Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів
Номер патенту: 4712
Опубліковано: 15.02.2005
Автори: Ломакін Едуард Максимович, Катасонов Юрій Олександрович, Гарькавий Василь Васильович, Слабоспицький Анатолій Миколайович
Формула / Реферат
1. Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів, що містить корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привід обертання ротора, механізми центрування виробу, які оснащені опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів, який відрізняється тим, що механізми центрування виробу встановлені на двох стійках, які розташовані по обидві сторони ротора, а опорні ролики одного з механізмів центрування розташовані усередині ротора, при цьому корпус ротора та обидві стійки механізмів центрування виробу співвісно жорстко закріплені на спільній станині, причому механізми центрування виробу виконані у вигляді корпусів, змонтованих в стійках та оснащених важелями для трьох опорних роликів і механізмами синхронного переміщення опорних роликів, при цьому опорні ролики кожного механізму центрування встановлені з можливістю розташування твірних їх опорних поверхонь в одній площині по сторонах трикутника, який описаний навколо перерізу виробу, що контролюється, важелі опорних роликів встановлені на осях гойдання, що не перетинаються з віссю обертання ротора, осі гойдання важелів та вісь обертання ротора розташовані у взаємно перпендикулярних напрямках, а площини гойдання важелів паралельні осі обертання ротора, корпуси механізмів центрування виробу оснащені гвинтами для їх кріплення до стійок та гвинтами регулювання їх положення відносно ротора, накладні перетворювачі встановлені на планшайбі, що співвісно прикріплена до ротора зі сторони його торця, і закріплені на повзунах, що встановлені в планшайбі з можливістю взаємодії з регулювальними самогальмівними гвинтами для регульованого переміщення перетворювачів відносно осі обертання ротора.
2. Скануючий пристрій за п. 1, який відрізняється тим, що він оснащений датчиками присутності виробу в робочих зонах перетворювачів.
3. Скануючий пристрій за п. 1 або п. 2, який відрізняється тим, що він оснащений встановленим на станині знімним прохідним перетворювачем, який закріплений на поворотній балці співвісно ротора, при цьому поворотна балка встановлена на осьовому шарнірі, розташованому паралельно осі обертання ротора, і оснащена механізмом регульованого повороту на вказаному осьовому шарнірі.
4. Скануючий пристрій за будь-яким з пп. 1-3, який відрізняється тим, що на планшайбі з перетворювачами закріплено знімне кріплення для індикатора положення виробу відносно осі обертання ротора.
5. Скануючий пристрій за будь-яким з пп. 1-4, який відрізняється тим, що кожний механізм центрування виробу оснащений відповідно вхідною та вихідною напрямними для виробу, що контролюється, які оснащені відповідно вхідним і вихідним наконечниками.
6. Скануючий пристрій за будь-яким з пп. 1-5, який відрізняється тим, що станина встановлена на осьовому шарнірі, який розташований паралельно осі обертання ротора, і оснащена механізмом регульованого повороту станини на вказаному осьовому шарнірі.
7. Скануючий пристрій за будь-яким з пп. 1-6, який відрізняється тим, що механізми синхронного регулювання положення роликів виконані у вигляді гвинтів, обладнаних шестернями, що взаємодіють зі спільним зубчатим колесом, при цьому гвинти встановлено в корпусах з можливістю взаємодії з повзунами, що взаємодіють через серги з важелями.
Текст
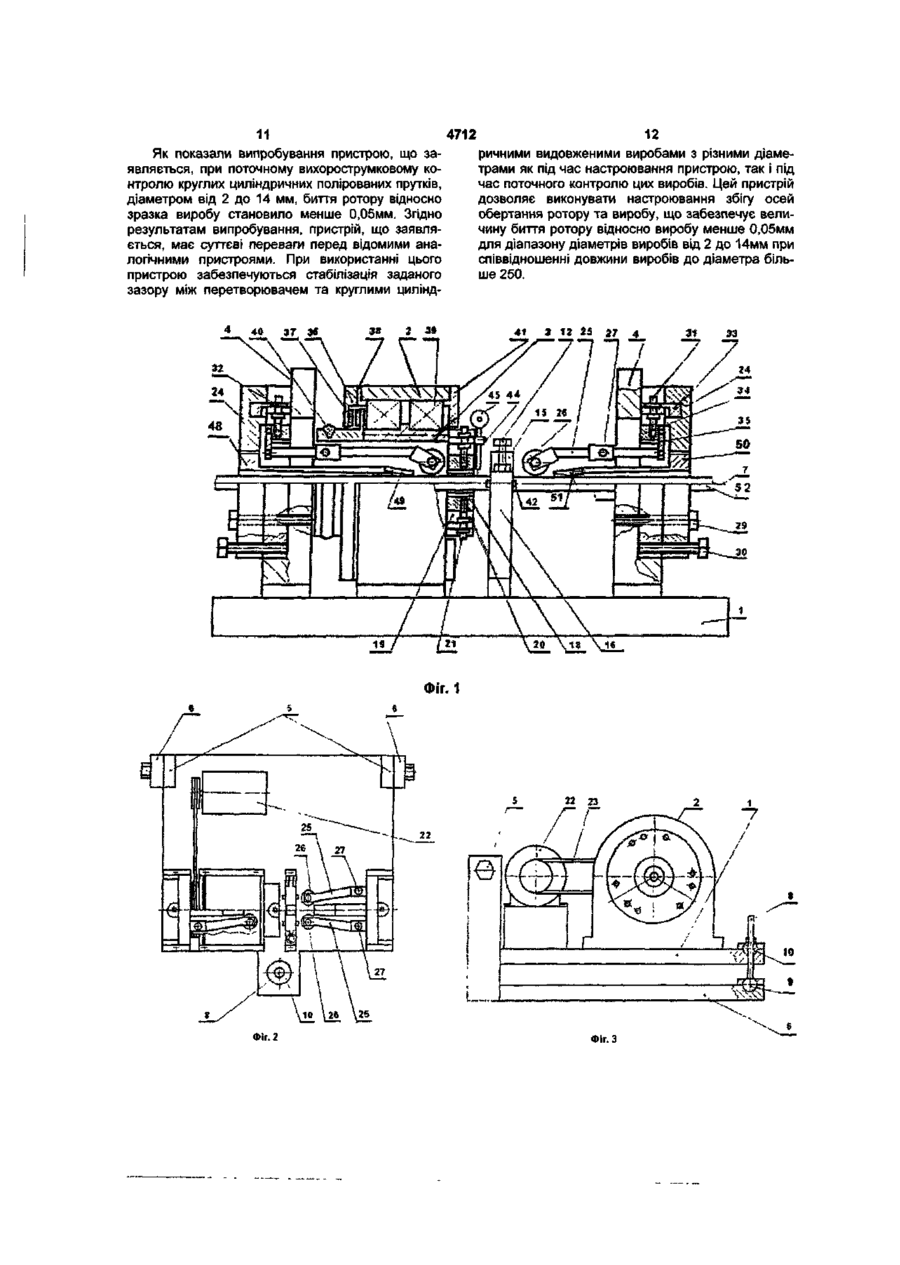
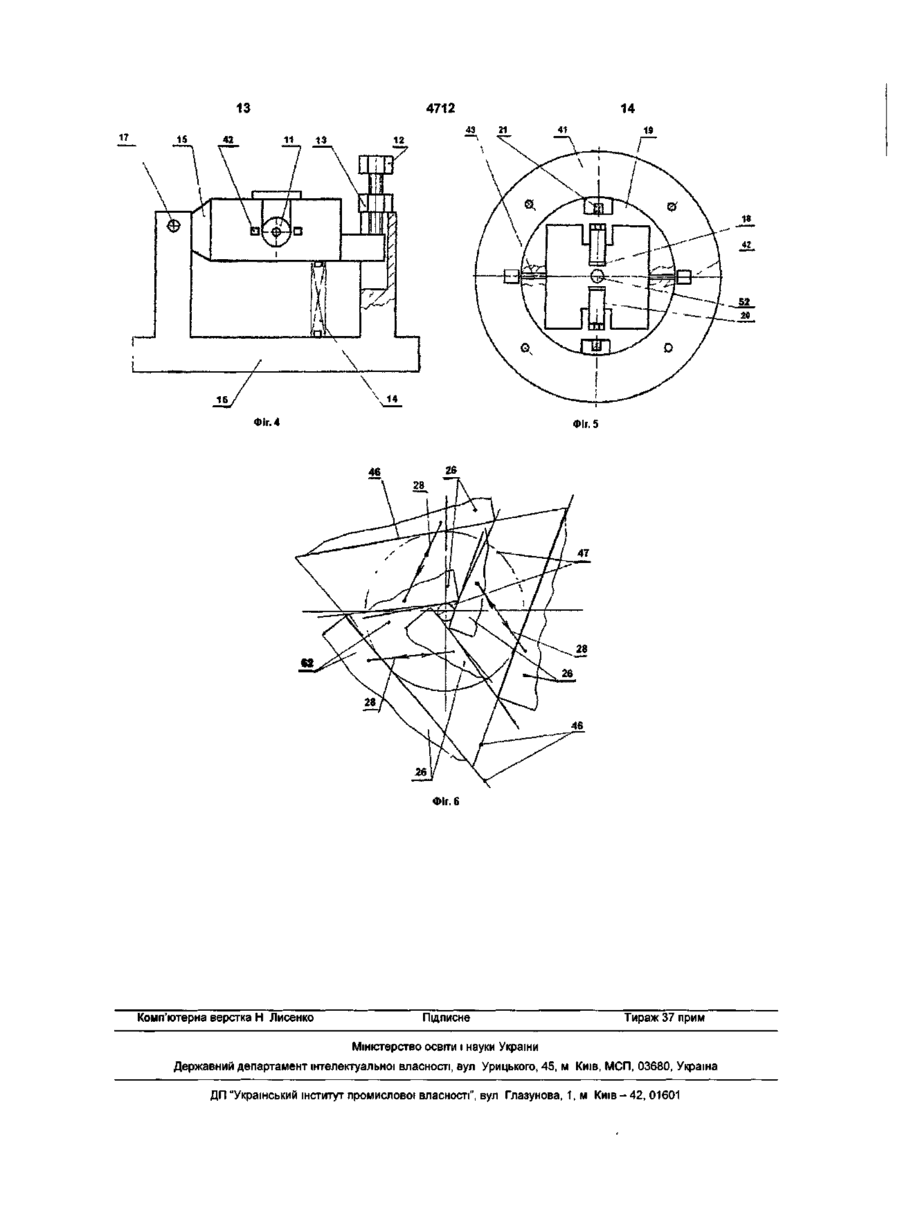
1. Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів, що містить корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привід обертання ротора, механізми центрування виробу, які оснащені опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів, який відрізняється тим, що механізми центрування виробу встановлені на двох стійках, які розташовані по обидві сторони ротора, а опорні ролики одного з механізмів центрування розташовані усередині ротора, при цьому корпус ротора та обидві стійки механізмів центрування виробу співвісно жорстко закріплені на спільній станині, причому механізми центрування виробу виконані у вигляді корпусів, змонтованих в стійках та оснащених важелями для трьох опорних роликів і механізмами синхронного переміщення опорних роликів, при цьому опорні ролики кожного механізму центрування встановлені з можливістю розташування твірних їх опорних поверхонь в одній площині по сторонах трикутника, який описаний навколо перерізу виробу, що контролюється, важелі опорних роликів встановлені на осях гойдання, що не перетинаються з віссю обертання ротора, осі гойдання важелів та вісь обертання ротора розташовані у взаємно перпендикулярних напрямках, а площини гойдання важелів паралельні осі обертання ротора, корпуси механізмів центрування виробу оснащені гвинтами для їх кріплення до стійок та гвинтами регулювання їх положення відносно ротора, накладні перетво рювачі встановлені на планшайбі, що співвісно прикріплена до ротора зі сторони його торця, і закріплені на повзунах, що встановлені в планшайбі з можливістю взаємодії з регулювальними самогальмівними гвинтами для регульованого переміщення перетворювачів відносно осі обертання ротора. 2. Скануючий пристрій зап.1, який відрізняється тим, що він оснащений датчиками присутності виробу в робочих зонах перетворювачів. 3. Скануючий пристрій за п.1 або п.2, який відрізняється тим, що він оснащений встановленим на станині знімним прохідним перетворювачем, який закріплений на поворотній балці співвісно ротора, при цьому поворотна балка встановлена на осьовому шарнірі, розташованому паралельно осі обертання ротора, і оснащена механізмом регульованого повороту на вказаному осьовому шарнірі. 4. Скануючий пристрій за будь-яким з пп.1-3, який відрізняється тим, що на планшайбі з перетворювачами закріплено знімне кріплення для індикатора положення виробу відносно осі обертання ротора. 5. Скануючий пристрій за будь-яким з пп.1-4, який відрізняється тим, що кожний механізм центрування виробу оснащений відповідно вхідною та вихідною напрямними для виробу, що контролюється, які оснащені відповідно вхідним і вихідним наконечниками. 6. Скануючий пристрій за будь-яким з пп.1-5, який відрізняється тим, що станина встановлена на осьовому шарнірі, який розташований паралельно осі обертання ротора, і оснащена механізмом регульованого повороту станини на вказаному осьовому шарнірі. 7. Скануючий пристрій за будь-яким з пп.1-6, який відрізняється тим, що механізми синхронного регулювання положення роликів виконані у вигляді гвинтів, обладнаних шестернями, що взаємодіють зі спільним зубчатим колесом, при цьому гвинти встановлено в корпусах з можливістю взаємодії з повзунами, що взаємодіють через серги з важелями. CM о> 4712 Корисна модель, що заявляється, відноситься до засобів неруйнівного контролю та може бути використана в різних галузях машинобудування та металургії, наприклад, в установках неруйнівного поточного контролю круглих циліндричних видовжених виробів. Відомий скануючий пристрій дефектоскопу для контролю круглого прокату складається з корпусу, планшайби, що має отвір для проходу виробу і встановлена зі змогою обертання, слідкуючого багатоланкового механізму, виконаного у вигляді кронштейну, який встановлений на планшайбі зі змогою регулювання його положення гвинтом. На осі планшайби змонтовано важіль з призмою перетворювача, що має змогу коливатися. Важіль з призмою взаємодіє з управляючим важелем із конічною шестірнею, що має зчеплення з шестірнею педалі, яка взаємодіє з виробом. У відсутність виробу педаль під дією противаги переміщується в напряму осі обертання планшайби, даючи змогу пружині відвести перетворювач від зони контролю виробу за рахунок взаємодії шестерень педалі та управляючого важеля. (Див. опис винаходу до авторського свідоцтва СРСР №963724, МПК G01 N27/82, опубліковано 23.10.1982р.). У об'єкта, що заявляється, і аналога збігаються наступні суттєві ознаки: пристрої містять корпус, планшайбу, що встановлена зі змогою обертання, і перетворювач. Одержанню очікуваного технічного результату при використанні аналога перешкоджають такі причини. При використанні аналога перетворювач починає взаємодіяти з виробом тільки після переміщення переднього кінця виробу до педалі, залишаючи неконтрольованою значну частину виробу. При здійсненні неруйнівного контролю перетворювач в цьому пристроєві контактує з виробом, що призводить до швидкого зносу та виходу зі строю перетворювача. Останній недолік поглиблюється тим, що при виході виробу із пристрою задній кінець виробу, у ряді випадках, пошкоджує перетворювач. Відомий також скануючий пристрій дефектоскопу для контролю круглого прокату, що складається з корпусу, оснащеного планшайбою, що встановлена зі змогою обертання і має привод обертання. На планшайбі змонтовано два основних кронштейни, на яких встановлені осі з важелями, на яких змонтовані перетворювачі. Ці перетворювачі притискуються до виробу за рахунок дії електромагніту на важіль після входу переднього кінця виробу в зону контролю та відводяться від виробу за рахунок дії пружин при відключеному живленні електромагніту. (Див. опис винаходу до авторського свідоцтва СРСР №1004867, МПК G01N29/04, опубліковано 15.03.1983р.). У об'єкта, що заявляється, і цього аналога збігаються такі суттєві ознаки: пристрої містять корпус, планшайбу, що встановлена зі змогою обертання, і перетворювачі. Одержанню очікуваного технічного результату при використанні цього аналога перешкоджають такі причини. При здійсненні неруйнівного контро лю перетворювач в цьому пристроєві починає взаємодіяти з виробом після переміщення переднього кінця виробу до датчика, що вмикає електромагніт, та закінчує взаємодію до моменту виходу із пристрою заднього кінця виробу, залишаючи неконтрольованими передній та задній кінці виробу. Крім того, цей пристрій також передбачає контакт перетворювача з виробом, що призводить до швидкого зносу та виходу зі строю перетворювача. Найбільш близькою за технічною суттю до корисної моделі, що заявляється, є обраний, як прототип, скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів. Цей пристрій містить корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привод обертання ротора і механізми центрування виробу. Ці механізми центрування виробу оснащені опорними роликами, які встановлені на поворотних важелях і оснащені механізмами синхронного регулювання положення цих опорних роликів. (Див. опис винаходу до авторського свідоцтва СРСР №947737, МПК G01 N27/82, опубліковано 30.07.1982р.). У об'єкта, що заявляється, і прототипу збігаються наступні суттєві ознаки: пристрої містять корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привод обертання ротора, механізми центрування виробу, які оснащені опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів. Одержанню очікуваного технічного результату при використанні прототипу перешкоджають такі причини. В цьому пристроєві не забезпечується стабільний зазор між перетворювачем та виробами з різними діаметрами як під час настроювання пристрою, так і під час поточного неруйнівного контролю. Крім того, конструкція прототипу не дозволяє провести виміри зазору між перетворювачем і виробом під час настроювання пристрою та не забезпечує швидке перестроювання пристрою при необхідності контролю виробу іншого діаметру. Ці недоліки зумовлені тим, що зазор між перетворювачем та виробом в цьому пристрою недоступний для контролю, а конструкція пристрою не дозволяє забезпечити збіг осі виробу і осі обертання перетворювачів та здійснити контроль такого збігу. В основу корисної моделі, що заявляється, поставлено задачу створити такий скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, у якому удосконалення шляхом зміни розташування елементів, уведення нових елементів і зміни форми виконання елементів, дозволило б при використанні корисної моделі забезпечити досягнення технічного результату, що полягає в стабілізації заданого зазору між перетворювачем та круглими циліндричними видовженими виробами з різними 4712 діаметрами як під час настроювання пристрою, так і під час поточного контролю цих виробів. Скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, що заявляється, містить корпус, в якому на підшипниках змонтовано ротор з накладними перетворювачами, механізм регулювання переміщення перетворювачів, привод обертання ротора і механізми центрування виробу. Ці механізми центрування виробу оснащені опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів. Механізми центрування виробу встановлені на двох стійках, які розташовані по обидві сторони ротору, і опорні ролики одного з механізмів центрування розташовані усередині ротору При цьому корпус ротору та обидві стійки механізмів центрування виробу співвісно жорстко закріплені на спільній станині. Причому механізми центрування виробу виконані у вигляді корпусів, змонтованих в стійках та оснащених важелями для трьох опорних роликів і механізмами синхронного переміщення опорних роликів. При цьому опорні ролики кожного механізму центрування встановлені з можливістю розташування твірних їх опорних поверхонь в одній площині по сторонам трикутника, який описаний навколо перерізу виробу, що контролюється. Важелі опорних роликів встановлені на осях гойдання, що не перетинаються з віссю обертання ротору. Осі гойдання важелів та вісь обертання ротору розташовані у взаємно перпендикулярних напрямках, а площини гойдання важелів паралельні осі обертання ротору. Корпуси механізмів центрування виробу оснащені гвинтами для їх кріплення до стійок та гвинтами регулювання їх положення відносно ротору. Накладні перетворювачі встановлені на планшайбі, що співвісно прикріплена до ротору зі стороні його торця, і закріплені на повзунах, що встановлені в планшайбі зі змогою взаємодії з регулювальними самогальмівними гвинтами для регульованого переміщення перетворювачів відносно осі обертання ротору. В деяких випадках виконання та використання скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, що заявляється, характеризується тим, що: - він оснащений датчиками присутності виробу в робочих зонах перетворювачів; - він оснащений встановленим на станині знімним прохідним перетворювачем, який закріплений на поворотній балці співвісно ротору, при цьому поворотна балка встановлена на осьовому шарнірі, розташованому паралельно осі обертання ротору, і оснащена механізмом регульованого повороту на вказаному осьовому шарнірі; - на планшайбі з перетворювачами закріплено знімне кріплення для індикатора положення виробу відносно осі обертання ротору; - кожний механізм центрування виробу оснащений відповідно вхідною та вихідною напрямною для виробу, що контролюється, які виконані відповідно з вхідним і вихідним наконечниками; - станина встановлена на осьовому шарнірі, який розташований паралельно осі обертання ро тору, і оснащена механізмом регульованого повороту станини на вказаному осьовому шарнірі; - механізми синхронного регулювання положення опорних роликів виконані у вигляді гвинтів, обладнаних шестірнями, що взаємодіють зі спільним зубчатим колесом, при цьому гвинти встановлено в корпусах зі змогою взаємодії з повзунами, що взаємодіють через серги з важелями. При використанні корисної моделі, що заявляється, очікується досягнення технічного результату, що полягає в стабілізації заданого зазору між перетворювачем та круглими циліндричними видовженими виробами з різними діаметрами як під час настроювання пристрою, так і під час поточного контролю цих виробів. Між сукупністю суттєвих ознак корисної моделі, що заявляється, і технічним результатом, що досягається, існує наступний причиннонаслідковий зв'язок. Оснащення механізмів центрування виробу опорними роликами, що встановлені на поворотних важелях, оснащених механізмами синхронного регулювання положення опорних роликів, встановлення механізмів центрування виробу на двох стійках, які розташовані по обидві сторони ротору, та розташування опорних роликів одного з механізмів центрування усередині ротору дозволяє виконувати регулювання опорних роликів незалежно і забезпечувати співвісність виробу, ротору та перетворювачів під час контролю видовженого виробу по всій його довжині. Жорстке закріплення корпусу ротору та обох стійок механізмів центрування виробу співвісно на спільній станині забезпечує співвісність корпусів механізмів центрування та ротору, що значно полегшує точність настроювання збігу осей виробу та ротору. Виконання механізмів центрування виробу у вигляді корпусів, змонтованих в стійках та оснащених важелями для трьох опорних роликів, і механізмами синхронного переміщення опорних роликів та розташування твірних поверхонь опорних роликів кожного механізму центрування в одній площині по сторонам трикутника, який описаний навколо перерізу виробу, що контролюється, забезпечує швидке переналагодження при зміні діаметру виробу, який транспортується в скануючий пристрій дефектоскопу для поточного контролю. Встановлення важелів опорних роликів на осях гойдання, що не перетинаються з віссю обертання ротору, та розташування осей гойдання важелів та осі обертання ротору у взаємно перпендикулярних напрямках, а площин гойдання важелів паралельно осі обертання ротору забезпечує роботу опорних роликів по всій ширині робочих поверхонь, що подовжує строк їх служби. Оснащення корпусів механізмів центрування виробу гвинтами для їх кріплення до стійок та гвинтами регулювання їх положення відносно ротору забезпечує можливість тонкого настроювання збігу осей виробів різного діаметру з віссю ротору. Встановлення накладних перетворювачів на планшайбі, що співвісно прикріплена до ротору зі стороні його торця , та їх закріплення на повзунах, що встановлені в планшайбі зі змогою взаємодії з регулювальними самогальмівними гвинтами, забезпечує регульоване переміщення перетворювачів відносно осі обертання ротору. Оснащення пристрою 4712 датчиками присутності виробу в робочих зонах перетворювачів забезпечує контроль виробів по всій їх довжині Оснащення пристрою встановленим на станині знімним прохідним перетворювачем, який закріплений на поворотній балці СПІВВІСно ротору, встановлення поворотної балки на осьовому шарнірі, розташованому паралельно осі обертання ротору, і оснащення її механізмом регульованого повороту на вказаному осьовому шарнірі забезпечує контроль виробів двома типами перетворювачів при використані одного комплекту механізмів центрування Закріплення на планшайбі з перетворювачами знімного кріплення для індикатора положення виробу відносно осі обертання ротору дозволяє під час настроювання точно вимірювати биття ротору відносно виробу Оснащення кожного механізму центрування виробу напрямною для виробу, що контролюється, та п виконання ВІДПОВІДНО з вхідним і вихідним наконечником виключає жорстке зіткнення виробу з робочими поверхнями опорних роликів під кутом більшим кута тертя Закріплення станини пристрою на осьовому шарнірі, який розташований паралельно осі обертання ротору, і оснащення його механізмом регульованого повороту станини на вказаному осьовому шарнірі дозволяє забезпечити прихід на контроль виробу іншого діаметру за рахунок тільки одного регулювання повороту станини Виконання механізмів синхронного регулювання положення опорних роликів пристрою у вигляді гвинтів, обладнаних шестірнями, що взаємодіють зі спільним зубчатим колесом, встановлення гвинтів в корпусах зі змогою взаємодії з важелями через повзуни та через серги дозволяє одночасно та точно регулювати положення трьох опорних роликів механізму центрування при обертанні хоча б одного гвинта Конструкція скануючого пристрою дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, що заявляється, забезпечує збіг повздовжньої осі виробу з віссю обертання перетворювачів та змогу виконувати контроль за цим збігом, можливість встановлення та контроль заданого зазору між перетворювачами і виробом та підтримання цього зазору стабільним при поточному контролю видовжених виробів і, що особливо важливо, при проходженні в зоні контролю кінцевих частин виробу Сутність скануючого пристрою дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, що заявляється, пояснюється кресленнями на яких зображено На Фіг 1 - повздовжній розріз скануючого пристрою, На Фіг 2 - вигляд скануючого пристрою зверху, На Фіг 3 - вигляд скануючого пристрою збоку, На Фіг 4 - механізм регулювання переміщення прохідного перетворювача, На Фіг 5 - планшайба з механізмом регульованого переміщення накладного перетворювача, На Фіг 6 - схема переміщення твірних робочих поверхонь опорних роликів при ЗМІНІ діаметру виробу, що контролюється На графічних матеріалах проставлені такі позначення 1 - Станина, 2 - Корпус, 8 3 - Ротор, 4 -Стійка, 5 - Осьовий шарнір, 6 - Плита, 7 - Вісь обертання ротору З, 8 - Гвинт, 9 - Сферичний шарнір, 10 - Сферична гайка, 1 1 - Прохідний перетворювач; 12-Гвинт, 13- Контргайка, 14 - Пружина, 15 - Поворотна балка, 16 - Знімний корпус, 17 - Осьовий шарнір, 18 - Накладні перетворювані; 19-Планшайба, 20 - Повзун, 21 - Гвинт, 22 - Привод, 23 - Ремінна передача, 24 - Корпус, 25 - Важелі, 26 - Опорний ролик, 27 - Вісь гойдання важеля 25; 28 - Площина гойдання важеля 25; 29 - Гвинт, 30 - Гвинт, 31 - Гвинт, 32 - Шестерня, 33 - Зубчате колесо, 34 - Повзун, 35 - Серга, 36 - Рухома обмотка струмознімача; 37 - Нерухома обмотка струмознімача; 38 - Кришка, 39 - Підшипниковий вузол, 40 - Шків, 41 - Кришка, 42 - Датчики, 43 - Отвори, 44 - Знімне кріплення для індикатору, 45 - Індикатор, 46 - Твірні поверхні опорних роликів 26; 47 - Перерізи виробів, 48 - Вхідна напрямна, 49 - Вхідний наконечник, 50 - Вихідна напрямна, 51 - Вихідний наконечник, 52 - Виріб Скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів, що заявляється, складається з корпусу виконаного в вигляді жорстко змонтованих на СПІЛЬНІЙ станині 1 корпусу 2 ротору 3 та двох стійок 4 механізмів центрування, розташованих по обидві сторони ротору (Фіг 1) Спільна станина 1 встановлена на осьовому шарнірі 5 (Фіг 2 і Фіг 3) плити 6 паралельному осі 7 (Фіг 1) обертання ротору 3 та оснащена механізмом регульованого повороту станини 1 на осьовому шарнірі відносно плити 6 Механізм регульованого повороту станини виконано у вигляді гвинта 8 (Фіг 3) з сферичним шарніром 9, що взаємодіє з плитою 6 та зі сферичною гайкою 10 станини 1 Механізм регульованого повороту прохідного перетворювача 11 (Фіг 4) вико 4712 нано у вигляді гвинта 12 з контргайкою 13, що взаємодіє з пружиною 14 через поворотну балку 15, в якій СПІВВІСНО з ротором 3 змонтовано знімний прохідний перетворювач 11 Балка 15 встановлена в знімному корпусі 16 на осьовому шарнірі 17 паралельному осі 7 обертання ротору 3 Накладні перетворювачі 18 (Фіг 1 і Фіг 5) встановлені на планшайбі 19, прикріпленій СПІВВІСНО ДО ротору 3 зі сторони його торця, і закріплені на повзунах 20, що встановлені в планшайбі 19 зі змогою взаємодії з самогальмівними гвинтами 21 для регульованого переміщення перетворювачів СПІВВІСНО ОСІ 7 ротору 3 Привід 22 обертання ротору 3 (Фіг 2 і Фіг 3) встановлено з ремінною передачею 23 на СПІЛЬНІЙ з корпусом 2 ротору 3 станині 1 Механізми центрування виробу виконані у вигляді корпусів 24 (Фіг 1), змонтованих в стійках 4 і оснащених важелями 25 для трьох опорних роликів 26 та механізмами синхронного переміщення опорних роликів 26 Важелі 25 встановлені в корпусах 24 на осях 27 гойдання, що не перетинаються з віссю 7 обертання ротору 3 Осі 7 та 27 розташовані у взаємно перпендикулярних напрямках Площини 28 гойдання підпружинених важелів 25 паралельні осі 7 обертання ротору 3 Опорні ролики 26 одного з механізмів центрування розташовані усередині ротору 3 (Фіг 1) Циліндричні корпуси 24 механізмів центрування оснащенні гвинтами 29 для кріплення корпусів до стійок 4 та гвинтами ЗО регулювання їх положення відносно ротору 3 Механізми синхронного переміщення опорних роликів 26 виконані у вигляді гвинтів 31 (Фіг 1), обладнаних шестірнями 32, що взаємодіють зі спільним зубчатим колесом 33 Гвинти 31 встановлено в корпусах 24 зі змогою взаємодії через повзуни 34 та через серги 35 з важелями 25 Накладні перетворювачі 18 через рухому обмотку 36 струмознімача, що змонтована на роторі 3, зв'язані з нерухомою обмоткою 37 струмознімача, що змонтована на кришці 38 підшипникового вузла 39 з боку шківа 40 ремінної передачі 23 приводу 22 Кришка 41 підшипникового вузлу 39 ротору 3 з боку планшайби 19 та поворотна балка 15 (Фіг 1 і Фіг 4) оснащені датчиками 42 присутності виробу Планшайба 19 виконана з отворами 43 (Фіг 5), що дають змогу взаємодіяти датчикам 42, встановленим на кришці 41 Планшайбу 19 оснащено знімним кріпленням 44 (Фіг 1) для індикатору 45 положення виробу відносно осі 7 обертання ротору 3 Твірні поверхні 46 опорних роликів 26 в одній площині створюють трикутник, що описаний навколо перерізу 47 виробу, що контролюється за допомогою пристрою Корпуси 24 оснащені вхідною напрямною 48 з вхідним наконечником 49 та вихідною напрямною 50 з вихідним наконечником 51 (Фіг 1) При ЗМІНІ діаметру виробу 52, що контролюється за допомогою пристрою, твірні поверхні 46 опорних роликів 26 після настроювання створюють в одній площині інший трикутник, що описаний навколо перерізу 47 виробу 52 з іншим діаметром Скануючий пристрій дефектоскопу для поточного контролю круглих циліндричних видовжених виробів працює так Перед початком контролю пристрій настроюється на контрольному зразку, діаметрякого дорівнює діаметру виробу 52, що підлягає контролю Процес настроювання полягає 10 в виконані наступних операцій На вхідну напрямну 48 встановлюють вхідний наконечник 49, а на вихідну напрямну 50 встановлюють вихідний наконечник 51 Із спільної станини 1 знімають корпус 16 з поворотною балкою 15, в якій змонтовано прохідний перетворювач 11 Накладні перетворювачі 18 за допомогою гвинтів 21 та опорні ролики 26 за допомогою одного із гвинтів 31 відводять від осі 7 обертання ротору 3 на відстань більшу, ніж половина діаметра виробу, що буде контролюватися Через наконечники 49 та 51 в зону контролю вводять контрольний зразок виробу 52 За допомогою одного із гвинтів 31 до виробу 52 підводять опорні ролики 26 Після ТОГО, ЯК опорні ролики 26 обох механізмів центрування доторкнулись до виробу 52, на планшайбу 19 встановлюють за допомогою кріплення 44 індикатор 45 таким чином, щоб шток індикатору став на виріб 52 Обертаючи ротор 3 навколо осі 7 обертають індикатор 45 навколо виробу 52 Таким чином виявляють на скільки не співпадають центри трикутників, створених твірними 46 робочих поверхонь опорних роликів 26, з віссю 7 обертання ротору 3 Потім відпускають гвинти 29 кріплення корпусів 24 механізмів центрування та за допомогою гвинтів 29 і ЗО досягають збіг осей обертання ротору 3 та виробу 52 Показником збігу цих осей є биття ротору відносно виробу по індикатору на величину не більше допуску на діаметр виробу Після фіксації гвинтів 29 та ЗО в положенні, коли вищезгадані осі співпадають, за допомогою гвинтів 21 та щупів потрібної товщини встановлюють заданий зазор між накладними перетворювачами 18 та виробом 52 Після цього зразок виробу виводять з пристрою На спільну станину 1 встановлюють на місце корпус 16 з поворотною балкою 15 в якій змонтовано прохідний перетворювач 11 Через один із механізмів центрування до прохідного перетворювача наближають зразок виробу 52 та за допомогою гвинта 12 досягають збіг осей прохідного перетворювача 11 та зразка виробу Після цього фіксують положення прохідного перетворювача за допомогою контргайки 13 На цьому настроювання пристрою закінчується і зразок виробу виводять з пристрою За допомогою рольгангу, або іншим чином, виріб 52 транспортується через вхідну напрямну 48 з вхідним наконечником 49 до діафрагми, яку створюють в одній площині твірні 46 трьох опорних роликів 26 вхідного механізму центрування Передній кінець виробу 52 під дією сили тяжіння прогинається, але його вісь приходить до опорного ролика нижче осі 7 обертання ротору 3 Оскільки кут удару виробу 52 та опорного ролика 26 менше кута тертя речовини виробу по речовині ролика, то виріб 52 легко просувається до площини трикутника, що створений твірними 46 робочих поверхонь опорних роликів 26 вхідного механізму центрування Таким чином забезпечується збіг осі обертання ротору 3 та осі прохідного перетворювача 11 з віссю виробу 52, а також стабільний зазор між перетворювачем 18 та виробом 52 при обертанні перетворювача 18 навколо виробу 52 При проходженні виробом зон ди датчиків 42 присутності виробу, останні дають дозвіл або забороняють обробляти сигнали, що генерують перетворювачі 11 та 18 11 4712 12 Як показали випробування пристрою, що заричними видовженими виробами з різними діамеявляється, при поточному вихорострумковому котрами як під час настроювання пристрою, так і під нтролю круглих циліндричних полірованих прутків, час поточного контролю цих виробів. Цей пристрій діаметром від 2 до 14 мм, биття ротору відносно дозволяє виконувати настроювання збігу осей зразка виробу становило менше 0,05мм. Згідно обертання ротору та виробу, що забезпечує велирезультатам випробування, пристрій, що заявлячину биття ротору відносно виробу менше 0,05мм ється, має суттєві переваги перед відомими анадля діапазону діаметрів виробів від 2 до 14мм при логічними пристроями. При використанні цього співвідношенні довжини виробів до діаметра більпристрою забезпечуються стабілізація заданого ше 250. зазору між перетворювачем та круглими цилінд31 / 7 7 Фіг. 1 Фіг. З 33 13 1? 15 14 4712 42 11 13 43 12 21 ГЕВ 7 \п 14 16 Фіг. 4 Фіг. 5 Фіг. 6 Комп'ютерна верстка Н Лисенко Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScanning device of a flaw detector for continuous monitoring of cylindrical elongated articles
Назва патенту російськоюСканирующее устройство дефектоскопа для поточного контроля цилиндрических удлиненных изделий
МПК / Мітки
МПК: G01N 29/04
Мітки: поточного, дефектоскопа, видовжених, циліндричних, скануючий, пристрій, виробів, контролю, круглих
Код посилання
<a href="https://ua.patents.su/8-4712-skanuyuchijj-pristrijj-defektoskopa-dlya-potochnogo-kontrolyu-kruglikh-cilindrichnikh-vidovzhenikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Скануючий пристрій дефектоскопа для поточного контролю круглих циліндричних видовжених виробів</a>
Пристрій для неруйнівного контролю циліндричних виробів
Номер патенту: 15515
Опубліковано: 30.06.1997
Автори: Денісов Павло Дмитрович, Вакуленко Віталій Гаврилович, Ненека Мирослав Федорович
МПК: G01N 27/82
Мітки: неруйнівного, виробів, циліндричних, контролю, пристрій
Формула / Реферат:
(57) Устройство для неразрушающего контроля цилиндрических изделий, содержащее несущую балку с закрепленной на ней направляющей, каретку, установленную на направляющей с возможностью продольного перемещения, привод каретки, выполненный в виде шагового двигателя, и преобразователь средства контроля, отличающееся тем, что шаговый двигатель выполнен линейным, индуктор двигателя закреплен на каретке, а его вторичный ферромагнитный элемент...
Пристрій для намотування на барабан і розмотування з нього видовжених виробів, монтажна машина та проміжний утримуючий засіб.
Номер патенту: 43915
Опубліковано: 15.01.2002
Автори: Ліндборг Томас, Каллдін Ганс-Олуф, Йоганссон Кеннет, Баклунд Алберті, Лейон Матс
МПК: B65H 67/04
Мітки: утримуючий, розмотування, видовжених, пристрій, намотування, барабан, нього, проміжний, монтажна, виробів, засіб, машина
Формула / Реферат:
1. Пристрій для намотування на барабан (13) і розмотування з нього видовжених виробів (К), наприклад проводу, кабелю тощо, який має у складі підтримуючу раму (12) з приводами (25) розподілювача (10), встановленого з можливістю повертання на рамі (12) для намотування на нерухомий барабан (13) і розмотування з нього видовжених виробів (К), який відрізняється тим, що розподілювач (10) з боку виробу (К) має захоплюючу напрямну (14), яка спрямовує...
Скануючий пристрій для контролю якості плодової та овочевої продукції

Номер патенту: 68041
Опубліковано: 15.07.2004
Автори: Сабо Андрій Георгійович, Стручаєв Костянтин Миколайович, Сабо Ольга Борисівна, Стручаєв Микола Іванович
МПК: G01N 33/02
Мітки: контролю, якості, пристрій, продукції, овочевої, плодової, скануючий
Формула / Реферат:
Скануючий пристрій для контролю якості плодової та овочевої продукції, що має генератор, міст опору, омметр, вимірювальне середовище, який відрізняється тим, що вимірювальне середовище виконано у вигляді ємності, наповненої електролітом з зануреними в нього стаціонарно закріпленими електродами, яка закривається кришкою, причому кришку, дно та бокові стінки середовища обладнано пазами з встановленими в них прищіпками у двох взаємно...
Пристрій для поточного контролю механічної частини рухомого складу залізниць
Номер патенту: 2290
Опубліковано: 15.01.2004
Автори: Дьомін Ростислав Юрійович, Дьомін Юрій Васильович, Кирпа Георгій Миколайович, Дмитрієв Дмитро Вікторович
МПК: B61K 9/00
Мітки: залізниць, складу, контролю, механічної, пристрій, поточного, рухомого, частини
Формула / Реферат:
Пристрій для поточного контролю механічної частини рухомого складу залізниць, що включає блок виміру вертикальних та горизонтальних віброприскорень кузова одиниці рухомого складу, зв'язаний блоком сполучення з ЕОМ, блок електричного живлення та блок пам'яті, який відрізняється тим, що він обладнаний розташованим на одиниці рухомого складу бортовим реєстратором з блоком контролю поздовжніх віброприскорень, датчик котрого закріплено на рамі...
Пристрій для поточного контролю якості пальної суміші
Номер патенту: 68450
Опубліковано: 16.08.2004
Автор: Гуревич Микола Олександрович
МПК: F23N 1/02
Мітки: пристрій, якості, пальної, суміші, контролю, поточного
Формула / Реферат:
1. Пристрій для поточного контролю якості пальної суміші, що містить датчик, виконаний у вигляді прозорого, охолоджуваного дифузора, вимірювальний блок, запальник та вогнеперешкоду, який відрізняється тим, що датчик додатково обладнаний встановленим у вхідному перерізі дифузора інцептором, до якого через механічний фільтр приєднаний нагнітач надкритичного тиску.2. Пристрій за п. 1, який відрізняється тим, що переріз датчика виконано...
Попередній патент: Пристрій для зберігання і нанесення препарату
Наступний патент: Спосіб виготовлення ланки ланцюжка дегтярьова
Випадковий патент: Сито грохота