Спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з’єднань виробів зі сталі


Формула / Реферат
Спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань виробів зі сталі, який полягає в тому, що ультразвуковим дефектоскопом генерують електромагнітні імпульси високої частоти, які через екранований високочастотний кабель подають на ультразвуковий перетворювач, яким перетворюють електромагнітні коливання в ультразвукові, які через контактну рідину вводять у стандартний зразок ![]() , де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача, де її перетворюють у електромагнітні коливання та через високочастотний кабель подають на дефектоскоп, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа, який відрізняється тим, що після настройки здійснюють коректування настройки чутливості дефектоскопа на коефіцієнт
, де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача, де її перетворюють у електромагнітні коливання та через високочастотний кабель подають на дефектоскоп, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа, який відрізняється тим, що після настройки здійснюють коректування настройки чутливості дефектоскопа на коефіцієнт ![]() :
:
 , де:
, де:
![]() - коефіцієнт коректування чутливості;
- коефіцієнт коректування чутливості;
![]() - товщина зварного з'єднання, мм;
- товщина зварного з'єднання, мм;
![]() - швидкість ультразвукової хвилі в сталі, мм/с;
- швидкість ультразвукової хвилі в сталі, мм/с;
![]() - швидкість ультразвукової хвилі в стандартному зразку (СО-1), мм/с;
- швидкість ультразвукової хвилі в стандартному зразку (СО-1), мм/с;
![]() - еквівалентна площа мінімально припустимої у зварному з'єднанні несуцільності, мм2;
- еквівалентна площа мінімально припустимої у зварному з'єднанні несуцільності, мм2;
![]() - частота ультразвукової хвилі, Гц;
- частота ультразвукової хвилі, Гц;
![]() - кут призми ультразвукового перетворювача, град.;
- кут призми ультразвукового перетворювача, град.;
![]() - кут введення ультразвукової хвилі у сталь, град.;
- кут введення ультразвукової хвилі у сталь, град.;
![]() - глибина залягання відбивача у стандартному зразку
- глибина залягання відбивача у стандартному зразку ![]() , на якому здійснюється настройка чутливості, мм;
, на якому здійснюється настройка чутливості, мм;
![]() - коефіцієнт загасання ультразвукової хвилі в сталі, Нп/мм;
- коефіцієнт загасання ультразвукової хвилі в сталі, Нп/мм;
![]() ,
, ![]() - амплітудні характеристики ультразвукових луна-сигналів від бокових циліндричних відбивачів в стандартному зразку
- амплітудні характеристики ультразвукових луна-сигналів від бокових циліндричних відбивачів в стандартному зразку ![]() , розташованих на глибині 20 та 25 мм відповідно, дБ.
, розташованих на глибині 20 та 25 мм відповідно, дБ.
Текст
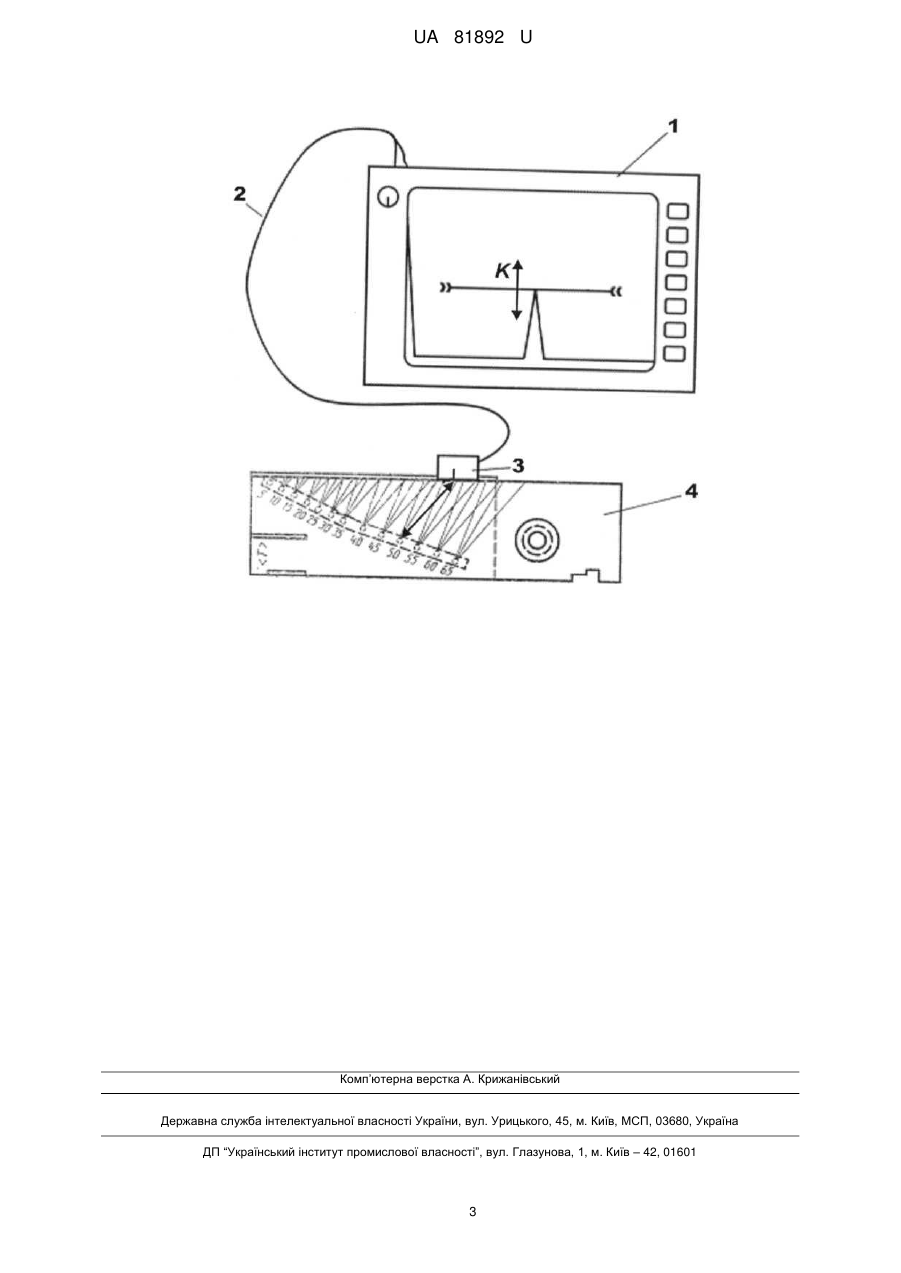
Реферат: UA 81892 U UA 81892 U 5 10 15 20 25 30 Корисна модель належить до області ультразвукового неруйнівного контролю і може бути використана при ультразвуковому контролі зварних з'єднань виробів зі сталі на відсутність внутрішніх неприпустимих несуцільностей. Відомий спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань виробів зі сталі, який полягає в тому, що ультразвуковим дефектоскопом генерують електромагнітні імпульси високої частоти, які через екранований високочастотний кабель подають на ультразвуковий перетворювач, яким перетворюють електромагнітні коливання в ультразвукові, які через контактну рідину вводять у стандартний зразок (CO 1) , де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача, де її перетворюють у електромагнітні коливання та через високочастотний кабель подають на дефектоскоп, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа [1] (прототип). Недоліком відомого способу є те, що настроєна таким чином чутливість дефектоскопа не враховує еквівалентний розмір мінімально припустимої у зварному з'єднанні несуцільності, оскільки бічний циліндричний отвір не є еталоном типових несуцільностей зварного з'єднання. В основу корисної моделі поставлено задачу удосконалення способу настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань зі сталі шляхом здійснення коректування чутливості, що приведе до того, що настроєна чутливість дефектоскопа буде враховувати еквівалентний розмір мінімально припустимої у зварному з'єднанні несуцільності. Поставлена задача вирішується тим, що у способі настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань зі сталі, який полягає у тому, що ультразвуковим дефектоскопом генерують електромагнітні імпульси високої частоти, які через екранований високочастотний кабель подають на ультразвуковий перетворювач, яким перетворюють електромагнітні коливання в ультразвукові, які через контактну рідину вводять у стандартний зразок (CO 1) , де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача, де її перетворюють у електромагнітні коливання та через високочастотний кабель подають на дефектоскоп, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа, згідно з корисною моделлю, після настройки здійснюють коректування настройки чутливості дефектоскопа на коефіцієнт K : 2 c cmy 2 35 40 45 50 N20 N25 2 y h 810 20 cm бв ln 5 5 3 cos cm 5 e cos h3 бв , де: 2Sb c CO1f cos cm 2 K - коефіцієнт коректування чутливості; y - товщина зварного з'єднання, мм; c cm - швидкість ультразвукової хвилі в сталі, мм/с; c CO1 - швидкість ультразвукової хвилі в стандартному зразку (CO 1) , мм/с; 2 Sb - еквівалентна площа мінімально припустимої у зварному з'єднанні несуцільності, мм ; f - частота ультразвукової хвилі, Гц; - кут призми ультразвукового перетворювача, град.; cm - кут введення ультразвукової хвилі у сталь, град.; hбв - глибина залягання відбивача у стандартному зразку (CO 1) , на якому здійснюється настройка чутливості, мм; cm - коефіцієнт загасання ультразвукової хвилі в сталі, Нп/мм; N20 , N25 - амплітудні характеристики ультразвукових луна-сигналів від бокових циліндричних відбивачів в стандартному зразку (CO 1) , розташованих на глибині 20 та 25 мм відповідно, дБ. Настройка чутливості здійснена таким чином враховуватиме еквівалентний розмір мінімально припустимої у зварному з'єднанні несуцільності. K 20 lg 1 UA 81892 U 5 10 15 Технічна суть та принцип корисної моделі пояснюється схемою пристрою для здійснення способу настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань виробів зі сталі, який містить дефектоскоп 1, екранований високочастотний кабель 2, ультразвуковий перетворювач 3, стандартний зразок (CO 1) 4. Спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань виробів зі сталі здійснюється наступним чином. Ультразвуковим дефектоскопом 1 генерують електромагнітні імпульси високої частоти, які через екранований високочастотний кабель 2 подають на ультразвуковий перетворювач 3, яким перетворюють електромагнітні коливання в ультразвукові, які через контактну рідину вводять у стандартний зразок (CO 1) 4, де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача 3, де її перетворюють у електромагнітні коливання та через високочастотний кабель 2 подають на дефектоскоп 1, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку (CO 1) 4, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа 1, після настройки здійснюють коректування настройки чутливості дефектоскопа 1 на коефіцієнт K . Джерела інформації: 1. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. ГОСТ 1478286. - [введ. 1988-01-01]. - М.: Издательство стандартов, 1987.-34 с. - (Міждержавний стандарт). 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з'єднань виробів зі сталі, який полягає в тому, що ультразвуковим дефектоскопом генерують електромагнітні імпульси високої частоти, які через екранований високочастотний кабель подають на ультразвуковий перетворювач, яким перетворюють електромагнітні коливання в ультразвукові, які через контактну рідину вводять у стандартний зразок (CO 1) , де ультразвукові коливання частково відбиваються від бокового циліндричного відбивача, і відбита хвиля повертається до ультразвукового перетворювача, де її перетворюють у електромагнітні коливання та через високочастотний кабель подають на дефектоскоп, на екрані дефектоскопа спостерігають зондуючий імпульс, луна-сигнал від відбивача у стандартному зразку, який доводять за допомогою посилення або ослаблення до необхідного рівня (зазвичай середина екрана дефектоскопа), який відмічають стробом дефектоскопа, який відрізняється тим, що після настройки здійснюють коректування настройки чутливості дефектоскопа на коефіцієнт K : 2 c cmy 2 35 40 45 K 20 lg N20 N25 2 y h 810 20 cm бв ln 5 5 3 cos cm 5 e cos h3 бв , де: 2Sb c CO1f cos cm 2 K - коефіцієнт коректування чутливості; y - товщина зварного з'єднання, мм; c cm - швидкість ультразвукової хвилі в сталі, мм/с; c CO1 - швидкість ультразвукової хвилі в стандартному зразку (СО-1), мм/с; 2 Sb - еквівалентна площа мінімально припустимої у зварному з'єднанні несуцільності, мм ; f - частота ультразвукової хвилі, Гц; - кут призми ультразвукового перетворювача, град.; cm - кут введення ультразвукової хвилі у сталь, град.; hбв - глибина залягання відбивача у стандартному зразку (CO 1) , на якому здійснюється настройка чутливості, мм; cm - коефіцієнт загасання ультразвукової хвилі в сталі, Нп/мм; N20 , N25 - амплітудні характеристики ультразвукових луна-сигналів від бокових циліндричних відбивачів в стандартному зразку (CO 1) , розташованих на глибині 20 та 25 мм відповідно, дБ. 2 UA 81892 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for adjustment of sensitivity of a defectoscope at ultrasonic control of welded joints of articles made of steel
Автори англійськоюKireiev Andrii Mykolaiovych
Назва патенту російськоюСпособ настройки чувствительности дефектоскопа при ультразвуковом контроле сварных соединений изделий из стали
Автори російськоюКиреев Андрей Николаевич
МПК / Мітки
МПК: G01N 29/04
Мітки: зварних, сталі, ультразвуковому, дефектоскопа, контролі, настройки, виробів, спосіб, з'єднань, чутливості
Код посилання
<a href="https://ua.patents.su/5-81892-sposib-nastrojjki-chutlivosti-defektoskopa-pri-ultrazvukovomu-kontroli-zvarnikh-zehdnan-virobiv-zi-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб настройки чутливості дефектоскопа при ультразвуковому контролі зварних з’єднань виробів зі сталі</a>
Спосіб одержання комбінованих зварних з`єднань гарячекатаних смуг із легованої сталі типу 20х4мфб і сталей 08, ст3 усіх ступенів розкислення
Номер патенту: 8279
Опубліковано: 15.07.2005
Автори: Шебаніц Едуард Миколайович, Бузлама Олександр Васильович, Будніков Володимир Іванович, Пасько Тетяна Григорівна, Уланова Олександра Лук'янівна, Рябухін Володимир Федірович, Норка Сергій Петрович, Побегайло Олег Андрійович
МПК: B21B 1/00
Мітки: легованої, зварних, ст3, одержання, розкислення, комбінованих, сталі, смуг, спосіб, сталей, ступенів, усіх, 20х4мфб, типу, з'єднань, гарячекатаних
Формула / Реферат:
1. Спосіб одержання якісних комбінованих зварних з’єднань гарячекатаних смуг із легованої сталі типу 20Х4МФБ і сталей 08, ст3 усіх ступенів розкислення, що включає: вибір супутніх марок сталей, підготовку поверхні, визначення оптимального перерізу гарячекатаних смуг, що стикуються, шириною більше 1000 мм, розробку режимів зварювання і порядок комплектації травлених смуг в укрупнені рулони, який відрізняється тим, що вибір марок сталей для...
Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів
Номер патенту: 4712
Опубліковано: 15.02.2005
Автори: Гарькавий Василь Васильович, Катасонов Юрій Олександрович, Ломакін Едуард Максимович, Слабоспицький Анатолій Миколайович
МПК: G01N 29/04
Мітки: виробів, скануючий, видовжених, пристрій, поточного, циліндричних, круглих, контролю, дефектоскопа
Формула / Реферат:
1. Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів, що містить корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привід обертання ротора, механізми центрування виробу, які оснащені опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів, який...
Спосіб обробки зварних виробів
Номер патенту: 97097
Опубліковано: 10.01.2012
Автори: Книш Віталій Васильович, Кузьменко Олександр Захарович, Кир'ян Валерій Іванович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
Мітки: обробки, виробів, спосіб, зварних
Формула / Реферат:
Спосіб обробки зварних виробів з конструкційних сталей, що включає аустенітизацію, загартування і відпуск, який відрізняється тим, що після відпуску виконують абразивне видалення підсилення швів і поверхневих дефектів стикових з'єднань та наступні короткочасні нагрівання останніх не вище температури відпуску зварних виробів.
Спосіб одержання комбінованих зварних з`єднань гарячекатаних смуг із легованої сталі типу 20х4мфб і сталей 08 або ст3 будь-якого ступеня розкиснення
Номер патенту: 77336
Опубліковано: 15.11.2006
Автори: Бузлама Олександр Васильович, Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Рябухін Володимир Федірович, Уланова Олександра Лук'янівна, Будніков Володимир Іванович, Пасько Тетяна Григорівна
МПК: B23K 11/02, B21B 3/02
Мітки: будь-якого, з'єднань, ступеня, спосіб, зварних, смуг, одержання, сталі, гарячекатаних, типу, ст3, сталей, розкиснення, комбінованих, 20х4мфб, легованої
Формула / Реферат:
Спосіб одержання комбінованих зварних з'єднань гарячекатаних смуг із легованої сталі типу 20Х4МФБ і сталей 08 або ст3 будь-якого ступеня розкиснення, який включає: вибір супутніх марок сталей, підготовку поверхні, визначення оптимального перерізу гарячекатаних смуг, що стикуються, шириною більше 1000 мм, розробку режиму стикового контактного зварювання, який відрізняється тим, що вибір марок сталей для комбінованих зварних з'єднань...
Спосіб зчитування перфорованого коду при контролі якості виробів шкіряного виробництва
Номер патенту: 34340
Опубліковано: 11.08.2008
Автор: Дубровкіна Маргарита Василівна
Мітки: перфорованого, шкіряного, виробництва, виробів, якості, коду, зчитування, контролі, спосіб
Формула / Реферат:
Спосіб зчитування перфорованого коду для шкіряного виробництва на основі оптоелектронного методу зчитування на відбиття, що включає зчитування по освітлених отворах коду та зчитування по затінених отворах коду, який відрізняється тим, що для кожної шкіри визнають, до якої з груп вона належить: до світлих шкір, до темних шкір або до шкір з лаковим покриттям, за допомогою умови попадання в конкретну групу шкір:якщо
Попередній патент: Спосіб створення пізнавально-розважальної інформаційної системи реального часу
Наступний патент: Верстат для оздоблювально-зачищувальної обробки деталей
Випадковий патент: Пристрій для теплової обробки текстильного матеріалу