Спосіб вібраційної діагностики низькообертових великогабаритних підшипників кочення
Номер патенту: 82484
Опубліковано: 12.08.2013
Автори: Воробйов Андрій Олексійович, Ченчевич Олег Валерійович, Матвієнков Сергій Анатолійович, Бережан Андрій Володимирович, Пушков Валерій Васильович, Наришкіна Ірина Леонідівна, Ляшенко Олексій Ігорович, Зайцев Михайло Олексійович

Формула / Реферат
1. Спосіб вібраційної діагностики низькообертових великогабаритних підшипників кочення, що включає обертання підшипника з подальшим визначенням його дефектів і міри їх розвитку за піками спектру сигналу детектора, який відрізняється тим, що підшипник розміщують у випробувальному стенді у зборі з подушками і робочим валком, шийки якого закріплюють в кріпильному оснащенні стенда, а визначення дефектів і міри їх розвитку додатково роблять по середньоквадратичному значенню віброшвидкості, значенню високочастотного детектування обвідної і значенню віброприскорення в піке.
2. Спосіб за п. 1, який відрізняється тим, що як випробувальний стенд використовують верстат токарно-гвинторізної або шліфувальної груп.
3. Спосіб за п. 1, який відрізняється тим, що значення віброприскорення в піке визначають в діапазоні частот від 1 до 3 кГц.
Текст
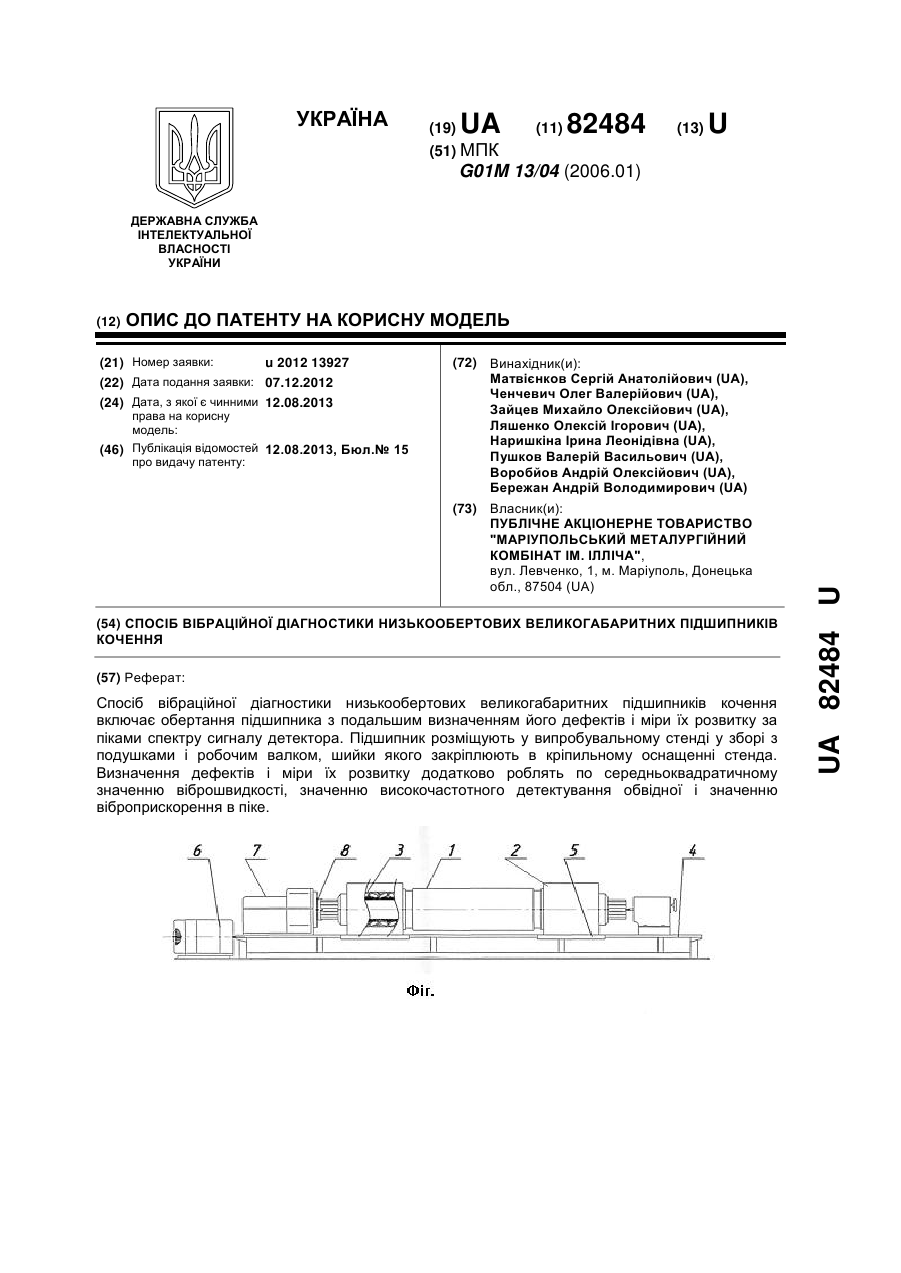
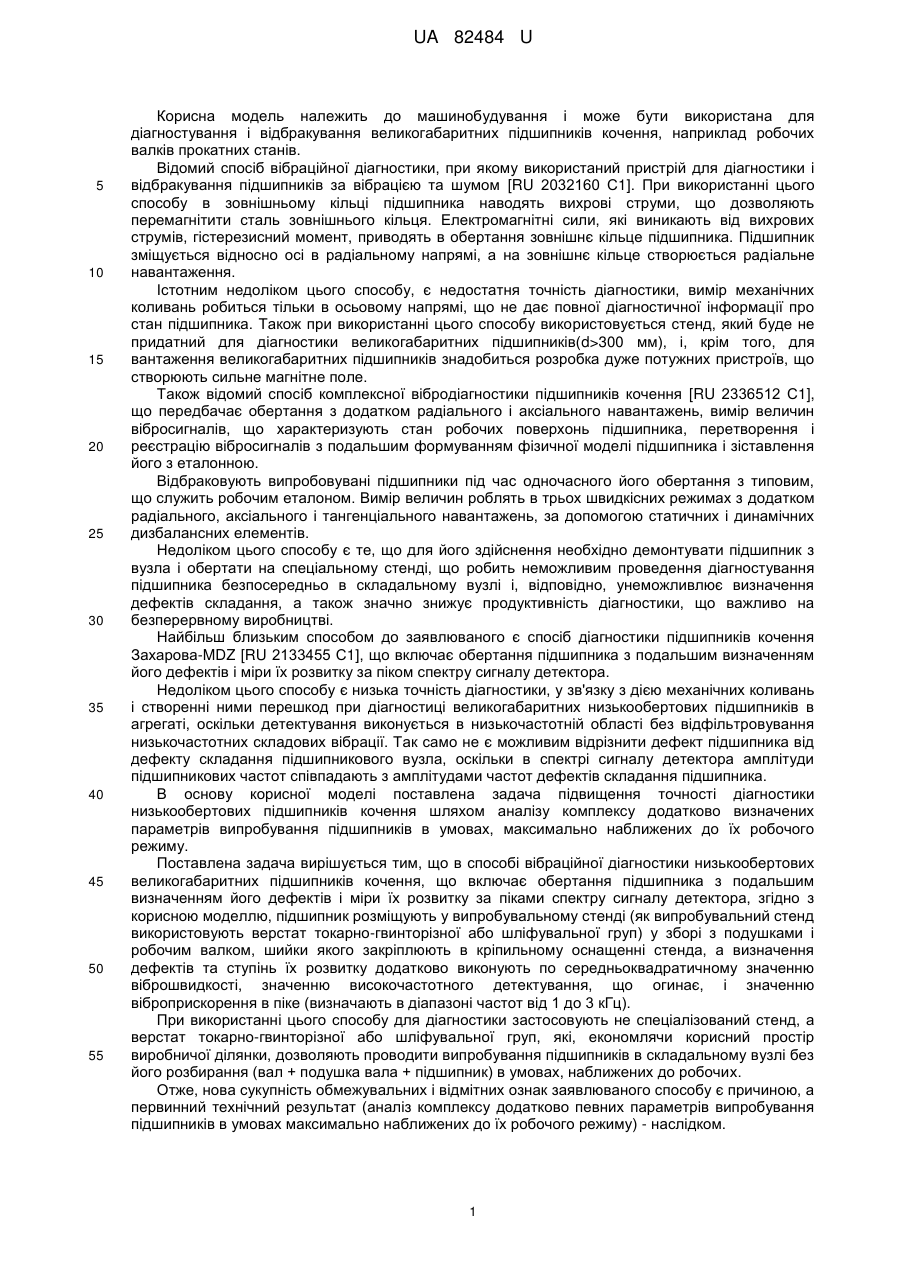
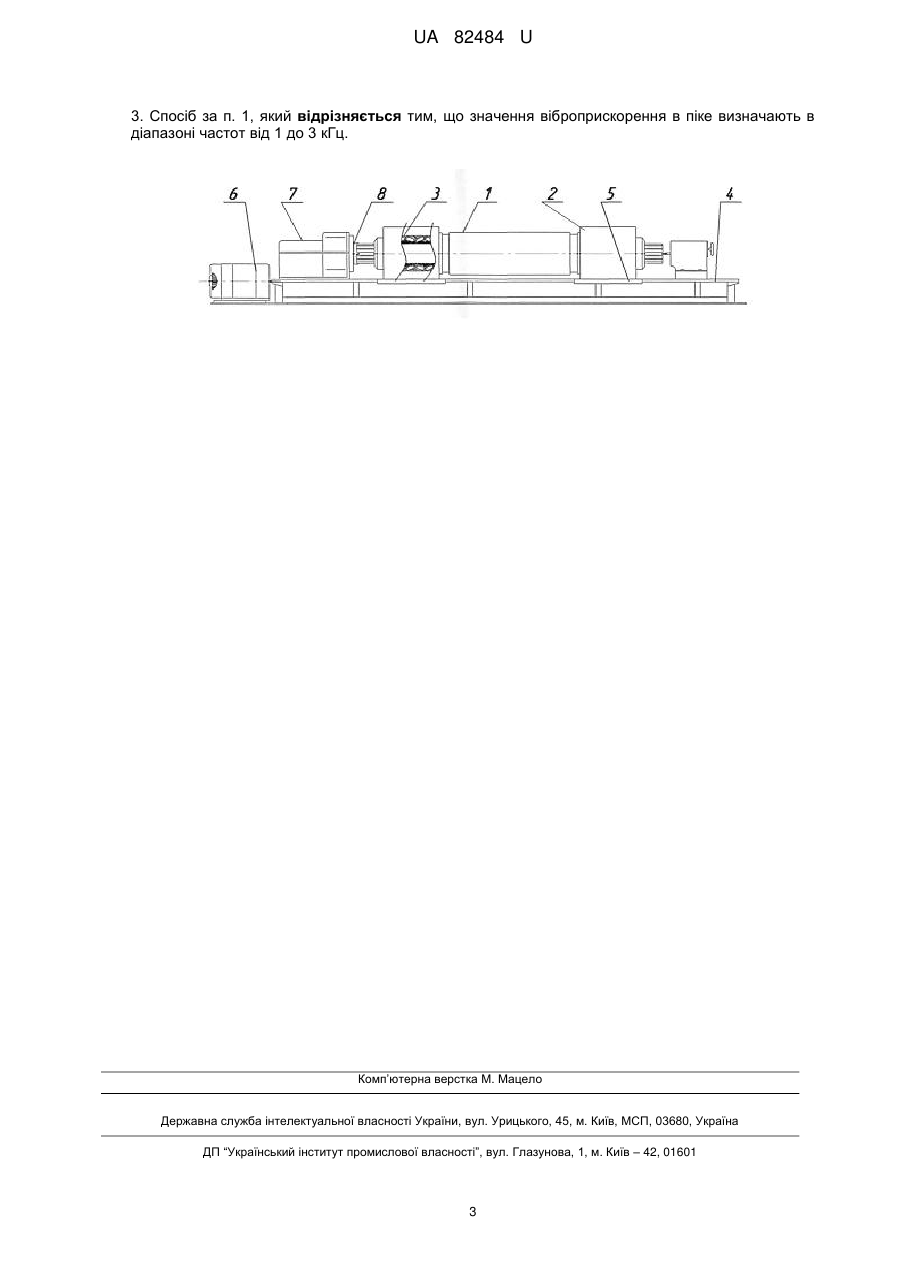
Реферат: Спосіб вібраційної діагностики низькообертових великогабаритних підшипників кочення включає обертання підшипника з подальшим визначенням його дефектів і міри їх розвитку за піками спектру сигналу детектора. Підшипник розміщують у випробувальному стенді у зборі з подушками і робочим валком, шийки якого закріплюють в кріпильному оснащенні стенда. Визначення дефектів і міри їх розвитку додатково роблять по середньоквадратичному значенню віброшвидкості, значенню високочастотного детектування обвідної і значенню віброприскорення в піке. UA 82484 U (12) UA 82484 U UA 82484 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана для діагностування і відбракування великогабаритних підшипників кочення, наприклад робочих валків прокатних станів. Відомий спосіб вібраційної діагностики, при якому використаний пристрій для діагностики і відбракування підшипників за вібрацією та шумом [RU 2032160 С1]. При використанні цього способу в зовнішньому кільці підшипника наводять вихрові струми, що дозволяють перемагнітити сталь зовнішнього кільця. Електромагнітні сили, які виникають від вихрових струмів, гістерезисний момент, приводять в обертання зовнішнє кільце підшипника. Підшипник зміщується відносно осі в радіальному напрямі, а на зовнішнє кільце створюється радіальне навантаження. Істотним недоліком цього способу, є недостатня точність діагностики, вимір механічних коливань робиться тільки в осьовому напрямі, що не дає повної діагностичної інформації про стан підшипника. Також при використанні цього способу використовується стенд, який буде не придатний для діагностики великогабаритних підшипників(d>300 мм), і, крім того, для вантаження великогабаритних підшипників знадобиться розробка дуже потужних пристроїв, що створюють сильне магнітне поле. Також відомий спосіб комплексної вібродіагностики підшипників кочення [RU 2336512 С1], що передбачає обертання з додатком радіального і аксіального навантажень, вимір величин вібросигналів, що характеризують стан робочих поверхонь підшипника, перетворення і реєстрацію вібросигналів з подальшим формуванням фізичної моделі підшипника і зіставлення його з еталонною. Відбраковують випробовувані підшипники під час одночасного його обертання з типовим, що служить робочим еталоном. Вимір величин роблять в трьох швидкісних режимах з додатком радіального, аксіального і тангенціального навантажень, за допомогою статичних і динамічних дизбалансних елементів. Недоліком цього способу є те, що для його здійснення необхідно демонтувати підшипник з вузла і обертати на спеціальному стенді, що робить неможливим проведення діагностування підшипника безпосередньо в складальному вузлі і, відповідно, унеможливлює визначення дефектів складання, а також значно знижує продуктивність діагностики, що важливо на безперервному виробництві. Найбільш близьким способом до заявлюваного є спосіб діагностики підшипників кочення Захарова-MDZ [RU 2133455 С1], що включає обертання підшипника з подальшим визначенням його дефектів і міри їх розвитку за піком спектру сигналу детектора. Недоліком цього способу є низька точність діагностики, у зв'язку з дією механічних коливань і створенні ними перешкод при діагностиці великогабаритних низькообертових підшипників в агрегаті, оскільки детектування виконується в низькочастотній області без відфільтровування низькочастотних складових вібрації. Так само не є можливим відрізнити дефект підшипника від дефекту складання підшипникового вузла, оскільки в спектрі сигналу детектора амплітуди підшипникових частот співпадають з амплітудами частот дефектів складання підшипника. В основу корисної моделі поставлена задача підвищення точності діагностики низькообертових підшипників кочення шляхом аналізу комплексу додатково визначених параметрів випробування підшипників в умовах, максимально наближених до їх робочого режиму. Поставлена задача вирішується тим, що в способі вібраційної діагностики низькообертових великогабаритних підшипників кочення, що включає обертання підшипника з подальшим визначенням його дефектів і міри їх розвитку за піками спектру сигналу детектора, згідно з корисною моделлю, підшипник розміщують у випробувальному стенді (як випробувальний стенд використовують верстат токарно-гвинторізної або шліфувальної груп) у зборі з подушками і робочим валком, шийки якого закріплюють в кріпильному оснащенні стенда, а визначення дефектів та ступінь їх розвитку додатково виконують по середньоквадратичному значенню віброшвидкості, значенню високочастотного детектування, що огинає, і значенню віброприскорення в піке (визначають в діапазоні частот від 1 до 3 кГц). При використанні цього способу для діагностики застосовують не спеціалізований стенд, а верстат токарно-гвинторізної або шліфувальної груп, які, економлячи корисний простір виробничої ділянки, дозволяють проводити випробування підшипників в складальному вузлі без його розбирання (вал + подушка вала + підшипник) в умовах, наближених до робочих. Отже, нова сукупність обмежувальних і відмітних ознак заявлюваного способу є причиною, а первинний технічний результат (аналіз комплексу додатково певних параметрів випробування підшипників в умовах максимально наближених до їх робочого режиму) - наслідком. 1 UA 82484 U 5 10 15 20 25 30 35 40 45 У свою чергу, цей первинний технічний результат є причиною, а вторинний технічний результат (підвищення точності діагностики низькообертових підшипників кочення) - наслідком. Суть способу пояснюється на прикладі його реалізації в металорізальному верстаті з посиланням на креслення, що додаються, де схематично зображений цей верстат зі встановленими на ньому підшипниками в складальному вузлі (вал + подушка вала + підшипник). На кресленні зображені вузол без розбирання (вал 1 + подушки 2 + підшипник 3), металорізальний (наприклад вальцешліфувальний) верстат 4, центруючі підкладки 5, електродвигун 6, редуктор 7 і планшайба 8. Порядок проведення діагностики представлений нижче. Двоопорний підшипниковий вузол без його розбирання (вал 1 + подушки вала 2 + підшипники 3) встановлюють на металорізальний верстат 4, що забезпечує необхідні умови для високої вірогідності ідентифікації міри розвитку дефектів великогабаритних підшипників, з мінімальною дією механічних перешкод, на підкладки 5, для центрування і вивіряння подушок 2. Обертання робиться через електродвигун 6, редуктор 7 і планшайбу 8. Вал обертається на номінальних оборотах верстата (40-45 про/мін). Радіальне стаціонарне навантаження на тіла кочення вимірюваного підшипника створюється від маси валка (≈30 т). Датчик вібрації (на схемі не показаний) встановлюють у вертикальному, осьовому і поперечному напрямі від осі обертання на постійно забезпечені точки вимірів. Отримані з віброаналізатора (на схемі не показаний) дані зберігають в комп'ютері в оцифрованому вигляді, аналізу піддається вібраційний сигнал опори, який за допомогою швидкого перетворення Фур'є розкладається на частотні складові, поява в спектрах інформативних амплітуд підшипникових частот говорить про наявність дефекту. Далі робиться детектування обвідної, яке зводитися до відфільтровування низькочастотних складових вібрації і посилення повторюваних високочастотних сигналів, від дефектів підшипників, значення тієї, що огинає, порівнюється з нормованим значенням, по кількості піків підшипникових частот судять про появу і місце розташування дефекту. Про міру розвитку дефекту судять по нормованому середньоквадратичному значенню віброшвидкості і абсолютному значенню тієї, що огинає. Для можливості розділення дефекту підшипника від дефекту складання застосовують значення спектру віброприскорення в діапазоні частот від 1-3 кГц. Приклад. Діагностику проводили на підшипниках робочих валків прокатного стану 3000, яка здійснюється під час прокрутки валка на холостому ході у вальцешліфувальному верстаті. Для підшипника кочення 779/630ХМ, внутрішнім діаметром 630 мм, встановлені пороги сильного, середнього і слабкого рівня дефекту. Як приклад може послужити підшипник валка, що має дефект на зовнішньому кільці. Аналіз отриманих результатів вимірів показав в спектрі обвідної gE піки на частоті перекочування тіл кочення по зовнішньому кільцю, що досягають значень 0,18 gE, їх гармонійний ряд при смуговому фільтрі 500-10000 Гц, при цьому спостерігалося істотне зростання параметру високочастотного детектування - 5,916 gE. Підвищене значення віброшвидкості в діапазоні 0,1-200Гц - 1,054 мм/с СКЗ свідчило про наявність дефекту. Було 2 виявлено зростання віброприскорення в діапазоні частот від 1 до 3 кГц 0,36 м/с , що вказує на сильний розвиток дефекту. За відсутності ушкоджень в підшипнику, віброприскорення в 2 діапазоні 1-3 кГц складає 0,015 м/с . Після діагностування провели демонтаж підшипника з вузла, його дослідження. Було виявлено втомне вифарбовування 30 % доріжки кочення зовнішнього кільця. Пропонований спосіб має підвищену точність діагностування великогабаритних підшипників кочення у власних опорах з мінімальною дією механічних перешкод від інших механізмів і появою можливості розділення дефектів підшипників від дефектів складання вузла. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб вібраційної діагностики низькообертових великогабаритних підшипників кочення, що включає обертання підшипника з подальшим визначенням його дефектів і міри їх розвитку за піками спектру сигналу детектора, який відрізняється тим, що підшипник розміщують у випробувальному стенді у зборі з подушками і робочим валком, шийки якого закріплюють в кріпильному оснащенні стенда, а визначення дефектів і міри їх розвитку додатково роблять по середньоквадратичному значенню віброшвидкості, значенню високочастотного детектування обвідної і значенню віброприскорення в піке. 2. Спосіб за п. 1, який відрізняється тим, що як випробувальний стенд використовують верстат токарно-гвинторізної або шліфувальної груп. 2 UA 82484 U 3. Спосіб за п. 1, який відрізняється тим, що значення віброприскорення в піке визначають в діапазоні частот від 1 до 3 кГц. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for vibratory diagnostics of low-speed large-dimension roll bearings
Автори англійськоюMatvienkov Serhii Anatoliiovych, Chenchevych Oleh Valeriiovych, Zaitsev Mykhailo Oleksiiovych, Liashenko Oleksii Ihorovych, Naryshkina Iryna Leonidivna, Pushkov Valerii Vasyliovych, Vorobiov Andrii Oleksiiovych, Berezhan Andrii Volodymyrovych
Назва патенту російськоюСпособ вибрационной диагностики низкооборотных крупногабаритных подшипников качения
Автори російськоюМатвиенков Сергей Анатольевич, Ченчевич Олег Валериевич, Зайцев Михаил Алексеевич, Ляшенко Алексей Игоревич, Нарышкина Ирина Леонидовна, Пушков Валерий Васильевич, Воробьев Андрей Алексеевич, Бережан Андрей Владимирович
МПК / Мітки
МПК: G01M 13/04
Мітки: кочення, низькообертових, спосіб, діагностики, великогабаритних, підшипників, вібраційної
Код посилання
<a href="https://ua.patents.su/5-82484-sposib-vibracijjno-diagnostiki-nizkoobertovikh-velikogabaritnikh-pidshipnikiv-kochennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вібраційної діагностики низькообертових великогабаритних підшипників кочення</a>
Спосіб вібраційної діагностики підшипників кочення
Номер патенту: 96672
Опубліковано: 25.11.2011
Автори: Михалків Сергій Васильович, Тартаковський Едуард Давидович
МПК: G01M 13/04
Мітки: спосіб, діагностики, кочення, підшипників, вібраційної
Формула / Реферат:
Спосіб вібраційної діагностики підшипників кочення, що включає реєстрацію вібраційного сигналу підшипника тягового електричного двигуна віброакселерометром із подальшим перетворенням його за допомогою аналого-цифрового перетворювача в цифрову форму та подання цифрового сигналу до ПЕОМ, який відрізняється тим, що за допомогою ПЕОМ виконують алгоритм швидкого вейвлет-перетворення досліджуваного сигналу, проводять процедуру відновлення...
Спосіб вібраційної діагностики підшипників кочення
Номер патенту: 84322
Опубліковано: 10.10.2008
Автори: Ходаківський Андрій Миколайович, Михалків Сергій Васильович, Бабанін Олександр Борисович, Тартаковський Едуард Давидович, Каграманян Артур Олександрович
МПК: G01M 13/00
Мітки: спосіб, діагностики, вібраційної, підшипників, кочення
Формула / Реферат:
Спосіб вібраційної діагностики підшипників кочення, який полягає в тому, що реєструють вібраційний сигнал якірного підшипника тягового електричного двигуна віброакселерометром із подальшим перетворенням за допомогою аналого-цифрового перетворювача в цифрову форму та надходженням цифрового сигналу до ПЕОМ, який відрізняється тим, що застосовують процедуру реставрації компонентів сигналу за розрахованими по алгоритму вейвлет-перетворення...
Спосіб очистки великогабаритних підшипників кочення
Номер патенту: 8028
Опубліковано: 15.07.2005
Автори: Шмельков Дмитро Миколайович, Буковська Ера Володимирівна, Міхно В'ячеслав Федорович
МПК: B08B 3/08, B21B 31/00
Мітки: спосіб, очистки, великогабаритних, кочення, підшипників
Формула / Реферат:
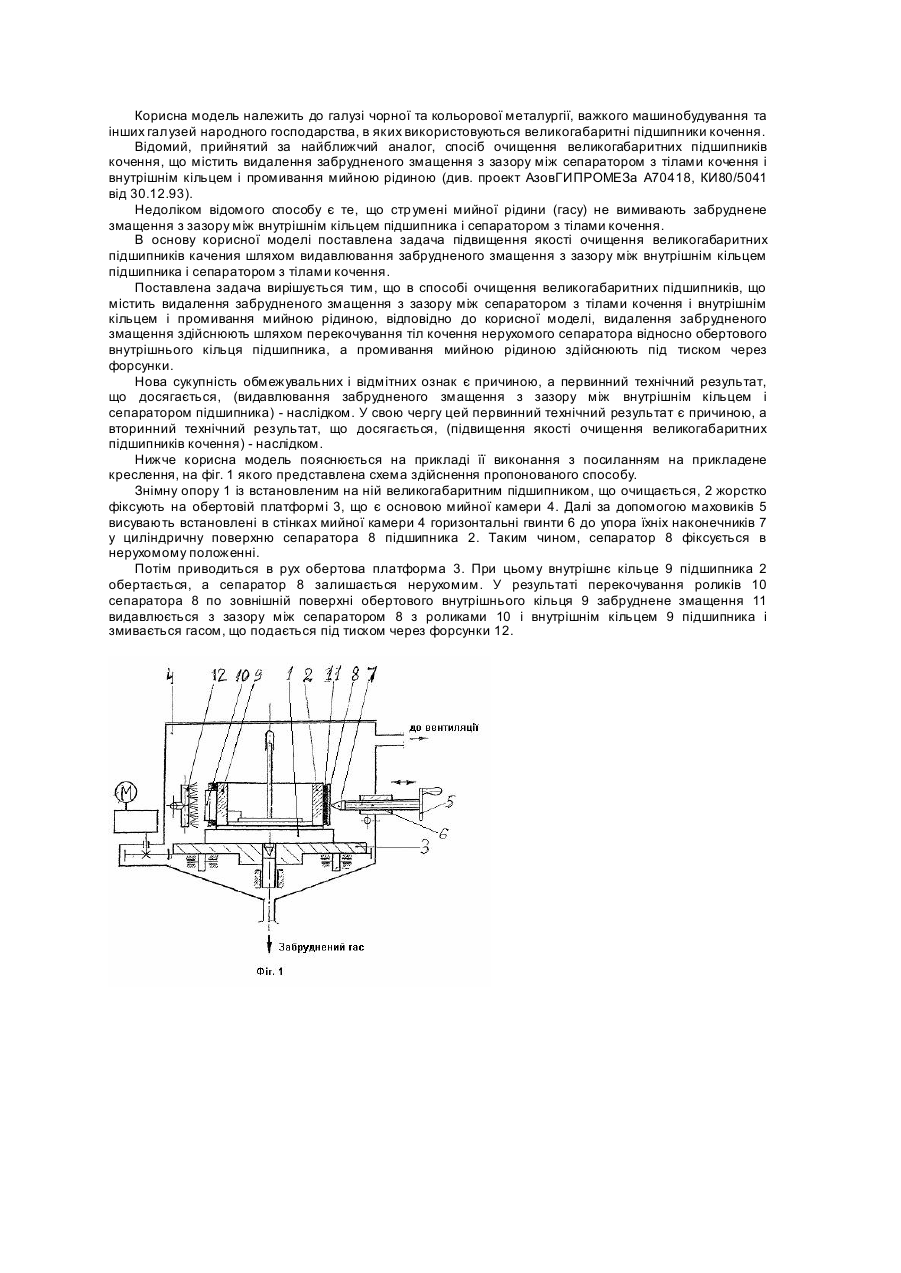
Спосіб очищення великогабаритних підшипників кочення, що включає видалення забрудненого змащення з зазору між сепаратором з тілами кочення і внутрішнім кільцем і промивання мийною рідиною, який відрізняється тим, що видалення забрудненого змащення здійснюють шляхом перекочування тіл кочення нерухомого сепаратора відносно обертового внутрішнього кільця підшипника, а промивання мийною рідиною здійснюють під тиском через форсунки.
Пристрій для очистки великогабаритних підшипників кочення
Номер патенту: 7507
Опубліковано: 15.06.2005
Автори: Шмельков Дмитро Миколайович, Буковська Ера Володимирівна, Міхно В'ячеслав Федорович
МПК: B08B 3/08, B08B 13/00
Мітки: очистки, великогабаритних, підшипників, пристрій, кочення
Формула / Реферат:
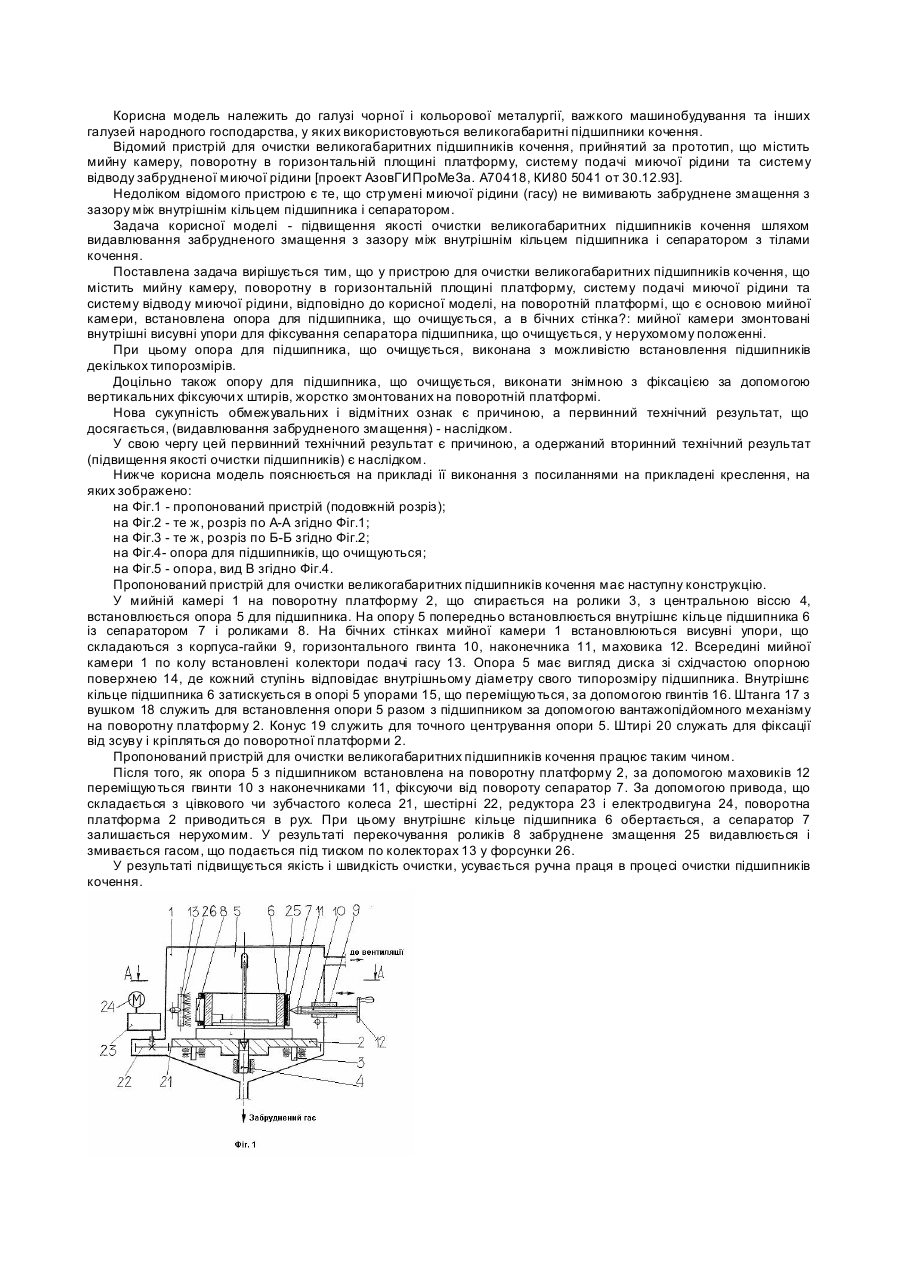
1. Пристрій для очистки великогабаритних підшипників кочення, що містить мийну камеру, поворотну в горизонтальній площині платформу, систему подачі мийної рідини та систему відводу мийної рідини, який відрізняється тим, що на поворотній платформі, що є основою мийної камери, встановлена опора для підшипника, що очищується,а в бічних стінках мийної камери змонтовані внутрішні висувні упори для фіксування сепаратора підшипника, що очищується, у...
Спосіб прискорення ресурсних випробувань підшипників кочення
Номер патенту: 57059
Опубліковано: 10.02.2011
Автор: Гайдамака Анатолій Володимирович
МПК: G01M 7/02
Мітки: випробувань, кочення, ресурсних, підшипників, спосіб, прискорення
Формула / Реферат:
Спосіб прискорення ресурсних випробувань підшипників кочення, який полягає в тому, що збільшують один з параметрів навантаження контактуючих поверхонь, який відрізняється тим, що встановлюють критерії подібності, розраховують кут неспіввісності кілець, фіксують на стенді неспіввісність кілець, задають частоту обертання підшипника та навантажують його, слідкують за появою перших ознак втомного викришування поверхонь тертя кілець та тіл...
Попередній патент: Летюче рятівне коло
Наступний патент: Піч для термічної та хіміко-термічної обробки деталей
Випадковий патент: Пристрій для подрібнення стебел льону олійного