Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском
Номер патенту: 81013
Опубліковано: 25.06.2013
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском, що включає засипання в опоці піском одноразової моделі та її формотворної порожнини, попереднє віброущільнення піску і ущільнення піску вакуумуванням форми через вентиляційну систему на стінках опоки, який відрізняється тим, що вакуумування піску в формотворній порожнині виконують через принаймні одну ділянку на стінці моделі, яку роблять газопроникною шляхом виконання венти по товщині стінки моделі.
2. Спосіб за п. 1, який відрізняється тим, що під час попереднього віброущільнення піску та/або засипання його в формотворну порожнину моделі виконують додаткове вакуумування стельової зони цієї порожнини в найвищому її місці через венту, виконану в стінці моделі над цим місцем, шляхом прикладання зверху до венти відкритого торця трубопроводу, сполученого з вакуумним насосом.
3. Спосіб за пп. 1, 2, який відрізняється тим, що венту виконують на опуклій частини моделі та/або по стику частин збірної одноразової моделі, а за наявності декількох вент їх розташовують в ряд вздовж передбачуваного руху фронту розплавленого металу.
4. Спосіб за п. 2, який відрізняється тим, що торець трубопроводу закривають газопроникним матеріалом, що не пропускає пісок, і/або доповнюють трубчастим наконечником з м'якої гуми.
Текст
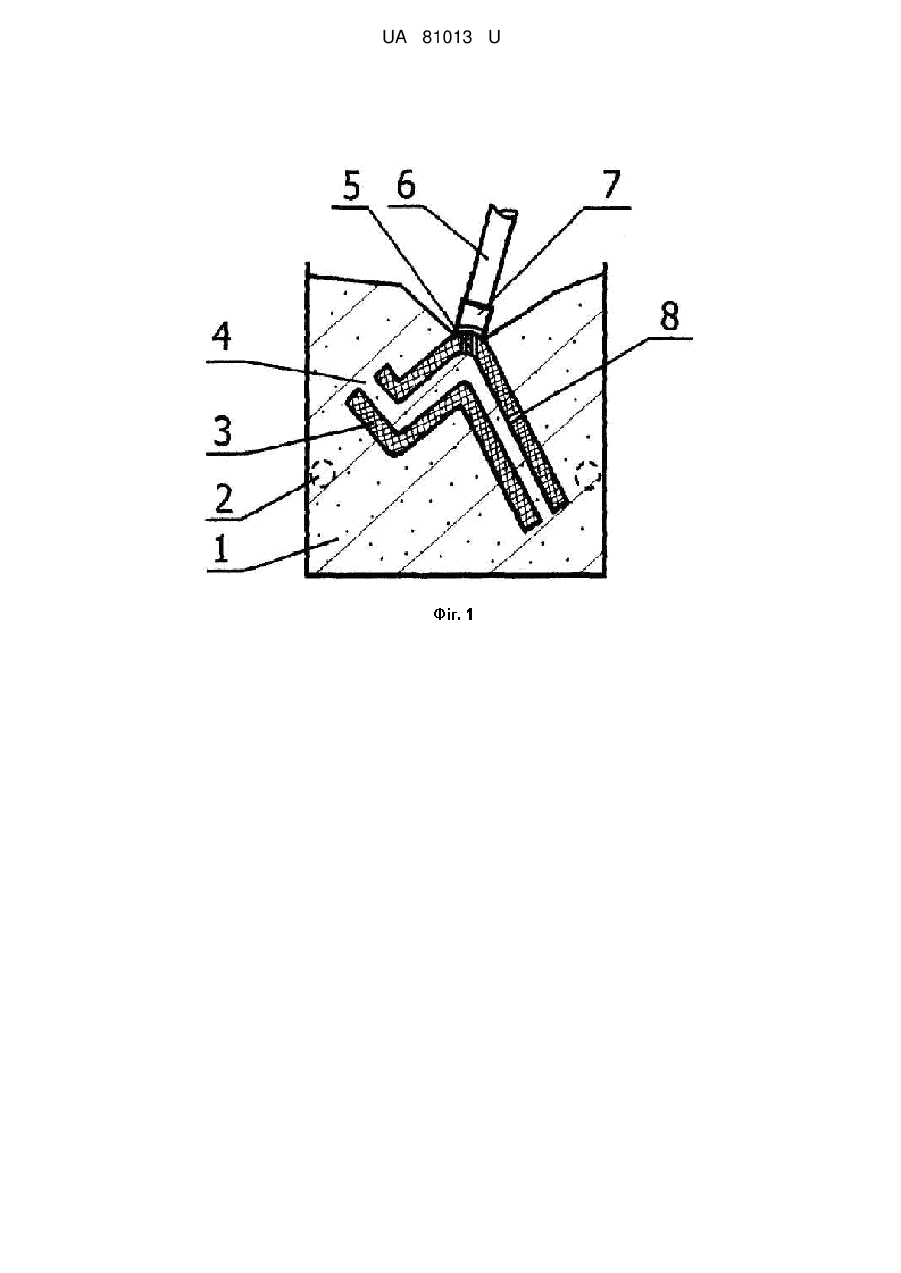
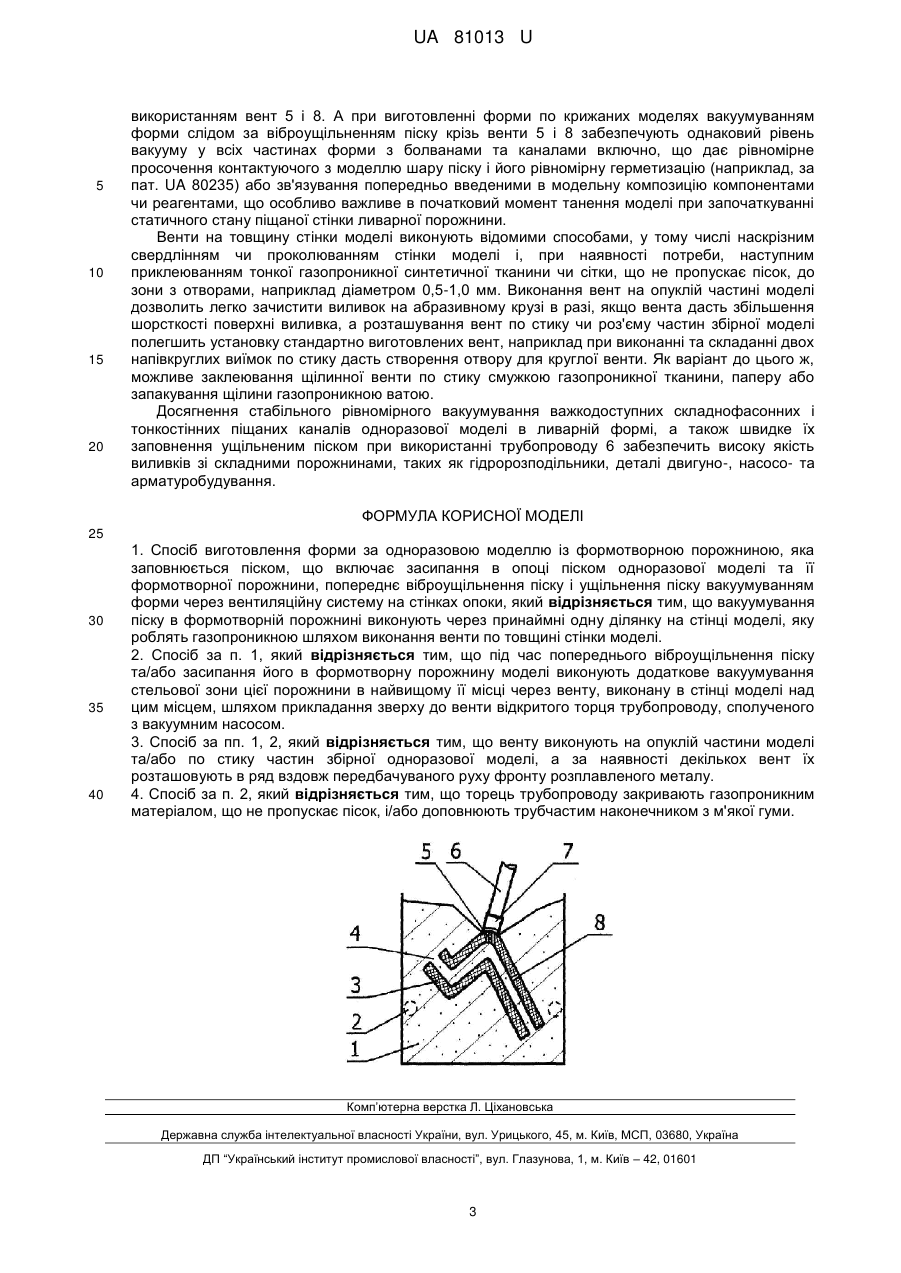
Реферат: Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском, включає засипання в опоці піском одноразової моделі та її формотворної порожнини, попереднє віброущільнення піску і ущільнення піску вакуумуванням форми через вентиляційну систему на стінках опоки. Вакуумування піску в формотворній порожнині виконують через принаймні одну ділянку на стінці моделі, яку роблять газопроникною шляхом виконання венти по товщині стінки моделі. Крім того, під час попереднього віброущільнення піску та/або засипання його в формотворну порожнину моделі можуть виконувати додаткове вакуумування стельової зони цієї порожнини в найвищому її місці через венту, виконану в стінці моделі над цим місцем, шляхом прикладання зверху до венти відкритого торця трубопроводу, сполученого з вакуумним насосом. При цьому торець трубопроводу доцільно закривати газопроникним матеріалом, що не пропускає пісок, і/або доповнювати трубчастим наконечником з м'якої гуми. UA 81013 U (54) СПОСІБ ВИГОТОВЛЕННЯ ФОРМИ ЗА ОДНОРАЗОВОЮ МОДЕЛЛЮ ІЗ ФОРМОТВОРНОЮ ПОРОЖНИНОЮ, ЯКА ЗАПОВНЮЄТЬСЯ ПІСКОМ UA 81013 U UA 81013 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме, способів виготовлення піщаних форм за одноразовими моделями, наприклад пінопластовими при литті за газифікованими моделями (ЛГМ) або крижаними, які всмоктуються в пісок форми. Відомий спосіб одержання виливків в вакуумованих піщаних формах, при якому частину піску форми видаляють шляхом відсмоктування із застосуванням вакууму як варіант транспортування сухого піску в пневмопотоці [Патент UA 82963 МПК B22D27/04, B22D27/15, Опубл. 2008, Бюл. № 6]. Однак, про використання елементів пневмотранспортування для оптимізації заповнення піском з його ущільненням в процесах формування по одноразових моделях зі складними порожнинами інформації немає. Відомі труднощі заповнення піском формотворної порожнини моделі з нижнім отвором, яку зазвичай називають піднутренням моделі, коли отвір, через який засипають пісок, знаходиться нижче від самої порожнини або її стелі [Литье по газифицируемым моделям. / Под ред. Ю. А. Степанова. - М.: Машиностроение, 1976. - С. 140-141]. У міру поширення способу лиття за газифікованими моделями на виливки з складнопрофільними піднутреннями, наприклад виливки деталей автомобільних двигунів, особливо в цехах дрібносерійного виробництва, важко отримати стельові частини піднутрення заповненими ущільненим піском, що веде до порушення точності виливка і високому рівню браку зазвичай у вигляді металевих напливів, наростів і механічного пригару на виливках в цих місцях. У таких піднутреннях пісок часто може не доходити до стелі у вигляді стінки моделі, де потрібно ще і його ущільнення, навіть при використанні вібраторів з високою питомою потужністю, що працюють тривалий час, тривала вібрація може призвести до деформації моделі і розшарування піску. При цьому зміна розташування моделі у формі призводить до появи ще більшої кількості піднутрень, тому що виливки спроектовані конструктором зазвичай під традиційну технологію лиття з стрижнями. Найбільш близьким до заявленого рішення за технічними якостями є спосіб виготовлення форм за одноразовими моделями, що описаний як технологія використання одноразової моделі для вакуумного формування при наявності в моделі порожнин з вентами [Патент UA 80656 МПК В22С7 / 00, В22С9/02., Опубл. 2007, Бюл. № 16]. Хоча в описаному винаході використовують венти для вентиляції пустотілої моделі, однак це стосується лише спрощення видалення моделі, у ньому не вказані способи підвищення якості ущільнення і вентилювання порожнини в моделі, заповненої піском, як частини піщаної форми. У традиційному формуванні з піщаних сумішей із в'яжучим таку частину форми виконують піщаним стрижнем, наприклад для виливків корпусів снарядів, водяних опалювальних радіаторів. А при формуванні в сухому піску з наступним вакуумуванням формоутворювальну порожнину засипають піском, для вакуумування якого часто застосовують вставні в піщаний болван вакуумпроводи. Інакше утруднене опором піску відкачування газу з вузьких каналів (віддалених від вентиляційної системи опоки) послаблює в них вакуум серед газонепроникних стінок моделі і веде до браку виливки. Цей брак утворюється при газифікації моделі, коли бурхливо виділяються гази від вуглеводнів моделі і різко знижують вакуум всередині піщаного болвана і розущільнений пісок обсипається або розмивається розплавом металу, що рухаються по його поверхні. Багато виливків зі складними порожнинами, зокрема патрубки двигунів, мають настільки тонкі і криволінійні канали, що це не дозволяє застосувати зазначені вставні вакуумпроводи й інші методи запобігання браку або вони не дають стабільних результатів, що ускладнює одержання якісних виливків. Задача корисної моделі полягає у підвищенні якості виливків. Поставлена задача вирішується тим, що в способі виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском, що включає засипання в опоці піском одноразової моделі та її формотворної порожнини, попереднє віброущільнення піску і ущільнення піску вакуумуванням форми через вентиляційну систему на стінках опоки. Згідно з корисною моделлю вакуумування піску в формотворній порожнині виконують через принаймні одну ділянку на стінці моделі, яку роблять газопроникною шляхом виконання венти по товщині стінки моделі. Крім того, під час попереднього віброущільнення піску та/або засипання його в формотворну порожнину моделі можуть виконувати додаткове вакуумування стельової зони цієї порожнини в найвищому її місці через венту, виконану в стінці моделі над цим місцем, шляхом прикладання зверху до венти відкритого торця трубопроводу, сполученого з вакуумним насосом. При цьому торець трубопроводу доцільно закривати газопроникним матеріалом, що не пропускає пісок, і/або доповнювати трубчастим наконечником з м'якої гуми. Також венту доцільно виконувати на опуклій частині моделі та/або по стику частин збірної одноразової моделі, а за наявності декількох вент розташовувати їх в ряд вздовж 1 UA 81013 U 5 10 15 20 25 30 35 40 45 50 55 60 передбачуваного руху фронту розплавленого металу. Оскільки вакуум від вентиляційної системи в заповнені піском формоутворювальну порожнину, болван або канал проникає по звивистому довгому шляху вздовж стінок газонепроникної моделі зі значним ослабленням, то стінки моделі, згідно з корисною моделлю роблять з газопроникними ділянками шляхом виконання вент. Через них по короткому шляху вакуум проникає у вказаний піщаний об'єм, що і створює в разі ЛГМ достатній перепад тиску газів - продуктів газифікації моделі і розрідження всередині цього піщаного об'єму; вакуумування діє не гірше, ніж в інших місцях форми, що знімає причини появи зазначених видів браку. Для лиття по крижаних моделях вирівнювання вакууму зовні моделі і в піщаному каналі за допомогою вент дає можливість рівномірного просочення під вакуумом піску продуктами танення моделі, до яких часто перед заморожуванням моделі вводять в'яжуче (рідке скло, декстрин або ін.), це просочування рівномірно зміцнює пісок (створює піщану оболонку) по обидва боки утвореної на місці моделі ливарної порожнини, що призводить до стабільно низького рівня браку з вини недостатньої міцності піщаного болвана. Виконання при ЛГМ ряду вент вздовж руху фронту газифікації цієї стінки моделі у формі дає можливість вентилювати заповнену піском порожнину кожної венти до газифікації металом останньої венти, на цей момент піщаний болван пропустив через себе гази, що бурхливо виділилися від моделі, знаходиться в стабільному стані, оточений металом, який під час присмоктування вакуумом до піску утворив поверхневу металеву кірку. У переважній кількості випадків такий стан зберігається до кінця заливки і повного затвердіння виливка, нерухомий метал не в силі зруйнувати затиснутий ним піщаний болван, а вакууму від вентиляційної системи форми достатньо для сприятливого завершення твердіння виливка. Венти на моделі зазвичай виконують з такого ж легкоплавкого матеріалу, що й основне тіло моделі, вони не погіршують процес газифікації, при розташуванні в ряд уздовж руху фронту газифікації в стінці моделі їх по черзі спалює рухомий метал, дзеркало якого перед собою в вакуумованій формі відкриває смужку стінки по периметру форми при випаровуванні моделі, створюючи як би одну кільцеву венту. Приклад реалізації способу показаний на кресленні, де в розрізі зображена форма з піском 1, контур контейнерної опоки умовно показаний основною лінією, на стінці опоки є вентиляційна система 2. Розріз форми проходить по одному з каналів одноразової моделі 3, заповненому піском головним чином через отвір 4, модель ливниково-живильної системи не показана для спрощення кресл. При цьому інші канали і поверхні моделі контактують з піском так, що його зручно ущільнити. Але, якщо модель розташувати у формі іншим чином, то з'являться значні проблеми заповнення піском, що створюються стельовими зонами моделі. У верхній частині моделі виконана вента 5, до якої під час попереднього віброущільнення піску та/або засипання його в формоутворювальну порожнину прикладають трубопровід 6, сполучений з вакуумним насосом. Цей трубопровід з торця закривають газопроникним матеріалом, що не пропускає пісок, і/або доповнюють трубчастим наконечником 7 з м'якої гуми, що дозволяє притиснути трубопровід 6 до венти 5 без утворення щілини, здатної пропускати пісок, інакше він зможе видалитись з форми. Також є друга вента 8, яку разом з вентою 5 розташовують в ряд вздовж передбачуваного руху фронту розплавленого металу. Спосіб виготовлення форми включає засипку в опоці піском 1 одноразової моделі 3 з попаданням піску на вхід 4 її формотворною порожнини, попереднє віброущільнення піску на вібростолі з частковим заповненням формотворної порожнини і ущільнення піску вакуумуванням форми через вентиляційну систему 2 на стінках опоки. Під час попереднього віброущільнення піску та/або засипання його в формоутворювальну порожнину з нижнім отвором (часто у вигляді піднутрення) виконують вакуумування стельової зони в найвищому місці цієї порожнини через венту 5, виконану в стінці моделі над цим місцем, шляхом прикладання зверху до венти 5 відкритого торця трубопроводу 6, сполученого з вакуумним насосом. При цьому в напрямку до стельової частини формотворною порожнини моделі утворюють повітряний потік, як спосіб транспортування сухого піску в пневмопотоці, який сам або разом з віброзбуренням піску утворює щільно заповнений піском болван. Проходження повітря крізь пісок, підпирає піском знизу венту 5, ущільнює цей пісок, а одночасне віброзбурення прискорює цей процес, знижуючи внутрішнє тертя між піщинками. Після заповнення формотворної порожнини моделі у вигляді наскрізного або тупикового каналу і відключення вібрації, трубопровід 6 видаляють, якщо потрібно, пісок у форму досипають з можливим віброущільненням протягом 10-20 с, накривають контрлад форми синтетичною плівкою та встановлюють лійку до моделі ливникової системи. При ЛГМ вакуумування піску форми, включаючи формоутворювальну порожнину, виконують через вентиляційну систему 2 з посиленням величини вакууму в формотворній порожнині 2 UA 81013 U 5 10 15 20 використанням вент 5 і 8. А при виготовленні форми по крижаних моделях вакуумуванням форми слідом за віброущільненням піску крізь венти 5 і 8 забезпечують однаковий рівень вакууму у всіх частинах форми з болванами та каналами включно, що дає рівномірне просочення контактуючого з моделлю шару піску і його рівномірну герметизацію (наприклад, за пат. UA 80235) або зв'язування попередньо введеними в модельну композицію компонентами чи реагентами, що особливо важливе в початковий момент танення моделі при започаткуванні статичного стану піщаної стінки ливарної порожнини. Венти на товщину стінки моделі виконують відомими способами, у тому числі наскрізним свердлінням чи проколюванням стінки моделі і, при наявності потреби, наступним приклеюванням тонкої газопроникної синтетичної тканини чи сітки, що не пропускає пісок, до зони з отворами, наприклад діаметром 0,5-1,0 мм. Виконання вент на опуклій частині моделі дозволить легко зачистити виливок на абразивному крузі в разі, якщо вента дасть збільшення шорсткості поверхні виливка, а розташування вент по стику чи роз'єму частин збірної моделі полегшить установку стандартно виготовлених вент, наприклад при виконанні та складанні двох напівкруглих виїмок по стику дасть створення отвору для круглої венти. Як варіант до цього ж, можливе заклеювання щілинної венти по стику смужкою газопроникної тканини, паперу або запакування щілини газопроникною ватою. Досягнення стабільного рівномірного вакуумування важкодоступних складнофасонних і тонкостінних піщаних каналів одноразової моделі в ливарній формі, а також швидке їх заповнення ущільненим піском при використанні трубопроводу 6 забезпечить високу якість виливків зі складними порожнинами, таких як гідророзподільники, деталі двигуно-, насосо- та арматуробудування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 1. Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском, що включає засипання в опоці піском одноразової моделі та її формотворної порожнини, попереднє віброущільнення піску і ущільнення піску вакуумуванням форми через вентиляційну систему на стінках опоки, який відрізняється тим, що вакуумування піску в формотворній порожнині виконують через принаймні одну ділянку на стінці моделі, яку роблять газопроникною шляхом виконання венти по товщині стінки моделі. 2. Спосіб за п. 1, який відрізняється тим, що під час попереднього віброущільнення піску та/або засипання його в формотворну порожнину моделі виконують додаткове вакуумування стельової зони цієї порожнини в найвищому її місці через венту, виконану в стінці моделі над цим місцем, шляхом прикладання зверху до венти відкритого торця трубопроводу, сполученого з вакуумним насосом. 3. Спосіб за пп. 1, 2, який відрізняється тим, що венту виконують на опуклій частини моделі та/або по стику частин збірної одноразової моделі, а за наявності декількох вент їх розташовують в ряд вздовж передбачуваного руху фронту розплавленого металу. 4. Спосіб за п. 2, який відрізняється тим, що торець трубопроводу закривають газопроникним матеріалом, що не пропускає пісок, і/або доповнюють трубчастим наконечником з м'якої гуми. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of making mold using one-time pattern with shaping cavity that is filled with sand
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюСпособ изготовления формы по одноразовой модели с формообразующей полостью, которая заполняется песком
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22C 9/02
Мітки: піском, яка, порожниною, форми, спосіб, виготовлення, одноразовою, формотворною, моделлю, заповнюється
Код посилання
<a href="https://ua.patents.su/5-81013-sposib-vigotovlennya-formi-za-odnorazovoyu-modellyu-iz-formotvornoyu-porozhninoyu-yaka-zapovnyuehtsya-piskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском</a>
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: піском, моделями, форми, спосіб, форм, виготовлення, поглинаються, піщаних
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02, B22C 9/04, B22C 7/00
Мітки: піском, поглинаються, спосіб, піщаних, моделями, виготовлення, форми, форм
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове...
Спосіб засипання модельних блоків піском у контейнері
Номер патенту: 81726
Опубліковано: 25.01.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02, B22C 9/06, B22C 9/00, B22C 9/04
Мітки: спосіб, піском, модельних, контейнері, блоків, засипання
Формула / Реферат:
1. Спосіб засипання модельних блоків піском у контейнері шляхом встановення модельного блока в контейнер, засипання піску з бункера через розподільний пристрій з отворами при попередньому встановленні рухомого екрана на шляху потоку піску, який відрізняється тим, що екран, виконаний у вигляді рамки, поміщають всередину контейнера, покриваючи їм модельний блок, і переміщають екран вгору в міру засипання піску, а пісок засипають по периметру...
Спосіб виготовлення заморожених моделей виливків з порожниною
Номер патенту: 80073
Опубліковано: 10.08.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович, Русаков Петро Володимирович
Мітки: виготовлення, спосіб, моделей, виливків, заморожених, порожниною
Формула / Реферат:
1. Спосіб виготовлення заморожених моделей виливків з порожниною, який включає встановлення піщаного стержня в прес-форму, заливання в прес-форму водної композиції і заморожування цієї композиції, який відрізняється тим, що заморожування водної композиції виконують шляхом теплопередачі від попередньо охолодженого піщаного стержня.2. Спосіб за п. 1, який відрізняється тим, що в прес-форму встановлюють піщаний стержень з водонепроникним...
Спосіб виготовлення вакуумованої форми
Номер патенту: 85515
Опубліковано: 26.01.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: виготовлення, форми, вакуумованої, спосіб
Формула / Реферат:
(57) 1. Спосіб виготовлення вакуумованої форми, що містить сипучий наповнювач, який включає введення в сипучий наповнювач моделі з трубками, які виконують функції каналів випорів і стояка, причому трубки покриті синтетичною плівкою і жорстко закріплені до моделі, створення в наповнювачі розрідження, розкріплення цих трубок після створення розрідження, який відрізняється тим, що трубки після розкріплення видаляють.2. Спосіб за п....
Попередній патент: Спосіб нанесення синтетичної плівки на модель
Наступний патент: Спосіб виготовлення піщаної форми
Випадковий патент: Спосіб профілактики виникнення ускладнень при лікуванні хворих на рак верхніх дихальних шляхів