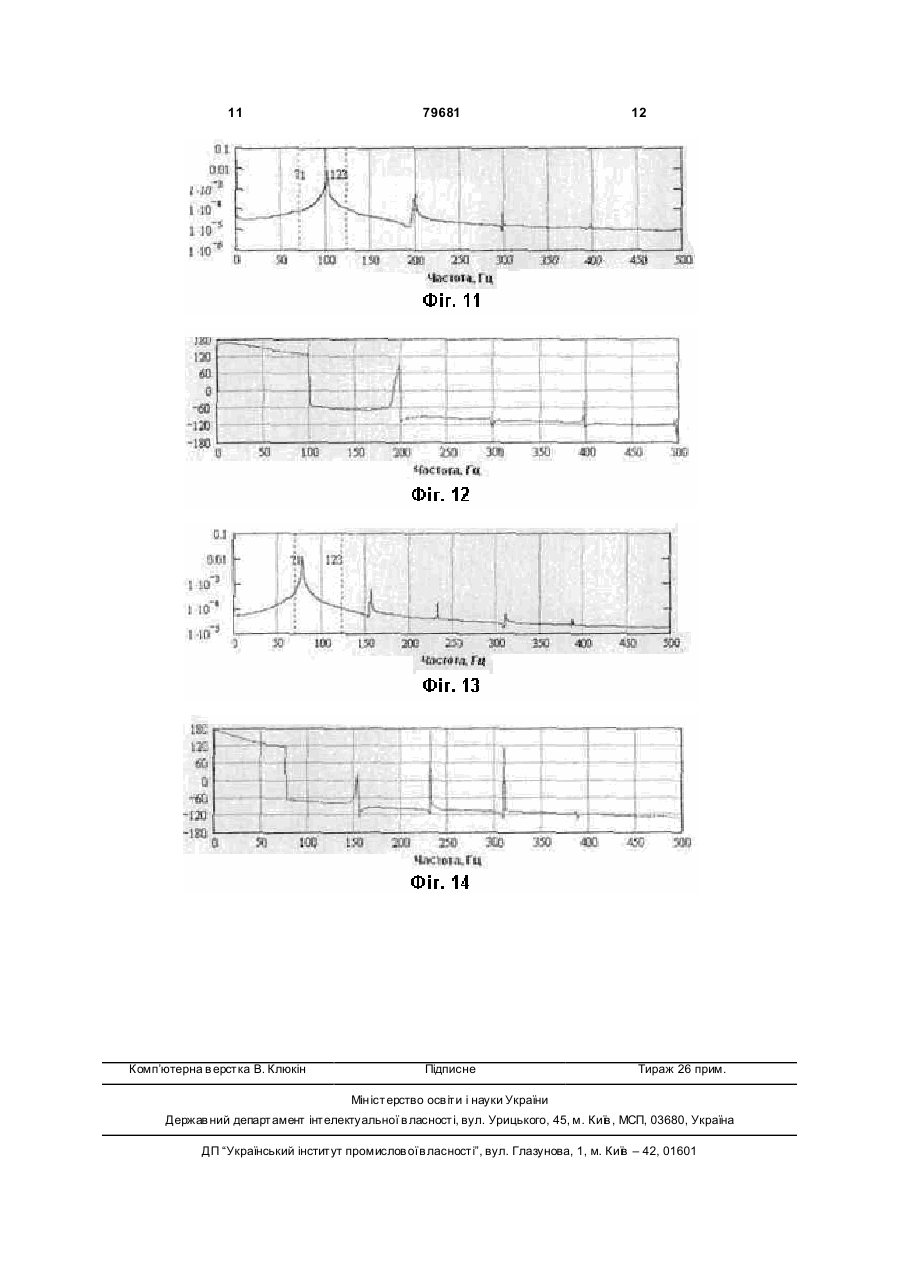
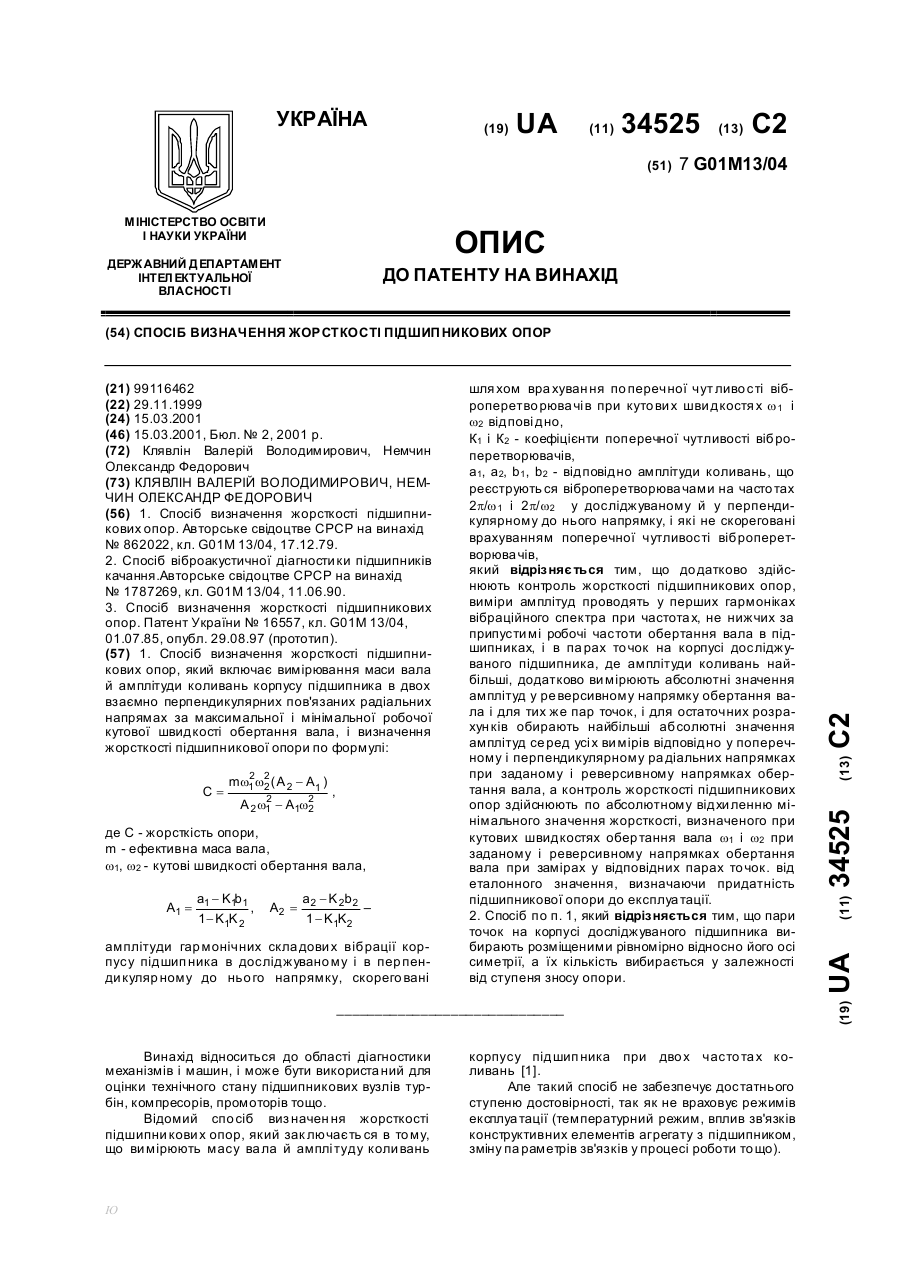
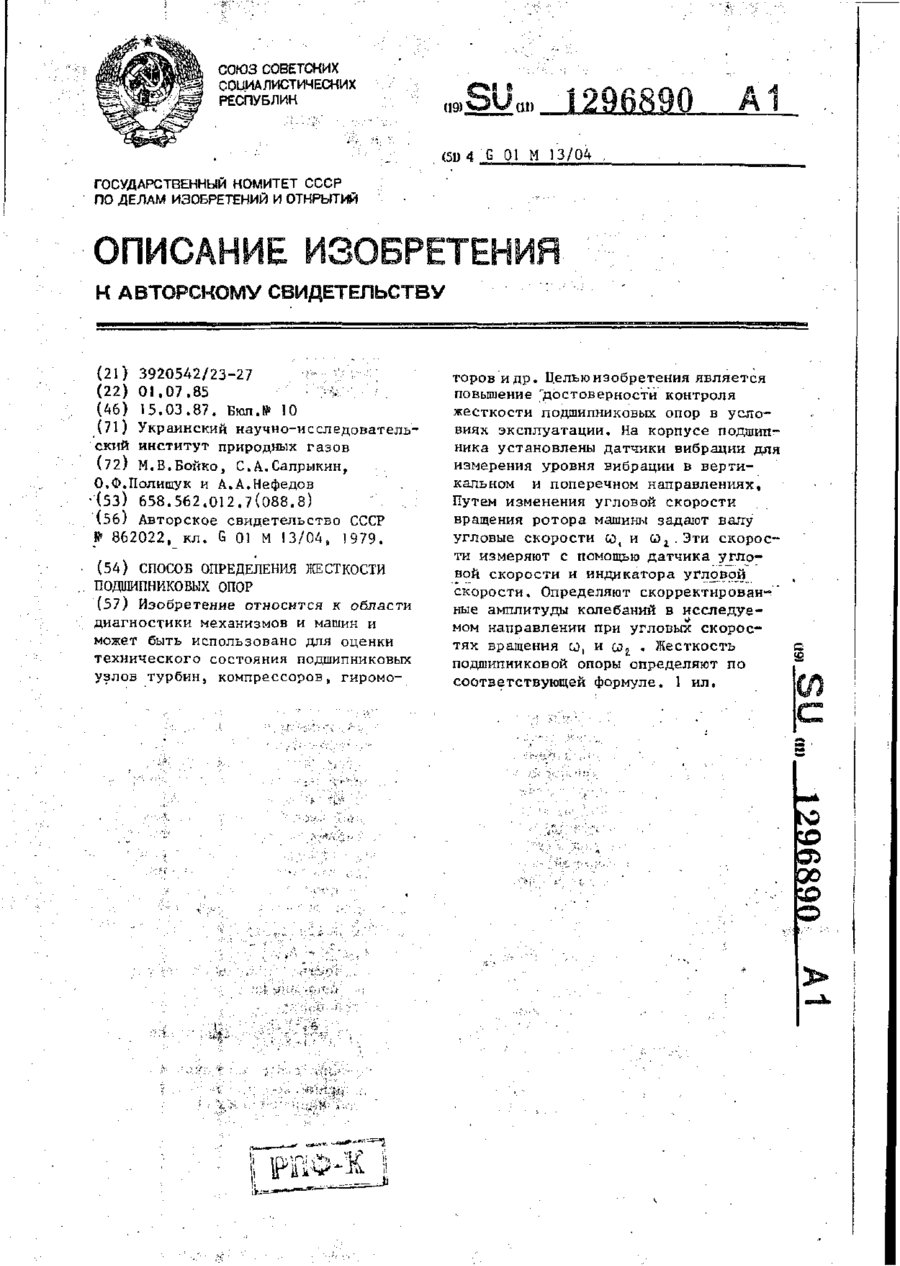
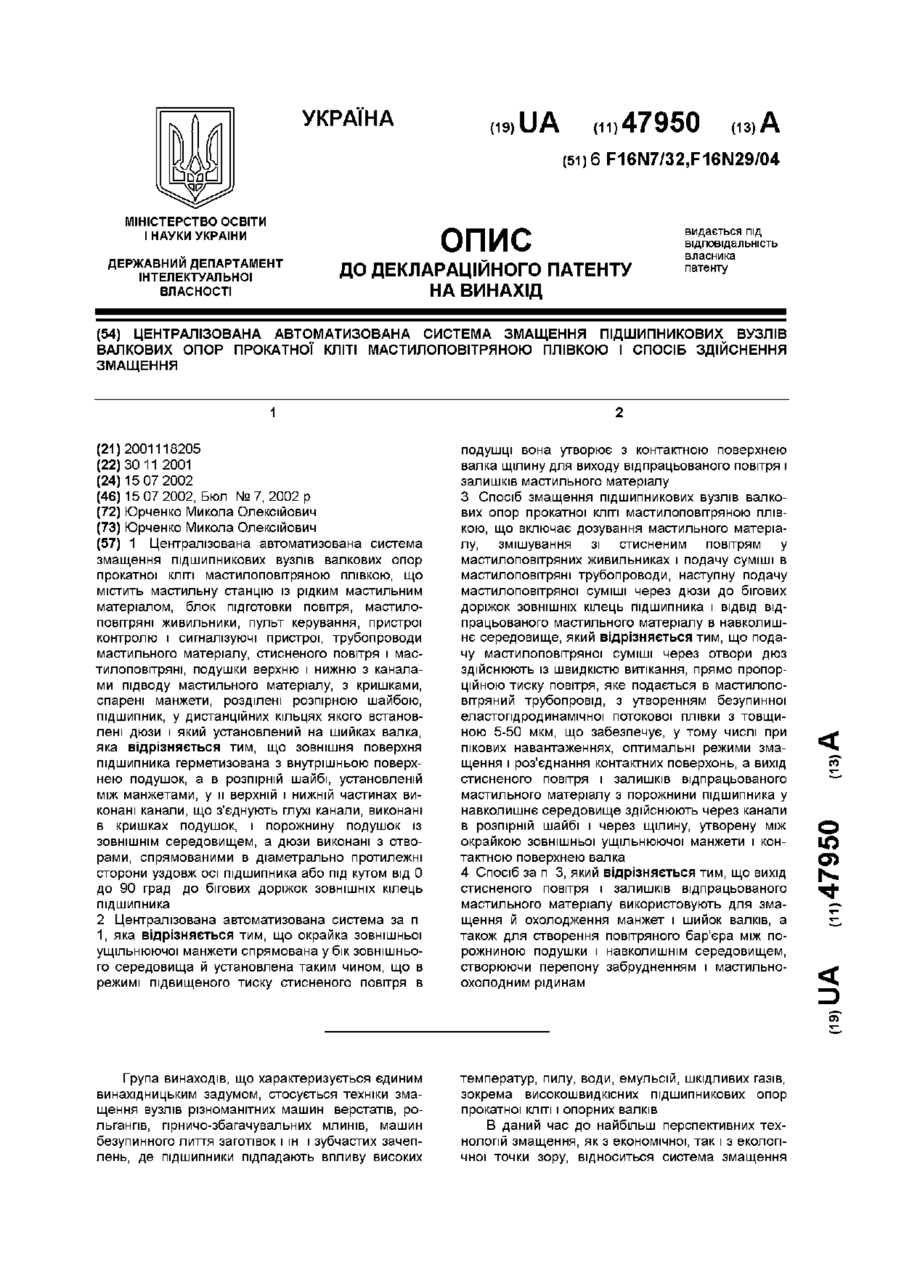
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана, який полягає у вимірюванні вібрації на опорі вала, який відрізняється тим, що в прокатних станах вимірюють вібрації в період наростання моменту навантаження на робочих валках з певним інтервалом часу між вимірюваннями, визначають у спектрі коливань вала значення власної частоти коливань вала в опорі і значення її вищих гармонік, визначають величину зносу в елементах підшипників і величину радіальних зазорів при розкритті стику кріплення опори за значенням амплітуди і фази сигналу вібрації на власній частоті і її вищи х гармоніках. Винахід відноситься до галузі технічної експлуатації машин, а саме до способів діагностування зносу (радіальних зазорів) елементів підшипникових опор трансмісій, і може бути використаним на прокатних станах для технічного обслуговування за фактичним станом устаткування. Відомий спосіб діагностики підшипникових опор, який полягає в безпосередньому вимірі величини зносу (зазору) в опорах елементів трансмісії [1]. У відомому способі здійснюють вимір зносу (радіальних зазорів) після часткового або повного розбирання машин (редукторів, подушок робочих і опорних валків і ін.). Недолік відомого способу полягає в тому, що він має велику трудомісткість і сприяє порушенню прироблених поверхонь деталей, що викликає зменшення загального ресурсу машин. Найбільш близьким до способу, що заявляється, за технічною сутністю і результатом, що досягається, є відомий спосіб діагностики підшипникових опор трансмісій машин, який полягає у вимірі вібрації на опорі в сталих режимах навантажень при постійній швидкості, обчисленні амплітуди спектра сигналу вібрації на кінематичних частотах підшипникового вузла механізму, визначенні вели чини зазорів в опорах валів по наявності гармонік, кратних половині оборотної частоти ротора [2]. Недолік відомого способу діагностики полягає в тому, що на основі методів спектрального аналізу амплітудного сигналу на кінематичних частотах підшипникових вузлів машини спосіб дозволяє визначити тільки місцеві ушкодження (дефекти зовнішніх і внутрішніх кілець, сепаратора, тіл кочення). Відомий спосіб може бути застосований для визначення радіальних зазорів у підшипниках ковзання машин з рядними трансмісіями (ротори турбін, електродвигуни, генератори), вали яких у радіальному напрямку навантажені тільки силами власної ваги і динамічного дисбалансу. Недолік відомого способу діагностики полягає в тому, що він не дозволяє визначити радіальні зазори (знос) підшипників кочення елементів трансмісії, наприклад, редукторів головної лінії приводу або подушок валків прокатної кліті, оскільки після навантаження обертаючим моментом або зусиллям прокатки всі радіальні зазори замкнуті і ніяк себе не виявляють. В опорах таких машин гармоніки половини оборотної частоти не є діагностичною ознакою наявності радіальних за (19) UA (11) 79681 (13) C2 (21) a200508869 (22) 19.09.2005 (24) 10.07.2007 (46) 10.07.2007, Бюл. №10, 2007р. (72) Большаков Вадим Іванович, Крот Павло Вікторович, Коренной Володимир Віталійович, Соловйов Кирило Володимирович, Далічук Анатолій Пантелійович (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 979655, 07.12.1982 SU 1280367 A1, 30.12.1986 RU 2133455 C1, 20.07.1999 RU 2251674 C2, 10.05.2005 UA 70137 A, 15.09.2004 SU 1247709 A1, 30.07.1986 SU 968666, 23.10.1982 EP 1182442 A2, 27.02.2002 3 79681 зорів, оскільки вони замкнуті від навантаження радіальними силами. Іншим недоліком відомого способу є його несприйнятливість до загального зносу (пластичному подовженню) кріплення опор валів трансмісії, що передають обертаючий момент від двигуна до робочого органу (робочим валком у прокатних станах). Обтягування болтового кріплення для запобігання можливого розкриття стиків під час захоплення металу робочими валками в прокатних станах є штатною операцією, яку необхідно періодично виконувати при пластичному подовженні болтів кріплення. Відомий спосіб не дозволяє виявити таке подовження. Ще одним недоліком відомого способу, що впливає на точність діагностики, є необхідність визначення нормального (еталонного) рівня сигналу на визначених частота х коливань. Для серійних машин такий еталонний рівень визначають по групі однотипних механізмів або на цілком новій машині після приробляння на постійній швидкості і рівні навантажень. Діагностику відомим способом виконують на підставі зміни амплітуди спектра сигналів на кінематичних частотах у порівнянні з декількома попередніми вимірами. Коливання швидкості приводу прокатних станів під час роботи, наприклад по командах автоматичної системи керування, або випадкові зміни навантаження (моменту прокатки) не дозволяють застосувати відомий спосіб діагностики в несталих режимах роботи машин. Відмінності в конструкції трансмісій клітей прокатних станів і режимів їхніх навантажень не дозволяють одержати достовірний еталонний рівень сигналу при діагностиці підшипників. Середньоквадратичні значення рівнів вібрації (по всій смузі частот) для прокатних станів не стандартизовані. Завдання, розв'язуване передбачуваним винаходом, полягає у визначенні за сигналами вібрації сумарного зносу (радіальних зазорів) елементів підшипників і розкритті стику (якість обтягування) болтового кріплення в опорах трансмісії машин, наприклад лінії головного приводу прокатної кліті. Вирішення поставленого завдання досягається тим, що вимірюють вібрації на опорі в період наростання моменту навантаження на робочому органі машини. порівнюють у спектрі коливань вала в опорах значення власної частоти і її ви щих гармонік, отриманих у декількох попередніх вимірах, визначають величину зносу в елементах підшипників і радіальних зазорів при розкритті стику кріплення опори за зміною амплітуди і фази на власній частоті коливань і її вищих гармоніках. Вимір вібрації на опорах головної лінії приводу в прокатних станах здійснюють під час захвату металу валками. Технічний результат, одержуваний при вирішенні поставленого завдання, полягає в можливості здійснити поточний контроль (моніторинг) сумарного зносу підшипників і якості обтягування болтового кріплення опор елементів трансмісій машин і своєчасне технічне обслуговування з урахуванням їхнього фактичного стану. 4 Порівняння способу, що заявляється, із прототипом показує, що запропонований спосіб відрізняється тим, що вимірюють вібрації на опорі в період наростання моменту навантаження на робочому органі машини, порівнюють у спектрі коливань вала в опорах значення власної частоти і її ви щих гармонік, отриманих у декількох попередніх вимірах, визначають величину зносу в елементах підшипників і радіальних зазорів при розкритті стику кріплення опори за зміною амплітуди і фази на власній частоті коливань і її вищих гармонік. Таким чином, спосіб, що заявляється, відповідає критерієві "новизна". При вивченні інших відомих технічних рішень у даній галузі і суміжних галузях те хніки ознаки, що відрізняють винахід, що заявляється, від прототипу, не були виявлені. Таким чином, технічне рішення, що заявляється , відповідає критерієві "винахідницький рівень". Сутність запропонованого винаходу пояснюється кресленням, де на Фіг.1 наведена розрахункова схема механічних коливань вала у підшипниковій опорі, на Фіг.2 - нелінійна характеристика жорсткості підшипникової опори при наявності зазорів і розкритті стику кріплення. На Фіг.3, 5, 7 наведені графіки залежності амплітуди, на Фіг.4, 6, 8 - фази коливань вала в опорі від частоти без розкриття стику. На Фіг.9, 11, 13 наведені графіки залежності амплітуди, на Фіг.10, 12, 14 - фази коливань вала в опорі від частоти з розкриттям стику. Запропонований спосіб здійснюють таким чином. На опорах елементів трансмісії машини (у прокатних станах на подушках робочих або опорних валків кліті, валах шестеренної кліті редуктора) установлюють вібродатчики. Потім систематично вимірюють вібрації в період наростання моменту навантаження на робочих валках, визначають у спектрі значення власної частоти коливань вала в опорах і її ви щих гармонік, визначають величину зносу в елементах підшипників і радіальних зазорів при розкритті стику кріплення опори за зміною амплітуди і фази на власній частоті і її ви щи х гармоніках. Сутність способу, що заявляється, полягає в наступному. Знос підшипникових опор валів елементів трансмісії таких, як зубчасті передачі редукторів прокатних станів, викликає появу радіальних зазорів. Під час холостого ходу зазори розкриті, а після початку наростання навантаження на робочому органі машини (моменту прокатки на валках при захопленні металу) швидко замикаються, коли вали переміщаються в підшипникових опорах під навантаженням. Це викликає динамічні перекоси валів при коливаннях у межах радіальних зазорів, нерівномірність розподілу миттєвих контактних навантажень на поверхні зубцюватих зачеплень і їхньої поломки. Спочатку відкриті радіальні зазори обумовлюють нелінійність (типу зони нечутливості) характеристики жорсткості в елементах опор трансмісії, що приводить до значного збільшення амплітуди ударних навантажень. Розкриття стиків кріплення при коливаннях приводить до зламу характеристики жорсткості опори за рахунок зносу болтів (пластичного подовження) і їх 5 79681 подальшому інтенсивному зносові аж до обриву. На Фіг.1 наведена розрахункова схема коливань вала в опорі з зазором і розкриттям стику, де позначено: Рзат - зусилля затягування; Мкр - маса кришки підшипника; Мвал - маса вала редуктора; Сболт - жорсткість болтів кріплення; Скорп - жорсткість корпуса редуктора; CYпш - жорсткість підшипникової опори у вертикальному напрямку; СХпш - жорсткість підшипникової опори в горизонтальному напрямку; DY - зазор сумарний по вертикальній осі Y; DХ - зазор сумарний по горизонтальній осі X. На Фіг.2 наведена нелінійна характеристика жорсткості опори. У період наростання навантаження на робочому органі машини (під час захоплення металу валками прокатних станів) реакція в підшипнику кожного елемента трансмісії залежить від їх-зносу (радіальних зазорів) і зносу болтового кріплення (якості його обтягування). При цьому, чим більше знос (радіальний зазор), тим більше амплітуда вібрації і зсув фаз на власній частоті радіальних коливань кожного вала трансмісії. Таким чином, амплітуда і зсув фаз на власних частотах коливань валів в опорах виявляються діагностичними ознаками, які залежать від зносу елементів підшипників і якості обтягування болтового кріплення. Оскільки частоти власних коливань не змінюються під час заміни валів і переточених робочих або опорних валків (пружності опор і маси валів практично постійні), то запропонований спосіб має велику перешкодозахищеність у порівнянні з відомим способом діагностики на кінематичних частотах підшипників [2]. Якщо одна або кілька кінематичних частот підшипників машини збігаються з власною частотою коливань вала в опорі, що може перешкодити визначенню дійсної амплітуди коливань на власній частоті тільки через знос, то це є приводом для зміни конструкції опори або режиму роботи машини. Діагностика зносу підшипника, який має одну з кінематичних частот, що збігається або близька до власної частоти вала, запропонованим способом буде утр уднена, але це має і додатковий позитивний ефект - дозволить визначити амплітуду можливих резонансних коливань, шкідливих для підшипників машин. Виконуючи поточні виміри (моніторинг), установлюють тенденцію зміни частоти, амплітуди і зсуву фаз власних коливань валів в опорах і по цій тенденції прогнозують знос елементів підшипників і приймають рішення про терміни технічного обслуговування (обтягування) болтового кріплення і заміну підшипників, тобто обслуговують машини за фактичним зносом устаткування. Приклад реалізації способу, що заявляється. Спосіб випробуваний в умовах виробництва на безперервному стані гарячої прокатки з приводом робочих валків через редуктор і шестеренну кліть. При вимірах вібрації в період захоплення металу валками датчик вібрації встановлювали на опорі вхідного вала редуктора з боку приводу. На 6 ступні виміри виконували з інтервалом у 1 місяць при однакових рівнях статичного навантаження. Після кожного виміру будували графіки амплітудних і фазових часто тних характеристик сигналу вібрації. Збільшення зносу (радіальних зазорів) у підшипнику відбувалось від мінімального монтажного (0.2мм), до максимального за правилами технічної експлуатації (0.6мм). При зносі поступово змінюється амплітуда коливань вала і збільшується розкриття стику від мінімального (0.05мм), до максимального (1.05мм), коли можливий обрив болтів за рахунок пластичного подовження або ослабленого затягування кришки підшипника. За даними вимірів установили зміну амплітуди і зсув фаз коливань (вібропереміщення) на опорі за рахунок збільшення зносу елементів підшипника (радіальних зазорів) і зносу болтового кріплення (при малому зусиллі затягування). За результатами вимірів установили зміну власної частоти коливань вала в опорі в інтервалі від 71 до 123Гц і її вищи х гармонік. Зміщення власної частоти в меншу сторону відповідає коливанням вала на меншій жорсткості опори при більшому розкритті стику або збільшеному радіальному зазорі (зносі) в елементах підшипника. Зміщення власної частоти у більшу сторону відповідає коливанням вала на більшій жорсткості при меншому розкритті стику і зменшених радіальних зазорах (зносі) в елементах підшипника. При збільшених зазорах і розкритті стику коливання відбуваються на нелінійних ділянках характеристики жорсткості опори (проходять через перший або другий злам), при цьому збільшуються амплітуди і зсув фаз на вищи х гармоніках власної частоти. Отримані результати підтвердили, що амплітуда і зсув фаз на власній частоті коливань вала в опорах і її ви щих гармоніках є діагностичними ознаками, за якими можна визначити знос (радіальні зазори) елементів підшипників і розкриття стику (якість обтягування) болтового кріплення. Як випливає з вищесказаного, спосіб, що заявляється, забезпечує вирішення поставленого завдання, що полягає у визначенні за сигналами вібрації сумарного зносу (радіальних зазорів) елементів підшипників і розкритті стику (якість обтягування) болтового кріплення в опорах трансмісії машин, наприклад лінії головного приводу прокатної кліті, що дозволяє здійснити поточний контроль (моніторинг) сумарного зносу підшипників і якості обтягування болтового кріплення опор елементів трансмісій машин і своєчасне технічне обслуговування з урахуванням фактичного стану устаткування. Джерела інформації, прийняті до уваги, при складанні заявки 1. Правила технической эксплуатации механического оборудования непрерывных широкополосных станов горячей прокатки. ВНИИМЕХЧЕРМЕТ, Днепропетровск, 1982г. 2. Генкин М.Ф., Соколова А.Г. Виброакустическая диагностика машин и механизмов. - М. Машиностроение, 1987. - 288с. 7 79681 8 9 79681 10 11 Комп’ютерна в ерстка В. Клюкін 79681 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for diagnosing the bearings of the drive mechanism shaft of a rolling mill
Автори англійськоюBolshakov Vadym Ivanovych, Korennoi Volodymyr Vitaliiovych, Dalichuk Anatolii Panteliiovych
Назва патенту російськоюСпособ диагностирования подшипников вала механизма привода прокатного стана
Автори російськоюБольшаков Вадим Иванович, Коренной Владимир Витальевич, Даличук Анатолий Пантелеевич
МПК / Мітки
МПК: G01M 7/02, G01M 13/00, G01N 3/56
Мітки: прокатного, стана, лінії, опор, підшипникових, діагностики, приводу, спосіб, головної
Код посилання
<a href="https://ua.patents.su/6-79681-sposib-diagnostiki-pidshipnikovikh-opor-golovno-lini-privodu-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана</a>
Спосіб визначення жорсткості підшипникових опор
Номер патенту: 34525
Опубліковано: 15.03.2001
Автори: Немчин Олександр Федорович, Клявлін Валерій Володимирович
МПК: G01M 13/00
Мітки: спосіб, жорсткості, опор, підшипникових, визначення
Текст:
...запропонованого способу є те, що пари точок на корпусі досліджуваного підшипника розміщені рівномірно відносно його вісі симетрії. При цьому для "незношеного", тобто відносно "нового" підшипника, достатньо вибирати що найменше дві пари таких то чок. Чим більше термін експлуа тації підшипника, тим менше його ресурс і жорсткість опори, і тим більше пар точок вимірів на його корпусі треба обирати. Для підвищення достовірності результатів ви...
Спосіб визначення жорсткості підшипникових опор
Номер патенту: 16557
Опубліковано: 29.08.1997
Автори: Бойко Михайло Васильович, Нефедов Андрій Анатолійович, Саприкін Сергій Олексійович, Поліщук Олег Федорович
МПК: G01M 13/00
Мітки: визначення, спосіб, жорсткості, підшипникових, опор
Формула / Реферат:
Способ определения жесткости подшипниковых опор, заключающийся в том, что измеряют массу вала и амплитуду колебаний корпуса подшипника при двух частотах колебаний, отличающийся тем, что, с целью повышения точности измерения жесткости в условиях эксплуатации, измерение амплитуды производят в двух взаимно перпендикулярных связанных радиальных направлениях при максимальной и минимальной рабочих скоростях вращения вала на частотах его...
Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою і спосіб здійснення змащення
Номер патенту: 47950
Опубліковано: 15.07.2002
Автор: Юрченко Микола Олексійович
МПК: F16N 29/00, F16N 7/00
Мітки: вузлів, опор, спосіб, прокатної, автоматизована, здійснення, плівкою, підшипникових, валкових, змащення, мастилоповітряною, централізована, система, кліті
Формула / Реферат:
1. Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою, що містить мастильну станцію із рідким мастильним матеріалом, блок підготовки повітря, мастилоповітряні живильники, пульт керування, пристрої контролю і сигналізуючі пристрої, трубопроводи мастильного матеріалу, стисненого повітря і мастилоповітряні подушки: верхню і нижню з каналами підводу мастильного матеріалу, з...
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті
Номер патенту: 70137
Опубліковано: 15.09.2004
Автори: Мацко Сергій Володимирович, Вереньов Валентин Володимирович, Будаква Сергій Анатолійович, Путнокі Олександр Юліусович, Юнаков Олександр Михайлович, Борщов Олексій Вікторович, Далічук Анатолій Пантелійович
МПК: G01M 7/02
Мітки: крутильної, технічного, стану, приводу, системі, визначення, лінії, спосіб, кліті, прокатної, устаткування, головного
Формула / Реферат:
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті, за яким періодично вимірюють, щонайменше у двох точках лінії приводу, значущий вібропараметр, зв'язаний з технічним станом лінії приводу, який відрізняється тим, що вимірювання здійснюють у період захоплення заготівки валками, при цьому визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і...
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: станини, планка, захисна, прокатного, стана
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Попередній патент: Спосіб виробництва чавуну в доменній печі
Наступний патент: Спосіб моніторингу коливань механічних навантажень у лінії головного приводу прокатного стана
Випадковий патент: Спосіб діагностики поєднаної мікоплазмо-герпесвірусної негоспітальної пневмонії у дорослих хворих, обумовленої mycoplasma pneumoniae та герпесвірусом людини 6-го типу