Спосіб іонно-плазмового напилювання (варіанти) та пристрій для його здійснення (варіанти)
Номер патенту: 83263
Опубліковано: 25.06.2008
Автори: Ковтун Володимир Васильович, Калінушкін Євген Павлович, Коваленко Валентина Володимирівна
Формула / Реферат
1.Спосіб іонно-плазмового напилювання з одержанням плівок зносостійких і функціональних матеріалів, який включає застосування у робочій камері катода, анода, магнітної системи з охолодженням, розпилення матеріалу катода за рахунок бомбардування його атомами газів або їх сумішшю, який відрізняється тим, що катоду-мішені додають додаткову енергію у розрахунку на атом речовини згідно з формулою:
(0,1-1,1)·k·Тпл,
де Тпл - температури плавлення речовини мішені, K,
k = 8,625.10-5 еВ/ат.К,
а розпилення матеріалу катода здійснюють за рахунок бомбардування його атомами, що належать матеріалу катода, або іншими атомами газів та їх сумішшю.
2. Спосіб за п. 1, який відрізняється тим, що додавання енергії катоду-мішені здійснюють до критичних температур фазових, структурних, магнітних й інших перетворень у матеріалі катода-мішені, з забезпеченням необхідного "стрибка" електроопору й енергії самодифузії в матеріалах.
3. Спосіб іонно-плазмового напилювання з одержанням плівок зносостійких і функціональних матеріалів, який включає застосування у робочій камері катода, анода, магнітної системи з охолодженням, розпилення матеріалу катода за рахунок бомбардування його атомами газів або їх сумішами, який відрізняється тим, що катоду-мішені імпульсно додають додаткову енергію у розрахунку на атом речовини з параметрами, що змінюються в інтервалах: частота від 5 до 50 Гц; енергія - від Е1 до Е2 – від 0,001 до 0,3 еВ/ат, де Е1 і Е2 - відповідно найвища та найнижча енергії у розрахунку на атом речовини, що додаються катоду-мішені, а розпилення матеріалу катода здійснюють за рахунок бомбардування його атомами, що належать матеріалу катода або іншими атомами газів та їх сумішшю.
4. Спосіб за п. 3, який відрізняється тим, що додавання енергії катоду-мішені здійснюють до критичних температур фазових, структурних, магнітних й інших перетворень у матеріалі катода-мішені для наступної пульсації.
5. Спосіб іонно-плазмового напилювання з одержанням плівок зносостійких і функціональних матеріалів, який включає застосування у робочій камері катода, анода, магнітної системи з охолодженням, розпилення матеріалу катода за рахунок бомбардування його атомами газів або їх сумішами, який відрізняється тим, що матеріал катода-мішені попередньо піддають одній або декільком у комплексі таких обробок: гартують, деформують, наклепують або здійснюють абразивну обробку зі збільшенням кількості поверхневих дефектів.
6. Пристрій для іонно-плазмового напилення, який містить розрядну камеру, всередині якої розташований катод, анод, магнітна система з охолодженням, який відрізняється тим, що розрядна камера додатково містить ізольований від розрядного ланцюга нагрівальний елемент, який має тепловий контакт із катодом-мішенню.
7. Пристрій для іонно-плазмового напилення, який містить розрядну камеру, всередині якої розташований катод, анод, магнітна система з охолодженням, який відрізняється тим, що розрядна камера додатково містить ізольований вакуумно-щільним оптично прозорим матеріалом імпульсно-періодичний лазер, який забезпечує можливість регулювання довжини хвилі випромінювання від 1 до 20 мкм.
Текст
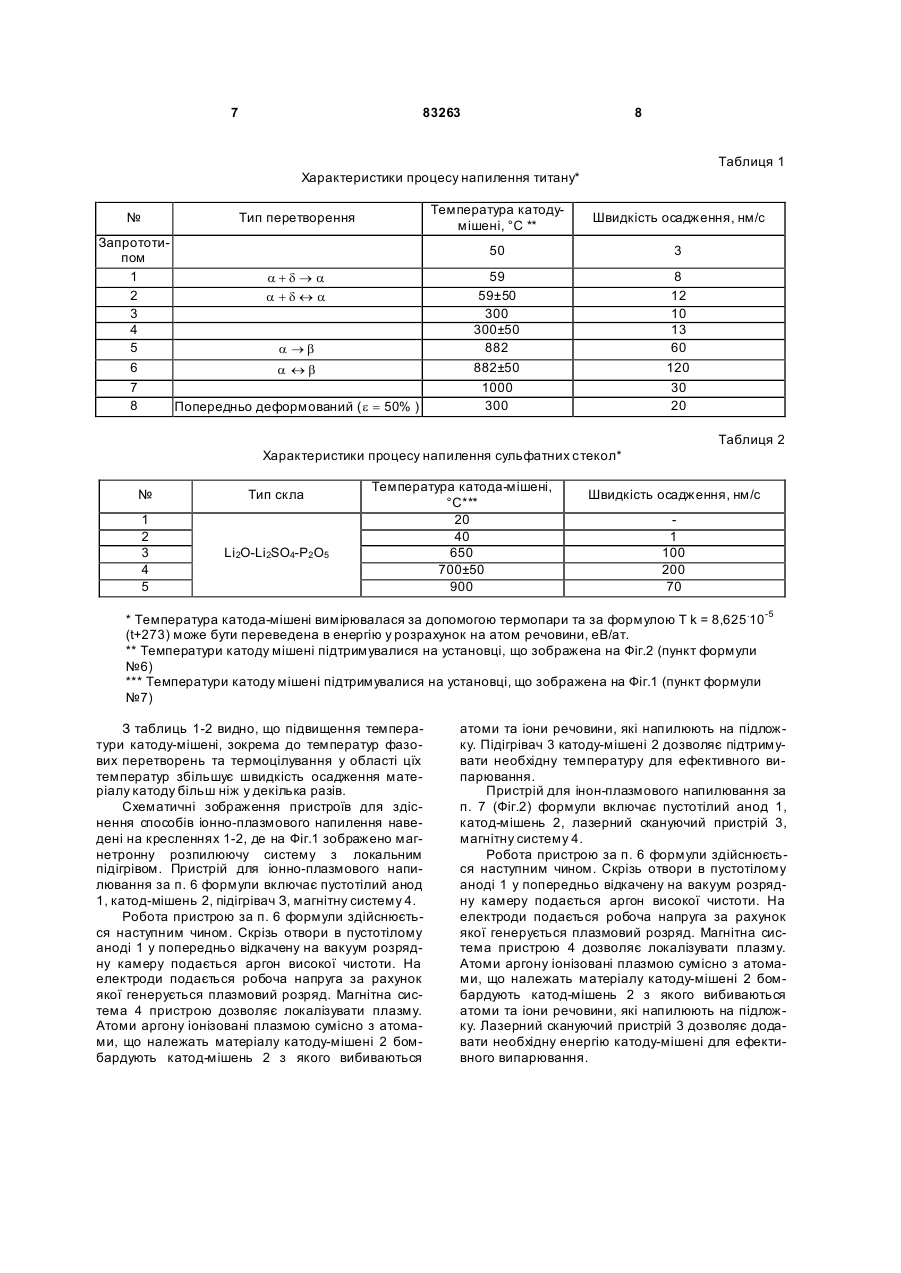
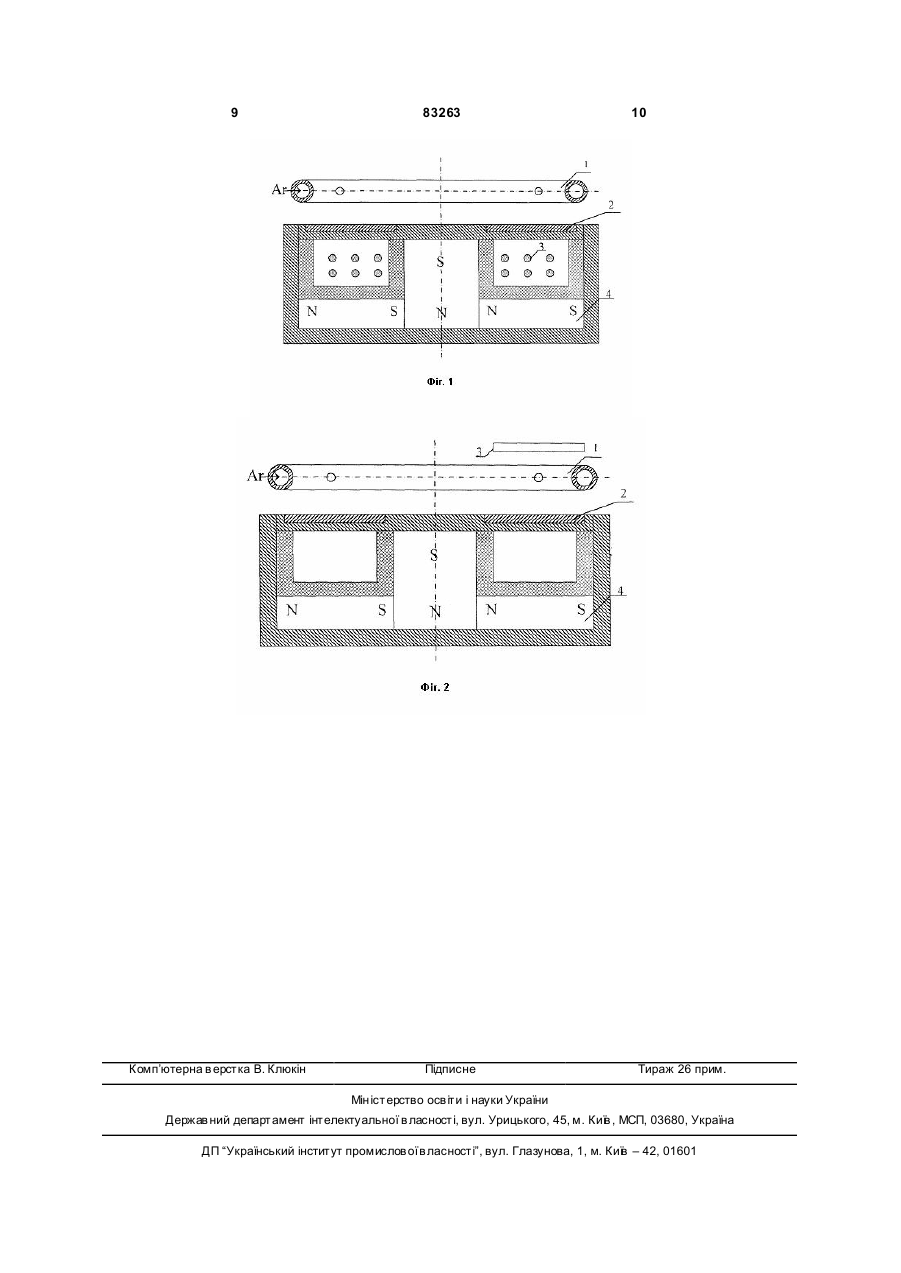
1.Спосіб іонно-плазмового напилювання з одержанням плівок зносостійких і функціональних матеріалів, який включає застосування у робочій камері катода, анода, магнітної системи з охолодженням, розпилення матеріалу катода за рахунок бомбардування його атомами газів або їх сумішшю, який відрізняється тим, що катодумішені додають додаткову енергію у розрахунку на атом речовини згідно з формулою: (0,1-1,1)·k·Тпл, де Тпл - температури плавлення речовини мішені, K, k = 8,625.10-5еВ/ат.К, а розпилення матеріалу катода здійснюють за рахунок бомбардування його атомами, що належать матеріалу катода, або іншими атомами газів та їх сумішшю. 2. Спосіб за п. 1, який відрізняється тим, що додавання енергії катоду-мішені здійснюють до критичних температур фазових, структурних, магнітних й інших перетворень у матеріалі катодамішені, з забезпеченням необхідного "стрибка" електроопору й енергії самодифузії в матеріалах. 3. Спосіб іонно-плазмового напилювання з одержанням плівок зносостійких і функціональних матеріалів, який включає застосування у робочій камері катода, анода, магнітної системи з охолодженням, розпилення матеріалу катода за 2 (19) 1 3 83263 4 оптично прозорим матеріалом імпульсноперіодичний лазер, який забезпечує можливість регулювання довжини хвилі випромінювання від 1 до 20мкм. Винахід відноситься до плазмової техніки й призначений для вакуумного іоно-плазмового нанесення тонких плівок металів, їхніх сполук і керамік на тверду поверхню. Відомий спосіб отримання функціональних плівок в магнетронній системі, що розпилює із плоским катодом-мішенню [К. Wasa, S. Hayakawa. Handbook of sputter deposition technology / USA: "Noyes Publications", 1992], що включає розпилення матеріалу катоду за рахунок бомбардування його атомами газів та їх сумішами, охолодження магнітної системи. З того ж джерела інформації відомий пристрій для здійснення вищезгаданого способу, що передбачає наявність катоду-мішені, аноду. Робочий простір цього магнетрона умовно поділяється на області сильного (порядку 0,1 Тл) і слабкого магнітного поля. Перша є пасткою для електронів й основною зоною генерації позитивно заряджених іонів аргону, що розпилюють мішень. В області слабкого магнітного поля, де внаслідок зіткнення з атомами газу розсіюються атоми мішені, та скрізь утворену аргонну плазму на підложку рухаються атоми речовини, що напилюється. Недоліками відомого способу є недостатня кількість факторів керування магнітним і температурним полями в області робочої зони магнетрону та обмеження кількості хімічних речовин для використання як катод-мішень внаслідок високих значень кількості роботи (енергії), витраченої на розпилення їхніх а томів. Недоліком відомого пристрою є нерівномірність використання катодів-мішені, недостатні контрольованість швидкості розпилення катодумішені та її діапазон. Найбільш близьким аналогом до технічного рішення, що взятий за прототип, є пристрій і для іонно-плазмового нанесення плівок у вакуумі [Патент Росії №2193074 С2, МПК 7 С23С14/35, опубл. 20.11.2002р.]. Пристрій складається з робочої камери, де розташовані анод, катод-мішень, магнітна система з охолодженням та підложкотримач із виробами. Спосіб, що взятий за прототип з попередньо згаданого винаходу, включає розпилення порошкової суміші оксидів, що розташовані на рідкому при кімнатній температурі шарі евтектичного сплаву, який нанесено на катод-мішень. Однак приведені вище пристрій та спосіб напилення не дозволяють в широких межах управляти швидкістю розпилення катоду-мішені. В основу винаходу поставлена задача підвищення ефективності напилювання (швидкості осадження), при сполученні переваг іоно-плазмового й магнетронного способів напилювання, тобто забезпечення можливості осадження плівок із плазми, утвореної іонами матеріалу катода або молекулами й іонами додатково введеного газу або сполученням перерахованих способів за рахунок ослаблення атомних та молекулярних зв'язків. Поставлена задача досягається тим, що в запропонованому способі іоно-плазмового напилювання для одержання плівок зносостійких і функціональних матеріалів із застосуванням у робочій камері катоду, аноду, магнітної системи з охолодженням, що включає розпилення матеріалу катоду за рахунок бомбардування його атомами газів, або їх сумішами, що згідно з винаходом катодумішені додають додаткову енергію у розрахунок на атом речовини згідно з формулою (0,1-1,1) k Тпл, де Тпл - температури плавління речовини мішені, К; k = 8,625.10-5еВ/ат -К, та розпил матеріалу катоду здійснюють за рахунок бомбардування його атомами, що належать матеріалу катоду, або атомами інших газів та їх сумішшю. Крім того, у відповідності до п.2 формули; спосіб 1 відрізняється тим, що додавання енергії катоду мішені здійснюють до критичних температур фазових, структурних, магнітних та інших перетворень у матеріалі катоду-мішені, що забезпечують необхідний "стрибок" електроопору й енергії самодифузії в матеріалах. Другим варіантом досягнення поставленої задачі є спосіб іоно-плазмового напилювання для одержання плівок зносостійких і функціональних матеріалів із застосуванням у робочій камері катоду, аноду, магнітної системи з охолодженням, що включає розпилення матеріалу катоду за рахунок бомбардування його атомами газів, або їх сумішами, який відрізняється тим, що додаткову енергію у розрахунку на атом речовини мішені передають імпульсне з параметрами, що змінюються в інтервалах: частота від 5 до 50 Гц; енергія - від Е1-Е2 =0,001 до 0,3еВ/ат, де Е1 і Е2 - відповідно найвища та найнижча енергії у розрахунок на атом речовини, що додаються катоду мішені, та розпил матеріалу катоду здійснюється за рахунок бомбардування його атомами, що належать матеріалу катоду або атомами інших газів та їх сумішшю. Крім того попередній спосіб за п.4 відрізняється тим, що додавання енергії катоду-мішені здійснюють до критичних температур фазових, стр уктурних, магнітних й інших перетворень у матеріалах катода-мішені для наступної пульсації. Третім варіантом рішення задачі, що поставлена є спосіб іоно-плазмового напилювання для одержання плівок зносостійких і функціональних матеріалів із застосуванням у робочій камері катоду, аноду, магнітної системи з охолодженням, що включає розпилення матеріалу катоду за рахунок бомбардування його атомами газів, або їх сумішами, який відрізняється тим, що матеріал катодамішені попередньо піддають однієї або декільком у комплексі таких обробок: гартують, де формують, наклепують або абразивною обробкою збільшують кількість поверхневих дефектів. 5 83263 Для реалізації способів за пунктами 1-4 запропоновано пристрій, що складається з робочої камери, катоду, аноду, магнітної системи з охолодженням в якому згідно з винаходом в розрядну камеру додатково уведений ізольований від розрядного ланцюга нагрівальний елемент, що має тепловий контакт із катодом-мішенню. Для реалізації способу по пунктах 1-4 запропоновано пристрій, що складається з робочої камери, катоду, аноду, магнітної системи з охолодженням в якому згідно з винаходом в розрядну камеру додатково уведений ізольований вакуумнощільним оптично прозорим матеріалом імпульсно-періодичний лазер з можливістю регулювання довжини хвилі випромінювання від 1 до 20мкм. Використання запропонованих способів та пристроїв дозволяє регулювати температуру мішені й одночасно уникати перегріву магнітної системи, розширити область використання катодів, що важко розпилюються за рахунок збільшення електропровідності керамік. Наявність додаткової енергії катода-мішені дозволяє підвищити ефективність процесу розпилення й регулювати напруженість магнітного поля в локальній області при цьому сполучаючи переваги іонно-плазмового й магнетронного способу напилювання плівок. Відомо, що електропровідності та як наслідок роботи виходу іонів, для напівпровідників і діелектриків залежить від температури. Теплота сублімації металевих кристалів залежить від енергії активації самодифузії. Величина дифузії в метастабільному металі, що перетерплює структурні й фазові перетворення, змінюється за складною системою. При цьому спостерігається збільшення коефіцієнта дифузії внаслідок виникнення нерівноважних потоків вакансій, утворення областей коротких циркуляцій, полів пружних напружень і зміни динаміки коливань кристалічних ґрат поблизу температур фазового переходу. У зв'язку з утворенням дефектів структури при a - b перетворенні - скупченням дислокацій і надлишкових вакансій на границях пластин a -фази ефективний коефіцієнт дифузії у деяких речовинах може на чотири порядка перевищува ти «нормальний». Наприклад, розпилення титанового сплаву з вмістом титану 99,999% (ат) при підвищених температурах та зокрема при температурах в областях a + d ® a та a ® b перетворень збільшує швидкість осадження більш ніж у два та двадцять разів відповідно, порівняно із температурою розпилення 50 С за прототипом (табл. 1.). Надання енергії у розрахунок на атом речовини катодумішені менше ніж 0,1 k Тпл не ефективно підвищує коефіцієнт самодифузії. Але підвищення цієї енергії вище ніж 1,1 k Тпл також не ефективно, тому що процес розпилення при цьому стає менш контрольованим за рахунок можливості локального кипіння металевої речовини. Надання енергії речовині катоду-мішені здійснювали як безпосереднім нагрівом за рахунок теплопостачання від електричної спіралі, а також деформацією та лазерним випромінюванням. Попередня пластична деформація також прискорює сублімацію при 1300°С. При цьому наяв 6 ність поверхневих дефектів, у тому числі наклепу поверхні прискорює сублімацію. Це пояснюється виходом дислокацій на поверхню й збільшенням концентрації вакансій. Формування нерівноважних структур за допомогою загартування або деформації підвищує електричний опір до величин, що перевищують електроопір у рівноважному стані до 2 разів. При цьому зниження електроопору відбувається при відпалюванні з температурою рекристалізації Трек + аТпл, де а = 0,2-0,5 (у залежності від чистоти метала). Термоциклування в тому числі в області фазових перетворень значно збільшує самодифузію в металах і сплавах, що у свою чергу підвищує швидкість сублімації. В області температур твердофазових перетворень при 700-950°С для титану й цирконію електроопір зменшується в 1,5 рази. Подібний стрибок електричних характеристик спостерігається також при температурі плавлення металів і перехідних металів. У сплавах CU-AU утворення впорядкованих структур Cu3 Au-CuAu знижує електричний опір в 1,5 -2 рази. Інтервал змінення енергії у розрахунок на атом речовини катоду-мішені обумовлюється теплоємністю цієї речовини, способом надання енергії та швидкістю її відведення (водоохолоджувальними трубами, рідким азотом та ін.) При цьому найбільша частота випромінювання енергії (до 50Гц) відповідає найменшим за розмірами імпульсам від 0.001еВ/ат. Нижня границя енергетичних імпульсів 0,001еВ/ат з частотою 5Гц обумовлена ефективністю застосування цієї обробки, та вища границя 0,3еВ/ат з частотою 50Гц - фізичними властивостями (теплоємністю) речовини катоду-мішені та можливістю швидкого ефективного відведення енергії. На прикладі розпилення сульфатних стекол (табл. 2) відмічено, що при температурі 700°С нагрівання імпульсним лазером з частотою 10Гц та імпульсами енергії Е1-Е2 = 0,3еВ/ат швидкість осадження сягає 200нм/с. Наведена температура для сульфатни х стекол відповідає фазовому перетворенню, крім того питома щільність вільної енергії поверхні (поверхневий натяг) підвищується зі збільшенням температури, що сприяє процесу випарювання. Відносно пункту 7 формули винаходу необхідно відмітити, що інтервал регулювання довжини хвилі випромінювання лазеру відповідає необхідним ефективним довжинам для розпилення металів, керамік та виключення резонансних явищ з робочою плазмою. Приклад способу іонно-плазмового напилювання(варіанти) й пристрою для його здійснення (варіанти). Зразки підложок напилювали титаном та сульфатними склами Lі2O-Li2SО4-P2O 5 при робочій напрузі магнетрону порядку 1000 В. Діаметр мішені 30мм. Значення питомої потужності становили порядка 40Вт/см 2, при робочому тиску 2 Па. Матеріал катоду - титан марки ВТ-1 з концентрацією водороду 0,001% ат. У якості реактивного газу використовували аргон високої чистоти. Результати випробувань наведено у табл. 1-2. 7 83263 8 Таблиця 1 Характеристики процесу напилення титану* № Температура катодумішені, °С ** Тип перетворення Запрототипом 1 a+d® a 2 a +d« a 3 4 5 a ®b 6 a «b 7 8 Попередньо деформований ( e = 50% ) Швидкість осадження, нм/с 50 3 59 59±50 300 300±50 882 882±50 1000 300 8 12 10 13 60 120 30 20 Таблиця 2 Характеристики процесу напилення сульфатних стекол* № 1 2 3 4 5 Тип скла Li2О-Li2SО4-P2 О5 Температура катода-мішені, °С*** 20 40 650 700±50 900 Швидкість осадження, нм/с 1 100 200 70 * Температура катода-мішені вимірювалася за допомогою термопари та за формулою Т k = 8,625.10-5 (t+273) може бути переведена в енергію у розрахунок на атом речовини, еВ/ат. ** Температури катоду мішені підтримувалися на установці, що зображена на Фіг.2 (пункт формули №6) *** Температури катоду мішені підтримувалися на установці, що зображена на Фіг.1 (пункт формули №7) З таблиць 1-2 видно, що підвищення температури катоду-мішені, зокрема до температур фазових перетворень та термоцілування у області цїх температур збільшує швидкість осадження матеріалу катоду більш ніж у декілька разів. Схематичні зображення пристроїв для здіснення способів іонно-плазмового напилення наведені на кресленнях 1-2, де на Фіг.1 зображено магнетронну розпилюючу систему з локальним підігрівом. Пристрій для іонно-плазмового напилювання за п. 6 формули включає пустотілий анод 1, катод-мішень 2, підігрівач З, магнітну систему 4. Робота пристрою за п. 6 формули здійснюється наступним чином. Скрізь отвори в пустотілому аноді 1 у попередньо відкачену на вакуум розрядну камеру подається аргон високої чистоти. На електроди подається робоча напруга за рахунок якої генерується плазмовий розряд. Магнітна система 4 пристрою дозволяє локалізувати плазму. Атоми аргону іонізовані плазмою сумісно з атомами, що належать матеріалу катоду-мішені 2 бомбардують катод-мішень 2 з якого вибиваються атоми та іони речовини, які напилюють на підложку. Підігрівач 3 катоду-мішені 2 дозволяє підтримувати необхідну температуру для ефективного випарювання. Пристрій для інон-плазмового напилювання за п. 7 (Фіг.2) формули включає пустотілий анод 1, катод-мішень 2, лазерний скануючий пристрій 3, магнітну систему 4. Робота пристрою за п. 6 формули здійснюється наступним чином. Скрізь отвори в пустотілому аноді 1 у попередньо відкачену на вакуум розрядну камеру подається аргон високої чистоти. На електроди подається робоча напруга за рахунок якої генерується плазмовий розряд. Магнітна система пристрою 4 дозволяє локалізувати плазму. Атоми аргону іонізовані плазмою сумісно з атомами, що належать матеріалу катоду-мішені 2 бомбардують катод-мішень 2 з якого вибиваються атоми та іони речовини, які напилюють на підложку. Лазерний скануючий пристрій 3 дозволяє додавати необхідну енергію катоду-мішені для ефективного випарювання. 9 Комп’ютерна в ерстка В. Клюкін 83263 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ionic-plasma deposition (variants) and device for implementation thereof (variants)
Автори англійськоюKalinushkin Yevhen Pavlovych, Kovalenko Valentyna Volodymyrivna, Kovtun Volodymyr Vasyliovych
Назва патенту російськоюСпособ ионно-плазменного напыления (варианты) и устройство для его осуществления (варианты)
Автори російськоюКалинушкин Евгений Павлович, Коваленко Валентина Владимировна, Ковтун Владимир Васильевич
МПК / Мітки
МПК: C23C 14/48, C23C 14/35, C23C 14/34, C23C 14/22
Мітки: здійснення, варіанти, пристрій, спосіб, іонно-плазмового, напилювання
Код посилання
<a href="https://ua.patents.su/5-83263-sposib-ionno-plazmovogo-napilyuvannya-varianti-ta-pristrijj-dlya-jjogo-zdijjsnennya-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб іонно-плазмового напилювання (варіанти) та пристрій для його здійснення (варіанти)</a>
Спосіб іонно-плазмового напилювання електропровідних покриттів
Номер патенту: 77914
Опубліковано: 15.01.2007
Автори: Золотухін Олександр Віталієвич, Дмитрієв Микола Миколаєвич, Посвятенко Едуард Карпович, Золотухін Олександр Олександрович, Мустяца Олег Никифорович
МПК: C23C 14/32, C23C 14/40, C23C 14/46
Мітки: напилювання, покриттів, іонно-плазмового, електропровідних, спосіб
Формула / Реферат:
Спосіб іонно-плазмового напилювання електропровідних покриттів програмованої еластичності, який відрізняється тим, що на вироби подають електронну і іонну частини газової квазінейтральної плазми рознесеними у часі зі сталою частотою, подаючи та змінюючи потенціал опорної напруги на виробах з позитивного на негативний, при цьому за час дії негативного потенціалу на вироби спрямовують іонну частину квазінейтральної плазми, а за час дії...
Установка для іонно-плазмового напилювання

Номер патенту: 77998
Опубліковано: 15.02.2007
Автори: Золотухін Олександр Олександрович, Дмитрієв Микола Миколайович, Мустяца Олег Никифорович, Золотухін Олександр Віталієвич
МПК: C23C 14/34
Мітки: напилювання, установка, іонно-плазмового
Формула / Реферат:
Установка для іонно-плазмового напилювання, що містить вакуумну камеру з встановленим у ній вертикальним катодом, арматуру для розміщення виробів з нагрівачами, пристрій підпалювання дуги, схему підпалювання дуги, блок опорної напруги, зв'язаний з вертикальним катодом, систему іонного очищення з електродом, відкачувальну вакуумну систему з блоком керування, джерело газів із блоком напуску газів, керований силовий випрямляч, яка відрізняється...
Спосіб іонно-плазмового зміцнювання поверхні металів та пристрій для його здійснення
Номер патенту: 20151
Опубліковано: 25.12.1997
Автор: Пастух Ігор Маркович
МПК: C23C 10/06
Мітки: іонно-плазмового, зміцнювання, пристрій, металів, здійснення, спосіб, поверхні
Формула / Реферат:
1. Способ ионно-плазменного упрочнения поверхности металлов в газовой среде при пониженном давлении и наличии электрического поля между корпусом камеры, выполняющим роль анода, или специальным анодом и обрабатываемым изделием, служащим катодом, отличающийся тем, что процесс ведется в газовой среде, составленной из исходных газообразных компонентов, количество и процентное содержание которых изменяется в зависимости от материала упрочняемых...
Спосіб плазмового напилювання покрить

Номер патенту: 70430
Опубліковано: 15.10.2004
Автор: Оніщенко Олексій Георгійович
МПК: C23C 4/00
Мітки: напилювання, плазмового, спосіб, покрить
Формула / Реферат:
Спосіб плазмового напилювання на поверхню багатошарових покрить шляхом послідовного утворення паралельних один одному шарів, який відрізняється тим, що шари покриття виконують під кутом до поверхні, що напилюють.
Установка для іонно-плазмового нанесення покриттів
Номер патенту: 5699
Опубліковано: 15.03.2005
Автори: Базалєєв Микола Іванович, Литвиненко Володимир Вікторович, Клепіков Вячеслав Федорович
МПК: H05H 1/26
Мітки: іонно-плазмового, покриттів, установка, нанесення
Формула / Реферат:
Установка для іонно-плазмового нанесення покриттів у вакуумі, що складається з вакуумної камери, що має штуцери для подачі та відводу інертних газів, підкладинкоутримувача, електродугового джерела плазми, яке включає вмикаюче джерело живлення, підпалюючий пристрій, анод, катод, плазмовід з розташованим на ньому фокусуючим соленоїдом та селектором іонів, містить модулятор - оптично прозорий електрод, охоплений електромагнітною котушкою та...
Попередній патент: Аксіально-плунжерна гідромашина
Наступний патент: Щогла освітлювальна
Випадковий патент: Спосіб видової ідентифікації осетрових риб та продукції з них