Спосіб нанесення синтетичної плівки на модель
Номер патенту: 81012
Опубліковано: 25.06.2013
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович

Формула / Реферат
1. Спосіб нанесення синтетичної плівки на модель, що включає накладення її на подавач із утримувачами синтетичної плівки, підвішування моделі на засобі кріплення поблизу синтетичної плівки, створення перепаду газового тиску на поверхні синтетичної плівки при видаленні газу між синтетичною плівкою і моделлю та контакті цієї плівки з поверхнею моделі, зварювання кінців плівки, який відрізняється тим, що навколо моделі утворюють герметично закритий мішок з синтетичної плівки шляхом виконання зварювального шва цієї плівки, в якому зварюють її із засобом кріплення.
2. Спосіб за п. 1, який відрізняється тим, що газовий перепад тиску на поверхні плівки створюють подачею газу під тиском на поверхню плівки, протилежну до моделі.
3. Спосіб за п. 1, який відрізняється тим, що модель підвішують на засобах кріплення із матеріалу, що дозволяє утворювати з синтетичною плівкою мішка герметичний зварювальний шов, причому синтетичну плівку сторін мішка кріплять утримувачами в подавачі при відкритому верхньому отворі мішка, в який поміщають модель.
4. Спосіб за п. 1, який відрізняється тим, що поблизу, повністю або частково впритул на відстані 0-10 мм в контакті з підвішеною моделлю розташовують принаймні одну пластикову трубку, через яку створюють перепад газового тиску на поверхні синтетичної плівки шляхом вакуумування і можуть подати газоподібний чи рідкий теплоносій для розтоплення крижаної моделі чи видалити модельний матеріал в рідкому вигляді, причому кінець пластикової трубки зварюють одним зварювальним швом з синтетичною плівкою мішка.
5. Спосіб за п. 1, який відрізняється тим, що в герметично закритому мішку залишають навколо моделі газове розрідження.
6. Спосіб за п. 1, який відрізняється тим, що в герметично закритому мішку створюють чи посилюють газове розрідження шляхом охолодження газу навколо моделі.
7. Спосіб за п. 1, який відрізняється тим, що як засіб кріплення використовують частину моделі у вигляді стояка або випора, виконаного з синтетичної плівки або іншого полімерного матеріалу, зварюваного в єдиний зварювальний шов із синтетичною плівкою мішка.
8. Спосіб за п. 4, який відрізняється тим, що пластиковою трубкою формують конфігурацію поверхні стикування синтетичної плівки мішка, для чого форму вигину цієї трубки утримують каркасом.
Текст
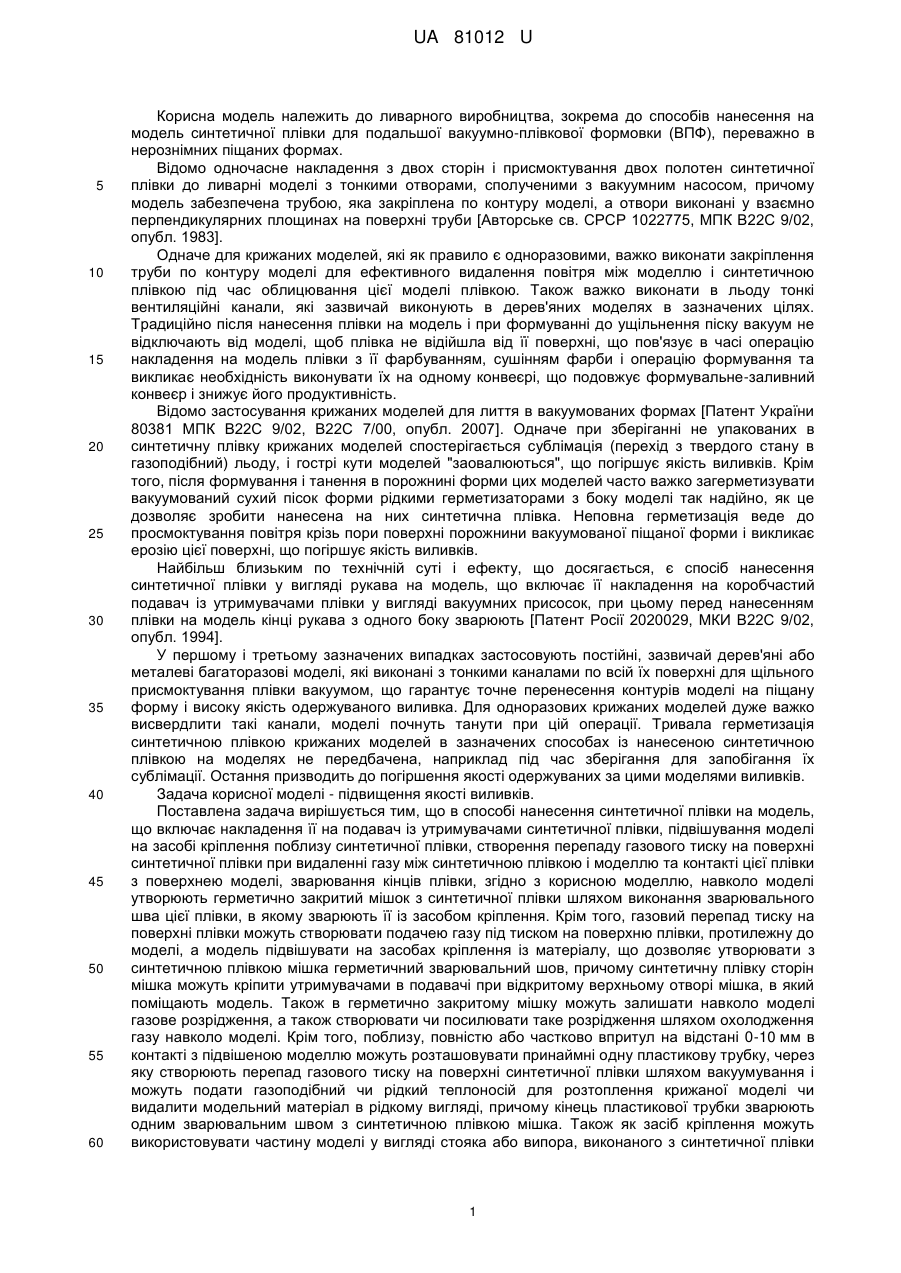
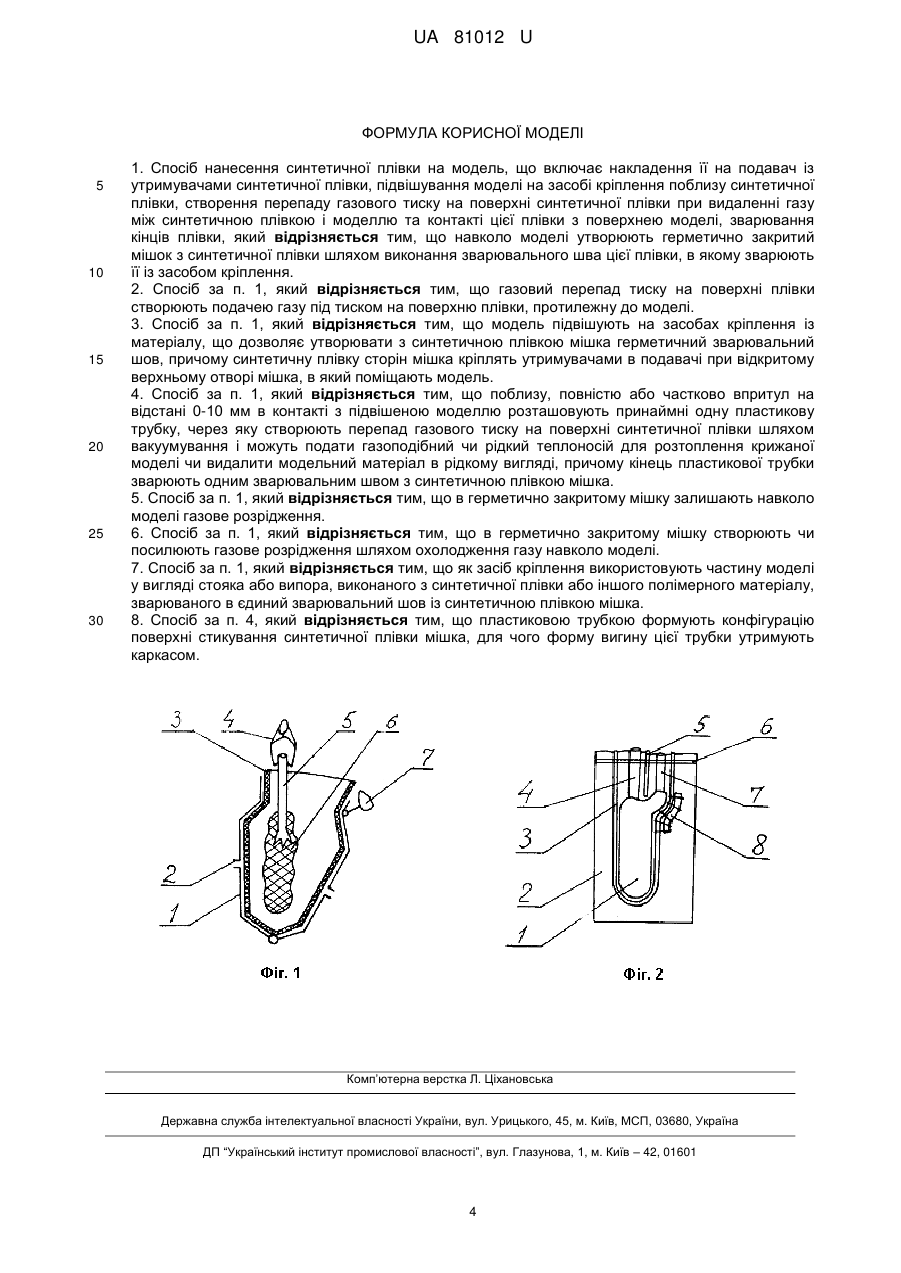
Реферат: UA 81012 U UA 81012 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, зокрема до способів нанесення на модель синтетичної плівки для подальшої вакуумно-плівкової формовки (ВПФ), переважно в нерознімних піщаних формах. Відомо одночасне накладення з двох сторін і присмоктування двох полотен синтетичної плівки до ливарні моделі з тонкими отворами, сполученими з вакуумним насосом, причому модель забезпечена трубою, яка закріплена по контуру моделі, а отвори виконані у взаємно перпендикулярних площинах на поверхні труби [Авторське св. СРСР 1022775, МПК В22С 9/02, опубл. 1983]. Одначе для крижаних моделей, які як правило є одноразовими, важко виконати закріплення труби по контуру моделі для ефективного видалення повітря між моделлю і синтетичною плівкою під час облицювання цієї моделі плівкою. Також важко виконати в льоду тонкі вентиляційні канали, які зазвичай виконують в дерев'яних моделях в зазначених цілях. Традиційно після нанесення плівки на модель і при формуванні до ущільнення піску вакуум не відключають від моделі, щоб плівка не відійшла від її поверхні, що пов'язує в часі операцію накладення на модель плівки з її фарбуванням, сушінням фарби і операцію формування та викликає необхідність виконувати їх на одному конвеєрі, що подовжує формувальне-заливний конвеєр і знижує його продуктивність. Відомо застосування крижаних моделей для лиття в вакуумованих формах [Патент України 80381 МПК В22С 9/02, В22С 7/00, опубл. 2007]. Одначе при зберіганні не упакованих в синтетичну плівку крижаних моделей спостерігається сублімація (перехід з твердого стану в газоподібний) льоду, і гострі кути моделей "заовалюються", що погіршує якість виливків. Крім того, після формування і танення в порожнині форми цих моделей часто важко загерметизувати вакуумований сухий пісок форми рідкими герметизаторами з боку моделі так надійно, як це дозволяє зробити нанесена на них синтетична плівка. Неповна герметизація веде до просмоктування повітря крізь пори поверхні порожнини вакуумованої піщаної форми і викликає ерозію цієї поверхні, що погіршує якість виливків. Найбільш близьким по технічній суті і ефекту, що досягається, є спосіб нанесення синтетичної плівки у вигляді рукава на модель, що включає її накладення на коробчастий подавач із утримувачами плівки у вигляді вакуумних присосок, при цьому перед нанесенням плівки на модель кінці рукава з одного боку зварюють [Патент Росії 2020029, МКИ В22С 9/02, опубл. 1994]. У першому і третьому зазначених випадках застосовують постійні, зазвичай дерев'яні або металеві багаторазові моделі, які виконані з тонкими каналами по всій їх поверхні для щільного присмоктування плівки вакуумом, що гарантує точне перенесення контурів моделі на піщану форму і високу якість одержуваного виливка. Для одноразових крижаних моделей дуже важко висвердлити такі канали, моделі почнуть танути при цій операції. Тривала герметизація синтетичною плівкою крижаних моделей в зазначених способах із нанесеною синтетичною плівкою на моделях не передбачена, наприклад під час зберігання для запобігання їх сублімації. Остання призводить до погіршення якості одержуваних за цими моделями виливків. Задача корисної моделі - підвищення якості виливків. Поставлена задача вирішується тим, що в способі нанесення синтетичної плівки на модель, що включає накладення її на подавач із утримувачами синтетичної плівки, підвішування моделі на засобі кріплення поблизу синтетичної плівки, створення перепаду газового тиску на поверхні синтетичної плівки при видаленні газу між синтетичною плівкою і моделлю та контакті цієї плівки з поверхнею моделі, зварювання кінців плівки, згідно з корисною моделлю, навколо моделі утворюють герметично закритий мішок з синтетичної плівки шляхом виконання зварювального шва цієї плівки, в якому зварюють її із засобом кріплення. Крім того, газовий перепад тиску на поверхні плівки можуть створювати подачею газу під тиском на поверхню плівки, протилежну до моделі, а модель підвішувати на засобах кріплення із матеріалу, що дозволяє утворювати з синтетичною плівкою мішка герметичний зварювальний шов, причому синтетичну плівку сторін мішка можуть кріпити утримувачами в подавачі при відкритому верхньому отворі мішка, в який поміщають модель. Також в герметично закритому мішку можуть залишати навколо моделі газове розрідження, а також створювати чи посилювати таке розрідження шляхом охолодження газу навколо моделі. Крім того, поблизу, повністю або частково впритул на відстані 0-10 мм в контакті з підвішеною моделлю можуть розташовувати принаймні одну пластикову трубку, через яку створюють перепад газового тиску на поверхні синтетичної плівки шляхом вакуумування і можуть подати газоподібний чи рідкий теплоносій для розтоплення крижаної моделі чи видалити модельний матеріал в рідкому вигляді, причому кінець пластикової трубки зварюють одним зварювальним швом з синтетичною плівкою мішка. Також як засіб кріплення можуть використовувати частину моделі у вигляді стояка або випора, виконаного з синтетичної плівки 1 UA 81012 U 5 10 15 20 25 30 35 40 45 50 55 60 або іншого полімерного матеріалу, зварюваного в єдиний зварювальний шов із синтетичною плівкою мішка, а пластиковою трубкою формувати конфігурацію поверхні стикування синтетичної плівки мішка, для чого форму вигину цієї трубки можуть утримувати каркасом. Герметична упаковка крижаної моделі в мішок, коли плівка щільно облягає модель, виключає контакт моделі з повітрям холодильника і її сублімацію під час зберігання. Крім того, ця плівка служить ізолятором моделі при контакті з повітрям зовні холодильника, що подовжує допустимий час перебування моделі в атмосфері цеху, а також дозволяє поверх плівки нанести на модель швидковисихаючу спиртову вогнетривку фарбу, яка в контакті з льодом моделі викликала б його поверхневе оплавлення. Після упаковки моделі в мішок з короткочасним використанням підвищеного або зниженого (проти атмосферного) тиску повітря спосіб не потребує підключення моделі до вакуумного насоса на всіх операціях й транспортування, зберігання, фарбування поверх упаковки та формування в пісок. Формувальні конвеєри звільняються від необхідності поєднання з обладнанням по упаковці моделей і синхронізації формування з цією операцією. Після видалення моделей у вакуумованій піщаній формі синтетична плівка з герметизатора моделі стає характерним для ВПФ герметизатором піску форми. Це дозволяє застосувати відому ретельно відпрацьовану технологію ВПФ і гарантує якість виливків, стабільність якого вище, ніж при формуванні крижаної моделі в сухому піску без покриття з синтетичної плівки. Приклад реалізації корисної моделі показаний на фіг. 1, де в розрізі показаний коробчатий подавач 1 з однією або двома рухомими стінками або шарнірно з'єднаними стулками, які можуть мати штуцери 2. Всередину коробчатого подавача поміщений мішок із синтетичної плівки 3, переважно яка застосовується для ВПФ, в цьому мішку підвішена захватом 4 за стояк 5 модель 6. До однієї з стулок закріплений паяльник 7 для виконання зварювального шва верхнього отвору мішка з плівки 3. На фіг. 2 показана в плані модель 1, герметично упакована в мішок 2 з прозорої синтетичної плівки. У цьому випадку по периметру моделі розміщена гнучка пластикова трубка 3 з внутрішнім діаметром 3…30 мм в залежності від величини моделі. Упакована модель 1 має стояк 4 і випор 7 і може мати додаткову пластикову трубку 5 для кращого відводу повітря з простору навколо моделі. Трубки 3 і 5, стояк і випор виходять у верхній отвір (створ) мішка, що герметично зварений швом 6, яким сплавлено все, що в нього потрапило. Для опису складних вигинів моделі на трубці 3 може бути встановлений каркас 8 (або вставлений в неї), наприклад, із дроту. Трубки 3 та 5 в місцях, де вони проходять поблизу моделі, виконані перфорованими з отворами діаметром 1-5 мм в залежності від діаметра трубок, отвори виконують з осями, паралельними поверхні стику плівки або як за вказаним аналогом а. с. 1022775. Спосіб нанесення синтетичної плівки на модель здійснюють наступним чином. Прямокутний мішок із синтетичної плівки 3 поміщають всередину відкритого подавача 1 (фіг. 1) і розміщують плівку уздовж його стінок так, щоб мішок був з відкритим верхнім отвором. Розмір мішка вибирають таким, що він дозволяє кріпити плівку мішка по периметру стулок подавача відомими способами: присмоктуванням за допомогою вакууму, приклеюванням смужкою липкої стрічки, механічними притисками і т. п. У більшості випадків доцільно, щоб по периметру мішок був закріплений до подавача на період від введення в мішок моделі до зварення верхнього шву на ньому. До штуцера 2 може бути підведений вакуум для притиску плівки до стулки подавача. На цій стулці в місці навпроти моделі може бути закріплений нагрівач з можливістю нагріву плівки мішка до температури її пластичного стану або можуть застосовуватись інші відомі способи нагріву плівки. У подавач з відкритим мішком поміщають модель 6, закріплену зверху затискачем 4 за стояк 5 ливникової системи, також кріпити можуть за стрічку із синтетичної плівки, вмонтовану в тіло моделі, зачеплену за стояк або іншу підвіску. Модель стояка при цьому може бути виконана з бульбашкової плівки у вигляді рулону необхідного діаметра. Матеріали синтетичної плівки мішка, трубок і підвісок моделі вибираються такими, що вони легко сплавляються в один зварювальний шов. Після підвішування моделі в порожнині подавача стулки його починають замикати і одночасно створюють перепад газового тиску на поверхні синтетичної плівки шляхом нагнітання газу (повітря) під тиском через штуцера 2. Плівка мішка замикається навколо моделі, повітря з мішка виходить, і стулки подавача після цього також повністю замикаються. Одразу ж за цим нагрітим паяльником 7 виконують зварювальний шов впритул до закритих стулок подавача. Потім стулки подавача відкривають і упаковану модель відправляють на склад. Оскільки вибирають режим зварювання такий, що не ріже кріплення моделі, то модель висить на ньому та затиснутих в подавачі полотнах плівки. Також з боку рухомої стулки для важких моделей можна передбачити під модель підставку, що заводиться ззовні плівки перед зварюванням шва, 2 UA 81012 U 5 10 15 20 25 30 35 40 45 50 55 або модель може після зварювання шва опускатись на дно подавача, де створена м'яка підкладка, наприклад в вигляді пневмоподушки. Застосований при пакуванні моделі надлишковий тиск повітря, що зазвичай присутній в мережах ливарних цехів величиною до 600 кПа (6 кг/см), створює більш щільний притиск (контакт) плівки до моделі ніж той, який традиційно застосовується вакуумуванням при ВПФ в межах до мінус 80 кПа, що поліпшує чіткість відбитку моделі у піщаній формі. У разі використання облицювання моделі складної поверхні за допомогою вакуумування використовують трубки 3 і 5 (фіг. 2), які розміщують (підвішують) на відстані 0-10 мм від поверхні моделі в залежності від її величини та конфігурації і можуть заводитись у впадини на моделі. При вакуумуванні на пластикову трубку присмоктуються та змикається плівка. Ця трубка для складних моделей з западинами може розміщуватися не в площині, а в разі технологічної потреби формувати більш складну конфігурацію поверхні стикування полотен синтетичної плівки мішка, для чого форму вигину цієї трубки утримують каркасом 8. Зразу після присмоктування плівки до моделі і змикання стулок подавана наносять зварювальний шов, залишаючи навколо моделі газове розрідження в герметично закритому мішку, і далі діють аналогічно першому випадку. Крижану модель в упакованому стані при зберіганні охолоджують в холодильнику, цим самим в герметично закритому мішку за рахунок охолодження залишкового повітря створюють або посилюють газове розрідження шляхом охолодження газу (за законом Шарля для ідеального газу) навколо моделі, що підсилює притиснення до неї плівки і підвищує якість відбитка в піщаній формі при подальшому формуванні. Якщо упаковану модель формують методом ВПФ у контейнері, то її засипають піском не вище зварювального шва плівки, який потім розрізають, переважно після початку вакуумування форми, провівши відповідну традиційній технології герметизацію контрладу форми з сполученням отвору стояка з заливною воронкою і розкриттям випора. Після танення крижаної моделі її виливають з порожнини форми або відкачують через трубку. При цьому за наявності трубки в формі поблизу моделі саме по ній мають можливість видалити рідкий модельний матеріал шляхом відкачування. Також цю трубку можна використовувати для подачі газоподібного чи рідкого теплоносія для прискорення розтоплення крижаної моделі. Якщо модель в мішку розтане при формуванні в піску зі зв'язуючим після набивання або затвердіння формувальної суміші, то й рідину легко вилити через стояк/випор або відкачати по трубці, не зволоживши форму. В останньому випадку герметична упаковка мішка служить водонепроникним роздільником форми від продуктів моделі. При формуванні в парних опоках і виведення усіх кінців мішка за межі зовнішнього контуру опок по їх стику кінці мішка по периметру можна обрізати, тим самим перетворивши мішок в два полотнища плівки, які при ВПФ служать герметизаторами лада двох напівформ, а при звичайній формовці зі зв'язуючим - роздільними тонкими прошарками двох напівформ і захистом форми від вологи, якщо модель крижана. По стику цих двох полотнищ напівформи можна розвести і видалити модель, що дозволяє застосовувати багаторазові моделі, що зручно для ВПФ, коли з одного мішка отримують два полотнища плівки для покривання вакуумованих напівформ. В останньому випадку скорочуються витрати на модельну оснастку ВПФ через те, що в ній не треба виконувати для проведення вакууму канали для присмоктування плівки до моделі і вигідно для моделей, що вимагають роз'єму напівформ по поверхні складної конфігурації. При розстикуванні парних напівформ за наявності трубок по периметру їх можна використовувати для подачі газу під тиском для полегшення розстикування форм, а також потім можна витягнути, щоб використовувати багаторазово, а відбиток від них на формі зручно використовувати для розміщення в нього ущільнювача стику зібраних напівформ, що також зменшує брак лиття через протікання металу по роз'єму форми. В іншому випадку канавку від трубок можна заповнити наповнювальною піщаною формувальною сумішшю. Залишені в формі трубки можуть служити добрим каналом газовідводу з робочої порожнини форми, що запобігатиме утворенню газових дефектів виливка, а в разі заміщення їх металом - оборотним металевим скрапом. Герметична щільна упаковка в плівку служить захистом художніх виробів при формуванні по них копій, крижаних моделей від сублімації льоду при зберіганні та дає можливість їх надійної герметизації при формуванні в вакуумованій піщаній формі, а описані варіанти створення перепаду газового тиску дозволяють вибрати найбільш прийнятний для отримання відбитка форми високої чіткості, все це підвищує якість виливків. Також можливе використання корисної моделі не тільки в ливарному виробництві, а й для герметичного пакування іншої промислової та харчової продукції. 3 UA 81012 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 30 1. Спосіб нанесення синтетичної плівки на модель, що включає накладення її на подавач із утримувачами синтетичної плівки, підвішування моделі на засобі кріплення поблизу синтетичної плівки, створення перепаду газового тиску на поверхні синтетичної плівки при видаленні газу між синтетичною плівкою і моделлю та контакті цієї плівки з поверхнею моделі, зварювання кінців плівки, який відрізняється тим, що навколо моделі утворюють герметично закритий мішок з синтетичної плівки шляхом виконання зварювального шва цієї плівки, в якому зварюють її із засобом кріплення. 2. Спосіб за п. 1, який відрізняється тим, що газовий перепад тиску на поверхні плівки створюють подачею газу під тиском на поверхню плівки, протилежну до моделі. 3. Спосіб за п. 1, який відрізняється тим, що модель підвішують на засобах кріплення із матеріалу, що дозволяє утворювати з синтетичною плівкою мішка герметичний зварювальний шов, причому синтетичну плівку сторін мішка кріплять утримувачами в подавачі при відкритому верхньому отворі мішка, в який поміщають модель. 4. Спосіб за п. 1, який відрізняється тим, що поблизу, повністю або частково впритул на відстані 0-10 мм в контакті з підвішеною моделлю розташовують принаймні одну пластикову трубку, через яку створюють перепад газового тиску на поверхні синтетичної плівки шляхом вакуумування і можуть подати газоподібний чи рідкий теплоносій для розтоплення крижаної моделі чи видалити модельний матеріал в рідкому вигляді, причому кінець пластикової трубки зварюють одним зварювальним швом з синтетичною плівкою мішка. 5. Спосіб за п. 1, який відрізняється тим, що в герметично закритому мішку залишають навколо моделі газове розрідження. 6. Спосіб за п. 1, який відрізняється тим, що в герметично закритому мішку створюють чи посилюють газове розрідження шляхом охолодження газу навколо моделі. 7. Спосіб за п. 1, який відрізняється тим, що як засіб кріплення використовують частину моделі у вигляді стояка або випора, виконаного з синтетичної плівки або іншого полімерного матеріалу, зварюваного в єдиний зварювальний шов із синтетичною плівкою мішка. 8. Спосіб за п. 4, який відрізняється тим, що пластиковою трубкою формують конфігурацію поверхні стикування синтетичної плівки мішка, для чого форму вигину цієї трубки утримують каркасом. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of applying synthetic film on pattern
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюСпособ нанесения синтетической пленки на модель
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22C 9/02
Мітки: плівки, модель, спосіб, синтетичної, нанесення
Код посилання
<a href="https://ua.patents.su/6-81012-sposib-nanesennya-sintetichno-plivki-na-model.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення синтетичної плівки на модель</a>
Упаковка для сипких матеріалів, зокрема мішок із синтетичної плівки
Номер патенту: 88850
Опубліковано: 25.11.2009
Автори: Хекманн Улла, Креймборг Міхаель
МПК: B65D 33/01
Мітки: зокрема, синтетичної, сипких, матеріалів, плівки, упаковка, мішок
Формула / Реферат:
1. Упаковка для сипких матеріалів, зокрема мішок із синтетичної плівки, зі стінкою упаковки для огортання сипких матеріалів, що має принаймні одну багатошарову ділянку, яка складається принаймні з одного внутрішнього та принаймні одного зовнішнього шарів, при цьому кожний шар має принаймні одну повітропроникну ділянку, яка відрізняється тим, що між внутрішнім шаром (7, 19) і зовнішнім шаром (8, 21) розміщено...
Спосіб нанесення напівпровідникової прозорої плівки сульфіду міді
Номер патенту: 52266
Опубліковано: 16.12.2002
Автори: Удовіченко Володимир Володимирович, Іващенко Тетяна Семенівна, Стрижак Петро Євгенович
МПК: C23C 18/16, H01L 21/205
Мітки: нанесення, напівпровідникової, міді, плівки, прозорої, спосіб, сульфіду
Формула / Реферат:
1. Спосіб нанесення прозорої напівпровідникової плівки сульфіду міді на діелектричну підкладку, шляхом висадження сульфіду міді при взаємодії речовин, що містять мідь та сірку, який відрізняється тим, що нанесення проводять у рідкому середовищі, висадження проводять одночасно з утворенням сульфіду міді в присутності кислоти аскорбінової, а як речовини, що містять мідь та сірку, використовують комплексну сполуку міді (П) загальної формули...
Спосіб нанесення покриття на охолоджувану модель
Номер патенту: 88304
Опубліковано: 12.10.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 7/00
Мітки: модель, охолоджувану, покриття, нанесення, спосіб
Формула / Реферат:
1. Спосіб нанесення покриття на охолоджувану модель, який включає охолоджування моделі, подачу на модель дрібнозернистого порошку, нанесення на зерна порошку і модель води шляхом конденсації водяної пари з повітря, що оточує модель, який відрізняється тим, що модель охолоджують нижче точки роси повітря, а зерна порошку охолоджують нижче точки роси повітря шляхом теплопередачі при контакті їх з моделлю.2. Спосіб за п. 1, який...
Спосіб нанесення функціонального покриття на полімерну модель
Номер патенту: 68840
Опубліковано: 16.08.2004
Автори: Шинський Олег Йосипович, Бабіч Микола Володимирович, Тарасевич Микола Іванович, Бабіч Володимир Миколайович, Притуляк Анатолій Самуїлович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: функціонального, покриття, модель, полімерну, нанесення, спосіб
Формула / Реферат:
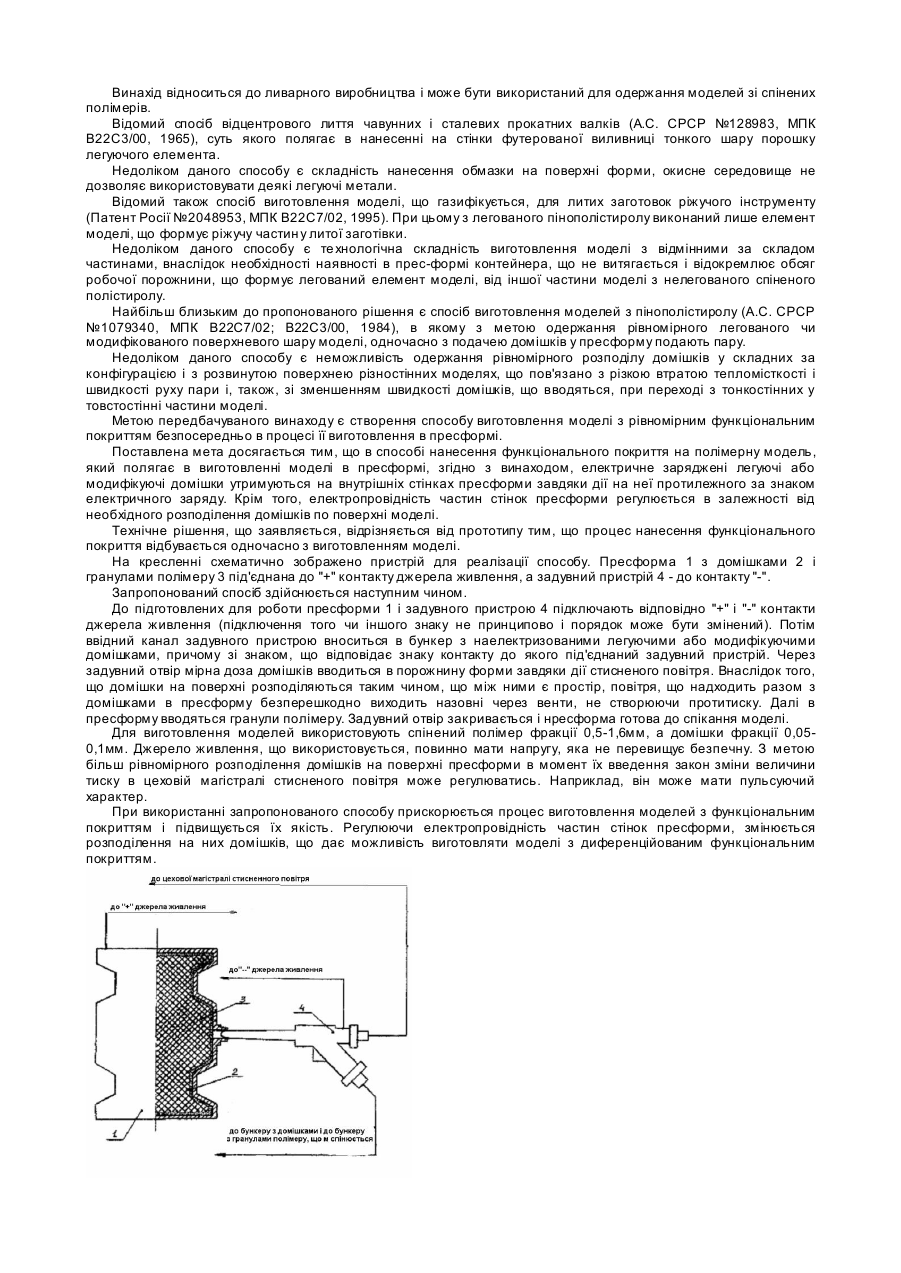
1. Спосіб нанесення функціонального покриття на полімерну модель, що полягає у виготовленні моделі в прес-формі з внесенням у прес-форму легувальних або модифікуючих домішок, який відрізняється тим, що легувальні або модифікуючі домішки наносять на стінки прес-форми.2. Спосіб за п. 1, який відрізняється тим, що прес-форму і домішки заряджають різнойменними електричними зарядами.3. Спосіб за п. 2, який відрізняється тим, що...
Спосіб отримання синтетичної популяції качок з багатократним гетерозисом
Номер патенту: 19544
Опубліковано: 15.12.2006
Автори: Янковець Анатолій Володимирович, Коваленко Віталій Петрович, Патрєва Людмила Семенівна, Юрченко Олег Олександрович
МПК: A61D 19/00, A01K 67/00
Мітки: гетерозисом, качок, багатократним, отримання, спосіб, популяції, синтетичної
Формула / Реферат:
1. Спосіб отримання синтетичної популяції качок з багатократним гетерозисом, що включає підбір вихідних популяцій із статевим співвідношенням 1:5 і наступним розведенням "у собі", який відрізняється тим, що створення синтетичної популяції проводять на основі її гетерозиготності, яку визначають за поліморфними локусами білків яєць, що у F1 перевищує показники вихідних популяцій.2. Спосіб за п.1, який відрізняється тим, що при...
Попередній патент: Ливарна одноразова модель
Наступний патент: Спосіб виготовлення форми за одноразовою моделлю із формотворною порожниною, яка заповнюється піском
Випадковий патент: Спосіб моделювання гострого болю у щурів